При какой минимальной температуре окружающего воздуха разрешается производить автоматическую сварку
Обновлено: 14.05.2024
5.1. Сварка резервуарных конструкций или их отдельных узлов на монтаже должна производиться только после проверки правильности их сборки в соответствии с требованиями проектов и соответствующих нормативно-технических документов.
5.2. Последовательность сборочно-сварочных работ на монтажной площадке, способы сварки, порядок наложения швов, режимы сварки, диаметры и марки электродов и электродной проволоки, требования к другим сварочным материалам должны соответствовать ППР.
5.3. Допуск сварщиков к сварке резервуаров осуществляют в соответствии с требованиями главы СНиП 3.03.01-87.
Все монтажные сварные соединения должны регистрироваться в журнале сварочных работ (приложение 2 СНиП 3.03.01-87).
Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
5.4. Постановка прихваток при сборке монтажных стыков должна выполняться аттестованными в соответствии с п. 5.3 сварщиками. Прихватки следует выполнять электродами той же марки, что и сварку.
5.5. Качество прихваток, сварных соединений креплений сборочных и монтажных приспособлений, определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений. Все кратеры на прихватках, как и на сварных швах, должны быть заварены.
5.6. Наложение шва поверх прихваток или на предыдущий слой (при многослойной сварке) допускается производить только после зачистки последних от шлака и брызг металла. Участки шва или прихваток с порами, раковинами и трещинами должны быть удалены и вновь заварены.
5.7. При сварке монтажных соединений резервуарных конструкций следует применять преимущественно механизированные способы: автоматическую и механизированную сварку под флюсом, в защитных газах и самозащитной порошковой проволокой.
Для нахлесточных соединений днища, центральной части плавающей крыши (понтона), стационарного покрытия, таврового соединения стенки с днищем целесообразно применять автоматическую сварку.
Для стыковых соединений окраек днища и вертикальных стыковых соединений полотнищ стенки целесообразно применять механизированную сварку.
5.8. Сварка монтажных соединений резервуарных конструкций должна производиться с применением технологических приемов (способы и порядок наложения швов, количество слоев, количество одновременно работающих сварщиков и т.п.), обеспечивающих получение наименьших сварочных деформаций. Эти приемы должны быть отражены в проекте производства работ.
5.9. Свариваемые поверхности, конструкции и рабочее место сварщика следует надежно защищать от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 0 С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40 0 С - оборудовать тепляк.
5.10. Ручную и механизированную дуговую сварку конструкций из углеродистых и низколегированных сталей при температурах стали, ниже указанных в табл. 36 СНиП 3.03.01-87 (см. обязательное приложение 2), следует производить с предварительным подогревом стали в зоне выполнения сварки до 120 - 160ºС на ширине 100 мм с каждой стороны соединения. Контроль температуры подогрева следует выполнять термокрасками, термокарандашами либо контактным термопарным термометром, оптическим пирометром.
5.11. Автоматизированную дуговую сварку под флюсом разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 37 СНиП 3.03.01-87 (см. обязательное приложение 2). При температуре, ниже указанной в таблице, автоматизированную сварку под флюсом надлежит производить с предварительным местным подогревом до 120 - 160ºС.
5.12. Автоматизированную электрошлаковую сварку элементов независимо от их толщины в конструкциях из низколегированных или углеродистых сталей допускается выполнять без предварительного подогрева при температуре воздуха до минус 65ºС.
5.13. При температуре стали ниже минус 5ºС сварку следует производить от начала до конца шва без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
В случае вынужденного прекращения сварки процесс следует возобновлять после подогрева стали в соответствии с технологическим процессом, разработанным для свариваемых конструкций.
5.14. Швы сварных соединений и конструкций по окончании сварки должны быть очищены от шлака, брызг и натеков металла. Удаление заводских и монтажных приспособлений и вспомогательных элементов сбиванием и отламыванием запрещено. После их удаления огневым или механическим способами остатки швов должны быть зачищены заподлицо с основным металлом. Углубления в основном металле не допускаются. После зачистки необходимо проконтролировать места креплений временных приспособлений с целью недопущения дефектов в этих местах.
Места зачистки на стенке из стали марки 16Г2АФ должны быть проконтролированы магнитопорошковым или капиллярным (цветным) методами с целью выявления и устранения трещин в основном металле.
5.15. Контроль сварных соединений на монтаже включает следующие методы:
- внешний осмотр и измерение;
- испытание на непроницаемость и герметичность смачиванием керосином или вакуум-камерой;
- рентгенопросвечивание проникающими излучениями;
- ультразвуковая дефектоскопия;
- контроль магнитопорошковым или капиллярным (цветным) методами.
Перед контролем сварные соединения должны быть тщательно очищены от шлака, сварочных брызг и других загрязнений.
5.16. Контролю внешним осмотром и измерением подвергают все сварные соединения. Недопустимые дефекты должны быть устранены.
Результаты контроля и качество ремонта должны быть отражены в журнале сварочных работ (см. обязательное приложение 2 СНиП 3.03.01-87).
5.17. Сварные соединения днищ резервуаров, центральных частей плавающих крыш (понтонов) следует проверять на непроницаемость вакуумированием, а сварные соединения закрытых коробов плавающих крыш (понтонов) - избыточным давлением.
Непроницаемость сварных соединений стенок резервуаров с днищем и вертикальных монтажных сварных соединений стенок должна быть проверена керосином или вакуумом.
Сварные соединения покрытий резервуаров следует контролировать на герметичность вакуум-камерами до гидравлического испытания или избыточным давлением в момент гидравлического испытания резервуаров (см. п. 8.7).
Контроль непроницаемости и герметичности сварных соединений вакуум-камерой должен производиться по специальной инструкции.
Контролю неразрушающими методами подлежат сварные соединения резервуаров объемами 2000 - 50000 м 3 :
- в стенках резервуаров, сооружаемых из рулонных заготовок, все вертикальные монтажные стыковые соединения (вертикальные монтажные стыковые соединения резервуаров объемом менее 2000 м 3 контролируются внешним осмотром и на непроницаемость керосином или вакуумированием);
- в стенках резервуаров, сооружаемых полистовым методом, - все вертикальные стыковые соединения I и II поясов и 50 % соединений III и IV поясов в местах примыкания этих соединений к днищу и пересечений с вышележащими горизонтальными соединениями;
- все стыковые соединения окраек днищ в местах примыкания к ним стенок.
Объем контроля остальных сварных соединений, а также методы контроля, требования по результатам контроля и исправление дефектов сварных соединений - в соответствии с разделом 8 СНиП 3.03.01-87.
При какой минимальной температуре окружающего воздуха разрешается производить автоматическую сварку
Для сваренной встык арматуры, изгибаемой после сварки, минимальный диаметр загиба должен быть >= 10d.
10.3.5. Арматура, арматурные, закладные и соединительные изделия должны поступать на объект с документом о качестве (паспортом, сертификатом) завода-изготовителя.
10.3.6. Для обеспечения требуемых проектом параметров армирования перед укладкой арматуры и сборкой элементов железобетонных конструкций необходимо установить соответствие классов и диаметров стержневой арматуры, марок стали и толщин плоских элементов закладных изделий и соединительных деталей, размеров и точности сборки сопрягаемых элементов, а перед сваркой - размеров и точности подготовки сопрягаемых стержней чертежам марки КЖ проекта и требованиям ГОСТ 14098, ГОСТ 10922, а также данным, приведенным в [5] и [6].
10.3.7. Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Конструкции с закладными и соединительными изделиями, нахлесточные соединения, скобы-накладки и арматурные накладки следует собирать на прихватках с применением тех же сварочных материалов, что и основные швы. Прихватки следует располагать в местах последующего наложения сварных швов. Запрещается сборка и сварка арматурных стержней конструкций, удерживаемых краном.
10.3.8. При сборке конструкций и укладке арматуры в монолитном бетоне не разрешается обрезка концов стержней и разделка их кромок перед сваркой электрической дугой.
10.3.9. Длина выпусков арматурных стержней из бетона конструкций должна быть не менее 150 мм при регламентированных нормативными документами зазорах и не менее 100 мм при применении одной вставки длиной не менее 80 мм в случае их превышения. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
10.3.10. После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать требованиям ГОСТ 10922. Отгиб стержней для обеспечения их соосности следует осуществлять в холодном состоянии. Допускается осуществлять нагрев до температуры 600 - 800 °C по специальной технологической карте.
10.3.11. Требования к способу подогрева, оборудованию и контролю температуры должны содержаться в технологическом регламенте (картах) к ППСР.
10.3.12. Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или стык.
10.3.13. Для ручной дуговой сварки следует использовать источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы или инверторы на токи до 500 А, а для механизированных способов сварки - источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500 А и специализированные или модернизированные полуавтоматы общего назначения.
10.3.14. Конструкции сварных соединений стержневой арматуры, их типы и способы выполнения в зависимости от условий эксплуатации, класса и марки свариваемой стали, диаметра и пространственного положения при сварке, а также предельные отклонения размеров выполненных швов должны соответствовать требованиям проекта, ГОСТ 14098, ГОСТ 10922, а также данным [5] и [6].
10.3.15. Режимы, сварочные материалы, техника, технология сварки арматуры, арматурных и закладных изделий должны соответствовать [5] и ППСР.
10.3.16. Рекомендуемые типы электродов для ручной дуговой сварки основных классов арматуры приведены в таблице 10.5, а марки сварочных проволок для механизированных способов сварки и других классов арматуры - в [5] и [6].
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Книга: Оборудование грузоподъемное. Общие технические требования
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
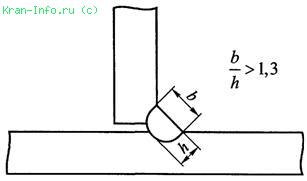
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОЙ ЗАЩИТЫ РОССИЙСКОЙ ФЕДЕРАЦИИ
от 11 декабря 2020 года N 884н
1. Утвердить Правила по охране труда при выполнении электросварочных и газосварочных работ согласно приложению.
3. Настоящий приказ вступает в силу с 1 января 2021 года и действует до 31 декабря 2025 года.
в Министерстве юстиции
29 декабря 2020 года,
регистрационный N 61904
Приложение
к приказу Министерства труда
и социальной защиты
Российской Федерации
от 11 декабря 2020 года N 884н
Правила по охране труда при выполнении электросварочных и газосварочных работ
I. Общие положения
1. Правила по охране труда при выполнении электросварочных и газосварочных работ (далее - Правила) устанавливают государственные нормативные требования охраны труда при выполнении электросварочных и газосварочных работ.
Правила обязательны для исполнения работодателями - юридическими и физическими лицами независимо от их организационно-правовых форм и форм собственности, при выполнении электросварочных и газосварочных работ.
2. Правила распространяются на работников, выполняющих электросварочные и газосварочные работы, использующих в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные и газосварочные установки, предназначенные для выполнения технологических процессов сварки, наплавки, резки плавлением (разделительной и поверхностной) и сварки с применением давления:
1) дуговой и плазменной сварки, наплавки, резки;
2) атомно-водородной сварки;
3) электронно-лучевой сварки;
4) лазерной сварки и резки (сварки и резки световым лучом);
5) электрошлаковой сварки;
6) сварки контактным разогревом;
7) контактной или диффузионной сварки, дугоконтактной сварки;
8) газовой сварки и газовой резки металлов (далее - сварка).
3. На основе Правил и требований технической документации организации-изготовителя на конкретные виды электросварочного, газосварочного оборудования и инструмента работодателем разрабатываются инструкции по охране труда для профессий и (или) видов выполняемых работ, которые утверждаются локальным нормативным актом работодателя с учетом мнения соответствующего профсоюзного органа либо иного уполномоченного работниками представительного органа (при наличии).
4. В случае применения методов работ, материалов, технологической оснастки, оборудования и инструмента, требования к безопасному применению которых не предусмотрены Правилами, при выполнении электросварочных и газосварочных работ следует руководствоваться требованиями соответствующих нормативных правовых актов, содержащих государственные нормативные требования охраны труда, и требованиями технической документации организации-изготовителя.
5. Работодатель обеспечивает содержание электросварочного, газосварочного оборудования и инструмента в исправном состоянии и их эксплуатацию в соответствии с требованиями Правил и технической документации организации-изготовителя.
6. При выполнении электросварочных и газосварочных работ на работников возможно воздействие вредных и (или) опасных производственных факторов, в том числе:
1) поражение электрическим током;
2) повышенная загазованность воздуха рабочей зоны, наличие в воздухе рабочей зоны вредных аэрозолей;
3) повышенная или пониженная температура воздуха рабочей зоны;
4) повышенная температура обрабатываемого материала, изделий, наружной поверхности оборудования и внутренней поверхности замкнутых пространств, расплавленный металл;
5) ультрафиолетовое и инфракрасное излучение;
6) повышенная яркость света при осуществлении процесса сварки;
7) повышенные уровни шума и вибрации на рабочих местах;
8) расположение рабочего места на высоте относительно поверхности земли (пола), которое может вызвать падение работника с высоты;
9) физические и нервно-психические перегрузки;
10) выполнение работ в труднодоступных и замкнутых пространствах;
11) падающие предметы (элементы оборудования) и инструмент;
12) движущиеся транспортные средства, подъемные сооружения, перемещаемые материалы и инструмент.
7. Работодатель в зависимости от специфики своей деятельности и исходя из оценки уровня профессионального риска вправе:
а) устанавливать дополнительные требования безопасности, не противоречащие Правилам. Требования охраны труда должны содержаться в соответствующих инструкциях по охране труда, доводиться до работника в виде распоряжений, указаний, инструктажа;
б) в целях контроля за безопасным производством работ применять приборы, устройства, оборудование и (или) комплекс (систему) приборов, устройств, оборудования, обеспечивающие дистанционную видео-, аудио или иную фиксацию процессов производства работ.
8. Правила не применяются при выполнении электросварочных и газосварочных работ на опасных производственных объектах, на которых получаются, используются, перерабатываются, образуются, хранятся, транспортируются, уничтожаются опасные вещества, указанные в пункте 1 приложения N 1 к Федеральному закону от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30; 2017, N 9, ст.1282, ст.3588).
9. Допускается возможность ведения документооборота в области охраны труда в электронном виде с использованием электронной подписи или любого другого способа, позволяющего идентифицировать личность работника, в соответствии с законодательством Российской Федерации.
II. Требования охраны труда, предъявляемые к производственным помещениям (производственным площадкам)
10. Запрещается загромождать проходы и проезды внутри зданий (сооружений), производственных помещений (производственных площадок) для обеспечения безопасного передвижения работников и проезда транспортных средств.
11. Переходы, лестницы, площадки и перила к ним должны содержаться в исправном состоянии и чистоте, а расположенные на открытом воздухе - очищаться в зимнее время от снега и льда, обрабатываться противогололедными средствами.
Настилы площадок и переходов, а также перила к ним должны укрепляться и исключать случайное падение человека. На период ремонта вместо снятых перил делается временное ограждение. Перила и настилы, снятые на время ремонта, после его окончания немедленно устанавливаются на место.
12. В сварочных цехах и на участках оборудуется общеобменная вентиляция, а на стационарных рабочих местах - местная вентиляция.
13. Участки газопламенной обработки металлов размещаются в одноэтажных зданиях.
При необходимости расположения участков газопламенной обработки металлов в многоэтажных зданиях должны предусматриваться мероприятия по исключению возможности распространения вредных веществ между этажами.
Сварку, наплавку и резку металлов с выделением бериллия и его сплавов необходимо производить в изолированных помещениях, оборудованных вытяжной вентиляцией.
14. В сборочно-сварочных цехах в холодные и переходные периоды года следует применять воздушное отопление с регулируемой подачей воздуха.
В теплое время года в сборочно-сварочных цехах следует использовать естественную вентиляцию через открываемые проемы окон, световых фонарей и дверей (ворот).
Общеобменная и местная вентиляция не применяются, если содержание вредных веществ не превышает уровень предельно допустимой концентрации (далее - ПДК).
При невозможности исключения или снижения уровней вредных и (или) опасных производственных факторов до уровней допустимого воздействия в связи с характером и условиями производственного процесса проведение работ допускается при условии обеспечения работников средствами индивидуальной защиты.
15. Контейнер (сосуд-накопитель) со сжиженным газом, за исключением оборудования работающего под избыточным давлением, используемого на опасных производственных объектах, требования к которому установлены федеральными нормами и правилами в области промышленной безопасности, устанавливается на площадку, имеющую металлическое ограждение. Между контейнером (сосудом-накопителем) и ограждением обеспечивается проход шириной не менее 1 м.
Контейнер (сосуд-накопитель) не должен подвергаться нагреву.
При установке контейнера (сосуда-накопителя) на открытом воздухе он оборудуется навесом, защищающим его от воздействия прямых солнечных лучей и осадков.
III. Требования охраны труда к организации рабочих мест
16. На стационарных рабочих местах электросварщиков и газосварщиков при работе в положении "сидя" устанавливаются поворотный стул со сменной регулируемой высотой и подставка для ног с наклонной плоскостью опоры.
При работе в положении "стоя" устанавливаются подставки (подвески), уменьшающие статическую нагрузку на руки сварщиков.
Запрещается уменьшать нагрузку на руку с помощью переброски шланга (кабеля) через плечо или навивки его на руку.
17. На стационарных рабочих местах газосварщиков устанавливается стойка с крючком или вилкой для подвески потушенных горелок или резаков во время перерывов в работе.
На временных рабочих местах потушенные горелки или резаки могут подвешиваться на части обрабатываемой конструкции.
18. Стационарное рабочее место, предназначенное для проведения автоматической и механизированной электросварки в защитных газах и их смесях, оборудуется:
1) сварочным оборудованием и оснасткой рабочего места в соответствии с требованиями технологического процесса;
2) встроенными в технологическую оснастку или сварочную головку устройствами для удаления вредных газов и пыли.
19. При организации рабочих мест на участках электросварочных поточно-механизированных линий должны соблюдаться следующие требования:
1) для автоматизированных процессов электросварки, сопровождающихся образованием вредных аэрозолей, газов и излучений, превышающих ПДК и предельно допустимые уровни (далее - ПДУ), предусматривается дистанционное управление и (или) использование средств индивидуальной защиты;
2) для удаления вредных пылегазовыделений предусматриваются пылегазоприемники, встроенные или сблокированные со сварочными автоматами или полуавтоматами, агрегатами, порталами или манипуляторами;
3) пульты управления грузоподъемными транспортными средствами объединяются (располагаются в непосредственной близости) с пультами управления электросварочным оборудованием;
4) оборудование и пульты управления на электросварочных поточно-механизированных линиях располагаются в одной плоскости, чтобы избежать необходимость перемещения работников по вертикали;
5) рабочие места операторов у объединенного пульта автоматической сварки оборудуются креслами или сидениями со спинками, изготовленными из нетеплопроводных материалов;
6) участки электросварочных поточно-механизированных линий отделяются проходами от соседних участков, стен, подъездных путей. Расстояние от места сварки до проходов должно быть не менее 5 м. При невозможности выполнения данного требования у места производства электросварочных работ устанавливаются несгораемые экраны (ширмы, щиты).
20. При выполнении электросварочных и газосварочных работ с предварительным нагревом изделий работа двух сварщиков в одной кабине допускается только при сварке одного изделия.
21. Нестационарные рабочие места в помещении при сварке открытой электрической дугой или газовой резки/сварки металлов отделяются от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.
При сварке на открытом воздухе экраны устанавливаются в случае одновременной работы нескольких сварщиков рядом друг с другом и на участках интенсивного передвижения работников. Если экранирование невозможно работников, подвергающихся опасности воздействия открытой электрической дуги, необходимо защищать с помощью средств индивидуальной защиты.
Читайте также: