При плавном увеличении эффективной мощности источника нагрева длина сварочной ванны
Обновлено: 19.09.2024
Расчет характеристик теплового поля при дуговой сварке металлоконструкций: Методические указания к выполнению курсовой работы по дисциплине «Теория сварочных прцессов» / Сост.Евдомащенко Е.А,–Северодвинск, Севмашвтуз, 2008, с.
Ответственный редактор зав. кафедрой «Оборудование и технология сварочного производства» к.т.н., доцент Ю.Ю. Щусь.
Рецензенты: ст. преподаватель Севмашвтуза С. В. Емченко;
Доцент Севмаш предприятия В.В. Мансуров
Методические указания соответствуют дисциплине «Теория сварочных процессов» и предназначены для студентов специальности 150202 «Оборудование и технология сварочного производства» факультета «Кораблестроение и океанотехника».
Методические указания содержат описание тепловых процессов при воздействии на металл источников теплоты и цель курсовой работы дает усвоить распространение тепла при сварке практическими расчетами.
Печатается по решению редакционно-издательского совета Севмашвтуза.
«Расчет тепловых процессов при дуговой сварке»
Курсовой работе по дисциплине
«Теория сварочных процессов» Составил
Е.А. Евдомащенко – Северодвинск: РИО Севмашвтуза, 2008г.-23с.
Ответственный редактор зав. кафедрой №5, к.т.н., доцент Ю.Ю. Щусь.
Рецензенты: Начальник НИЛ ОГСв Селяков М.И,
Ведущий инженер НИЛ ОГСв Мансуров В.В.
ст. преподаватель каф№5 Емченко С.В.
Методические указания предназначены для студентов специальности 150202 (120500) «Оборудование и технология сварочного производства» при выполнении курсовой работы по курсу «Теория сварочных процессов». Целью пособия является углубленное получение знаний по изучаемой дисциплине.
| 1 | Условные обозначения | 3 |
| 2 | Общие сведения | |
| 3 | Содержание работы | |
| 4 | Методика выполнения работы | |
| 5 | Требования к оформлению | |
| 5 | Список литературы | |
| 6 | Приложения |
x,y,z- прямоугольные координаты подвижной системы, см;
R- пространственный радиус – вектор, расстояние точки от начала подвижной системы координат,
r- плоский радиус- вектор элемента подвижного поля (для пластины) от начала координат , ;
- перпендикуляр из рассматриваемой точки на ось перемещения источника нагрева, ;
- эффективная тепловая мощность источника, Дж/с;
- эффективный кпд дуги;
I- сила сварочного тока, А;
-значение напряжения на дуге при сварке, В;
Vсв- скорость сварки, м/ч, см/с;
d- толщина пластины, см;
Tm- максимальная температура точки, ;
То- температура окружающей среды, начальная температура тела, температура предварительного подогрева,
W(Wкр)- скорость (критическая) охлаждения, /с;
Ко(U)- функция Бесселя от мнимого аргумента второго рода нулевого порядка, табличная величина;
- объемная теплоёмкость металла, Дж/ * ;
- коэффициент теплопроводности, Дж(см* *с);
- коэффициент температуропроводности, /с;
- коэффициент температуроотдачи пластины, ;
- коэффициент теплоотдачи, Дж/ * *с;(=0,001)
1. Общие положения
Курсовая работа по дисциплине “Теория сварочных процессов” выполняется студентами специальности 12.05-“Оборудование и технология сварочного производства”. Её цель – закрепить теоретические положения лекций курса и научить студентов использовать основные зависимости при анализе технологических параметров сварки.
Проблемы, обусловленные тепловыми процессами при сварке,- важнейшие в современном сварочном производстве, т.к. качество сварных конструкций связано с тепловым нагревом и охлаждением свариваемого материала.
В процессе выполнения курсовой работы студенты определяют: значение максимальной температуры в заданных точках, строят изотермы температурного поля, определяют протяженность отдельных зон, влияющих на работоспособность сварного соединения, рассчитывают параметры проплавления основного металла.
2. Задание на курсовое проектирование
2.1 Варианты заданий охватывают четыре расчетные схемы теплового поля: подвижный точечный источник, действующий на поверхности полубесконечного тела (ПТИ); подвижный линейный источник в пластине (ПЛИ); мощный быстродвижущийся точечный источник, действующий на поверхности полубесконечного тела (МБТИ); мощный быстродвижущийся линейный источник в пластине (МБЛИ).
2.2 Каждому студенту выдается индивидуальное задание, где указывается марка материала и его толщина, способ и режимы сварки.
Значения теплофизических констант приведены в приложении 1.
3. Содержание работы.
3.1 Обосновать выбор расчетной схемы температурного поля.
3.2 Рассчитать распределение температур вдоль оси шва и на некотором удалении от неё. Построить кривые распределения температур в координатах Т, ; χ для рассчитанных точек (на одном рисунке).
3.3 По кривым распределения температур вдоль оси шва графическим построением получить изотермы температур (по заданию) на поверхности свариваемого тела.
3.4 Рассчитать и построить кривую термического цикла для точки с координатой X,Y.
3.5Изучить особенности расчета температур свариваемого тела в период теплонасыщения. Рассчитать и построить графики распределения температур в поперечном сечении тела при предельном состоянии температурного поля и для двух заданных значений времени периода теплонасыщения. Сравнить и проанализировать полученные результаты.
3.6 Принимая схему быстродвижущегося источника тепла (соответственно точечного или линейного), рассчитать распределение максимальных температур в поперечном сечении зоны термического влияния (ЗТВ) сварного соединения. Определить структуру металла на данных участках.
3.7 Рассчитать мгновенную скорость охлаждения металла шва при заданной температуре, сравнить её с допустимой для данной стали.
3.8 Провести теоретический расчет размеров сварочной ванны: длины, ширины, объема ванны, площади проплавления, принимая источник быстродвижущимся.
4. Методика выполнения работы.
4.1 В расчетах тепловых процессов формы тел сводятся к простейшим: полубесконечное тело (массивное изделие), пластина, стержень(1, стр. 377-378).
Схемы источников теплоты известны следующие:
- сосредоточенные неподвижные мгновеннодействующие: точечный, линейный, плоский;
- непрерывно действующие, перемещающиеся с постоянной скоростью: точечный, линейный, плоский;
- быстродвижущийся: точечный, линейный.
Выбор схемы источника зависит от соотношения между толщиной свариваемого изделия и глубиной проплавления.
В расчетах следует различать две системы координат: неподвижную, связанную с изделием, и подвижную систему координат, связанную с самим источником (см. рис 1).
4.2 ПТИ – точечный источник постоянной мощности, движущийся прямолинейно с постоянной скоростью по поверхности полубесконечного (массивного) тела. Схема ПТИ применяется для исследования температурных полей при ручной дуговой сварке, при наплавке массивных изделий источником теплоты ограниченной мощности (авт. под флюсом), перемещающимся с небольшой скоростью (при сварке и наплавке сталей на средних режимах – менее 20-25 м/ч) Уравнение предельного состояния процесса распространения тепла, отнесенное к подвижной системе координат (ее начало совмещено с источником нагрева) имеет вид:
При расчете распределения температур на поверхности изделия вдоль оси ОХ, т.е. зависимости T=f(x), задают значения «у» от 0 до 3, (т.е. студент должен сосчитать 4-ре таблицы при у =0 см, при у =1см, при у =2 см и при у =3см )
Для точек, расположенных впереди источника, координата «х» положительна; позади источника - отрицательна. Результаты расчета сводятся в таблицу 1
Расчетные значения температур при у = Таблица 1
| Х, см | R, см | (X+R), см | (- | T | Т+T0 |
| -16 | |||||
| -10 | |||||
| -6 | |||||
| -4 | |||||
| -3 | |||||
| -2 | |||||
| -1 | |||||
| 0 | |||||
| 0,5 | |||||
| 1 | |||||
| 2 |
По данным расчетам построить графики T=f(x).
После построения графика T=f(x)., строим поверхностные изотермы.
Поверхностные изотермы (температурное поле в плане) получается графическим перестроением предыдущего графика в координатах Х; У. Для этого проводится прямая, параллельная оси ОХ через ось температур, (например, прямая Т= ). Точки пересечения этой прямой с кривыми дадут координаты У (они имеют значения 0,1,2,3,) и соответствующие им координаты Х. Таким образом построить три изотермы Т = , , (по индивидуальному заданию). По мере приближения к источнику теплоты расчетная температура точек полубесконечного тела быстро растет и при R→0; Т(R х ) → ∞, внутри сварочной ванны нельзя определять температуру по формуле (1)
4.3. ПЛИ – линейный источник постоянной мощности, движущейся прямолинейно с постоянной скоростью в пластине. Схема ПЛИ применяется для исследования температурных полей при ручной дуговой и п/а сварке пластин встык с полным проваром за один проход. Уравнение предельного состояния процесса распространения тепла, отнесенное к подвижной системе координат, имеет вид:
Значение функции Бесселя можно приближённо вычислить по формуле:
Если значение функции Бесселя больше 10 или по таблице, если меньше 10
Для удобства вычислений распределения температуры вдоль оси ОХ следует использовать табличную форму записи (табл. 2).
Расчётные значения температур заданных точек при у =
Таблица 2
| x | r | u | T°C | Т+T0 |
| -16 | ||||
| -10 | ||||
| -6 | ||||
| -4 | ||||
| -3 | ||||
| -2 | ||||
| -1 | ||||
| 0 | ||||
| 0,5 | ||||
| 1 | ||||
| 2 |
По данным расчёта построить график
Поверхностные изотермы строятся методом, описанным в п. 4.2.
4.4. МБТИ – мощный быстродвижущийся точечный источник постоянной мощности, движущийся прямолинейно с постоянной скоростью на поверхности полубесконечного тела. Схема МБТИ применяется для исследования температурных полей при автоматической дуговой сварке массивных изделий. Уравнение предельного состояния процесса имеет вид:
где – время с момента пересечения источником тепла плоскости
с рассматриваемой точкой;
и – неподвижные координаты точки, связанные с изделием.
Для расчёта распределения температур по поверхности изделия целесообразно использовать формулу (4), приведённую к виду:
4.5. МБЛИ – мощный быстродвижущийся линейный источник постоянной мощности, движущийся прямолинейно с постоянной скоростью в пластине.
Схема МБЛИ применяется для исследования температурных полей при автоматической дуговой сварке пластины встык за один проход. Используется при скорости сварки, превышающей 0,8см/с (30 м/ч) – для алюминиевых сплавов; 0,6см/с (20м/ч) –для углеродистых и низколегированных сталях; 0,4 см/с (15 м/ч) – для высоколегированных сталях, никелевых и титановых сплавов. Уравнение предельного состояния процесса распределения тепла имеет вид:
Для приближенных расчётов можно принять коэффициент теплоотдачи .
Термический цикл рассчитывают по формуле (6). Распределение температур вдоль оси Х получают при замене в формуле (6).
4.6 Расчёт термического цикла в заданной точке производится по формуле (4). Расчёт распределения температур в периоде теплонасыщения ведётся как в п. 4.2.
Термический цикл заданной точки в этом случае можно рассчитать, принимая источник тепла быстродвижущимся и Z=0 по формуле (4). Расчет вести в табличной форме (см. табл.3)
Расчетный термический цикл точки с координатами
0, =(1;2;3;)-из табл.№1(берете одно значение самостоятельно)
| t, сек | 5 | 10 | 20 | 30 | 60 | 90 | 120 | 180 |
| одно | зна | че | ние | |||||
| одно | зна | че | ние | |||||
| B/t | ||||||||
| T=A/t* |
Построить график термического цикла Т=f(t)
4.7 Расчёт распределения температур в периоде теплонасыщения для пластины производится с учётом коэффициента теплонасыщения (рис. 17.11./1/) и Тпр, определённой по формуле (6). Расчёт вести в табличной форме (см. табл. 4).
Определение температуры точки в период теплонасыщения производят по формуле:
Тпр находится по формуле (6), а коэффициент по графику (1, рис. 17.11б).
По результатам расчёта строятся и
В период теплонасыщения температура любой точки тела возрастает от начальной температуры Т= до температуры предельного состояния Т= . Для п/б тела значение температур связаны коэффициентом теплонасыщения для этой же точки:
где - температура, рассматриваемой точки при установившемся температурном поле, формула (4).
Коэффициент теплонасыщения находится по номограмме (1, рис17.11), где представлен в зависимости от безразмерных критериев расстояния и времени ι3:
Данные расчета занести в таблицу и построить по ним графики =f(y) и =f(y).
Распределение температуры в период теплонасыщения для п/бесконечного тела
при Z = 0 и X =от 1 до -4
| х, см. | х 2 | R | х+R | е -(х+ R) | Тпр | t=х/vсв, сек. | ι | 3 | Ψ3 | Тн |
| 1 | ||||||||||
| 0,5 | ||||||||||
| 0 | ||||||||||
| -0,5 | ||||||||||
| -1 | ||||||||||
| -2 | ||||||||||
| -4 |
Построить график Тн=Ғ(x)
Для расчета максимальных температур точек для схемы ПТИ нет аналитического выражения. Приближенно можно рассчитать по выражению (9), которое используется для схемы МБТИ.
4.8 Значения максимальных температур приближённо определяют по формуле (9;10).
Максимальные температуры в точках, заданных координатами у, z определяют по формуле:
Максимальные температуры без учёта теплоотдачи определяют по формуле
б) для массивного изделия:
4.9 Известно, что структура и свойства сварного соединения зависят от скорости распада аустенита, что определяется скоростью охлаждения металла. Мгновенную скорость охлаждения (при определённой температуре Т =600÷500С 0 ) рассчитывают по методу Рыкалина Н.Н.
Для массивного изделия:
Для изделия типа пластилина:
Найденную скорость охлаждения сравнить с допустимой для данной марки стали (см. приложение 2). При отличии – предложить варианты изменения технологических параметров.
4.10 Движущаяся сварочная дуга на поверхности изделия образует ванну расплавленного металла (сварочную ванну) с параметрами L – длина ванны; B – ширина; H – глубина ванны; Fпр – площадь проплавления; V – объём ванны. Размеры ванны зависят от технологических параметров и теплофизических характеристик металла и могут быть оценены приближённо.
Ширина ванны при наплавке на массивное изделие:
При сварке изделия типа пластилина:
где – коэффициент формы провара.
где – теплосодержание металла, Дж/кг (1, рис. 16.2.принимаем =1,1 Дж/кг)
– термический КПД процесса:
для массивного изделия =0,25+0,30
для пластины =0,32+0,4
Объём сварочной ванны
5. Требования к оформлению.
Курсовая работа состоит из расчётно-пояснительной записки, таблиц и рисунков. Кроме основных разделов в записку входит введение и заключение.
5.2. Разделы должны иметь порядковую нумерацию, кроме введения и заключения. Таблицы и рисунки также должны быть пронумерованы.
5.3. Расчётные формулы нумеруют арабскими цифрами с правой стороны. Под формулой приводят расшифровку её символов. При необходимости в тексте дают на неё ссылку, например «…. в формуле (11).»
5.4. Рисунки выполняют на миллиметровке, размещают по тексту, каждый рисунок должен иметь номер и наименование.
1. Теоретические основы сварки. Под ред. В.В. Фролова. М., Высшая школа, 1970.
2. Петров Г.Л., Тумарёв А.С. Теория сварочных процессов. М., Высшая школа, 1977.
Режимы дуговой сварки
Тепловложение на единицу длины шва определяется погонной энергией (q о η и /υ св ) и условиями сварки, оказывающими влияние на η и . Величина η и в зависимости от условий сварки может меняться от 0,3 до 0,95.
Сила тока дуги в наибольшей степени определяет тепловую мощность. При постоянном диаметре электрода с увеличением силы тока дуги возрастает концентрация тепловой энергии в пятне нагрева, повышается температура плазмы столба дуги, стабилизируется положение активных пятен на электроде и изделии. С увеличением силы тока дуги возрастает длина сварочной ванны, ее ширина и глубина проплавления. Особенно интенсивно растет глубина проплавления. Это обусловлено не только увеличением тепловой мощности и сосредоточенности энергии в пятне нагрева, но и значительным повышением давления дуги на ванну, которое пропорционально квадрату силы сварочного тока. В определенных пределах изменения силы тока глубина проплавления ванны приближенно может быть оценена зависимостью, близкой к линейной;
где k — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и др.
С увеличением напряжения дуги также возрастает тепловая мощность дуги, а следовательно, и размеры сварочной ванны. Особенно интенсивно возрастают ширина и длина ванны. Ширина ванны связана с напряжением практически прямой зависимостью
е = kI д U д /(υ св s),
где s — толщина свариваемого металла.
При постоянной силе сварочного тока повышение напряжения дуги незначительно сказывается на глубине проплавления ванны. По-видимому, это обусловлено некоторым снижением эффективного к. п. д. дуги и большими возможностями для блуждания активного пятна по поверхности сварочной ванны.
Путем медленного уменьшения длины дуги и соответственно напряжения дуги можно перейти к сварке погруженной дугой ( рис. 3.2 ).
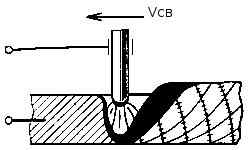
Рис. 3.2. Схема сварки погруженной дугой
При постоянной погонной энергии повышение скорости сварки и вызывает увеличение термическою к. п. д. процесса, а это, в свою очередь, приводит к возрастанию глубины проплавления и уменьшению ширины шва. Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. Это можно видеть из уравнений для определения ширины е и длины L сварочной ванны:
L=k (U д I д ) 2 /(v св s 2 )
При постоянной силе сварочного тока диаметр электрода определяет плотность энергии в пятне нагрева и поодвижность дуги. В связи с этим при увеличении диаметра электрода уменьшается давление дуги на расплав, снижается глубина проплавления ванны и возрастает ее ширина.
Дополнительные параметры связаны с условиями ведения р процесса сварки и особенностями горения дуги. Так, при одной v н гой же погонной энергии можно изменять диаметр электрода, род тока и полярность, использовать колебания электрода и др. Эти особенности процесса также сказываются на формировании ванны и конечных размерах швов.
В зависимости от рода тока и полярности на изделии выделяется различное количество теплоты. Если теплоту, выделяющуюся на аноде W а и катоде W к , приближенно оценивать по эффективному падению напряжений, то получим зависимости
W a = U э а = U a + (φ + 2κТ),
W к = U э к = U к +( φ + 2κТ),
где U a и U к — анодное и катодное падение напряжений; φ , kT — потенциальная и кинетическая энергия электронов.
На катоде не вся энергия (U к ) переходит в теплоту. Часть ее (φ + 2κT) уносится в плазму столба дуги. На аноде выделяется энергия U a ; и прибавляется потенциальная и термическая энергия электронов. Количество теплоты, выделенное на катоде, зависит от потенциала ионизации дугового газа. Поэтому разница в тепловыделении на катоде и аноде определяется способом дуговой сварки. В реальных условиях при сварке на прямой полярности (анод на изделии) глубина проплавления оказывается меньше,чем при сварке на обратной полярности (катод на изделии).
Это легко объясняется формой столба дуги ( рис. 3.3 ). Анодное пятно занимает большую площадь по сравнению с катодным. Поэтому ширина ванны и шва при сварке на прямой полярности возрастает.
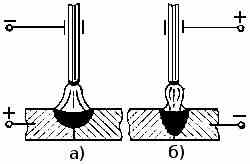
Рис. 3.3. Характер горения дуги и форма сварочной ванны: а — на прямой полярности; б — на обратной полярности
При выборе рода тока необходимо учитывать влияние магнитного поля дуги на ее отклонение (магнитное дутье). Наличие вблизи дуги ферромагнитных масс или посторонних магнитных полей усиливает это явление. Формирование сварочной ванны и шва при действии магнитного поля меняется. Наблюдается вытеснение расплавленного металла из сварочной ванны, снижение глубины проплавления и т. п.
Меры борьбы с отклонением дуги собственным магнитным полем заключаются в правильном токоподводе, устранении ферромагнитных масс вблизи дуги, ориентировании угла наклона электрода по направлению отклонения столба дуги. Полное устранение магнитного дутья достигается при питании дуги переменным током.
Изменяя угол наклона электрода в плоскости продольной оси шва, можно существенно влиять на размеры сварочной ванны и шва ( рис. 3.4 ). При α 90° сварку выполняют углом назад. Давление дуги способствует интенсивному вытеснению расплавленного металла из головной части ванны в хвостовую. Глубина проплавления возрастает.
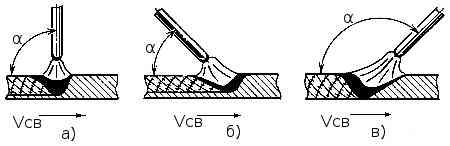
Рис. 3.4. Влияние угла наклона электрода а на формирование сварочной ванны и шва при сварке:
а — вертикальным электродом; б — углом вперед; в — углом назад 42
Аналогичные результаты могут быть получены отклонением столба дуги магнитным полем при вертикальном расположении электрода ( рис. 3.5 ).
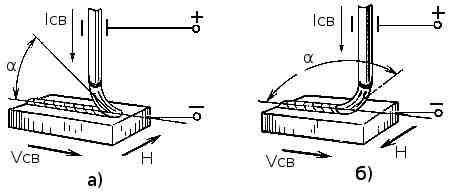
Рис. 3.5. Отклонение дуги магнитным полем при сварке; а — углом вперед; б — углом назад; Н — направление магнитного потока; а — угол наклона дуги
При поперечных колебаниях электрода возрастает ширина шва и снижается глубина проплавления. Изменяются условия кристаллизации и тепловой цикл в зоне термического влияния. Колебания электрода в процессе сварки обычно осуществляются с частотой 10—60 Гц и амплитудой 2-4 мм. Для этих целей используют различные по конструкции и принципу действия устройства.
На практике часто используют сварку двумя одновременно горящими дугами с общим и раздельным плавильным пространством; расщепленным электродом (двумя или более) и, особенно, сварку трехфазной дугой ( рис. 3.6 ). Изменяя характер воздействия дуги, можно при той же мощности добиваться существенного изменения глубины проплавления и ширины сварочной ванны. Так, например, сварка расщепленным электродом обеспечивает меньшую глубину проплавления при значительном увеличении ширины шва по сравнению с одноэлектродной сваркой.
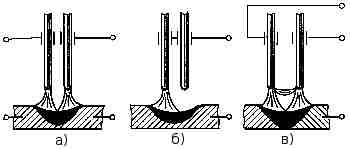
Рис. 3.6. Многодуговая сварка:
а — двумя дугами; б — расщепленным электродом; в — трехфазной дугой
Формирование сварочной ванны и шва
Важным фактором, влияющим на геометрические размеры шва и глубину проплавления, является пространственное расположение шва при сварке. При вертикальном расположении создаются особенно благоприятные условия для глубокого проплавления металла благодаря удалению расплавляющегося металла из-под дуги в результате давления источника и под действием силы тяжести ( рис. 2.3, а ).
В связи с этими же обстоятельствами при сварке изделий в наклонном положении на подъем глубина проплавления возрастает, при сварке на спуск — снижается. В первом случае металл под действием силы тяжести перетекает в хвостовую часть ванны, уменьшая толщину расплавленной прослойки в пятне нагрева, во втором случае под действием силы тяжести металл затекает в головную часть ванны, опережая источник теплоты, и увеличивает толщину расплавленной прослойки ( рис. 2.4 ).
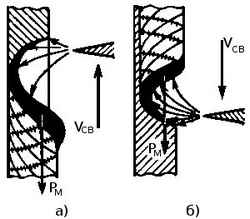
Рис. 2.3. Сварка вертикальных соединений со свободным формированием швов:
а — снизу вверх (на подъем); б— сверху вниз (на спуск); Рм - сила тяжести расплавленного металла
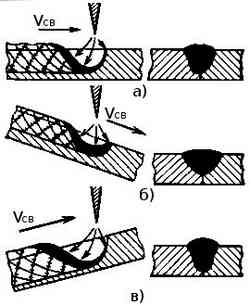
Рис. 2.4. Сварка в нижнем положении
а — без наклона; б — наклон по направлению сварки (на спуск); в — наклон против направления сварки (на подъем)
Формирование швов на спуск и на подъем имеет место при сварке кольцевых поворотных швов, расположенных в вертикальной плоскости. Условия формирования швов зависят от смещения источника нагрева относительно верхней точки окружности (рис. 2.5). При смещении источника нагрева в сторону, противоположную вращению изделия, происходит формирование шва на спуск; по направлению вращения изделия — на подъем.
При сварке кольцевых швов изделий небольшого диаметра возникает опасность стекания расплавленного металла из сварочной ванны . Предупредить стекание можно сокращением ее размеров, изменяя режим или смещая источник против вращения. Обычно используют оба пути; сварку поворотных стыков колцевых швов малых диаметров, как правило, ведут на спуск при небольшой глубине проплавления.
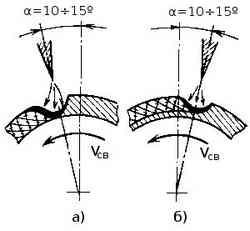
Рис. 2.5. Формирование швов при сварке кольцевых соединений (а — угол смещения источника нагрева): а — на подъем; б — на спуск
Удержание ванны приобретает особенно важное значение при сварке в вертикальном и потолочном положениях.
При сварке в вертикальном положении процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем) ( см. рис. 2.3 ). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны способствует давление источника. При сварке на подъем ванна удерживается только силами поверхностного натяжения. При сварке в вертикальном положении для удержания ванны приходится ограничивать тепловую мощность и размеры ванны. Большой эффект достигается с применением импульсного введения теплоты, когда размеры ванны особенно ограничены.
Большое распространение получила сварка вертикальных соединений с двусторонним принудительным формированием шва. Сварку ведут снизу вверх с расположением источника нагрева в направлении оси шва. Сварку с двусторонним принудительным формированием (электрошлаковую, дуговую) применяют для соединения толстостенных элементов.
Выполнение сварных соединений в потолочном положении ( рис. 2.6 ) осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением источника. Для удержания ванны в потолочном положении такженеобходимымеры по ограничению ее объема.
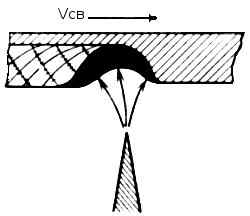
Рис. 2.6. Формирование ванны и шва при сварке в потолочном положении
Примером формирования шва во всех пространственных положениях, в том числе и промежуточных, может служить сварка неповоротных стыков кольцевых швов ( рис. 2.7 ). В различных участках создаются неодинаковые условия существования ванны и соответственно меняется ее форма. Наибольшая глубина проплавления сварочной ванны достигается при угле поворота источника нагрева, равном 270°. При этом формирование шва осуществляется на подъем. Наименьшая глубина соответствует повороту источника на 90° и формированию шва на спуск. Для поддержания постоянства параметров ванны и шва в процессе сварки необходимо изменять режим, например, сварочный ток, скорость сварки, давление защитного газа над сварочной ванной и др.
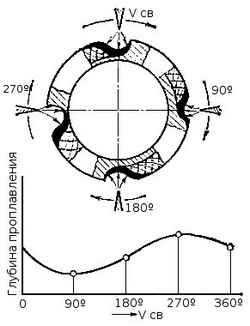
Рис. 2.7. Формирование шва и зависимость глубины проплавления от положения ванны в пространстве при сварке неповоротных кольцевых соединений
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении горизонтальных сварных соединений в вертикальной плоскости ( рис. 2.8 ). Расплавленный металл ванны натекает на нижнюю свариваемую кромку. Это приводит к образованию несимметричной выпуклости шва, а в ряде случаев и подрезов. При сварке горизонтальных швов требования к сокращению размеров сварочной ванны особенно жесткие.
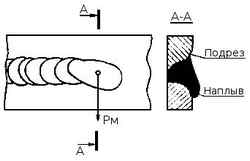
Рис. 2.8. Формирование горизонтального шва при сварке в вертикальной плоскости
Влияние параметров режима сварки на форму и размеры сварочной ванны
С увеличением ширины и длины ванны возрастают радиусы кривизны поверхности жидкого металла в двух взаимно перпендикулярных направлениях. В момент достижения одним из радиусов величины, большей критической, гидростатическое давление расплавленного металла и сила давления дуги превысят силу поверхностного натяжения, удерживающую сварочную ванну. Произойдет разрыв поверхностного слоя в корне шва, и жидкий металл вытечет из ванны. Образуется прожог. Наиболее распространенные меры предупреждения прожогов и обеспечения формирования проплава требуемой формы — правильный выбор режимов сварки и применение подкладок.
К основным параметрам дуговой сварки относят силу сварочного тока 1СВ, напряжение дуги Ua, скорость сварки VCB. Условия сварки зависят также от ряда дополнительных факторов: диаметра электрода, рода и полярности тока, положения электрода по отношению к ванне и др.
Сила сварочного тока определяет тепловую мощность дуги. При постоянном диаметре электрода с увеличением силы тока возрастает концентрация тепловой энергии в пятне нагрева, растет давление дуги, повышается температура газовой среды столба дуги, стабилизируется положение активных пятен на электродах. С увеличением силы тока возрастают длина сварочной ванны, ее ширина и глубина проплавления.
С увеличением напряжения дуги тепловая мощность также возрастает, а следовательно, увеличиваются и размеры ванны, в первую очередь ширина и длина. При постоянной силе тока повышение напряжения дуги незначительно сказывается на глубине проплавления.
Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. С
увеличением напряжения дуги тепловая мощность также возрастает, а следовательно, увеличиваются и размеры ванны, в первую очередь ширина и длина. При постоянной силе тока повышение напряжения дуги незначительно сказывается на глубине проплавления.
Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. С повышением скорости уменьшаются глубина проплавления и ширина ванны, а длина несколько увеличивается.
Погонная энергия характеризует тепловложение в сварное соединение и представляет количество тепловой энергии, вводимое на единицу длины однопроходного шва. Этот параметр очень важен для оценки теплового воздействия сварки на основной и наплавленный металл шва.
К дополнительным параметрам, определяющим условия сварки и особенности горения дуги, относят диаметр электрода, род тока и др. При неизменном значении погонной энергии можно изменять диаметр электрода, род тока и полярность, наклон электрода к поверхности изделия, проводить сварку с колебаниями электрода, что позволяет получать заданные параметры шва и проплавления основного металла.
К этой статье пока нет комментариев. Станьте первым! У нас гости не могут комментировать статьи. Пожалуйста авторизуйтесь или зарегистрируйтесь, чтобы прокомментировать.
КПД при сварке Эффективные КПД представляют собой отношение тепловой мощности данной составляющей теплового баланса к тепловому эквиваленту электрической энергии дуги.
Климатическое оборудование - что это такое Что такое климатическое оборудование и для чего оно нужно. .
Технологический процесс на складе На складах осуществляется целый комплекс разнообраз¬ных последовательно выполняемых операций по поступле¬нию, хранению и отпуску товаров. Эти операции в совокупности и составляют складской технологиче.
Трубопроводы. Виды теплоизоляции. Десятки, сотни, тысячи километров трубопроводов протянулись по всей России, по одним транспортируется газ, по другим нефть, некоторые транспортируют тепло и воду в наши жилища, а другие удаляют исполь.
Читайте также: