Потребляемая мощность сварочного аппарата вд
Обновлено: 19.09.2024
Понятие «выпрямитель» предполагает собой некое устройство, преобразующее переменный ток сети в сварочный ток постоянного значения.
Внедрение различных наукоемких технологий при проектировании и разработке приборов для сварки широкого спектра действий, позволяет переходить на более совершенный уровень производства продукции.
Сварочный выпрямитель ВД-306 — наглядное тому подтверждение. Представленный агрегат зарекомендовал себя исключительно с положительной стороны, доказательством чего служат одобрительные отзывы владельцев.
Сфера применения
Выпрямитель для сварки ВД 306 предназначен для подключения к сети с переменным током. Он преобразовывает его в постоянный, что необходимо для питания электросварочной дуги. Такая сварка активно применяется для резки и соединения различных металлических изделий.
Сварочный выпрямитель может эксплуатироваться в самых экстремальных условиях. Его разрешается использовать при температуре воздуха от -40 до +40°С и при влажности до 80%. Прибор можно применять в закрытых помещениях, где вентиляция осуществляется естественным путем.

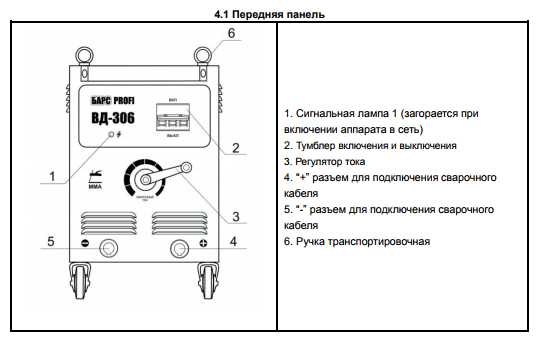
Внешний вид и передняя панель сварочного выпрямителя ВД-306
Сварку запрещено использовать в специфических средах:
- способных спровоцировать разрушение электрической изоляции, коррозию металлических элементов;
- содержащих опасные газы или испарения;
- чрезмерно запыленных.
Технические характеристики
В таблице даются номинальные значения параметров.
- Сварочный ток max / min, А: 315 / 45
- Напряжение холостого хода / рабочее, В: 70 / 32
- Частота, Гц: 50
- Потребляемая мощность, кВА: 25
- Продолжительность работы под нагрузкой (ПН), %: 60
- Рекомендуемая длительность цикла, мин: 5
- Климатическое исполнение: У
- Категория размещения: 3
- Размеры (ДхШхВ), мм: 560х510х660
- Вес, кг: 104
Согласно ГОСТ 15150-69, «У3» указывает на то, что аппарат рассчитан на работу в умеренном климате (диапазон средних температур от -45 до +40 град С), с расположением в закрытой, естественно вентилируемой комнате. При Т = +20 град С, относительная влажность не должна превышать 80%. В атмосфере запыленной, взрывоопасной, а также с агрессивными парами и газами, использование запрещено.
В модификации ВД-306А сварочный ток регулируется в пределах от 50 до 330А. При работе в диапазоне 315-330А, во избежание перегрева, ПН понижается до 40%.
Конструкция
Сварочный аппарат ВД 306 выполнен в виде однокорпусного мобильного прибора. Он состоит из нескольких элементов:

Сварочный аппарат ВД-306 — устройство
- защитный корпус;
- вентилятор;
- выключатель;
- магнитный шунт;
- трансформатор;
- блок выпрямителей.
Сердечник силового трансформатора изготовлен из стального листа толщиной 0,5 мм. Он дополнительно снабжен магнитопроводом. Обмотки катушек сформированы из алюминиевых изолирующих кабелей. Витки, отходящие от сердечника, обрабатываются производителем сварочного выпрямителя специальным защитным составом. Изоляция данных обмоток выполнена из стеклопластика.
Питание прибора происходит от переменной трехфазной сети. Блок выпрямителей принимает на себя функцию преобразования напряжения. Регулирование тока во время работы осуществляется при помощи специальной рукояти. Она размещается на передней панели блока. Для модификации индуктивного рассеивания необходимо осуществить вращение данной рукояти.
Сварочный кабель подключают в разъемы, обозначенные как «+» или «-». При помощи сетевого провода осуществляют подключение агрегата к электричеству. Сварка оснащается воздушно-принудительной системой вентиляции. Чтобы выполнить заземление прибора, в его конструкции присутствует зажим. Для этого нужно дополнительно использовать специальный болт.

Технические параметры
Сварочный выпрямитель ВД 30 отличается следующими техническими характеристиками:

Технические характеристики ВД-306 и других выпрямителей
- напряжение сети питания – 380В (±10%);
- мощность, которую потребляет агрегат – 12,8 кВА;
- номинальный рабочий режим – 60%;
- напряжение при холостом ходе – 69 В;
- ток для выполнения сварки – в пределах 20–315 А;
- класс защиты – IP23;
- для работы применяются сварочные стержни диаметром от 2 до 6 мм;
- класс изоляции – F;
- размеры сварочного аппарата – 565х305х485 мм;
- вес агрегата – 28,5 кг.
Классификация и маркировка
Все исполнения сварочных выпрямителей подразделяются по следующим параметрам:
- По фазности используемого тока: одно- или трёхфазные. Первые отличаются компактностью, но не позволяют сглаживать значительные пульсации напряжения и получать на выходе значительные токи обработки, потому применяются преимущественно для сварочных аппаратов бытового назначения.
- По способу управления силой сварочного тока.
- По виду вольтамперной характеристики.
- По схеме выпрямления тока. Она может быть однофазной (используется в устройствах малой мощности), трёхфазной или шестифазной (последняя применяется в агрегатах повышенной мощности, превышающей 1000 кВА). В свою очередь, трёхфазное выпрямление может быть реализовано по мостовой или кольцевой схемам.
- По количеству обслуживаемых постов – однопостовые или многопостовые.

Маркировка сварочных выпрямителей регламентируется требованиями ГОСТ 13821-77 (для однопостовых агрегатов) и ГОСТ 18142-85 (для полупроводниковых агрегатов). Она включает в себя буквы ВД (выпрямитель дуговой), третьей буквой У (универсальный), либо М – многопостовой. Далее следует умноженное на 10 значение силы сварочного тока в амперах, и (необязательно) номер серии. Таким образом, например, универсальный сварочный выпрямитель типа ВДУ-504 рассчитан на получение постоянного тока силой до 500 А.
ГОСТ 13821-77 устанавливает следующие соотношения между энергетическими характеристиками сварочного выпрямителя и продолжительностью его непрерывной эксплуатации. В частности, в диапазоне сварочных токов 400…630 А минимальное рабочее напряжение не может быть меньше 24…25 В, и ПВ – более 60%. При токах от 800 А и более минимальное напряжение составляет 26…34 В, а ПВ может достигать 100%.

Подготовка к работе и эксплуатация
Если ВД 306 долгое время не эксплуатировался или будет использоваться в первый раз, необходимо правильно его подготовить к работе:

Характеристика выпрямителя ВД-306
- сварочный выпрямитель продувают струей воздуха, что позволяет избавить его от накопившейся пыли и грязи;
- проверяют состояние всех соединяющих зажимов, при необходимости затягивают их;
- вторичную цепь зажимают;
- осуществляют заземление корпуса сварки;
- прибор подключают к электрической сети, используя специальные приспособления в виде выключателя, рубильника, сетевого провода;
- производитель сварочного выпрямителя категорически запрещает использовать его без заземления;
- когда агрегат будет включен, следует проверить работоспособность вентилятора. Если он не функционирует, сварку использовать нельзя;
- к сети прибор рекомендуется подключать изолированными медными проводами сечением больше 4 кв. мм;
- сварочный кабель должен иметь сечение не меньше 35 кв. мм.
Выбор конкретного сварочного режима для выпрямителя выбирают с учетом инструкций, предъявляемых к этому процессу. Принимают во внимание тип электрода и толщину обрабатываемого материала. Силу тока во время работы можно контролировать, используя встроенный в агрегат амперметр. При необходимости его можно изменять в большую или меньшую сторону при помощи рукояти.
При эксплуатации прибора необходимо не забывать периодически выключать его. Это предупредит перегрев агрегата и его поломку.
Правила эксплуатации и техника безопасности
Сварочный выпрямитель должен использоваться только в подходящих условиях. Диапазон допустимых температур – от -40ºС до +40ºС. Относительная влажность воздуха не должна превышать 80%. Нарушение условий эксплуатации грозит возгоранием или выходом техники из строя.
Нельзя использовать прибор, если:
- воздух чрезмерно насыщен пылью и мелкими частицами – это пожароопасно;
- среда содержит пары или частицы едких веществ – это может вывести его из строя;
- по какой-то причине возможно нарушение целостности изоляции – возникают риски ударов током.
Важный момент: запрещено пользоваться прибором, если он не заземлен. Заземление нужно произвести еще до того, как аппарат будет подключен к электросети. Также ни в коем случае нельзя использовать его без защитного кожуха, передвигать, не отключая от сети. Избегайте подключать прибор внутри металлических коробов или колодцев.
Нужно понимать, что напряжение холостого хода выпрямителя опасно для человека. Поэтому запрещается при включенном в сеть приборе касаться самих электродов, а также любых других не изолированных металлических частей аппарата. Не пренебрегайте специальной защитной одеждой и правилами безопасности, которые подробно изложены в техпаспорте!
Меры предосторожности

Защитные средства сварщика
Перед эксплуатацией ВД 306 следует внимательно изучить государственные стандарты для выполнения сварочных работ и использования электроустановок. Данный прибор категорически запрещено применять внутри туннелей, колодцев, металлических резервуаров. Нельзя использовать устройство без защитного кожуха. Если сварка подключена к электрической сети, тогда запрещено передвигать ее.
Во время работы человеку нельзя прикасаться к металлическим элементам агрегата и к электродам. Перед снятием или установкой сварочного стержня сварку следует отключить от сети.
Зачистку швов следует выполнять после полного остывания металла. Эту работу необходимо выполнять в специальных очках. Сама сварка должна осуществляться с использованием специальной маски, что защищает лицо сварщика от расплавленных частиц металла.
Видео по теме: Ремонт сварочного аппарата ВД 306
Публикации по теме

Как самостоятельно выполнить ремонт сварочных аппаратов инверторного типа

Порядок изготовления сварочного полуавтомата своими руками

Процесс изготовления споттера своими руками из сварочного аппарата
Безопасность работы
Требования техники безопасности гласят:
- Место под сварку должно быть оборудовано противопожарным щитом,
- нельзя включать оборудование без заземления,
- при повреждении кабеля его следует заменить,
- все контакты должны быть закручены,
- деталь укладывается на специальный стеллаж или плиту и закрепляется.
Сварщик обязан работать в специальном костюме из негорючего материала, ботинках из кожи перчатках и маске. Для сохранения оборудования обязательно надо выдерживать режим работы и давать аппарату остывать.
Потребляемая мощность сварочных аппаратов
Без верного и наиболее точного расчёта потребляемой мощности сварочный аппарат из полнофункционального агрегата превратится в источник проблем. К ним относят выгорание проводки и электрики, повреждение счётчика, возможность возгорания и возникновения пожара.
Сколько киловатт потребляют разные виды?
Потребляемая мощность сварочных аппаратов – величина, приближённо определяемая простым умножением рабочего тока на напряжение сварочной дуги, минус потери на нагрев (с учётом КПД электроники агрегата). Бытовая сеть с одной фазой рассчитана на мощность, превышающую 3 киловатта в непрерывном режиме. Однако мощность более 3,5 кВт не может обеспечиваться непрерывно.
Традиционная схема – сварочный трансформатор – потребляет порядка 10 кВт электроэнергии ежечасно. Этот показатель соответствует прерывистой работе в режиме «минуту варим, минута – перерыв в работе». Старшее поколение технически подкованных людей помнит, как скакало напряжение по всей улице, когда кто-то из соседей занимался сваркой: оно падало во время сварки с 220 до 180-200 вольт.


Но уличные кабели с площадью сечения в 10 мм2 выдержат ток сварочной дуги до сотен ампер, чего не скажешь о межквартирной или внутридомовой проводке. Потери электричества на трансформаторе при электросварке переменным током могут достигать 40%. Соответственно, КПД сварочного трансформатора опускается до 60%, когда сварщик варит много мощных металлоконструкций по несколько часов без перерыва.
Сварочный инвертор, ставший наиболее популярным, вписывается в требования квартирной однофазной линии. Он работает с напряжением сварочной дуги от 25, а не 41 вольт, как сварочный трансформатор. С учётом потерь и КПД импульсных схем, достигающих 90%, ток при 220 вольтах, равный 16 амперам, указанным на предохранителях-автоматах, при напряжении от 25 В достигнет порядка 120 А, минус потери на нагрев силовой электроники и работу охлаждающего вентилятора. Тока в 120 А хватит, чтобы сварить детали толщиной в 4-5 мм, используя электрод со стержнем диаметром в 3-3,2 мм.
Опытный сварщик помнит, что напряжение дуги ниже 20 В может не позволить её зажечь. Либо дуга загорится, но тут же погаснет. Возможно частое «чирканье» – по сути, короткое замыкание: искра приплавляет электрод к детали. Из-за приваривания электрода к свариваемой поверхности его нередко отрывают до нескольких секунд, особенно когда выходную цепь закоротило на большом токе, а электрод слишком толст.
Если напряжения не хватает, а ток близок к максимальному, указанному на регуляторе аппарата, такие замыкания вредны: полупроводниковые силовые элементы быстро нагреваются. Кулер (вентилятор) не успевает охлаждать всю систему, происходит тепловой пробой. Сварочник отправляется на капремонт в сервисный центр.


Как рассчитать потребление?
Расчёт потребления сварочника начинается с напряжения дуги, равное 20 единицам, прибавляемым к сварочному току, умноженному на 4%. Эта формула – константа, и другого пути для импульсной сварки на постоянном токе не существует. Нетрудно прикинуть, что для тока в 120 А пользователь получит 24,8 В. Разделив 220 В на 24,8, получаем 8,87. С учётом потерь порядка 5-10% округляем полученную величину в меньшую сторону – до 8. Ток в 16 А, указанный на автомате, берём не максимальным, а несколько меньшим – 15, и умножаем его на эти 8 единиц. Выходит, что для относительно безопасной сварки с перерывами (10 минут варим, 10-30 минут – перерыв) получили рабочий сварочный ток в 120 А при потребляемой мощности в 3,5 кВт/ч от сети 220 вольт. Пересчёт потребляемых киловатт берётся с расчётом на суммарное фактическое время горения сварочной дуги. Предположим, работа в общем отняла 3 часа – реально же сварщик варил, скажем, час с небольшим.
Если запас мощности инверторного агрегата позволяет (берётся полупрофессиональная модель на сварочный ток в 250-300 А), то можно, выставив 100-120 А на регуляторе, работать непрерывно по нескольку часов. Дело в том, что мощная силовая электроника нагревается меньше – в лучшем случае охлаждаемый радиатор будет тёплый, а не как кипяток, что обеспечит долговечность и надёжность аппарата. Структура полупроводника (силовых диодов и транзисторных ключей) не так быстро теряет оптимальные рабочие параметры. А значит, в преждевременной замене эти детали не нуждаются.
В целях безопасности на корпусе инверторных аппаратов печатается таблица соответствия толщины свариваемой стали диаметру электрода и рабочему току.
ВЫЧИСЛЕНИЕ ПОТРЕБЛЯЕМОЙ МОЩНОСТИ СВАРОЧНОГО ИНВЕРТОРА

Объем мощности инверторного аппарата бывает разный. На показатели влияет мощность самого механизма, а также объем входящего тока. Невзирая на существующие моменты, расход возможно измерить и рассчитать, используя простую формулу.
Учитывайте, что результат может быть неточным, с малой погрешностью. Формула скорее будет полезна во время бытовых действий. Вы сможете не так переживать о квитанциях за электричество.
В нашей статье хотим рассказать, от чего зависит мощность работы инвертора. Вам станет известно, как провести расчет показателя мощности оборудования для сварки при работе дома.
Мы научим вас пониманию того, как экономить при использовании сварочного аппарата.
- Введение
- Особенности и нюансы
- Потребительский расчет
- Подведем итоги
Введение
А вы задумывались над тем, от чего зависит потребление электричества? Речь идет именно о сварке. Вы удивитесь, но объем зависит не только от того, какую мощность определил производитель.
Да, этот момент играет роль, но он – далеко не основной и не единый. Формула расчета мощности сварочного аппарата зависит от нескольких переменных.
Вот факторы влияния на потребление электричества:
- мощность агрегата;
- диапазон входящего напряжения;
- импульс, который выдает механизм;
- напряжение арки;
- коэффициент полезного действия агрегата;
- период работы механизма.
Базовые факторы, что влияют на конечную цифру расчета, именно такие.
Непрямые причины влияют меньше, но они также присутствуют:
- состояние электрической сети;
- условия работы сварщика;
- характеристики используемого кабеля.
Таблица мощности
Выбирая сварочный инвертор необходимо принимать во внимание и другие факторы, кроме потребляемых кВт. Особенно это касается профессиональных моделей. К ним предъявляются более высокие запросы, чем к бытовым версиям.

Необходимо учитывать толщину свариваемых материалов. От данного критерия будет также зависеть и мощность инверторного сварочного аппарата и толщина электродов. Необходимые параметры приведены в таблице ниже.
Она существенно упрощает расчет потребляемой мощности в зависимости от условий работы. Кроме того данная таблица пригодится новичкам, которые нередко задаются вопросом о выборе электрода правильного диаметра.
| Толщина металла, мм | Сварочный ток, А | Диаметр электрода, мм |
| 1,5 | 30-50 | 2 |
| 2 | 45-80 | 2,5 |
| 3 | 90-130 | 3 |
| 4 | 120-160 | 3 |
| 5 | 130-180 | 4 |
| 8 | 140-200 | 4 |
| 10 | 150-220 | 4-5 |
| 15 и более | 160-320 | 4-6 |
Интенсивность и объем работ – критерий, по которому выбирают прибор с определенной продолжительностью включения. Как уже было описано выше, данный параметр показывает, какую продолжительность времени устройство сможет работать с проволокой определенной толщины при заданных режимах.
Условия эксплуатации инвертора определяют класс его защиты. Если использовать прибор предстоит в помещении, тогда достаточно будет сертификации по IP21, а вот в случае эксплуатации на улице, когда температура понижена или присутствует высокая влажность, понадобится защита класса IP21.
Что касается сети питания, то бытовые аппараты можно включать и в обычную розетку. Профессиональные инверторы работают, как правило, от трехфазной сети с напряжением 380 вольт.
Помимо приведенных выше критериев необходимо также обращать внимание и на дополнительные параметры. Функциональность инвертора может существенно упростить выполнение определенных операций.
Например форсаж дуги за счет оптимизации силы тока предотвратит залипание. Горячий старт позволяет быстро зажечь дугу. Антизалипание отключает инвертор в случае залипания электрода.
Наличие дисплея у аппарата никогда не будет лишним. На нем могут отображаться рабочие режимы, что значительно упрощает эксплуатацию прибора.
В данной статье описано, какими параметрами режима работы инвертора определяется мощность, показано, что на нее влияет напряжение сварочной дуги, сила тока, продолжительность включения и т.д.
Кроме того рассмотрены различные классы сварочных аппаратов, а также их особенности и отличия. Данный материал, однозначно, будет полезен начинающим сварщикам, которые еще только думают над приобретением сварочного аппарата.
Вопрос:
Ответ:
Потребляемая мощность сварочного инвертора сильно зависит от того, какой толщины электрод вы будете использовать для сварки, а также каков КПД применяемого аппарата и выбранная сила тока. Есть несколько формул, которые позволяют определить показатели потребляемой мощности очень точно, но, как нам кажется, покупателей не слишком вдохновит перспектива подобных расчетов, поэтому приведем приблизительные показатели потребляемой мощности сварочного инвертора при условии использования электродов диаметром 3 миллиметра.
Итак, опытные сварщики для сварки от бытовой однофазной электросети (220 Вольт) советуют использовать электроды диаметром 3 миллиметра. Обычно именно сварку такими электродами относительно неплохо переносит бытовая электросеть, хотя, по словам профессионалов, и оборудованию и электросети нужно давать отдых, чтобы не было перегрузки. Поварили одним электродом, он закончился, дайте оборудованию около двадцати минут отдыха, смените электрод и можете снова варить.
Особенности и нюансы

Нужно помнить о том, что бытовая электрическая сеть далеко не всегда обеспечивает 220В. В 8 случаях из 10 эти показатели снижаются до 180-200 Вольт. Это приводит к тому, что при подключении инвертора снижается напряжение, которое нужно для работы.
Становится труднее произвести необходимые расчеты. Особенно этот момент относится к мощным агрегатам. Цифра будет точной, когда механизм рассчитан на 150-250 Вольт. Чаще всего мощность машины будет сравнима с обычной электрической сетью.
Типы сварочных инверторов
Аппараты инверторного типа делятся на три категории. Бытовые инверторы рассчитаны на небольшую продолжительность включения и работу от однофазной сети переменного тока 220 В. Это означает, что работать таким аппаратом на предельных мощностях можно лишь непродолжительное время – минут 20-30, давая ему отдых, равный этому времени либо превышающий его на порядок. Полупрофессиональные аппараты позволяют увеличивать время работы от 5 до 8 часов без перерыва. Для полупрофессиональных инверторов время отдыха снижено благодаря особенностям конструкции. Профессиональные инверторы рассчитаны на потребление тока 220/380 В зачастую от трехфазной сети электрического тока.

Современные типы сварочных аппаратов.
Бытовые, полупрофессиональные и некоторые профессиональные сварочные агрегаты бывают рассчитаны на работу от сети 220 В. Однако следует помнить, что для бытовых электросетей ток максимальной нагрузки не может превышать 160 А. Потребляемая мощность всей фурнитуры, такой как розетки, штепсельные вилки и силовые автоматы не рассчитана на превышение этого порога.
Поэтому подключение инверторного сварочного аппарата с более высокими показателями либо спровоцирует срабатывание автоматов, либо вызовет выгорание контакта на стыке вилка-розетка, либо что самое опасное, приведет к выгоранию электрической проводки. Это противоречит всем правилам техники безопасности. Так что запитывая профессиональный агрегат от бытовой электросети для работы со сварочным током более 160 А, будьте готовы к проблемам. Но лучше этого не допускать.
Вернуться к оглавлению
Потребительский расчет

Для получения информации о потреблении вашего агрегата для сварки и расчета мощности, прочитайте инструкцию к инверторному механизму. Если ее нет – нужно поискать информацию, которая есть в открытом доступе.
Для этого понадобится знать модель агрегата. Но обычно к аппарату дают печатные технические характеристики.
Чтобы провести расчет мощности сварочного инвертора, необходима такая информация об аппарате:
- Коэффициент мощности
- Максимальные показатели силы тока
- Наивысшее напряжение сварочной арки
- Коэффициент полезного действия аппарата
- Период работы агрегата
Формула для расчета мощности сварочного аппарата будет такой:
Максимальное значение тока*максимальные показатели напряжения / КПД = мощность аппарата (в период сварочных работ)
Коэффициент мощности обычно он одинаков для всех бытовых машин и равен 0,6. Запомните эту цифру. Максимальные показатели силы тока равны 160 А (например). Это значение возьмите из технической информации о вашем аппарате.
Допустим, наивысшим напряжением арки будет 25 В. Но вы должны указать свои данные.

Коэффициент полезного действия равен 0,90. Упоминая время работы, то оно соответствует 60% от всего объема. Эти показатели верны, если мы занимаемся сваркой 3 минуты, и затем отдыхаем 120 секунд.



Инвертор
При покупке и выборе такой известной разновидности сварочного оборудования, как инверторный аппарат, также следует обращать внимание на показатель его мощности. При этом обязательно учитывается номинальное значение тока, при котором электронный прибор сможет интенсивно работать длительное время и не перегреваться.
Для обоснования правильности выбора инвертора рассмотрим пример работы с трёхмиллиметровым электродом и величиной рабочей нагрузки, равной 120-ти Ампер. В этом режиме удаётся сваривать металлические заготовки толщиной порядка 3-4 мм.
Из этого следует, что для расширения функциональных возможностей и мощности сварки инвертором желательно обеспечить небольшой запас по токовому параметру (до 160-180 Ампер).
Это позволит работать не в предельном (критическом), а в щадящем режиме, что заметно снижает вероятность выхода сварочного аппарата из строя и продлит его работоспособность.
При выборе размера запаса по току важно рассчитать не только величину рабочей нагрузки на сварочный аппарат, но и возможные отклонения питающего напряжения от номинала.
Запас по мощности может потребоваться и в тех случаях, когда длина используемых для подводки тока кабелей превышает 5 метров. При этом критичной считается их протяжённость, достигающая 15-ти метровой отметки.
Подведем итоги
Это вся информация, которая будет актуальной при расчетах. Вы знаете обо всех процессах и этапах работы. Предлагаем самому рассчитать, получится ли варить дома без ущерба для кошелька.
Бывает так, что вы не уверены в цифрах – тогда купите агрегат невысокой мощности. Он станет спутником в проведении простых домашних работ и при этом сэкономит электроэнергию. У вас получится соорудить теплицу или произвести ремонт мелкого металла.
Может, вы знаете другие способы расчетов – просим оставить комментарий к нашей статье. Давайте поделимся опытом друг с другом!
Полуавтомат
Такой распространённый тип оборудования, как сварочный полуавтомат позволяет работать в широком диапазоне токов и выполнять непростые операции по сварке листовых заготовок и цветных металлов.
С помощью сварочного полуавтоматического оборудования удаётся сплавлять сложные в обработке изделия из тонколистового материала, с которыми обычно работают в авторемонтных мастерских.
Читать также: Кристаллическое строение металлов типы кристаллических решеток
Эта разновидность сварных аппаратов позволяет варить в защитной среде аргона или углекислого газа, что повышает эффективность и качество сварки за счёт блокирования содержащегося в воздухе кислорода.
Иногда в этих целях используется специальная порошковая проволока, выполняющая функцию присадочного материала и также улучшающая качество сварного шва.
Рабочая мощность полуавтомата выбирается с учётом всех уже рассмотренных ранее факторов, к которым следует добавить особенность этого устройства.
Дело в том, что в момент включения полуавтоматического устройства наблюдается импульсный скачок потребляемого тока, что обязательно должно учитываться при оценке приобретаемой техники.
Важно сориентироваться и по стоимости выбираемого сварочного аппарата, которая напрямую связана с показателем его мощности. Однако в случае, когда необходимо работать с тонколистовыми заготовками и цветными металлами с дополнительными издержками при приобретении полуавтомата вполне можно смириться.
При оценке параметра потребляемого агрегатом тока (независимо от модели и класса) специалистами учитывается и такой мало знакомый любителям параметр, как коэффициент мощности сварочного инвертора или любого другого сварочного устройства. Эта величина учитывает реактивный характер нагрузки на сеть при подключении к ней того или иного сварочного аппарата.
Для некоторых из них (инвертора, в частности) преобладают емкостные показатели реактивных потерь, а для трансформаторных схем заметнее проявляются индуктивные составляющие.
В итоге еще раз надо стоит отметить, что мощность любого сварочного агрегата является важнейшим показателем эффективности его работы в различных режимах эксплуатации. Именно поэтому выбору этого параметра должно уделяться повышенное внимание.
Потребляемая мощность сварочного инвертора довольно просто вычислить по нехитрой формуле. Для понимания всех нюансов, связанных с работой сварочника, и аспектов вычисления его мощности нужно прояснить несколько моментов, которые необходимо знать всем, кто занимается сваркой. И неважно где вы проводите сварочные работы, у себя дома, в гараже, на даче или в профессиональном коллективе большого цеха или завода.
Реальная сила тока в сварочных аппаратах инверторного типа
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей.
В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата.
Подбираем электроды
Таблица разновидностей электродов.
У начинающих сварщиков нередко возникает вопрос, электроды каких диаметров использовать при определенных параметрах выходной силы тока и толщине металла?
Металл толщиной более 15 мм лучше подвергать сварке с помощью газового сварочного аппарата.
Использование электросварки может оказаться в данном случае нерентабельной и высокозатратной
Потребляемая мощность сварочного аппарата

Расход энергии на работу сварочного агрегата может меняться в зависимости от разных причин. Во-первых, это сама мощность аппарата, во-вторых, пределы входящего напряжения и т.д. Но с помощью некоторой формулы рассчитывается итоговая мощность аппарата, она имеет незначительные расхождения с реальными цифрами, но это не существенно. Поэтому, тем, кто следит за оборотами электрического счетчика, пригодится данная статья. Мы подробно расскажем о всех моментах, которые влияют на потребляемую мощность инверторного сварочника и как рассчитывается его совокупная мощность.
Как рассчитать мощность дизельгенератора для сварки?
Чтобы рассчитать мощность дизель генератора для сварочного инвертора воспользуемся той же формулой, однако процент запаса в этом случае, как мы уже выяснили, будет немного выше, чем значения для бензиновых агрегатов. Для примера рассмотрим сварочный аппарат, максимальная сила тока которого составляет 500А.
500 х 25 / 0,85 =14705
Таким образом, мы рассчитали потребляемую мощность инвертора, которая равна 14,7кВт. Отметим, что в данном случае мы правильно выбрали именно дизельный генератор, так как для работы такого инвертора потребуется достаточно мощное устройство. Далее определим значения выходной мощности питающего агрегата, которое должно превышать показатель инвертора на 30-50%. Умножив значение потребляемой мощности на 30 и 50% получаем диапазон от 19 до 22 кВт, который соответствует критерию подбора дизельгенератора для сварки инвертором при максимальной силе тока 500А.
Благодаря таким простым расчётам можно с лёгкостью выбрать генератор для сварки любым инвертором и обеспечить полноценную и безопасную работу обоих агрегатов. Если же у вас возникают трудности при использовании формулы, или другие вопросы связанные с выбором и покупкой генераторного оборудования, то можете смело обращаться за консультацией к специалистам нашей компании.
Устройство инвертора
Устройство сварочного инвертора таково, что вначале переменное напряжение 220 В с частотой 50 Гц преобразуется в постоянное, а после того в переменное высокочастотное напряжение с рабочим показателем частоты колебания до 200 Гц. После этого напряжение вновь преобразуется в постоянное и подается на сварочную дугу. Контроль качества дуги происходит автоматически, с помощью микропроцессорной начинки блока управления инвертора. Залипания электрода, такие частые при сварке посредством трансформатора, практически сходят на нет.
Схема внутреннего устройства инвертора.
При коротких замыканиях длительностью менее 0,5 секунды управляющий блок генерирует последовательность коротких по времени, но очень мощных импульсов тока. Это приводит к разрушению возникающих перемычек из жидкого металла. При замыкании длительностью 0,5 секунды инвертор попросту отключается, не примораживая электрод и не перегревая цепи агрегата. Это устройство является базовым для всех типов инверторов и отличает их от трансформаторов и выпрямителей на базе диодного моста.
Самое главное свойство сварочного инвертора – это потребление энергии. Неважно, какова потребляемая мощность аппарата инверторного типа, она практически полностью расходуется на сварку. Отсюда можно сделать вывод, что коэффициент полезного действия инверторного агрегата очень высок. От 85 до 95%.
Сварочный выпрямитель ВД 306 — характеристики и особенности

Сварка металлических изделий широко применяется как в промышленности, так и в бытовых условиях. Для сваривания металлических деталей применяются специализированные аппараты. Одним из них является сварочный аппарат ВД 306, технические характеристики которого представлены ниже.
Выпрямитель для сварки ВД 306 предназначен для подключения к сети с переменным током. Он преобразовывает его в постоянный, что необходимо для питания электросварочной дуги. Такая сварка активно применяется для резки и соединения различных металлических изделий.
Внешний вид и передняя панель сварочного выпрямителя ВД-306
Назначение и особенности конструкции
Важно! ВД-306 подключается к переменному току, преобразуя его в постоянный
Выпрямитель используется в широком спектре работ. Сюда входят:
- работа на 2 видах полярности;
- использование присадочной проволоки;
- регулировка силы тока и напряжения;
- возможность резания металла;
- использование электродов разного назначения (плавящихся, неплавящихся).
Прохождение тока через понижающий трансформатор обеспечивает:
- понижение напряжения;
- увеличение силы;
- минимальное количество брызг металла.
При прохождении через выпрямитель происходит выпрямление тока, движение электронов приобретает однонаправленный характер.
Устройство сварочного выпрямителя имеет преимущество перед обычной сваркой (кроме инвертора) не только в качестве шва. Он состоит из блоков различной направленности, установленных один за другим. Следуя этапу, происходят определенные изменения в цепи. Корпус включает следующие блоки:
- силовой 3-фазный трансформатор;
- диодный выпрямительный мост;
- система охлаждения;
- выключатель с датчиком нагрева;
- шунт магнитный.
Сердечник трансформатора изготавливается из ЭТ стали диаметром 0,5 мм и оснащается магнитным стержнем. Обе обмотки сделаны из алюминиевой стали. В качестве изоляции используется стеклопластиковый лак. Понижающий трансформатор преобразует напряжение и силу тока: высокое напряжение на входе снижается, и увеличивается сила тока. Происходит эта трансформация за счет разного количества обмоток на сердечнике.
Далее переменный ток поступает на диодный мост. Он представляет собой набор кремниевых пластин. По своей сути они являются полупроводником, который позволяет току течь только в одном направлении. Проходя через кремниевые пластины, направление тока выравнивается. Происходит это с большими теплопотерями, чтобы исключить перегрев, работают вентиляторы. Также для контроля температуры устанавливаются датчики и аварийное отключение системы. Поставляется выпрямитель в закрытом кожухе. Для облегчения транспортировки поставлен на 2-колесную базу.

Схематическое устройство сварочного выпрямителя ВД-306
Назначение и технические характеристики
Сварочный выпрямитель ВД 306 предназначен для преобразования переменного тока электрической сети в постоянный, который нужен для образования сварочной дуги.
Его прямая задача — выполнение работ по сварке и резке различных металлических изделий. Агрегат имеет один диапазон регулировки рабочих параметров.
Трансформатор данного агрегата имеет подвижные обмотки. Сварочный выпрямитель ВД 306 изготавливается в нескольких модификациях.
- стандартная версия сварочного аппарата;
- устройство с возможным переключением и регулировкой рабочих токов;
- агрегат с амперметром.
Данный аппарат имеет герметичный хорошо защищенный корпус. Он может использоваться при влажности воздуха до 80% и температуре от минус 40 до плюс 40 градусов в открытых местностях и закрытых помещениях с естественной вентиляцией.
Сварочный выпрямитель преобразует переменный ток в постоянный
Главное преимущество аппарата ВД 306 в том, что он может работать в условиях нестабильного напряжения. Это очень актуально для сельской местности, дачных участков, строительных площадок, не имеющих возможности подключиться к центральному электроснабжению.
Данный агрегат может быть запитан как от электросети, так и от альтернативной электростанции или от жидкотопливного генератора.
Запрещается использовать аппарат в условиях:
- химически активной среды, способной разрушительно влиять на электрическую изоляцию и металлы;
- среды, содержащей потенциально опасные пары и газы;
- в помещениях с высоким содержанием пыли и плохо вентилируемых помещениях;
- при влажности воздуха и температурах, превышающих допустимую норму.
Технические характеристики
- возможность подключения к электрической сети переменного тока 220 и 380 В;
- номинальный сварочный ток аппарата ВД 306 — 315 А;
- первичная сила тока при подключении к электросети 220 В составляет 60 А, при подключении к сети 380 В – 36 А;
- диапазон рабочего напряжения колеблется от 22 до 32 В;
- регулирование малых рабочих токов происходит в диапазоне от 45 до 125 А, больших токов – 125-315 А;
- производительность в номинальном рабочем режиме составляет 60%;
- с данной моделью агрегата могут использоваться сварочные электроды от 2 до 6 мм;
- сварочный выпрямитель ВД 306 имеет вес 104 кг при габаритах 510*560*660 мм.
Характеристики сварочного выпрямителя ВД 306 УЗ
Аппарат поставляется в комплекте с трехметровым сетевым кабелем и двумя токовыми сварками.
Конструктивные особенности и принцип работы

Выпрямитель ВД-360 относительно небольшой по весу и габаритам. Для легкости перемещения многие модели имеют колеса. Заземление встроенное. Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику. Нестабильное напряжение не отражается на значении тока на выходе.
Выпрямитель состоит из узлов и деталей:
- корпус;
- панель управления;
- обмотка;
- выпрямитель;
- стабилизатор;
- предохранители;
- вентилятор.
Система охлаждения принудительная, вентилятор включается автоматически вместе с оборудованием. На корпусе аппарата размещены:
- кнопочный выключатель;
- панель управления с цифровой индикацией и ручками настроек;
- амперметр;
- сетевой разъем;
- разъемы сварочных кабелей;
- сигнальная лампа;
- болт заземления.
Вращающиеся рукоятки позволяют плавно регулировать силу тока и остальные параметры. В случае перегрева происходит автоматическое отключение выпрямителя.
Комплект поставки
Сварочный выпрямитель серии ВД поставляется в комплекте:
- преобразователь тока;
- паспорт;
- кабеля питания.
Новый аппарат упаковывается в картонные коробки. На них указана модель и техническая характеристика выпрямителя. Дополнительно могут входить держатели для покрытых электродов и неплавящихся.
Разновидности

Сварочники серии ВД-306 представлены вариантами модификаций: СТ, Б, Ш, М1 и специального исполнения для определенного климата, например УЗ.
Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Все указанные в таблице выпрямители имеют одинаковые показатели:
- 3 фазы;
- промышленное напряжение 380 В;
- рабочее – 32 В;
- плавная регулировка.
Цифровой дисплей и бесступенчатое регулирование позволяют точно настроить оборудование на требуемый режим.
Недопустимые условия эксплуатации
Учитывая конструкцию устройства, сварочный трансформатор ВД 306 запрещается эксплуатировать в помещениях, где атмосфера содержит:
- пыль;
- пары едких веществ;
- пожароопасную атмосферу;
- вещества, разрушающие изоляционные материалы.
Важно! Работа во вредных для аппарата условиях приводит к разрушению оборудования и подвергает опасности здоровье сварщика.
Для модификаций

Модель ВД-306 является передвижным цельнокорпусным сварочным аппаратом и состоит:
- трансформатор;
- выпрямитель;
- магнитный шунт;
- система аварийного отключения;
- вентилятор;
- кожух.
Выпрямитель ВД-306 питает электрическую дугу, работает с постоянным током на выходе. Производит наплавку и сварку. Подключается к промышленному току 380В.
Параметры работы ВД-306:
- ток 315 А;
- режим 60%;
- напряжение от 32 В;
- пределы сварочного тока 30 – 315 А;
- регулировка плавная.
Выпрямитель упаковывается вместе с кабелем 3 м и паспортом в обычном варианте и с климатической защитой УЗ. Степень защиты IP22. Зажим заземления расположен на основании корпуса.
Наличие в конструкции выпрямителя сварочного дросселя позволяет сваривать высоколегированные стали неплавящимся электродом в среде аргона с использованием присадочной проволоки и без нее.
Режимы настройки и схема
Размыкание и смыкание магнитного шунта меняет индуктивное рассеивание. Смещение производится вращением рукоятки на верней части корпуса. Выставляется требуемое для работы значение тока в зависимости от используемых электродов и марки свариваемого металла.
Ток подается на первичную обмотку, затем дроссель образует насыщенное электромагнитное поле. Оно создает ток возбуждения, который стабилизируется и через выпрямитель попадает на держатель, образует дугу.
Используются и другая схема выпрямления, с помощью диодов или тиристоров в сварочных аппаратах с плавной регулировкой
- Сварочный аппарат.
- Шнур питания (3 м).
- Токовые вставки – 2 шт.
Модельный ряд
Компания – производитель данного оборудования для сварки предлагает широкий выбор приборов различных модификаций. Категория аппаратов «ВД» может быть представлена во всевозможном исполнении, в зависимости от предъявляемых требований. Каждой новой модели присваивается свой артикул, выраженный в буквенном виде.
1. ВД-306И — прибор инверторного типа, средняя стоимость 26 000 руб.

Отдельного внимания заслуживают функциональные возможности инвертора, влияющие на работу сварочной дуги. Модель оснащена следующими режимами работы:
- «горячий запуск дуги»;
- «форсаж дуги»;
- «антизалипание».
2. ВД-306Д. Данные представители семейства «ВД» нашли свое применение в большей степени в промышленном производстве.

Такие аппараты отличаются высокой степенью надежности и неприхотливостью в тяжелых эксплуатационных условиях. Оснащены тепловой защитой трансформатора и выпрямительного блока. Требует питание с напряжением сети 380В. Максимальное значение выходной мощности равно 25 кВт. Стоимость — 110 000 руб.
3. ВД-306М1. При помощи указанного типа сварочного оборудования можно проводить работы в режиме переменного или постоянного тока.

Максимальная мощность такого устройства составляет 24 кВт вне зависимости от режима сварки. Основная сфера применения – промышленный сектор. Цена — 45 000 руб.
4. ВД-306Ш. Этот тип выпрямителя может быть подключен как к промышленной, так и к бытовой сети.

Значение максимальной выходной мощности составляет 23 кВт. Средняя стоимость — 35 000 руб.
Компании – производители, стоимость
Изначально, выпуск такого оборудования был налажен на предприятии ОАО «Электромашиностроительный завод», фирма «СЭЛМА» в г. Симферополь. В настоящее время на рынке наблюдается появление всё большего числа предприятий, ориентированных на производство приборов серии «ВД».
Чтобы ответить на вопрос: где же производят сварочный выпрямитель ВД-306, достаточно зайти на сайт компании ООО «СЕВЭКО», где представлен перечень наиболее распространенных предприятий, выпускающих подобную продукцию.
Цены сварочного выпрямителя ВД-306 на сегодняшний день в пределах 30 000 рублей. Стоимость изменяется от популярности производителя, поставщика комплектующих частей.
P.S. Несмотря на то, что сварочные выпрямители ВД-306 по некоторым параметрам несколько уступают своим современным аналогам, следует отметить тот факт, что при прочих равных условиях, такое оборудование лучшее в своем классе по соотношению цена — качество.
Конструктивные особенности ВД-306
- Установка мобильна. Это обеспечивается колесиками, смонтированными в нижней части рамы.
- Блок выпрямителя – полупроводниковая схема.
- Охлаждение – принудительное (за счет встроенного вентилятора).
- Измерительный прибор (амперметр), установленный на лицевой панели, позволяет контролировать силу тока сварочного аппарата.
Модификации
Их несколько – СТ, Ш, ДК и ряд других. Основное отличие – в габаритах выпрямителей, питающем напряжении (есть модели, работающие от сети 220 В) и мощности. Соответственно, наблюдается и некоторая разница в цене, хотя для большинства моделей – незначительная.
Запрет на эксплуатацию ВД-306
- В условиях большой запыленности.
- В помещениях, в которых присутствуют пары воды и агрессивные газы.
- Место под сварку должно быть оборудовано противопожарным щитом;
- нельзя включать оборудование без заземления;
- при повреждении кабеля его следует заменить;
- все контакты должны быть закручены;
- деталь укладывается на специальный стеллаж или плиту и закрепляется.
Компании – производители
В РФ несколько предприятий производят выпрямители ВД-306. Среди них:
- ООО «РВС-Техно М» — Москва;
- ООО «ТДАвтоматика» Смоленск;
- АО НТС Санкт-Петербург.
В специализированных магазинах можно приобрести продукцию и других производителей. Выпрямители отличаются исполнением корпуса и некоторыми характеристиками.
На протяжении длительного времени выпрямители ВД-306 доказали, что простое устройство может стать гарантией качественной сварки. Оборудование работает надежно в разных условиях.
Кол-во блоков: 20 | Общее кол-во символов: 17291
Количество использованных доноров: 8
Информация по каждому донору:
Использование выпрямителя модели ВД 306 в сварочных работах



Выпрямитель ВД-360 относительно небольшой по весу и габаритам. Для легкости перемещения многие модели имеют колеса. Заземление встроенное. Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику. Нестабильное напряжение не отражается на значении тока на выходе.
Выпрямитель состоит из узлов и деталей:
Сварочники серии ВД-306 представлены вариантами модификаций: СТ, Б, Ш, М1 и специального исполнения для определенного климата, например УЗ.
Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Модель ВД-306 является передвижным цельнокорпусным сварочным аппаратом и состоит:

Характеристики сварочного аппарата
Выпрямитель имеет следующие технические характеристики:
- Номинальный сварочный ток при работе – 315 ампер.
- Сеть питания – трехфазная.
- Напряжение сети питания – 380 вольт.
- Частота – 50 Гц.
- Сила первичного тока – 36 ампер.
- Напряжение при работе – 32 вольта.
- Холостой ход – 69 – 70 вольт.
- Диапазон напряжения при работе – от 22 до 32 вольт.
- Диапазон регулировки – от 45 до 315 ампер.
Продолжительность включения выпрямителя при работе составляет 60%. Полная масса установки составляет 104 килограмма. Аппарат имеет следующие габариты – 560х510х660 миллиметров (длина, ширина, высота).

Подготовка к использованию и сварка
Перед тем, как приступить к сварке металла, необходимо подготовить устройство к работе. Для этого следует выполнить ряд действий, таких как:
- Удалить частицы пыли с корпуса и токоведущих частей. Можно сделать это сжатым воздухом,
- Подключить кабели в соответствующие разъемы,
- Подсоединить кабель заземления,
- Включить сетевой шнур в трехфазную сеть.
После включения установки необходимо определить вращается ли вентилятор принудительного охлаждения. При отсутствии вращения необходимо выключить устройство.
Непосредственно, перед началом сварки следует выполнить настройку выпрямителя ВД 306. Сила тока регулируется управляющей рукояткой. Настраивать установку следует, исходя из толщины металлических заготовок, и диаметра сварочных стержней. Во время рабочего процесса силу тока можно контролировать, благодаря встроенному амперметру.
ВНИМАНИЕ: Во избежание перегрева и повреждения деталей аппарата, следует периодически отключать установку.




Читайте также: