Постоянные и временные сварочные посты
Обновлено: 20.09.2024
Сварочные работы могут быть как по газовой сварке и резке металла, так и электросварочные. Разберемся подробнее в требованиях пожарной безопасности по каждым видам.
При производстве строительных, монтажных работ по сборке конструкций, капитальному ремонту технологических установок, оборудования; при прокладке стальных трубопроводов систем жизнеобеспечения общественных, жилых зданий, подачи жидкого сырья, полуфабрикатов на производственных объектах, практически всегда необходима газовая резка, сварка металлических элементов, корпусов, частей.
При проведении строительных работ, связанных с монтажом несущих металлических конструкций, при сборке, ремонте промышленного оборудования, различных видов транспорта, производственных машин, механизмов; прокладке трубопроводных сетей, кроме использования болтовых соединений, механической клепки, широко применяется электрическая сварка.

Сварочные работы и пожарная безопасность
Пожарная безопасность при производстве газосварочных работ – в процессе используются горючие газы – от ацетилена, пропана, бутана до водорода, детали, части конструкций сильно нагреваются; при этом падают, разлетаются капли, частицы раскаленного металла, способные легко воспламенить горючие материалы в радиусе десятков метров, особенно если монтажные, строительные работы ведутся на высоте.
Пожарная безопасность электросварочных работ – учитывая, что основой процесса сварки является электрическая дуга, сопровождаемая токами большой силы, разогревом металлических деталей, частей конструкций до 1000℃, разлетом искр, капель расплава металла, раскаленных огарков электродов; выделением значительного количества тепловой, световой энергии, достаточного для воспламенения горючих материалов.
Электросварочные работы
Виды работ и места проведения
Технологические процессы электрической сварки, резки, наплавления стационарными, передвижными установками, переносными аппаратами подразделяют на следующие виды:
- Дуговая.
- Атомно-водородная.
- Электронно-лучевая.
- Лазерная.
- Плазменная.
- Электрошлаковая.
Работы проводят как в закрытых помещениях – на стационарных сварочных постах, в помещениях сборочных, ремонтных, производственных цехов, в том числе на лесах, установленных вокруг технологического оборудования, так и на открытом воздухе – в ходе монтажа строительных металлических конструкций; при создании, ремонте промышленного оборудования, транспортных средств, трубопроводных сетей, эстакад.
Нормативные документы
Требования пожарной безопасности к проведению работ по электрической сварке конструкций, резке металлолома изложены в следующих нормативных документах:
- В «ППР в РФ», где в разделе XVI о пожароопасных работах приведен основной свод правил организации, проведения, контроля за местами выполнения электросварки, в том числе по окончании рабочих смен.
- В действующем руководящем документе 34.03.307, разработанном в 1987 году, о правилах ПБ при строительстве, монтажных работах на предприятиях Минэнерго, в разделе 8 также четко сформулированы меры ПБ при ведении электросварочных работ.
- В «Правилах по охране труда при производстве газоэлектросварочных работ», утвержденным в 2014 году приказом № 1101н Минтруда и соцзащиты.
- В актуальном государственном стандарте 12.3.003, вышедшим в 1986 году, о требованиях безопасности при ведении электросварочных работ.
Хотя общие требования в этих документах в основном дублируются, но существуют и специфические указания, в том числе связанные с местами ведения электросварочных работ – на высоте, внутри транспортируемых емкостей, технологических резервуаров, оборудования.
Требования
Пожарная безопасность при ведении электросварочных работ обеспечивается неукоснительным выполнением комплекса организационных, технических мероприятий, изложенных в нормативных актах, правилах:
- Тщательная подготовка места работ – очистка участка/зоны помещения, наружной территории от любых горючих материалов, в том числе отходов производства, сгораемого мусора в радиусе, указанном в приложении 3 к «ППР в РФ».
- При этом наименьший требуемый радиус зоны очистки находится в прямой зависимости от высоты точки электросварки над уровнем пола, земли – от 5 м при работе на нулевой отметке до 14 м при работах на высоте больше 10 м, что связано с разлетом капель расплава металла, раскаленной окалины, огарков.
- До начала работ необходимо проводить полное опорожнение, слив горючих жидкостей, ЛВЖ из корпусов технологического оборудования, резервуаров складского хранения, железнодорожных цистерн, участков трубопроводных сетей по перекачке жидких воспламеняемых, сгораемых материалов, газовых смесей.
- А затем выполнять их промывку, обработку горячим паром, проветривание, замер концентрации опасных веществ в воздушной среде, чтобы исключить взрыв и/или пожар.
- Перед началом работ в помещениях, имеющих высокую категорию по взрывопожарной опасности, необходимо предварительное проветривание, постоянная работа вытяжных систем вентиляции, регулярный контроль наличия горючих газов, паров.
- Если в радиусе защитной зоны очистки находятся стационарные конструкции, изготовленные из сгораемых материалов, в том числе настилы полов, то следует закрывать, занавешивать, застилать их листовыми, рулонными материалами из негорючих веществ, в том числе металлическими экранами, противопожарными полотнами/кошмами, или проливать водой.
- Место ведения электросварочных работ в таких условиях также может быть выделено временной сплошной перегородкой/экраном из негорючих материалов высотой не меньше 1, 8 м, с нижним зазором до пола не больше 50 мм, защищенным металлической сеткой с ячейками не больше 1х1 мм.
- Чтобы исключить падение, проникновение искр, окалины, капель расплава металла в смежные, нижележащие помещения следует до начала производства работ закрыть все двери, люки в стенах, перегородках, перекрытиях; защитить экранами, щитами из несгораемых материалов строительные, технологические, монтажные проемы.
- Обязательное оформление, визирование администрацией объекта, где необходима электросварка, наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- Возле мест предстоящих работ должны быть установлены переносные, передвижные огнетушители, соответствующих видов, веса/объема заряда огнетушащих веществ, согласно указаниям приложения 1 к «ППР в РФ».
В ходе производства, по окончании электросварочных работ следует выполнять следующие меры ПБ:
- Полностью, в том числе от питающей электросети, отключать электросварочную аппаратуру, включая периоды перерывов в работе.
- По окончании работ все электросварочное оборудование необходимо убирать в места постоянного хранения.
- Запрещено приступать к электросварке с неисправным оборудованием, на неподготовленных местах; допускать к работе людей, не имеющих профильного образования, квалификационных удостоверений, наряд-допусков на право проведения работ.
- Электросварочная переносная аппаратура/стационарная установка должна быть надежно заземлена.
- Необходимо использовать только стандартные виды электродов промышленного производства, что соответствуют установленному сварочному току.
- Огарки электродов необходимо складывать в специальный металлический контейнер/ящик, что устанавливается в непосредственной близости от точки электросварки.
- Запрещено выбивать огарки электродов о строительные конструкции, разбрасывая их в зоне работ, так это нередко приводит к возникновению очагов возгораний, развитию, распространению пожара, в том числе через несколько часов по окончании работ.
- Проложенные к месту работ электрические провода сварочной аппаратуры не должны соприкасаться с баллонами, резервуарами хранения сжатых/сжиженных газов.
- Запрещено проводить работы на технологическом оборудовании, участках трубопроводных сетей предприятий, транспортных средствах, что заполнены горючими, ядовитыми материалами, а также находящимися под рабочим электрическим напряжением.
- Не следует проводить электросварку в ходе строительно-монтажных работ на элементах зданий, несущих металлических конструкциях одновременно с укладкой утеплителей, устройством гидроизоляции; наклейкой покрытий полов с использованием органических клеев, мастик, лаков.
- Запрещается использовать кабели электросварочной аппаратуры с повреждениями изоляционного слоя, использовать нестандартные автоматы электрозащиты.
- Соединение сварочных проводов/кабелей осуществляют прессовкой, пайкой, болтовыми зажимами, исключая контакты скруткой.
- При прокладке проводов следует обеспечивать безопасные расстояния до трубопроводов, транспортирующих кислород, не меньше 0,5 м; до труб, баллонов, резервуаров с горючими газами, включая ацетилен, используемый при газовой сварке/резке, не меньше 1 м.
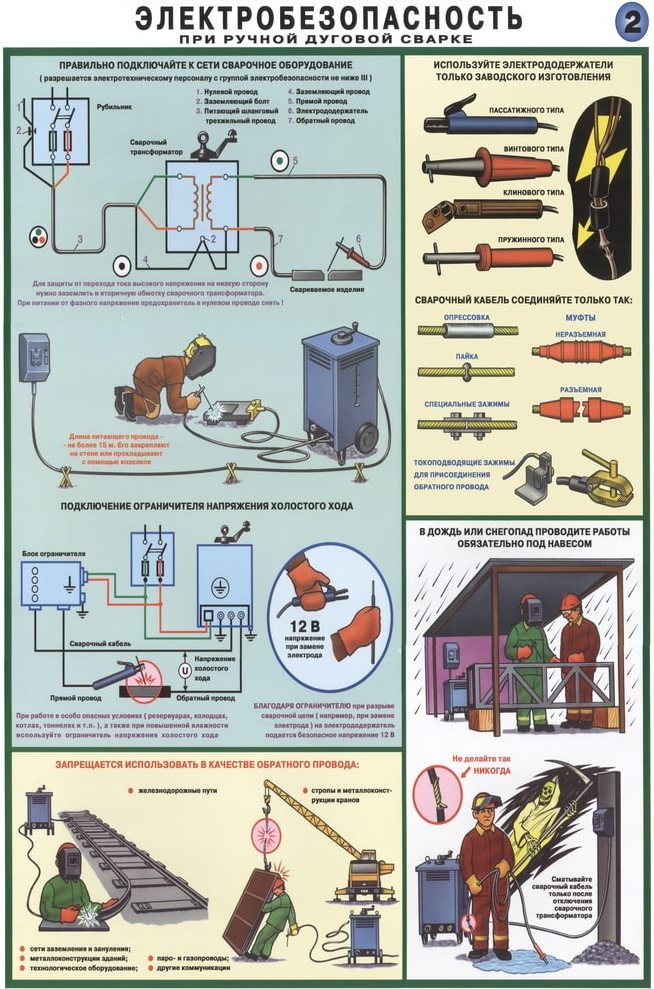
- Запрещено использовать как обратный проводник заземляющие сети строительных объектов, железнодорожные рельсы, металлоконструкции зданий, инженерные коммуникации, производственное оборудование. Для этого используют 2 провода из комплекта электросварочной аппаратуры.
В целом пожарная безопасность при выполнении электросварочных работ обеспечивается исправностью аппаратуры, тщательной подготовкой места производства, квалификацией, опытом сварщиков; постоянным надзором бригадира/прораба, регулярным контролем администрации объекта, в том числе в течение не меньше 2 часов после окончания.
Инструкция по проведению работ
Работы по газовой сварке и резке металла
Виды и места проведения
Работы по газовой резке, соединении способом плавления металлических деталей оборудования, товарных изделий ведутся на постоянных местах в сварочных мастерских, постах, специально отведенных участках производственных, ремонтно-механических, сборочных цехов, оборудованных для этих целей; в ходе текущего ремонта при плановых остановах технологических установок. А также большой объем газосварочных работ выполняется на строительстве различных объектов, при проведении реконструкции несущих металлических каркасов зданий.
Газовая резка используется как для заготовки отрезков труб, элементов конструкций, так и в процессе приведения крупногабаритного металлического лома в состояние, пригодное для перевозки на транспортных средствах.
Во всех случаях обеспечение ПБ при газосварочных работах является одним из главных условий возможности проведения таких мероприятий в связи с высокой пожарной опасностью процесса; огромным ежегодным количеством пожаров, фиксируемых МЧС РФ, по причине нарушения требований безопасности газосварщиками, слабого контроля со стороны администрации объектов защиты.
Документация
Комплекс требований к организации, проведению газосварочных работ изложен в нескольких официальных документах как федерального, так и ведомственного уровня:
- В разделе XVI «ППР в РФ», что устанавливает требования к производству пожароопасных работ, независимо от места проведения.
- В правилах безопасности производства огневых работ, утвержденных Федеральной службой технадзора.
- В «Правилах по охране труда при проведении газоэлектросварочных работ, утвержденных приказом № 1101н Министерства труда и соцзащиты в 2014 году.
- В правилах ПБ при производстве строительных работ на объектах энергетической отрасли.
- ГОСТ Р 14175-2010 – о газах, газовых смесях, используемых для сварки металлов.
Эти документы используются при обучении газосварщиков, специалистов инженерных служб, ответственных за ПБ объектов, что контролируют проведение таких работ, в рамках противопожарных инструктажей, обучения по программам ПТМ.
Нормативные требования
Особое внимание в правилах пожарной безопасности при производстве этих пожароопасных работ уделяется контролю за профессиональным обучением, квалификацией газосварщиков, подготовкой мест проведения:
- Так, к проведению работ по резке, сварке металлических конструкций, деталей оборудования допускаются только специалисты, имеющие квалификационные удостоверения, что обязательно прошли предварительный медосмотр, инструктажи по пожарной безопасности, технике безопасности; были обучены методам, приемам ведения газосварки со стажировкой на месте, с проверкой объема знаний в виде сдачи зачетов/экзаменов, проводимой не реже раза в году.
- Для проведения газосварочных, резательных работ на временных местах, исключая строительные площадки, частные домовладения, руководителем или ответственным за ПБ организации по месту выполнения должен быть надлежащим порядком заполнен, подписан наряд-допуск на ведение огневых работ по установленной форме приложения № 4 «ППР в РФ».
- Территория места производства газосварочных работ в радиусе, зависящем от высоты проведения, указанном в приложении № 3 «ППР в РФ», тщательно очищается от всех горючих материалов – сырья, мусора, готовой продукции; а сгораемые строительные конструкции, поверхности полов, отделки, облицовки, изоляция, элементы производственного оборудования, выполненные из горючих веществ, защищаются от контакта с огнем, искрами металлическими экранами, противопожарными полотнами, при необходимости поливаются водой.
- Недопустимо проводить газопламенные работы с приставных стремянок, лестниц, а также совместно использовать газобаллонное и электросварочное оборудование внутри корпусов технологического оборудования, емкостей для хранения, перевозки.
- Запрещено хранить горючие жидкости, в том числе ЛВЖ, другие огнеопасные материалы ближе 5 м от мест производства работ.
- Если необходимо выполнять газосварочные работы на высоте больше 5 м, то следует устанавливать для этих целей леса, площадки, изготовленные из негорючих материалов.
- При одновременной работе на лесах по одной вертикали нескольких рабочих необходимо обеспечить защиту людей, газобаллонного оборудования от попадания расплавленных капель металлов. При этом места проведения газосварочных работ на всех ярусах, при отсутствии несгораемых защитных настилов, очищают от горючих материалов в радиусе не меньше 5 м, а от взрывоопасных веществ, оборудования – не меньше 10 м.
- Чтобы раскаленные капли, части металлических конструкций не могли попасть в ходе газосварочных работ на нижележащие этажи, в смежные помещения следует закрывать все технологические проемы, люки, отверстия в основных строительных конструкциях негорючими материалами.

Перед началом проведения газосварочных работ работники должны проверить:
- Исправность газобаллонного оборудования, включая контрольно-измерительную аппаратуру.
- Герметичность всех соединений по линии от баллонов до газового резака/горелки.
- Наличие, исправность первичных средств тушения пожаров.
Газосварку, резку металлов допустимо выполнять на горизонтальном расстоянии не меньше:
- 5 м – от баллонов со сгораемыми газами, О2.
- 10 м – от групп баллонов, числом больше 2, что предназначены для выполнения газопламенных работ.
- 3 м при ручных работах – от трубопроводов с горючими газами, а также от металлических шкафов, в которых установлены баллоны с воспламеняемыми газовыми смесями.
В ходе работ необходимо:
- Зачищать от антикоррозионных грунтовок, сгораемых красок, покрытий, эмалей поверхности свариваемых заготовок строительных конструкций, деталей оборудования на ширину не меньше 0,1 м от места сварки.
- Перед перерывом в работе, в конце рабочего дня/смены следует приводить в пожаробезопасное состояние газобаллонное оборудование – закрывать вентили, отсоединять шланги, освобождая от горючих газов.
По окончании работ все газобаллонное оборудование следует перемещать в отведенные для этих целей специальные помещения/места.
Безопасность при проведении сварочных работ
При производстве любых видов газопламенных работ запрещено:
- Допускать к самостоятельным работам учеников газосварщиков, работников предприятий без квалификационных удостоверений.
- Приступать к ним без регламентной проверки исправности, а также при выявлении неисправностей, нарушений правил эксплуатации – повреждениях корпусов, вентилей, переходников; с истекшими сроками освидетельствования, при выявлении негерметичности в любом месте соединения.
- Проводить работы на недавно окрашенных сгораемыми грунтовками, красками, лаками строительных конструкциях, деталях производственного оборудования, изделиях.
- Использовать спецодежду, защитные рукавицы, загрязненные растительными жирами, маслами, нефтепродуктами, другими горючими жидкостями.
- Допускать контакт баллонов с горючими газами, О2 с электрическими кабелями, проводами.
- Выполнять работы на корпусах технологического оборудования, емкостях хранения, трубопроводных обвязках, коммуникациях, что заполнены горючими, токсичными материалами, или находятся под напряжением электротока; а также на элементах строительных объектов, что выполнены из легких металлоконструкций со сгораемыми, трудно сгораемыми утеплителями.
Требования ПБ, тесно связанные с техникой безопасности работ, занимают большой объем учебных программ газосварщиков, а ежегодная проверка знаний позволяет освежить знание противопожарных правил.
Однако руководству строительно-монтажных предприятий, администрации ответственным за ПБ объектов, где должны производиться такие пожароопасные работы, не следует полагаться исключительно на сознательность рабочих; а сами тщательно проверять подготовку мест проведения, состояние оборудования, соблюдение газосварщиками требований ПБ.
Лекция "Виды и порядок проведения пожароопасных работ. Пожарная опасность веществ и материалов"
Газоэлектросварочные и паяльные работы, резка металла, работа с клеями, мастиками, битумами, полимерами и другими горючими материалами. Порядок их проведения. Пожарная опасность работ и особенности пожарной опасности данных работ.
СОДЕРЖАНИЕ
ВНИМАНИЕ! При изучение данной темы следует учитывать, что деятельность по обеспечению пожарной безопасности детально регламентируется действующим законодательством, которое в рамках проводимых реформ активно изменяется, поэтому рекомендуется положения нормативных правовых актов и нормативных документов в области пожарной безопасности уточнять в актуальных редакциях .
1. Виды огневых работ и порядок их проведения. Пожарная опасность работ.
К огневым работам относятся производственные операции с применением открытого огня, искрообразованием и нагреванием до температуры, способной вызвать воспламенение материалов и конструкций (электросварка, газосварка, бензо-керасинорезка, паяльные работы, механическая обработка металла с образованием искр и т.п.).
Места проведения огневых работ подразделяются на:
постоянные: организуются в специально оборудованных для этих целей цехах, мастерских или на открытых площадках. Запрещается размещать постоянные места проведения огневых работ во взрыво- и пожароопасных помещениях;
временные: организуются чаще всего при аварийно-восстановительном ремонте оборудования, резке, отогревании металла и т.п.
Места производства сварочных работ вне постоянных сварочных постов должны определяться письменным разрешением руководителя или специалиста, отвечающего за пожарную безопасность. СНиП 12-03-2001, п. 9.2.8.
Огневые работы на действующих взрывоопасных и взрывопожароопасных объектах допускаются в исключительных случаях, когда эти работы невозможно проводить в специально отведенных для этой цели постоянных местах.
Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрыво-пожароопасных объектах Гостехнадзора России.
Огневые работы во взрывоопасных и взрывопожароопасных объектах, подконтрольных Госгортехнадзору России, производятся в соответствии с Типовой инструкцией по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах, утвержденной постановлением Госгортехнадзора России от 23.06.2000 № 38.
Требования Типовой инструкции распространяются как на работы, выполняемые подразделениями предприятий, так и на работы, выполняемые сторонними организациями.
На предприятиях, имеющих взрывоопасные и взрывопожароопасные объекты, на основании Типовой инструкции и с учетом требований Правил противопожарного режима, должны быть разработаны Инструкции по безопасному ведению огневых работ с учетом специфики производства.
В организациях, не подконтрольных Госгортехнадзору России, огневые работы производятся в соответствии с требованиями Правил противопожарного режима РФ.
Обеспечение безопасности при проведении огневых работ
Огневые работы проводятся после выполнения всех требований пожарной безопасности.
Подготовка объекта к проведению на нем огневых работ осуществляется эксплуатационным персоналом объекта под руководством ответственного лица, в том числе при выполнении работ на объекте сторонней организацией.
Лицо, ответственное за подготовку объекта обязано:
организовать выполнение мероприятий, указанных в наряде-допуске;
совместно с руководителем объекта и руководителем огневых работ определить опасную зону, границы которой четко обозначить предупредительными знаками и надписями;
очистить от горючих веществ и материалов место проведения работ;
защитить негорючими материалами (асбестовым полотном или другими), от попадания искр, строительные конструкции (люки, вентиляционные, монтажные и другие проемы), настилы пола, изоляцию и части оборудования, выполненные из горючих материалов;
во взрывоопасных и взрывопожароопасных производствах остановить аппараты, машины и др. производственное оборудование с освобождением их от взрывоопасных и пожароопасных продуктов производства;
плотно закрыть все двери, в том числе двери шлюзов;
провентилировать помещения, в которых возможно скопление паров ЛВЖ, ГЖ, ГГ;
провести лабораторный контроль на содержание взрывоопасных и пожароопасных веществ в зоне, где проводятся огневые работы;
оградить место проведения сварочных и резательных работ в помещениях, конструкции которых выполнены с использованием горючего материала, сплошной перегородкой из негорючего материала высотой не менее 1.8 м при зазоре между перегородкой и полом не более 5 см; зазор должен быть огражден сеткой из негорючего материала с размером ячеек не более 1,0x1,0 мм;
обеспечить место проведения работ первичными средствами пожаротушения:
ящиком с песком и лопатой,
Огневые работы разрешается начинать при отсутствии взрывоопасных и взрывопожароопасных веществ в воздушной среде.
Руководитель работ обязан:
принять подготовленный объект к работе;
организовать выполнение мероприятий по безопасному проведению огневых работ;
во время проведения огневых работ осуществлять периодический контроль за состоянием воздушной среды в опасной зоне;
допускать к выполнению огневых работ исполнителей - лиц:
прошедших специальную подготовку и проверку знаний правил безопасности, технологии проведения огневых работ;
имеющих квалификационное удостоверение;
имеющих талон по технике пожарной безопасности;
перед началом огневых работ провести инструктаж с исполнителями по соблюдению мер безопасности при проведении огневых работ на данном объекте.
Проведение инструктажа фиксируется в наряде-допуске подписями исполнителей и ответственного за проведение огневых работ.
обеспечить исполнителей средствами индивидуальной защиты (противогазы, спасательные пояса и т.д.);
проверить наличие квалификационных удостоверений у исполнителей огневых работ (сварщиков, резчиков и т.д.), исправность и комплектность инструмента и средств для их проведения, а также наличие и соответствие спецодежды, спецобуви, защитных щитков условиям проведения работы;
находиться на месте огневых работ, контролировать работу исполнителей;
по окончании работ проверить совместно с руководителем объекта место, где выполнялись огневые работы.
По окончании огневых работ руководитель объекта, в целях исключения возможности загорания, должен обеспечить наблюдение персоналом за местом наиболее возможного возникновения очага пожара в течение 3 час.
Ответственность за обеспечение мер пожарной безопасности при проведении огневых работ возлагается на руководителя объекта, на территории которого проводятся эти работы.
При проведении огневых работ ЗАПРЕЩАЕТСЯ:
приступать к работе при неисправной аппаратуре;
производить огневые работы на свежеокрашенных конструкциях и изделиях;
использовать одежду и рукавицы со следами масел, жиров, бензина и других горючих жидкостей;
хранить в сварочных кабинах одежду, ЛВЖ, ГЖ и другие горючие материалы;
допускать соприкосновение электрических проводов с баллонами со сжатыми, сжиженными и растворенными газами;
производить работы на аппаратах и коммуникациях, заполненных горючими и токсическими веществами, а также находящихся под электрическим напряжением;
производить пайку, сварку емкостей из-под горючих и легковоспламеняющихся жидкостей без соответствующей обработки их до удаления следов этих жидкостей и контроля состояния воздушной среды;
выполнение сварочных работ на открытом воздухе во время дождя, снегопада;
одновременное производство электросварочных и газопламенных работ внутри емкостей .
2. Особенности пожарной опасности огневых работ.
В пожаро- и взрывоопасных местах огневые работы должны проводиться только после удаления из помещения пожаро- и взрывоопасных веществ, и материалов, очистки аппаратуры и помещения, тщательного его проветривания от остатков возможных пожаро- и взрывоопасных смесей. Воздушная среда помещения должна быть проверена при помощи газоанализатора.
Технологическое оборудование, на котором предусматривается проведение огневых работ, должно быть приведено во взрывопожаробезопасное состояние путем:
освобождения от взрывопожароопасных веществ;
отключения от действующих коммуникаций (за исключением коммуникаций, используемых для подготовки к проведению огневых работ);
предварительной очистки, промывки, пропарки, вентиляции, сорбции, флегматизации и т. п.
При пропарке внутри технологического оборудования температура подаваемого водяного пара не должна превышать значения, равного 80 % от температуры самовоспламенения горючего пара (газа).
Промывать технологическое оборудование следует при концентрации в нем паров (газов) вне пределов их воспламенения или в электростатически безопасном режиме.
Способы очистки помещений, а также оборудования и коммуникаций, в которых проводятся огневые работы, не должны приводить к образованию взрывоопасных паро- и пылевоздушных смесей и появлению источников зажигания.
В случае повышения содержания горючих веществ или снижения концентрации флегматизатора в опасной зоне или технологическом оборудовании до значений предельно допустимых взрывобезопасных концентраций паров (газов) огневые работы должны быть немедленно прекращены.
Вскрытие люков и крышек технологического оборудования, выгрузка, перегрузка и слив продуктов, загрузка их через открытые люки, а также другие операции, которые могут привести к возникновению пожаров и взрывов из-за загазованности и запыленности мест, где проводятся огневые работы, запрещается.
При проведении электросварочных работ на местах во взрывопожароопасных зонах следует соблюдать следующие требования пожарной безопасности:
использовать источники питания постоянного тока или специальные источники переменного тока, имеющие в конструкции импульсные генераторы, повышающие напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги (источник питания типа «разряд»);
в пожароопасных зонах класса П-II труднодоступные для очистки от пыли места рекомендуется обрабатывать двухпроцентным раствором пенообразователя из расчета 1 л на 1 м 2 ;
сварку в вертикальном и потолочном положении необходимо выполнять электродами диаметром не более 4 мм. При этом величина сварочного тока должна быть на 20 % ниже, чем при сварке в нижнем горизонтальном положении;
перед включением электросварочной установки следует убедиться в отсутствии электрода в электрододержателе.
При проведении электросварочных работ в пожаро- и взрывоопасных помещениях обратный провод от свариваемой детали до источника тока должен быть изолированным и по качеству изоляции не уступать прямому проводу, присоединенному к электрододержателю .
Лекция «Постоянные и временные посты. Порядок оформления разрешения наряда-допуска»
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.
Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Кабина
Организация рабочего места электросварщика, который трудится на постоянном месте в цеху, начинается с обустройства кабины. Это помогает спокойно выполнять сварочные работы, и ограждает других от искр и световых вспышек.
Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия. Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами. Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру.
Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа. Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение. Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. к. будет поглощение света, исходящего от лампы над рабочим местом.
Организация газосварочного поста
Основной комплект оборудования газового поста состоит из следующих элементов:
- генератора ацетилена или баллона со сжиженным метаном, пропаном или бутаном;
- баллона с кислородом;
- горелки;
- шлангов, редукторов для регулирования давления кислорода и газа, контрольных манометров.
На передвижном посту обустраивают место с креплениями для установки баллонов. Двухколесную тележку для перемещения оборудования делают из труб. После прибытия к месту работы оператор раскручивает шланги на требуемую длину, открывает вентили на баллонах, приступает к сварке.
Пример передвижного газосварочного поста
Стационарный газосварочного пост оборудуют:
- металлическим столом;
- приточно-вытяжной вентиляцией;
- светильником.
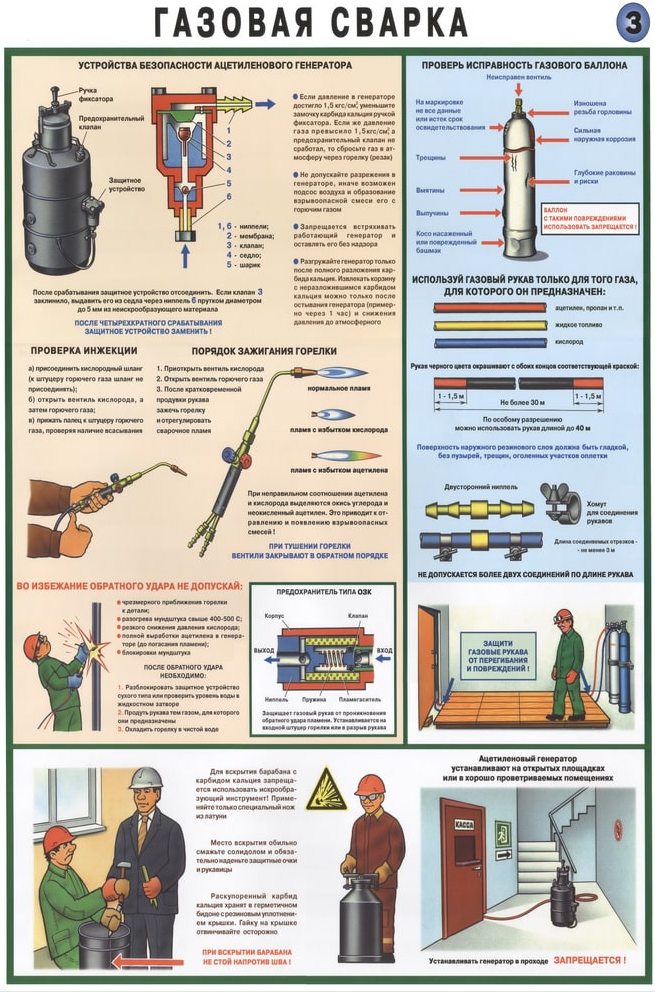
По правилам пожарной безопасности генератор ацетилена необходимо размещать на расстоянии не меньше 10 м от места проведения сварочных работ. Для хранения газовых баллонов должно быть выделено помещение или вместительный металлический шкаф с замками. Их переносят на пост к началу сварочных работ.
Порядок допуска к выполнению работ газоэлектросварщиков.
Лицо, утвердившее наряд-допуск на проведение огневых работ, обязано организовать выполнение мероприятий, обеспечивающих взрывопожаробезопасность подготовительных и огневых работ.
Проведение работ без принятия мер, исключающих возникновение пожара (взрыва), запрещается.
Перед началом огневых работ на территории резервуарного парка следует проверить плотность закрытия крышек колодцев канализации, наличие слоя песка на этих крышках, герметичность фланцевых соединений и т.п. и очистить место работ от сгораемых материалов в радиусе 20 м.
При наличии вблизи мест проведения огневых работ сгораемых конструкций последние должны быть надежно защищены от возгораний металлическими или асбестовыми экранами.
При проведении огневых работ на рабочем месте должны быть предусмотрены необходимые первичные средства пожаротушения, а исполнители обеспечены средствами индивидуальной защиты в соответствии с типовыми отраслевыми нормами.
Для проведения ремонтных работ на резервуаре кроме наряда-допуска составляется акт о готовности проведения ремонта резервуара с ведением огневых работ по форме приложения.
При содержании взрывоопасных и пожароопасных веществ выше 20% от нижнего предела концентрации воспламенения работы недопустимы.
Огневые работы в резервуарах, на технологических трубопроводах могут производиться только после их освобождения от продукта, установления заглушек и продувки паром или инертным газом и контроля воздушной среды.
Огневые работы как внутри, так и снаружи резервуаров допускаются только после взятия контрольных анализов воздуха в месте проведения работ с оформлением справок по результатам анализа установленной формы и подписью лица, выполняющего ремонтные работы.
Огневые работы можно производить только после выполнения всех подготовительных мероприятий, обеспечивающих полную безопасность работ. При проведении огневых работ запрещается использование спецодежды со следами масла, бензина, керосина и других горючих жидкостей.
Запрещается производить сварку и газорезку без спецодежды, защитных очков, специальных щитков. Исполнители имеют право приступить к работе после личной проверки выполнения всех мероприятий безопасности, указанных в наряде-допуске на огневые работы, и только в присутствии руководителя, ответственного за проведение этих работ.
Огневые работы должны проводиться в дневное время.
В аварийных случаях и с разрешения руководства предприятия огневые работы разрешается проводить в тёмное время суток. В этом случае место проведения работ должно быть хорошо освещено.
Должна быть исключена возможность проникновения паров нефтепродуктов к месту проведения огневых работ. Во время проведения огневых работ должен осуществляться постоянный контроль за состоянием воздушной среды на рабочем месте и в опасной зоне.
Огневые работы должны быть немедленно прекращены, если в процессе их выполнения обнаружено появление паров нефтепродуктов на рабочем месте или при других условиях, вызывающих пожаро — взрывоопасность.
Запрещается производить сварку, резку, пайку или нагрев открытым огнём оборудования и коммуникаций, находящихся под электрическим напряжением, заполненных горючими или токсичными веществами, а также находящихся под давлением негорючих жидкостей, паров и газов.
При проведении огневых работ не допускается соприкосновение электропроводов с баллонами со сжатым, сжиженным и растворенным газами. Огневые работы внутри резервуаров проводятся при полностью открытых люках (лазах).
Совмещение огневых работ внутри резервуаров с другими видами ремонтных работ запрещается. При ремонте внутри резервуаров снаружи должны находиться специально проинструктированные наблюдающие (не менее 2-х) для оказания, в случае необходимости, экстренной помощи.
На месте проведения таких работ необходимо иметь шланговый противогаз в полном комплекте.
Запрещается производить сварочные работы с приставных лестниц и пользоваться во время работы неисправным инструментом и незаземлённым сварочным оборудованием.
Огневые работы должны быть прекращены при обнаружении отступлений от требований настоящих Правил, несоблюдения мер безопасности, предусмотренных в наряде-допуске, а также возникновении опасной ситуации.
Ответственность за обеспечение мер охраны труда и пожарной безопасности при проведении огневых работ возлагается на руководителей предприятий, цехов, участков, лабораторий, мастерских, на территориях или в помещениях которых будут проводиться эти работы.
Контроль за местами проведения временных огневых работ должен осуществляться в течение 3-х часов.
Оборудование сварочного поста

Оборудование сварочного поста – это подготовка рабочего места сварщика: установка необходимого оборудования, закупка расходников, обеспечение комфортных условий, а также обязательное соблюдение техники безопасности.
В зависимости от типа сварки отличается и то, как и чем будет оборудоваться сварочный пост. Из нашего материала вы узнаете о наиболее важных нюансах организации места работы сварщика.
Основные принципы оборудования сварочного поста
Сварочным постом является такое рабочее место и пространство, где сварщик может без особого труда выполнять свою работу в комфортных и безопасных условиях, а вся необходимая рабочая оснастка и инструмент, а также расходные материалы всегда находятся в зоне доступа.
При обустройстве сварочного поста должны быть выполнены все правила и нормы охраны труда и пожарной безопасности. Соблюдение таких условий позволяет обеспечить сохранность здоровья специалистов-сварщиков и получать максимальную производственную эффективность. Во время обустройства поста особое значение необходимо придавать соблюдению требований пожарной безопасности. Чтобы выполнить все эти условия в полном объеме, необходимо внимательно изучить специфические особенности разных видов сварочных постов.
По типу оборудования сварочные посты делятся на:
- Газосварочные. Их основное отличие заключается в том, что при расплавлении зоны шва металлических заготовок используется энергия, возникающая при горении газа в специальной горелке. Из-за специфики газосварочных работ рабочий кабинет сварщика должен быть обеспечен местной вытяжной вентиляцией. Все поверхности рабочего стола и предметы, находящиеся на прилегающей к нему территории должны быть изготовлены из негорючих материалов.
- Электросварочные. Работы, связанные с электрической сваркой, являются не менее опасными, чем при газовой. При оборудовании рабочего места сварочного поста, помимо надежной системы вентиляции воздуха, должны быть обеспечены все условия для защиты работника от поражения электрическим током.
Очень важным можно считать тот факт, что какой бы из вышеперечисленных методов сварки или резки металла ни применялся, закрытое рабочее пространство сварщика обязательно должно быть оснащено системой вентилирования помещения. Кроме вытяжки, основное оборудование сварочного поста должно иметь приточную естественную или принудительную подачу свежего воздуха.

В зависимости от назначения, сварочные посты могут быть:
- Стационарными. Представляют собой ограниченное, специально оборудованное для сварки пространство в производственном помещении. Не передвижное рабочее место оборудуют для удобства столом с поворотным механизмом или плитой, ограждают ширмами. Над столом монтируют отсосы, соединенные с вытяжной вентиляцией.
- Передвижными (временными). Представляют собой периодически переносимые конструкции, которые может передвинуть в пределах рабочей площади один человек. Широко используются при сварке крупногабаритных конструкций. Могут применяться как в помещениях (производственных участках, цехах, судостроительных доках и т. п.), так и на открытых площадях (строительных площадках, при монтаже нестандартных крупногабаритных конструкций и т. д.).
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Оборудование стационарного сварочного поста наиболее применимо для сваривания небольших и средних металлических заготовок. Для соединения громоздких конструкций такая разновидность поста не используется. Сварочная кабина, которая в то же время является «стенами» этого участка, изготавливается из металлического оцинкованного листового материала. Такое ограждение очень устойчиво к высоким температурам и ультрафиолетовому излучению.
Большое преимущество оборудования мобильного сварочного поста заключается в том, что создавать для работы какие-нибудь дополнительные условия не нужно. Навес сможет защитить от осадков, а боковые жесткие ширмы – от ветра. В хорошую погоду сварку деталей можно производить без всякой защиты.
Дополнительную сварочную оснастку и инструменты размещают в ящичках инструментальной тумбы, а при необходимости искусственного освещения локально устанавливают осветительные приборы. Оборудование как стационарных, так и передвижных (временных) постов, которое подключается к электросети, должно иметь надежное заземление.
Оборудование сварочных постов для дуговой сварки
При оборудовании стационарного или передвижного сварочного поста для электродуговой сварки необходимо выполнить следующие условия:
- подключить рабочий стол и корпусы оборудования к системе заземления;
- поверхности рабочего стола обеспечить хорошей освещенностью (допускается комбинация из искусственного и естественного света);
- изготовить половое покрытие из огнестойкого материала;
- крышку стола изготовить из чугуна или стали толщиной не менее 20 мм, подсоединить к ней кабель массы;
- стол сварщика оснастить ящиками или карманами для размещения технической документации, электродов, рабочего инструмента и оснастки;
- для проведения сварки сидя оснастить рабочее место табуретом из крепкого изоляционного материала;
- под ноги подстелить резиновый коврик.
При сварке на открытом воздухе для защиты от дождя, снега, солнца рабочее место должно быть обустроено навесом (можно использовать тент из любого водонепроницаемого материала).
1. Оборудование стационарного сварочного поста.

Подобное оборудование представляет собой находящуюся над уровнем пола кабину с открытым верхом. Его применяют для сварки деталей средних и маленьких и размеров, для крупногабаритных металлоконструкций оно не применяется. Стены кабины обычно изготавливают из листовых металлов, которые впоследствии красят цинкосодержащими красками или выбирают другие виды покрытий, характеризующиеся устойчивостью к инфракрасному излучению и высоким температурам (к примеру, краска желтого цвета из хромо-свинцовой соли, белила на основе титана или иные современные препараты).
Рекомендуем статьи по металлообработке
К обустройству сварочной кабины также предъявляются несколько требований:
- Оборудование стационарного сварочного поста должно быть обеспечено освещением, необходимым для комфортной работы, достаточным количеством источников света, позволяющих освещать стол и пост в целом, где производятся все манипуляции, связанные со сварными работами.
- Площадь сварочного поста должна быть не менее 3 м 2 при высоте металлических ограждений от 1,8 до 2 м – такие стенки необходимо изготовить приподнятыми над уровнем пола на 20–25 см. Соответственно высота потолка помещения, в котором установлена кабина, должна быть более 2 м, чтобы обеспечить циркуляцию воздуха.
- При работе сидя высота металлического стола должна быть 50–60 см. Не лишним будет установить на столешницу (в том числе и в месте соединения клеммы массы) медный лист. Материалом крышки стола может быть как сталь, так и чугун толщиной до 2,5 см. В столе должны быть предусмотрены металлические выдвижные ящички для размещения в них различного инструмента, чертежей, электродов, приспособлений и другой необходимой оснастки.
- Прямо над поверхностью сварочного стола обязательно должна быть установлена специальная вытяжка. Если пост используется в гаражных условиях, то в одну из стен гаража можно встроить вытяжной вентилятор, но в данном случае необходимо предусмотреть наличие приточной вентиляции в холодное время года. В последнее время в производственных цехах нередко используют точечные вытяжки, гибкие «хоботы» которых можно подвести прямо к месту выполнения сварки.
Согласно нормативной документации, необходимое значение обмена воздуха в помещении должно быть не менее 40 м 3 /час. Важно помнить, что при пониженном воздухообмене токсичные вещества, находящиеся в составе сварочного дыма (аэрозоли), будут попадать и скапливаться в легких сварщиках, что может привести со временем к различным профессиональным заболеваниям.
Рубильник для экстренного отключения питания электрооборудования при возникновении аварийных ситуаций следует устанавливать внутри сварочной кабины.
2. Оборудование передвижного поста.

Оборудование передвижных сварочных постов для ручной сварки не предусматривает строгого соблюдения габаритов рабочего места и обеспечения воздухообменом. Однако все предписания пожарной безопасности, которые предъявляют к стационарному типу оборудования, должны неукоснительно выполняться. Тележку для перевозки оборудования необходимо оснастить такими колесиками, чтобы перемещение поста с ее помощью осуществлялось без особых усилий.
При проведении сварных работ используют переносной сварочный аппарат с комплектом кабелей, которые перемещаются вместе с агрегатом вдоль объекта. Для защиты от непогоды передвижной пост необходимо укомплектовать щитами для расположения навеса. Для хранения электродов и инструментов используются тумбы и различные крепления. В целях защиты от светового излучения находящихся рядом людей необходимо оградить рабочее место при помощи переносных щитов. При монтаже трубопроводов с большой протяженностью передвижные сварочные посты размещают в маленьких вагончиках с автономным электрогенератором – такой вид рабочего места может дополняться автомобильными колесами.
Оборудование сварочного поста для газовой сварки
Газосварочные посты, так же как и оборудование для ручной дуговой сварки, в зависимости от их габаритов и мощности делятся на стационарные и подвижные. Последние в свою очередь могут быть передвижными и переносными.
Переносное оборудование газового сварочного поста имеет самые маленькие габариты и массу, оно без особого труда перемещается вручную одним человеком. На картинке выше вы видите пример переносного поста. Такой тип сварочного оборудования широко используется при ремонтно-восстановительных сварочных работах (при ремонте сантехники, замене и реставрации труб в отопительных или аналогичных системах), для различных бытовых целей и во многих других случаях, когда не требуется проведения объемных работ.
Преимущество оборудования переносных газосварочных постов – нет необходимости в постоянном источнике газа. Помимо всего, благодаря мобильности, их можно доставить к месту проведения работ за считанные минуты. Недостаток – баллоны для горючего газа и кислорода имеют маленькие объемы, поэтому при длительных по времени работах их приходится постоянно перезаряжать, а это приводит к потерям рабочего времени и, соответственно, снижению производительности.
Оборудование передвижного сварочного поста, в отличие от поста переносного типа, имеет большую массу и габариты, перемещается вручную при помощи специальных тележек или техники. Передвижной сварочный пост может комплектоваться несколькими сменными баллонами с используемым газом и кислородом. Помимо этого, вместо баллонов с горючим газом (ацетиленом), передвижной пост оснащается мобильным ацетиленовым генератором, имеющим производительность до 3 м 3 /ч.
С помощью передвижных постов можно выполнить гораздо больший объем газосварочных работ по сравнению с переносным вариантом. Помимо этого, они достаточно мобильны. Недостаток –необходимость периодически заправлять газовые баллоны. Наиболее часто это приходится делать при интенсивных сварочных работах.
Стационарные газосварочные посты не должны перемещаться. Они обладают большими габаритами и обычно занимают немалую часть производственной площади (как правило, до нескольких квадратных метров). Такое оборудование широко применяют в разных производственных отраслях с использованием большого объема газосварочных работ. Комплектуется подобный сварочный пост стационарными ацетиленовыми генераторами производительностью до 160 м 3 /ч или постоянными источниками кислорода и горючего газа.
Преимущества оборудования стационарных газосварочных постов – высокая производительность и непрерывный сварочный процесс (не надо постоянно заправлять газовые и кислородные баллоны как при использовании передвижных и переносных постов). Недостаток – неподвижность и необходимость регулярного обслуживания системы подачи рабочего газа и кислорода.
Какой бы вид оборудования сварочного поста ни рассматривался, оно должно иметь:
- Кислородный баллон с редуктором либо систему непрерывной подачи кислорода (характерно только для стационарного типа оборудования).
- Баллон с ацетиленом либо генератор с предохранительными затворами или редукторами. В переносном оборудовании сварочных постов используют генераторы, имеющие максимальную мощность 20 м 3 /час, в стационарном типе установок применяют генераторы с показателем мощности до 160 м 3 /час.
- Присадочную проволоку для наплавки, пайки, сварки.
- Флюсы, если они используются при сварке данного вида металла.
- Сварочные горелки с комплектом наконечников, для резки – резаки с набором приспособлений для резки и мундштуков.
- Сварочный стол, оснащенный механизмом для его складывания и сборки.
- Резиновые шланги для подачи горючего газа и кислорода в резак или горелку.
- Защитные приспособления и вспомогательные инструменты сварщика: угольник, линейка, щетка по металлу, зубило, молоток, наборы ключей, очки с затемненными стеклами и т. д.
- Систему вентиляции воздуха.
- Противопожарные средства.
- Емкость с водой для охлаждения горелки.
- Контейнеры для технологических отходов производства.
Требования к организации любого оборудования сварочных постов должны базироваться на обеспечении комфортных условий труда и соблюдении техники безопасности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: