Причины возникновения напряжений и деформаций при сварке
Обновлено: 07.05.2024
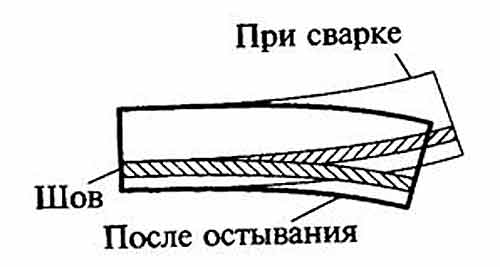
При сварке в каждой точке сварного соединения или конструкции возникают напряжения и деформации. В начальный период сварки, когда происходит нагрев металла, и в процессе последующего охлаждения они существенно изменяются по величине, знаку, характеру распределения в том или ином сечении и их принято называть временными. Временные напряжения и деформации по мере охлаждения постепенно переходят в остаточные, которые для большинства конструкционных материалов существуют в металле в течение всего дальнейшего периода эксплуатации.
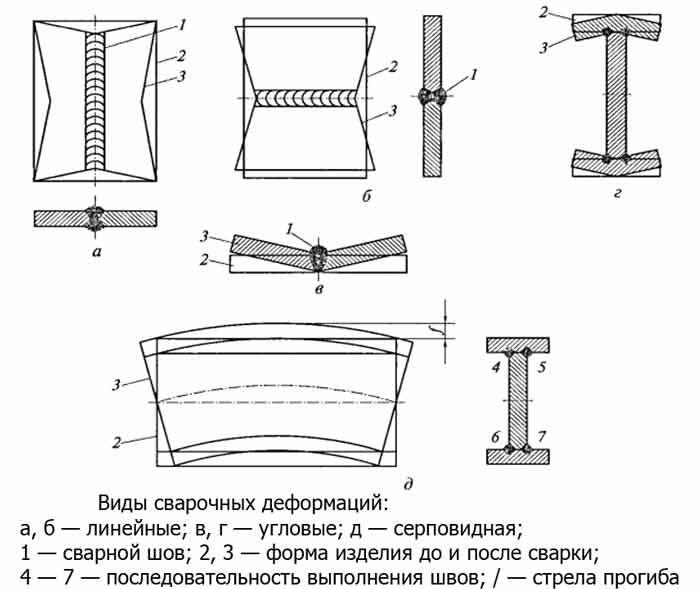
В результате образования в каждой точке металла деформаций, формируются перемещения свариваемых элементов и за счет этого возникает формоизменение свариваемых изделий. Можно выделить несколько наиболее типичных видов формоизменения, которые проявляются отдельно или в определенных комбинациях друг с другом. Принято различать перемещения в плоскости свариваемых листов - продольное укорочение от продольной усадки металла, поперечное укорочение от поперечной усадки, изгиб в плоскости. Далее следует указать на перемещения из плоскости свариваемых листов - угловые деформации при сварке как стыковых, так и тавровых соединений. Важное место занимают деформации балочных конструкций - изгиб и укорочение от сварки как продольных, так и поперечных швов, а также в ряде случаев деформации закручивания балок. При сварке тонкостенных элементов могут возникать деформации в виде бухтиноватости от потери устойчивой формы равновесия при действии сжимающих остаточных напряжений в одном или двух направлениях.
Модуль упругости стали при нагревании постепенно понижается, а коэффициент температурного удлинения возрастает. Предел текучести большинства низкоуглеродистых и низколегированных сталей с повышением температуры примерно до 500°С практически не изменяется, а затем довольно резко падает и при температуре 600 - 650°С имеет незначительную величину. Условно считают, что при 600°С металл теряет упругие свойства и его предел текучести равен нулю. Для других материалов, например алюминиевых и титановых сплавов, это наступает при других температурах. Да и сам характер изменения предела текучести с повышением температуры для различных материалов в большинстве случаев также различен. Большинство сварных конструкций изготовляется из низкоуглеродистых и низколегированных сталей. Применительно к этим материалам принимается схематизированная зависимость предела текучести от температуры, для которой от 0 до 500°С предел текучести остается неизменным, а в интервале от 500 до 600°С снижается до нуля по прямой линии. Такое изменение предела текучести имеет место как при растяжении, так и при сжатии. Изменение механических и теплофизических свойств металла при нагревании необходимо учитывать при анализе термодеформационных процессов при сварке.
Температурная деформация многих объемов металла сварного соединения, как на стадии нагрева, так и на стадии охлаждения не может быть свободно реализована из-за стеснений (связей), обусловленных различными закреплениями со стороны сборочно-сварочной оснастки, а также накладываемых на нагретые области со стороны менее нагретых участков. По этой причине во многих объемах металла, как на стадии нагрева, так и на стадии охлаждения протекает пластическая деформация укорочения (сжатия) и удлинения (растяжения). Как правило, эти деформации по различным причинам не компенсируют друг друга. В результате в сварном изделии после сварки имеет место неравномерно распределенная, преимущественно сосредоточенная вблизи сварного шва, остаточная пластическая деформация. Как правило, это деформация укорочения и в основном продольного по отношению к шву направления. Так возникает усадка металла при сварке. Если мысленно после сварки расчленить изделие на элементарные объемы и убрать между ними силовое взаимодействие, то получим в исходном изделии множество различных щелей, зазоров и т.д., совокупность которых создает общий объем усадки при сварке. Однако в силу гипотезы о сплошности тела, как до нагружения, так и после него, никаких щелей и зазоров в сварном изделии быть не должно и это реализуется путем установления между такими объемами определенного силового взаимодействия, которое и представляет собой не что иное, как остаточные сварочные напряжения.
Сварное соединение условно можно разделить на три части - среднюю высоконагретую, содержащую сварной шов и прилегающие к нему с двух сторон участки некоторой ширины основного металла, а также две мало или приближенно можно считать совсем не нагретые периферийные части. Распределение температур при сварке по ширине сварного соединения резко неравномерное. В высоконагретой области температуры очень высокие и соответствующая температурная деформация продольного направления настолько большая, что в этой зоне в целом кроме упругого сжатия еще возникает и большая пластическая деформация укорочения. На стадии охлаждения сварного соединения в этой высоконагретой области протекает продольная пластическая деформация удлинения. Пластическая деформация удлинения при охлаждении по определенным причинам является несколько меньшей по величине, чем аналогичная деформация укорочения при нагреве и полной компенсации пластического деформирования соединения в данной области не происходит. В итоге имеем здесь неравномерно распределенную продольную пластическую деформацию укорочения. В остальной части соединения она отсутствует. В основном именно по этой причине и возникают остаточные напряжения при сварке. Остаточные напряжения являются самоуравновешенными в любых сечениях соединения. В средней высоконагретой области соединения остаточные напряжения являются растягивающими (знак "+"), в остальной части соединения - сжимающими (знак "-").
Величина продольных и поперечных усадочных явлений при сварке в большинстве случаев различна. Как правило, продольные усадочные явления превалируют над поперечными. Однако встречаются и случаи практически одинакового влияния как продольных, так и поперечных усадочных явлений, например, при вварке круглого элемента в пластину, при заварке коротких трещин в листе, при точечной контактной сварке и т. д. Важное значение имеет соотношение между погонной энергией сварки, усадочными напряжениями и короблением сварных конструкций. Общее положение заключается в том, что чем больше погонная энергия сварки, тем больше ширина высоконагретой зоны сварного соединения, что создает большие объемы усадки, а значит, и большие усадочные силы. Это приводит в конечном итоге к большему короблению изделия.
Относительные деформации в точке определяются путем деления замеренных каким-либо способом абсолютных деформаций на предварительно выбранной базе измерения на величину базы измерения. При использовании тензодатчиков сопротивления методика определения относительных деформаций несколько иная. Однако наиболее часто абсолютные деформации при сварке определяют при помощи механических деформометров с индикаторами часового типа, которые могут иметь различную базу измерения, отличаются высокой надежностью в работе и хорошей точностью определения деформаций. В зависимости от месторасположения (в пределах пластической зоны или за ее пределами) в сварном соединении точки, в которой определяются напряжения, устанавливается необходимость разрезки сварного соединения на отдельные элементы с расположенными на них базами измерения с целью разделения общей деформации на базе измерения на упругую и пластическую составляющие. Если точка заведомо находится вне пределов пластической зоны, то процедура разрезки не нужна. Достаточно произвести замеры до и после сварки. Разница в показаниях приборов будет представлять собой абсолютную упругую деформацию, которую можно непосредственно пересчитывать в относительную упругую деформацию и затем по соответствующим зависимостям закона Гука в напряжения. Одним из существенных недостатков механических методов измерения остаточных напряжений является необходимость в определенной степени разрушать участок сварного соединения или конструкции в том месте, где происходит измерение. Этого недостатка лишены физические методы, такие как голографической интерферометрии и оптически чувствительных покрытий.
Физические методы - это такие, в основе которых лежит использование какого-либо физического явления, проявляющегося при наличии механических напряжений. Наибольшее распространение из физических методов применительно к сварным изделиям получил магнитоупругий метод, основанный на явлении изменения магнитной проницаемости ферромагнитных материалов под действием механических напряжений, которую измеряют в металле до и после сварки и по ее изменению определяют остаточные напряжения. Достоверные результаты получают при измерении остаточных одноосных напряжений в основном металле сварного соединения. Применение этого метода для определения остаточных напряжений в шве и околошовной зоне может приводить к заметным погрешностям. Это объясняется тем, что в результате сварки магнитная проницаемость в шве и околошовной зоне изменяется не только под действием возникших остаточных напряжений, но и вследствие изменения химического состава, роста зерна, изменения структуры и других явлений.
Ультразвуковой метод определения остаточных сварочных напряжений основан на зависимости скорости распространения ультразвуковой волны в металлах от напряженного состояния. Скорость распространения ультразвука измеряют на отдельном участке металла до и после сварки. По изменению скорости судят о величине остаточных напряжений. Метод используют преимущественно для измерения одноосных напряжений. При измерении в шве и околошовной зоне из-за неоднородности свойств металла возможны погрешности результатов. Преимущество данного метода как и магнитоупругого заключается в мобильности проведения измерений без больших подготовительных работ.
В последние годы получает все большее развитие и применение для измерения напряженно-деформированного состояния голография - двухступенчатый метод записи и восстановления волнового фронта, несущего информацию о предмете.
Последовательность сварки отдельных элементов конструкции может оказывать существенное влияние напряженно-деформированное состояние в связи с изменением условий закрепления свариваемых элементов. В качестве примера можно привести случай сварки двутавровой балки со стенкой, составленной из нескольких листов, которые должны быть сварены вертикальными стыковыми швами. Если сначала сварить продольные поясные швы, а затем варить поперечные стыковые на стенке, то в них возникнут высокого уровня поперечные напряжения по причине жесткого закрепления отдельных листов стенки за счет сварки поясных швов. При иной последовательности сварки, когда вначале завариваются стыковые швы на стенке, а затем поясные, в стыковых швах на стенке поперечные напряжения будут незначительными из-за возможности поперечных перемещений листов стенки при сварке стыковых швов. По этим же соображениям при изготовлении днища вертикальных цилиндрических резервуаров из отдельных листов сначала сваривают все поперечные швы, а затем варят продольные швы. Подобных примеров можно привести достаточное количество. Последовательность сварки имеет значение и с точки зрения возникающих деформаций коробления. Не случайно широко известно правило сварки полотнищ от середины к периферии с целью уменьшения коробления. Если последовательность сварки оказывает влияние на распределение остаточных продольных пластических деформаций укорочения, то значит она влияет и на остаточное напряженное состояние в сварном соединении. Примером этому является обратноступенчатый способ сварки, при котором, как известно, остаточные напряжения в соединении уменьшаются по причине изменения характера распределения остаточных продольных пластических деформаций укорочения.
Влияние остаточных напряжений на поведение конструкции при эксплуатации в наибольшей степени проявляется в случае хрупких разрушений. Остаточные напряжения являются силовым фактором, действие которого может в полной мере проявиться при хрупком состоянии металла сварной конструкции. Можно указать на три аспекта влияния остаточных напряжений на хрупкое разрушение сварных конструкций. Во-первых, они могут суммироваться с напряжениями от внешних нагрузок на конструкцию и таким образом уменьшать величину внешней нагрузки, необходимой для разрушения. Во-вторых, они могут в отдельных объемах металла создавать объемное напряженное состояние, которое затрудняет пластическое деформирование металла и способствует переходу его в хрупкое состояние со всеми вытекающими из этого последствиями. Наконец, в-третьих, имея сложный характер распределения в различных сечения сварного изделия, остаточные напряжения могут влиять на устойчивость процесса хрупкого разрушения, что очень важно с точки зрения разработки мероприятий по его предотвращению. Изучение влияния остаточных напряжений на хрупкое разрушения сварных конструкций является крупной научно-технической проблемой, имеющей важное народнохозяйственное значение и которой занимаются исследователи во многих странах в течение многих лет.
Остаточные напряжения и деформации в сварных изделиях необходимо уменьшать. Анализ их образования показывает, что существуют следующие факторы, вызывающие напряженно-деформированное состояние сварной конструкции: а) остаточное продольное пластическое укорочение в пластической зоне; б) пластическая деформация укорочения поперечного по отношению к шву направления; в) несовпадение центра тяжести поперечного сечения зоны пластических деформаций укорочения с центром тяжести поперечного сечения свариваемых элементов (внецентренное приложение усадочной силы); г) структурные изменения, вызванные сварочным нагревом.
Уменьшение остаточных напряжений и деформаций может быть достигнуто следующими методами:
1. Рациональное проектирование сварных изделий, заключающееся в расположении сварных швов по возможности ближе к центру тяжести поперечного сечения с целью уменьшения изгибающих моментов от усадочных сил.
2. Рациональный выбор способа и режимов сварки с целью уменьшения тепловложения в металл и таким образом уменьшения эпюры остаточных продольных пластических деформаций укорочения, являющихся, в основном, ответственными за остаточные напряжения и деформации.
- При сварке листов стремиться к возможно более равномерному их разогреву с целью уменьшения угловых деформаций.
- Применение термической печной или локальной обработки сварных изделий.
- Применение вибрационной обработки.
- Применение взрывной обработки.
- Применение активного нагружения свариваемых элементов в процессе сварки.
- Применение сборочно-сварочной оснастки с охлаждением.
- Статическое нагружение после сварки.
- Предварительный подогрев перед сваркой.
- Прокатка тонкостенных сварных соединений после сварки.
- Термическая правка после сварки.
В качестве примеров управления короблением сварных изделий можно назвать термическую правку прогиба сварных балок, тепловую правку местных деформаций потери устойчивости тонколистовыми элементами сварных конструкций, правку грибовидности полок сварных тавровых или двутавровых балок механическим путем, устранение деформаций при вварке фланцев в оболочковые конструкции применением обратного выгиба свариваемых кромок, устранение деформаций "корсетности" при сварке кольцевых швов на тонкостенных цилиндрических оболочках прокаткой роликами зоны пластических деформаций и др.
Деформации и напряжения при сварке
В производстве металлоконструкций самые надежные и долговечные соединения обеспечивает сварочная технология при условии безошибочного проведения работ. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.

Что являют собой напряжения и деформации
Появлением напряжений и искажений сопровождается любое силовое воздействие на металлическое изделие. Силу, которая оказывает давление на единицу площади называют напряжением, а нарушение целостности форм и размеров в результате силовой нагрузки называют деформацией.
Напряжение может быть вызвано физическим усилием сжимающего, растягивающего, срезающего или изгибающего характера. Когда сварочные напряжения и деформации превышают допустимые значения, то это влечет за собой разрушению отдельных элементов и всей конструкции.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке:
структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
- неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
- литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
- отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
- несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
- отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
| Характер возникновения | Тип напряжения | Чем вызвано нарушение |
| В соответствии причины появления | Тепловые | Неравномерный прогрев из-за перепада температур в процессе сварки |
| Структурные | Изменения в структуре металла при нагревании его выше предельно допустимой температуры | |
| По времени существования | Временные | Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения |
| Остаточные | Даже после ликвидации причин их появления присутствуют в изделии | |
| По охватываемой площади | Действующие в пределах всей конструкции | |
| Действующие только в зернах структуры материала | ||
| Присутствующие в кристаллической решетке металла | ||
| По направленности действия | Продольные | Образуются вдоль линии сварочного шва |
| Поперечные | Располагаются перпендикулярно к оси соединения | |
| По виду напряженного состояния | Линейные | Только в одном направлении распространяется действие |
| Плоскостные | Образуются в двух разных направлениях | |
| Объемные | Оказывают одновременно трехстороннее воздействие | |

Виды деформаций при сварке бывают:
- местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
- временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем - остаточными;
- упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются - пластичная.
Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Тестирование сварных швов и расчет деформаций
С целью определения прочности и надежности шва, и выявления возникших дефектов проводится тестирование сварных соединений. Такой контроль позволяет своевременно обнаружить браки и оперативно их устранить.
Для выявления изъянов используют следующие типы контроля:
- разрушающий. Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
- неразрушающий. Проводится посредством внешнего осмотра, капиллярного метода, магнитной или ультразвуковой дефектоскопии, контролем на проницаемость и другими способами.
При производстве конструкций с применением сварки одним из важных нюансов является точное определение возможных деформаций и напряжений. Их наличие приводит к отклонениям от первоначальных размеров и форм изделий, понижает прочность конструкций и ухудшает эксплуатационные качества.

Расчет сварочных напряжений и деформаций позволяет проанализировать разные варианты проведения сварочных операций и спланировать их последовательность так, чтобы в процессе работ конструкция подвергалась минимальным напряжениям и образованию дефектов.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Способы устранения деформации
Деформация металла при сварке устраняется термомеханической, холодной механической и термической правкой с общим или местным нагревом. При полном отжиге конструкция прочно фиксируется в специальном устройстве, которое на требуемые участки образует давление. После закрепления изделие помещается в печь для нагрева.
Принцип термического способа состоит в том, что в процессе охлаждения металл сжимается. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Холодная правка проводится с применением постоянных нагрузок, которые образуют с помощью разнообразных прессов, валков для прокатки длинных конструкций. В сильно растянутых конструкциях для ликвидации деформаций используют термическую правку. Сперва собираются излишки металла, после чего проблемные участки прогреваются.
Какой из методов считается самым лучшим? Однозначного ответа здесь не существует. При выборе технологии следует учитывать тип, размеры и формы металлического изделия, какие особенности вызвали деформации и сварочные напряжения, и деформации, возникшие в плоскости или снаружи. Также внимание стоит обратить на эффективности методики и предстоящих трудозатратах.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
- при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
- швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
- очень важно, чтобы в одной точке не было пересечений более чем трех швов;
- перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
- понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
- при выполнении длинных швов применять обратноступенчатый способ на проход;
- использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
- накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
- подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ. Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.

Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует обратить внимание, что у такого метода есть один недостаток - повышенные риски появления внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
Интересное видео
Сварочные напряжения и деформации
Образование напряжений и деформаций при сварке обычно связано с несоблюдением технологических требований. Такие соединения ненадежны, так как на швах могут появиться трещины, снижающие прочность. После деформации при сварке геометрические параметры могут измениться настолько, что конструкция будет непригодна для эксплуатации.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
Основные причины возникают как следствие:
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.
Классификация напряжений и деформаций
В зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла. По виду напряженного состояния их называют:
- линейными, с односторонним действием;
- плоскостными, действующими по двум направлениям;
- объемными, распространяющиеся по трем осям.
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно.
Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей. После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Методы устранения напряжений
Для снятия напряжений пользуются отжигом и механической обработкой. Первый способ применяют в случаях, когда требуется обеспечить высокую точность размеров. Местный или общий отжиг проводят при нагреве до 550 — 680⁰C в три стадии: нагревание, выдержка, охлаждение.
Для механического снятия напряжений используют обработку проковкой, прокаткой, вибрацией, взрывом, чтобы создать нагрузку с противоположным знаком. Для горячей и холодной проковки используют пневматический молот. Обработку вибрацией проводят устройством, которое генерирует колебания с частотой в диапазоне 10 — 120 Гц.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции.
Методы устранения деформаций
Дефекты устраняют термическим с местным или общим нагревом, холодным механическим, термомеханическим способами. Для правки термическим методом с полным отжигом конструкцию закрепляют в устройстве, которое создает давление на искривленный участок, затем нагревают в печи.
Способ локального нагрева основан на сжимании металла при остывании. Для исправления дефектов искривленное место греют горелкой или сварочной дугой. Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется.
Термическим способом выправляют любые виды деформаций, однако при работе с тонкостенным металлом следует учитывать его особенности:
- тепло при местном нагреве тонких стальных листов быстро распространяется по всей площади, поэтому величина усилия сжатия оказывается недостаточной для исправления дефекта;
- температура локального нагрева тонкостенного металла не должна превышать 600 — 650⁰C, поскольку при увеличении температуры начнется образование пластических деформаций даже при отсутствии напряжения.
При механической правке растянутые участки деформируются внешними нагрузками в обратном направлении. Дефекты устраняют применением изгибания, вальцовки, растяжения, ковкой, прокаткой роликами.
Термомеханическую правку проводят с подогревом растянутого участка до 700 — 800⁰C и внешнего воздействия. Для выправления участков с большим растяжением сначала из избытков металла холодной рихтовкой формируют выступы в форме куполов. Затем по отдельности нагревают и резко охлаждают.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции. При этом учитывают эффективность метода, трудоемкость, величину финансовых затрат.
Виды и причины сварочных деформаций
Сварка обеспечивает самое прочное и надежное соединение, если проведена правильно. Однако при нарушении технологии в конструкции возникают напряжения и деформации, вызванные сварочным процессом. Искажается форма и размеры изделия, в результате чего оно не может выполнять свои функции.
Что такое напряжение
Сварочное напряжение определяют как силу, действующую на единицу площади изделия. Оно может быть вызвано растягивающим, изгибающим, крутящим, сжимающим или срезающим усилием.
Эти силы достигают таких величин, что в процессе эксплуатации напряжения и деформации в отдельных деталях приводят к разрушению всей конструкции. Кроме этого происходит снижение антикоррозионных свойств, меняются геометрические размеры и жесткость конструкции.

Напряжения и деформации бывают временными и остаточными. Какие сварочные деформации называют временными, а какие остаточными определяется просто. Временные появляются во время сваривания деталей, вторые появляются и остаются после окончания сварки и охлаждения конструкции.
Причины появления
Главные причины возникновения напряжений и сварочных деформаций такие:
- неоднородный нагрев металлических заготовок;
- усадочные изменения сплава в сварном шве;
- фазовые изменения, возникающие при переходе расплавленного металла из одного состояния в другое.

Одним из свойств металлов является их способность расширяться при повышении температуры и сжиматься при охлаждении. При плавлении в области сварочного соединения появляется неоднородная термозона.
Она вызывает напряжения сжимающего или растягивающего свойства. Если эти напряжения превышают предел текучести металла, то происходит изменение формы изделия, возникают остаточные деформации.
Разновидности деформаций зависят от того, в каких объемах они проявляются. Выделяют три рода. Деформации первого рода действуют в макрообъемах, деформации второго рода происходят в пределах кристаллических зерен, а третьего рода происходят в кристаллической решетке металла.
Деформации и напряжения при сварке возникают и при кристаллизации сварного шва, когда происходит усадка жидкого металла. Объем остывающего жидкого металла уменьшается, это вызывает напряжения внутри металла. Параллельно и перпендикулярно оси сварочного шва формируются напряжения, которые вызывают изменение формы изделия. Продольные силы вызывают изменения длины сварного шва, а поперечные приводят к угловым деформациям.
При превышении определенных предельных температур при сваривании углеродистых и легированных сталей происходит их структурное превращение. У них появляется другой удельный объем и изменяется коэффициент линейного расширения, что приводит к огромным сварочным напряжениям.
Самые большие из них возникают в легированных сталях. В них образуются закалочные структуры, которые при охлаждении не возвращаются к прежней структуре металла, как в большинстве случаев, а сохраняют колоссальные напряжения могущие привести к разрушению сварного шва.
Для этих сплавов разрабатываются специальные технологические процессы, снижающие остаточные напряжения и деформации.
Как предотвратить
Для предупреждения вредных воздействий сварочных деформаций необходимо соблюдать следующие правила и провести несколько мероприятий:
- сварных швов должно быть минимум, и они должны быть как можно короче;
- количество пересекающихся и разнотолщинных швов так же сводят к минимуму;
- сварочные соединения делают с плавным переходом толщин;
- металл наплавляют в минимальном количестве;
- в самых напряженных местах конструкции швы вовсе не делают;
- оставляют припуск на усадку.

Необходимо правильно выбирать способ сварки, который зависит от свариваемости материалов, энергии и режима. Чтобы уменьшить зону прогрева, нужно увеличить скорость сваривания. Для увеличения глубины сварки (прогрев в толщину) необходимо увеличить силу тока.
Для уменьшения вредных воздействий нагрева в зоне сваривания сварщику необходимо по возможности избегать прихваток.
Положительный результат дает использование зажимов и других сварочных приспособлений. Они позволяют сохранить подвижность деталей при сварке в продольном направлении и препятствовать угловому перемещению.
Заготовки располагают таким образом, чтобы возникающие при остывании сварочные деформации были противоположны напряжениям.
Для уменьшения остаточных напряжений и деформаций надо использовать предварительный нагрев. Кроме этого нужно правильно выбрать технологию сварки.
Последовательность наложения швов должна уравновешивать возникающие напряжения. Накладывать швы надо так, чтобы свариваемые детали имели наибольшую подвижность.
В процессе сварки проводят проковку сварного шва, что деформирует остывающее сварное соединение и уменьшает воздействие усадки.
Способы устранения напряжений
Напряжения устраняют отжигом или механическими методами. Отжиг является самым эффективным методом снятия напряжений. Его применяют, когда к изделию предъявляются повышенные требования к точности геометрических размеров.
Он может быть общим или местным. Чаще всего отжиг производят при 550-680 °C. Выделяют три его стадии: нагрев, выдержка, остывание.
Из механических способов устранения напряжений применяют проковку, прокатку, вибрацию, обработку взрывом, приводящие к пластической деформации обратного знака.
Проковку делают пневмомолотком, а виброобработку специальным устройством вызывающим вибрацию изделия с резонансной частотой в пределах 10-120 Гц в течение нескольких минут.
Способы устранения деформаций
Сварочные деформации могут проходить в плоскости и с выведением из плоскости. О деформациях в плоскости говорят, когда изменяются геометрические размеры конструкции. Деформация из плоскости соответствует угловым изменениям детали, искривлению листовой поверхности.
Для устранения таких явлений применяют термическую правку с местным или общим нагревом, холодную механическую и термомеханическую.
Термический способ с местным нагревом основывается на том, что при охлаждении металл сжимается. Для устранения сварочных деформаций растянутую часть изделия сначала нагревают (горелкой или дугой), при этом окружающий сплав остается холодным и не дает горячему участку сильно расшириться.
При остывании изделие выпрямляется. Так правят балки, листовые полосы и некоторые другие детали.
Если происходит полный отжиг, то конструкцию закрепляют в устройстве, создающем давление на требуемые зоны, и помещают в печь для нагрева.
Холодную правку делают, используя постоянные нагрузки. Для этого применяют различные прессы или валки для прокатки длинномерных изделий типа труб или двутавровых балок, в необходимых местах они деформируются.
Термомеханическую правку производят с применением силовой нагрузки при местном нагреве изделия. Такой способ применяют к сильно растянутым деталям. Вначале собирают излишек металла в так называемые купола, а затем прогревают эти участки.
Технологию правки выбирают в зависимости от особенностей сварочной деформации и типа металлического изделия, его размеров, конфигурации. Обращают внимание также и на трудозатраты, останавливаясь на самом эффективном методе.
Причины возникновения деформаций и напряжений при сварке
При сварке металлических конструкций в них возникают напряжения, которые в отличие от напряжений, вызываемых внешними рабочими нагрузками, носят название внутренних или сварочных. Сварочные напряжения и деформации подразделяются:
- временные, т. е. существующие в период осуществления сварки;
- остаточные, сохраняющиеся и после процесса сварки.
Следует также различать деформации в зоне сварных соединений и деформации сварной конструкции в целом. Деформации в сварных конструкциях являются результатом наличия внутренних напряжений, которые могут вызываться различными причинами. Любой металл при нагревании расширяется, а при охлаждении сжимается. При изменении температуры меняется структура металла, происходит перегруппировка атомов из одного типа кристаллической решетки в другой, увеличивается или уменьшается объем.
В результате литейной усадки наплавленного металла, неравномерного нагрева в процессе сварки, изменения объема металла, вызванного изменением структуры металла при сварке, возникают напряжения. Затвердевание жидкого присадочного металла в сварочной ванне и последующее охлаждение приводят к уменьшению его объема. При этом затвердевающий металл уже прочно связан с основным металлом, и усадка вызывает появление внутренних напряжений. Если нагреваемое тело встречает препятствие своему расширению, то в нем возникают напряжения, направленные на преодоление этого препятствия.
При сварке основной металл нагревается в зоне плавления до температуры более высокой, чем температура металла, окружающего сварочную ванну и удаленного от нее. Неравномерный нагрев металла, вызванный сваркой, приводит к появлению сжимающих сил в зоне металла, прилегающей ко шву, и растягивающих сил вдали от сварного шва. В результате происходит коробление сварного соединения. Кроме того, затвердевание и охлаждение металла шва приводят к его усадке и деформации свариваемого изделия. Структурные напряжения связаны с изменением размеров кристаллов и их взаимного расположения и сопровождаются изменением объема тела, вызывающим внутренние напряжения. Внутренние силы, возникающие в металле при сварке, могут быть достаточными, чтобы привести к образованию трещин в швах или рядом с ними.
Напряженное состояние, вызванное сваркой малопластичных материалов или материалов, склонных к закалке (чугуна, легированных и инструментальных сталей и др.), способствует образованию трещин в сварном шве и основном металле.
Представление о причинах возникновения тепловых сварочных деформаций и напряжений дает ознакомление с процессом нагрева и охлаждения стержня при его различном закреплении.
Если нагреть стержень до температур, вызывающих только упругое деформирование, то при его охлаждении до исходной температуры в нем не возникнет никаких напряжений и остаточных деформаций и длина его останется неизменной. Если же температура нагрева стержня превысит величину, при которой напряжения сжатия превысят предел текучести материала, то в стержне появятся пластические деформации и он начнет сжиматься. Если после этого сжатия стержень охладить до начальной температуры, то его длина окажется короче на величину пластического сжатия.
Читайте также: