Презентация на тему плазменная сварка
Обновлено: 17.05.2024
Презентация на тему: " Составил : Харькин А. В.. Плазменная сварка активно используется не только в промышленных масштабах, но и при домашних ремонтно - строительных работах." — Транскрипт:
1 Составил : Харькин А. В.
7 Плазменная сварка активно используется не только в промышленных масштабах, но и при домашних ремонтно - строительных работах. Поскольку спрос на данную технологию не уменьшается, а наоборот, неуклонно растет, рассмотрим технологию данной сварки, необходимое для процесса оборудование и его основные свойства.
8 Использование специальных видов металлов и их сплавов требует применения особых способов сварки. Ведь в большинстве случаев нержавеющая сталь, цветные металлы и другие материалы данной группы не поддаются обработке традиционными сварочными аппаратами. По этой причине была создана технология плазменной сварки, которая на данный момент нашла широкое применение в строительных и ремонтных работах. Плазменная обработка основана на использовании ионизированного газа. Благодаря его свойствам температура сварочной дуги находится в границах от 5 до 30 тысяч градусов по Цельсию. Обычные сварочные аппараты могут достигать не более, чем 5 тысяч градусов. Под воздействием ионизированным газом на поверхность металла его ограниченная поверхность легко поддается плавлению.
9 Устройства, предназначенные для проведения сварки, производятся преимущественно в универсальном формате, позволяющем проводить сварку в различных направлениях и плоскостях. Например, зона работы сосредоточена на потолке или вертикальной стене и т. д. Сварочные аппараты, основанные на плазменных методах, работают по принципу плавления кромок деталей с последующим их соединением. Оборудование плазменной сварки можно классифицировать по нескольким параметрам : По типу воздействия прямое и косвенное. По методам стабилизации дуги посредством газа, воды или магнитного поля.
10 По силе тока для микроплазменной сварки, на средних и высоких токах. Устройства резки в свою очередь делятся на : Трансформаторные и инверторные. Водно - плазменные и воздушно - плазменные. Контактные и бесконтактные.
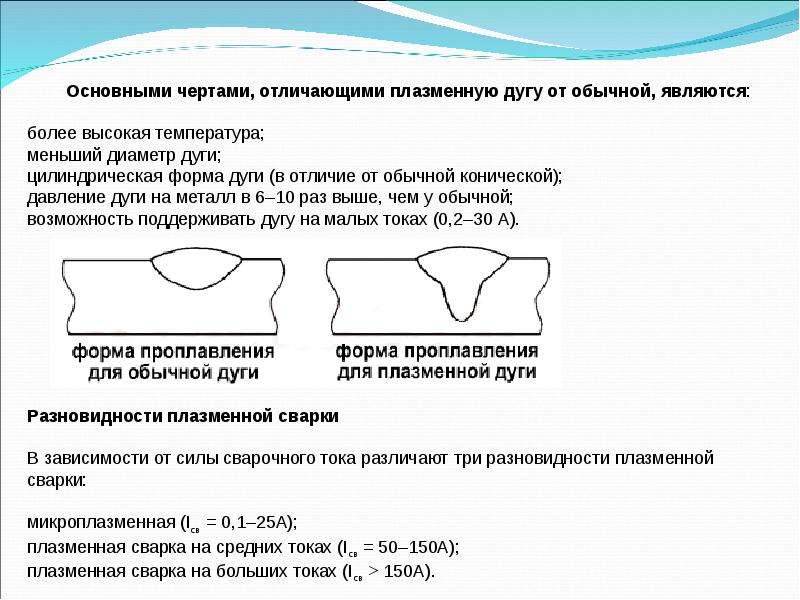
11 Плазменная дуга уступает по уровню возможностей лишь электронному и лазерному лучам. В остальном данный способ сварки более эффективен по сравнению с традиционными методами обработки металлов. Основные его преимущества делают использование плазмы более универсальным : Давление на металлы увеличивается в несколько раз. Обычно показатели колеблются от 6 до 8 или 10. Плазменная дуга получается меньшего диаметра, что позволяет работать более аккуратно и выполнять тонкую работу. Дуга из плазмы поддерживается при наличии достаточно малого тока от 0,2 до 30 ампер.
12 Дуга имеет форму цилиндра, а не конуса. В зависимости от того, какие задачи потребуется выполнить, оборудование плазменной сварки делится на 3 типа : микроплазменная аппаратура с силой тока от 0,1 до 25 А ; оборудование со средними токами силой от 50 до 150 А ; оборудование с большими токами силой от 150 А.
13 Аппараты применяются для проведения сварочных работ вручную. Установки используются в промышленных масштабах. Мобильны, несмотря на крупные габариты изделия. Устанавливаются на специальных рамах. Станки и машины также служат для обеспечения промышленной сварки, более громоздкие и занимают больше места, чем установки. Но дают высокую скорость работы. Наибольшее распространение получили именно аппараты и установки для плазменной сварки и резки, в том числе с ЧПУ.
🗊Презентация Плазменная сварка






Слайд 1
Слайд 2
Слайд 3
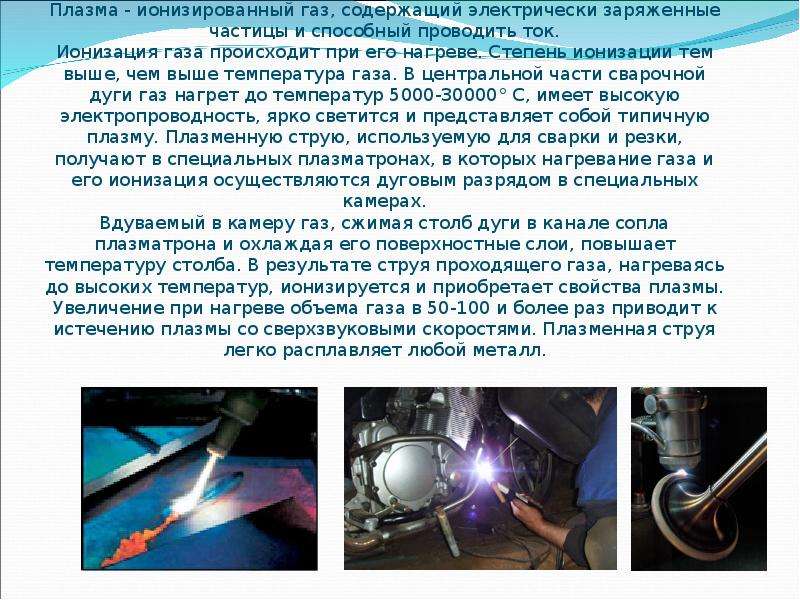
Сущность способа. Плазма - ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах. Вдуваемый в камеру газ, сжимая столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50-100 и более раз приводит к истечению плазмы со сверхзвуковыми скоростями. Плазменная струя легко расплавляет любой металл.
Слайд 4
Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа. Газ, перемещающийся вдоль стенок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако большинство плазменных горелок имеет дополнительное водяное охлаждение.
Слайд 5
Плазменная и микроплазменная сварка Сущность и технологические возможности сжатой дуги Ю.А.Дементьев Краевое государственное образовательное учреждение. - презентация
Презентация на тему: " Плазменная и микроплазменная сварка Сущность и технологические возможности сжатой дуги Ю.А.Дементьев Краевое государственное образовательное учреждение." — Транскрипт:
1 Плазменная и микроплазменная сварка Сущность и технологические возможности сжатой дуги Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования «Профессиональное училище 46»
2 Плазменной называют сварку сжатой дугой. Столб дуги помещают в узкий канал, который ограничивает его расширение. Устройства для получения сжатой дуги называют плазмотронами (рис. 113). Простейший плазмотрон состоит из изолятора 1, неплавящегося электрода 2 и медного охлаждаемого водой сопла 3. Рис Схемы дуговых плазмотронов прямого (а) и косвенного(б) действия:1 - изолятор; 2 - электрод; 3 - сопло; 4 - обрабатываемая деталь; 5 - сварочная дуга
3 В сопло тангенциально (по касательной к его цилиндрической поверхности) или аксиально (вдоль оси электрода) подают плазмообразующий инертный, нейтральный или содержащий кислород газ, который в столбе дуги нагревается до высокой температуры. Плазмотроны могут работать на постоянном или переменном токе. Различают плазмотроны прямого и косвенного действия. В плазмотронах косвенного действия дуга горит между электродом и соплом. Их применяют при обработке неэлектропроводных материалов и в качестве нагревателей газа. Для сварки и резки чаще применяют плазмотроны прямого действия. В них дуга горит между электродом и обрабатываемым изделием.
4 Расстояние между ними в плазмотроне больше, чем при сварке горелками для свободной дуги, поэтому сжатую дугу зажигают в две стадии. После подачи в плазмотрон газа зажигают вспомогательную (дежурную) дугу между электродом и соплом плазмотрона искровым разрядом от осциллятора или замыкая промежуток электрод -сопло графитовым стержнем, хотя последнее и повышает износ электрода и сопла. Дежурную дугу питают от отдельного маломощного источника или от основного источника через ограничивающее сопротивление, чтобы ограничить ее ток и уменьшить износ сопла.
5 Под действием газа дежурная дуга образует струю плазмы небольшой мощности. При ее соприкосновении с деталью зажигается рабочая дуга. Если в цепь детали включить контактор, то рабочую дугу можно зажигать в нужный момент времени. После зажигания рабочей дуги дежурная при автоматической сварке может отключаться. Для ручной сварки лучше, если дежурная дуга горит постоянно.
6 Столб сжатой дуги состоит из досоплового участка I, участка сжатия II и открытого участка III (рис. 114). Если сжатая дуга используется для резки, у ее столба появляется и четвертый участок - в полости реза.
7 Плазмообразующий газ, попадая в дугу, проникает в ее столб и, проходя вдоль канала, нагревается. Плотность газа уменьшается, возрастает его объем. Поэтому резко увеличивается скорость газа по мере его движения вдоль канала. Она достигает максимума на выходе из сопла. Нагретый в дуге газ, сталкиваясь с поверхностью свариваемой детали, нагревает и оплавляет ее. Под давлением газа расплавленный металл раздвигается, тепло передается непосредственно твердому металлу дна сварочной ванны. Поэтому эффективная тепловая мощность примерно в два раза выше, чем у свободной дуги.
8 Меняя расход газа и диаметр канала сопла, можно изменять давление струи плазмы, а также плотность теплового потока, передаваемого от дуги к детали. Это основные технологические преимущества сжатой дуги, позволяющие регулировать размеры и форму сварочной ванны. В сжатой дуге достигается более высокая плотность теплового потока, особенно при малой мощности дуги. Это позволяет получать узкие швы с малой шириной зоны термического влияния и увеличивать скорость сварки.
9 В качестве плазмообразующих газов используют аргон, гелий, углекислый газ, воздух, кислород, азот, водород и смеси газов. При сварке в большинстве случаев используют аргон. Он имеет хорошие защитные свойства и обеспечивает высокую стойкость электрода. Теплоемкость и теплопроводность аргона низкие, поэтому дуга в нем имеет самое низкое напряжение, что удобно при ручной сварке.
10 На практике чаще применяют дугу прямой полярности, обеспечивающую более высокую стойкость неплавящегося электрода. Кроме того, такая дуга передает детали наибольшую мощность, ею сваривают высоколегированные стали, титановые сплавы, медь. При сварке алюминиевых сплавов сжатая дуга прямой полярности не используется, так как не обеспечивает разрушения тугоплавкой окисной пленки. Хорошо разрушается пленка окиси алюминия при сварке аргоновой сжатой дугой на обратной полярности, однако при этом низка тепловая эффективность.
11 Разновидностью дуги переменного тока является трехфазная дуга. Для трехфазной сжатой дуги (рис. 115) устанавливаются два неплавящихся электрода. Дежурной дугой служит дуга между этими электродами, а сопло остается электрически нейтральным. Дежурная дуга питается от фаз основного источника питания.
12 Преимущество трехфазной сжатой дуги Для ограничения силы тока дежурной дуги не требуется никаких специальных устройств. Уменьшается диаметр электродов что позволяет уменьшить габариты и массу плазмотрона, что важно для ручной сварки. Повышается стабильность повторных зажиганий в моменты перемены полярности. По устойчивости трехфазная дуга близка к дуге постоянного тока.
13 Для работы в инертных газах (аргон, азот ) применяют катоды из вольфрама. Они выполняются в виде ; фиксируется цанговым зажимом, закрепленным в электродном узле плазмотрона, или в виде медной державки с заделанным в нее стержнем вольфрама (рис. 117).
14 Требования к материалу изолятора плазмотрона Он должен обладать высокой электрической прочностью, поскольку дежурная дуга возбуждается с помощью высоковольтного высокочастотного разряда осциллятора высокой механической прочностью, так как изолятор часто выполняет функции несущей конструкции, на которой крепятся остальные узлы плазмотрона термостойкостью, так как отдельные его части подвержены действию теплового и светового излучения герметичностью, поскольку через изолятор проходят коммуникации плазмообразующего газа и охлаждения возможностью обработки обычным режущим инструментом
Презентация к уроку "АВТОМАТИЧЕСКИЕ СВАРКИ ПЛАВЛЕНИЕМ"

Автоматические сварки плавлением
Основное условие получения качественного соединения для автоматических сварок плавлением:
Равномерное расплавление основного и присадочного материала.
Надежная защита жидкой фазы от контакта с атмосферой.
Равномерное перемещение присадочного материала в определенную зону сварочной ванны с заданной скоростью.

По способу защиты
сварочной ванны и
околошовной зоны
от атмосферы
По степени
механизации
По типу
источника
нагрева
Автоматические сварки плавлением
Классификация видов
сварки плавлением по трем признакам

источник нагрева
теплота
электрической дуги
бомбардирование поверхности
заряженными частицами
и теплоты столба
плазмы дуги
Автоматические сварки плавлением
По типу источника нагрева
Дуговая сварка

источник нагрева
теплота закрытой дуги
выделяющаяся при прохождении тока через расплавленный шлак,
к флюсу предъявляется условие – высокая электропроводность
Автоматические сварки плавлением
По типу источника нагрева
Электрошлаковая сварка

Электрошлаковая сварка
Выполняется описываемый вид сварки электродами пластинчатой формы (их толщина находится в пределах 6–20 миллиметров). Пластинчатыми стержнями применяют для деталей, имеющих малые по длине сварные швы, но большую толщину.
Отсутствием значимых угловых деформаций в стыковых зонах.
Небольшой скоростью передвижения нагревательного оборудования.
"Мягкой" кристаллизацией ванны.

источник нагрева
теплота
электронной дуги
Автоматические сварки плавлением
По типу источника нагрева
Электроннолучевая сварка
выделяется при бомбардировании поверхности изделия за счет электронов, которые получили ускорение в поле высокого напряжения

Электроннолучевая сварка
ЭЛС сварка отхватывает аэрокосмическую, энергетическую, тяжелую промышленность и масштабы применения электроннолучевой сварки расширяются.
ЭЛС в вакууме предлагает ряд преимуществ, среди которых: узкий сварной шов, ограниченная ЗТВ, свободная от цветов побежалости, большая глубина проплавления и высокая скорость сварки.

источник нагрева
теплота
электрической сжатой дуги
Автоматические сварки плавлением
По типу источника нагрева
Плазменная сварка
столб дуги, в котором выделяется ионизированный плазменный поток
(высокоионизированный газ)

Плазменная сварка
Плазменная сварка относится к процессу TIG (сварка неплавящимся электродом в среде инертных газов), обозначается аббревиатурой «PW» и была изобретена в Германии.

Автоматические сварки плавлением
По типу источника нагрева
Лазерная сварка
источник нагрева
теплота
лазерного луча
выделяющаяся при поглощении поверхностью нагрева, индуцированного излучением с определенной длиной волны

Лазерная сварка
Высокая концентрация энергии, которая позволяет производить микросварку деталей толщиной до 50 микрон, возможность сварки термочувствительных деталей, возможность сварки в труднодоступных местах, возможность проведения сварки в вакууме и защитных газах, возможность подвода строго дозированной энергии в зону сварки, высокая промышленная стерильность процесса и отсутствие выделения вредных паров, высокая технологичность, высокая степень автоматизации, высокая производительность.

Автоматические сварки плавлением
По типу источника нагрева
Свето-лучевая сварка
источник нагрева
теплота светового или электронного луча
энергия, выделяемая при поглощении светового потока в широком диапазоне длин волн

Свето-лучевая сварка
Светолучевой станок 4222Ф2
с ЧПУ со светолучевым осциллографом
Обработка основана на съеме металла при воздействии на него концентрированными лучами (световыми или электронными). В месте касания луча с обрабатываемой поверхностью благодаря высоким температурам материал испаряется.

Автоматические сварки плавлением
По способу защиты сварочной ванны околошовной зоны от атмосферы
газошлаковая защита,
характерна при сварке штучными электродами и порошковыми проволоками;
шлаковая защита,
это электрошлаковая сварка и сварка под слоем флюса;
газовая защита
характерна при сварке в среде защитных газов;
вакуумная защита
характерна при электроннолучевой сварке.

Автоматические сварки плавлением
По степени механизации
ручная сварка
рдс – сварщик работает электродом,
все движения выполняет сам;
полуавтоматическая сварка
адс – сварщик работает с аппаратом,
проволока и газ подаются автоматически;
автоматическая сварка
весь процесс автоматизирован.

Автоматические сварки плавлением
СПАСИБО ЗА ВНИМАНИЕ!
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 935 766 материалов в базе
Другие материалы
Вам будут интересны эти курсы:
- Курс повышения квалификации «Подростковый возраст - важнейшая фаза становления личности»
- Курс профессиональной переподготовки «Управление персоналом и оформление трудовых отношений»
- Курс профессиональной переподготовки «Клиническая психология: теория и методика преподавания в образовательной организации»
- Курс повышения квалификации «История и философия науки в условиях реализации ФГОС ВО»
- Курс повышения квалификации «Использование активных методов обучения в ВУЗе в условиях реализации ФГОС»
- Курс повышения квалификации «Организация маркетинга в туризме»
- Курс профессиональной переподготовки «Управление ресурсами информационных технологий»
- Курс профессиональной переподготовки «Организация деятельности секретаря руководителя со знанием английского языка»
- Курс профессиональной переподготовки «Разработка эффективной стратегии развития современного вуза»
- Курс профессиональной переподготовки «Организация технической поддержки клиентов при установке и эксплуатации информационно-коммуникационных систем»
- Курс профессиональной переподготовки «Метрология, стандартизация и сертификация»
- Курс профессиональной переподготовки «Управление качеством»
Оставьте свой комментарий
- 27.11.2016 1823
- PPTX 770 кбайт
- Рейтинг: 5 из 5
- Оцените материал:
Настоящий материал опубликован пользователем Гришенкова Ирина Анатольевна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
53 минуты
Современный урок физической культуры
24 минуты
109 минут
«Особенности развития и организации внимания ребенка»
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Читайте также: