Принципиальная схема трехфазной сварки
Обновлено: 18.05.2024
Дуговая электрическая сварка. Виды, устройство, схема дуговой сварки.
Под электрической дуговой сваркой понимают процесс получения неразъемных соединений металлических деталей за счет их сплавления с помощью электрической дуги. Это один из основных технологических процессов соединения деталей в машиностроении и строительной индустрии.
В процессе дуговой сварки тепловая энергия, необходимая для плавления металла, получается в результате горения дуги, возникающей между свариваемым металлом и электродом. Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Дуговая сварка представляет собой комплекс металлургических и физико-химических процессов, протекающих в металле при высоких концентрированных температурах.
При ручной сварке вместе с металлом плавится электродное покрытие (обмазка), при дуговой сварке под флюсом в автоматическом или полуавтоматическом режимах вместе с металлом плавится флюс - материал сложного состава, под слоем которого ведется сварка.
При расплавлении металл электрода переходит в сварочную ванну в виде капель. Размер капель и их количество зависят от силы тока, химического состава электрода и покрытия (флюса). При одновременном переходе капель жидкого электродного металла и шлака через дуговой промежуток между компонентами, окружающими дугу, протекают химические реакции. Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Шлаки, окружающие капли металла, состоят из оксидов SiO2, TiO2, P2O5, CaO, MnO, FeO, BaO, MgO, NiO и т. п. и солей различных веществ: CaS, MnS, CaF2 и др. Шлак, окружающий частицы металла при переходе их через дуговой промежуток, и шлаковый покров на сварочной ванне улучшают физические свойства наплавляемого металла. Имеющиеся в шлаке ионизирующиеся элементы повышают устойчивость горения дуги, что особенно важно на переменном токе.
Вещества, входящие в состав флюса, - газообразующие элементы (крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор, соединения, богатые кислородом, например Fe203, MnO, плавиковый шпат) при попадании в дугу образуют газ, защищающий сварочную ванну от воздуха.
При дуговой сварке в газовой среде защита обеспечивается наличием аргона, аргон-гелия, азота, углекислого газа, паров воды.
Возникающий при сварке капельный перенос обеспечивает доставку в сварочную ванну до 95 % всего металла плавящегося электрода. Остальные 5 % теряются в виде брызг. Процесс переноса капли металла включает в себя следующие стадии: оплавление торца электрода, отекание металла, образование капли грушевидной формы. У самого основания капли образуется тонкая шейка, имеющая высокое электрическое сопротивление. В ней плотность тока резко возрастает, перегревая шейку и удлиняя каплю, которая тут же обрывается, на мгновение замыкая накоротко цепь тока. При этом шейка взрывается, образуя большое количество пара и газов, отбрасывающих каплю в направлении сварочной ванны. Далее процесс повторяется.
При ручной сварке электрод длиной 450 мм расплавляется за 1,52 мин. Расстояние межэлектродного промежутка l при сварке должно быть больше длины капли металла, отрывающегося от электрода, и равно 4-7 мм.
В больших сварочных токах ВАХ становится жесткой. Скорость плавления электрода и свариваемого металла определяется главным образом мощностью, выделяющейся на электродах, а столб дуги выполняет технологические, а не энергетические функции. Основным показателем установок дуговой сварки является сварочный ток. Напряжение же холостого хода источника питания является условием, обеспечивающим устойчивое горение сварочной дуги.
Заметим, что напряжение зажигания дуги при переходе тока через нуль зависит от ряда факторов, но в первую очередь от силы тока. С повышением тока напряжение зажигания дуги уменьшается. Соотношение между напряжением зажигания и напряжением горения дуги для сварки открытой дугой Uз = (1,3-2,5)Uд. При сварке же на больших токах под флюсом напряжения зажигания дуги и ее горения будут одинаковыми.
Виды сварки по степени механизации.
Сварку подразделяют на ручную, полуавтоматическую и автоматическую. Отнесение процесса сварки к тому или иному виду зависит от того, каким образом выполняются зажигание и поддержание нужной длины дуги, манипуляции электродом, перемещение электрода по линии наложения шва и завершение процесса сварки. При этом технологические действия для образования шва производятся сварщиком вручную.
Ручная сварка выполняется плавящимся электродом с покрытием (рис. 1.1) или неплавящимся электродом с газовой защитой.
При полуавтоматической сварке плавящимся электродом механизирована часть операций, например подача электродной проволоки или флюса в сварочную зону, перемещение горелки по свариваемой детали и др. Остальные операции сварки выполняются сварщиком вручную.
При автоматической сварке под флюсом (рис. 1.2, а) автоматизировано большинство сварочных операций. Так, сварочная проволока 2 и гранулированный флюс 1 подаются в зону дуги, горящей в полости 3, заполненной парами металла и материалов флюса.
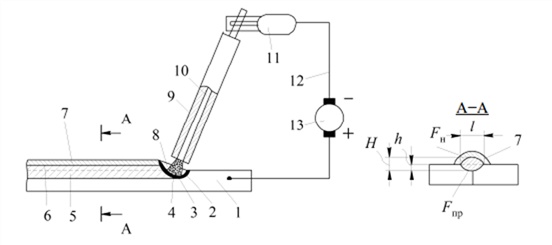
Рис. 1.1. Схема ручной дуговой сварки: 1 — основной металл; 2 — сварочная ванна; 3 — кратер; 4 — сварочная дуга; 5 — проплавленный металл Fпp; 6 — наплавленный металл Fн; 7 — шлаковая корка; 8 — жидкий шлак; 9 — покрытие электрода; 10 — стержень электрода; 11 — электрододержатель; 12 — сварочная цепь; 13 — источник питания; H — высота сварочного шва; h — глубина проплавленного металла заготовок; l — ширина сварочного шва
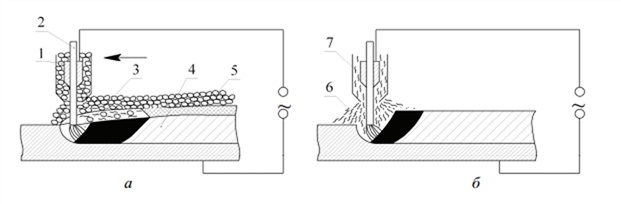
Рис. 1.2. Схема сварки под флюсом (а) и в среде защитных газов (б)
По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны и образует легко отделяющуюся от шва шлаковую корку 5, металл же сварочной ванны кристаллизуется в виде сварного шва 4. Шлак защищает металл от воздействия кислорода и азота воздуха, легирует и замедляет охлаждение металла шва, что улучшает качество наплавленного металла при высокой производительности процесса.
При автоматической сварке в защитном газе (рис. 1.2, б) возникающая между электродом и металлом дуга окружена газом 6, подаваемым под небольшим давлением из сопла 1. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Назначение газа сводится к физической защите сварочной ванны от воздействия воздуха.
Способы сварки.
Кратко рассмотрим наиболее распространенные способы сварки.
Сварка в камерах с контролируемой атмосферой применяется для соединения легкоокисляющихся металлов и их сплавов. В камере можно создать атмосферу из инертных газов - это обеспечит высокое качество сварного соединения.
Сварка трехфазной дугой применяется при ручной и механизированной сварке. Суть этого способа заключается в том, что к двум электродам, закрепленным в специальном держателе, и к свариваемому изделию подводится переменный ток от трехфазного источника питания. После возбуждения горит не одна дуга, как обычно, а одновременно три дуги: между обоими электродами и между каждым из электродов и изделием. Эта тройная дуга по отношению к свариваемому изделию является независимой и делает расплавление электродов непрерывным процессом, обеспечивая высокое качество сварного шва.
При сварке ненлавящимся электродом дуга горит между вольфрамовым электродом и изделием. При этом электрод проходит через насадку, по которой в зону сварки подается аргон. Поэтому такая сварка называется аргоновой. Диаметр вольфрамового электрода может быть 1-4 мм. Аргоновая сварка деталей толщиной 3 мм и более эффективно выполняется невольфрамовым плавящимся электродом на автоматах и полуавтоматах. Этот способ сварки более производительный, чем сварка вольфрамовым электродом, и может применяться для сварки практически всех металлов: легированных сталей, меди, никеля и их сплавов, титана, алюминия, алюминиевых и магниевых сплавов, которые свариваются даже без применения флюсов. Главным преимуществом такой сварки является то, что в процессе работы сварщик может видеть место сварки и регулировать процесс.
Сварка в углекислом газе может выполняться как неплавящимся, так и плавящимся электродом на автоматах и полуавтоматах.
1.2. Источники питания дуговой сварки
Главной особенностью сварочных источников тока является то, что они способны выдерживать во время работы многократные короткие замыкания во вторичной цепи. Это происходит при зажигании дуги касанием электродов и во время сварки, когда скорость подачи плавящегося электрода опережает скорость его плавления.
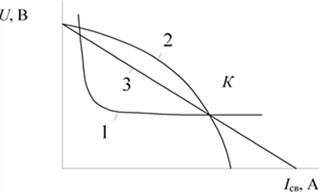
Рис. 1.3. Внешние характеристики источника питания при слабо- и крутопадающей статической характеристике дуги
Более того, из-за нелинейности ВАХ дуги, имеющей падающий, жесткий и восходящий участки, ВАХ источника питания должна иметь соответствующий вид.
При сварке в автоматическом режиме под флюсом с саморегулированием дуги, имеющей жесткую характеристику, ВАХ ИП должна быть пологопадающей для повышения саморегулирования дуги. При сварке же в среде защитных газов и при большой плотности постоянного тока в электроде ВАХ дуги возрастающая. Таким образом, внешняя характеристика ИП для еще большей активности саморегулирования должна быть жесткой или возрастающей. Источники питания должны обеспечивать возможность настройки различных режимов сварки - установление заданных значений тока и напряжения, обеспечивающих сварочный ток.
Оценкой динамических характеристик ИП служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. При этом важным является время нарастания напряжения от нуля до возбуждения дуги и время восстановления напряжения: каждый из этих параметров не должен превышать 0,03 с.
Источники питания сварочной дуги переменного тока – это сварочные трансформаторы, которые бывают одно- и трехфазными, а по количеству питаемых сварочных постов - одно- и многопостовыми.
По возможности получения падающих внешних характеристик и регулирования тока источники питания бывают двух типов: трансформаторы с нормальным магнитным рассеянием, состоящие из двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, со ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 1.4), сопротивление которого можно изменять в широких пределах, состоит из сердечника А с двумя обмотками: первичной I и вторичной II, создающей напряжение холостого хода 60-65 В. Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.
Регулятор тока - дроссель В состоит из магнитопровода (ярмо) и обмотки, расположенной на неподвижной части магнитопровода (якорь). Между ярмом и якорем делают воздушный зазор 5, изменяя который с помощью винта можно осуществлять плавное регулирование сварочного тока. При увеличении зазора 5 электрическое сопротивление (индуктивное) дросселя уменьшается, а ток в сварочной цепи увеличивается. При уменьшении же зазора 5 электрическое сопротивление дросселя увеличивается, а сварочный ток уменьшается.
Дроссельная катушка в цепи создает падающую внешнюю характеристику, благодаря этому напряжение на дуге изменяется в соответствии с колебаниями и изменениями ее длины.
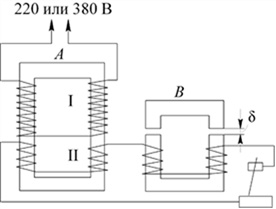
Рис. 1.4. Схема сварочного аппарата с отдельным регулятором: А - трансформатор; В - дроссель; I - первичная обмотка; II - вторичная обмотка; 8 - воздушный зазор
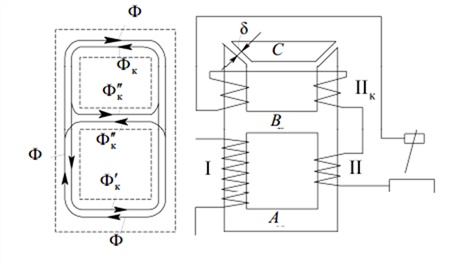
Рис. 1.5. Схема трансформатора СТН со встроенным регулятором: А - магнитопровод трансформатора; В - магнитопровод регулятора; С - ярмо; Ф - основной магнитный поток; Фк - магнитный поток регулируемого контура; Ф'к - магнитный поток первичного контура; Ф''к - магнитный поток вторичного контура
Сварочный трансформатор типа СТН со встроенным регулятором (рис. 1.5) имеет на общем магнитопроводе три обмотки: первичную I и вторичную II обмотки трансформатора и обмотку регулятора (дроссельную катушку) IIK, включенную последовательно со вторичной обмоткой.
Регулирование сварочного тока обеспечивается изменением воздушного зазора 5 между магнитопроводом и якорем С.
Главным преимуществом трансформаторов этой серии является компактность, меньший расход меди и трансформаторной стали; при изменении тока с большого значения до минимального напряжение холостого хода несколько увеличивается, что обеспечивает высокую устойчивость горения сварочной дуги.
Трансформаторы с повышенным магнитным рассеянием имеют наибольшее распространение при ручной дуговой сварке, в них регулирование сварочного тока осуществляется изменением расстояния между обмотками или подвижным магнитным шунтом. Этим способом изменяют сопротивление потока рассеяния и соответственно индуктивность трансформатора: при увеличении сопротивления шунтирующей цепи индуктивность рассеяния трансформатора снижается и соответственно сварочный ток увеличивается.
Источники питания сварочной дуги постоянного тока подразделяют на две группы: сварочные преобразователи и сварочные выпрямители. Технические характеристики некоторых сварочных источников питания приведены в табл. 1.1.
Сварочный преобразователь состоит из генератора постоянного тока и двигателя (электродвигателя или двигателя внутреннего сгорания).
Однопостовые сварочные генераторы делятся на три основные группы, в зависимости от схемы формирования падающей внешней характеристики:
1) генераторы с расщепленными полюсами и с поперечным полем, падающая внешняя характеристика которых обеспечивается путем размагничивания основного поля генератора магнитным полем реакции якоря;
2) генераторы с независимым возбуждением, падающая внешняя характеристика которых обеспечивается уменьшением основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения осуществляется от генератора - возбудителя или выпрямителя;
3) генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, падающая внешняя характеристика которых обеспечивается размагничивающим действием потоков последовательной обмотки и реакции якоря генератора.
В генераторах сварочного тока с расщепленными полюсами предусмотрен двойной способ регулировки сварочного тока: сдвигом щеток и реостатом в цепи регулируемой обмотки, что позволяет увеличить пределы изменения тока без радикального изменения напряжения холостого хода генератора. Сдвиг щеток против направления вращения якоря генератора уменьшает размагничивание потока реакции якоря и увеличивает ток короткого замыкания (сварочный ток). Сдвиг же щеток по направлению вращения якоря уменьшает ток короткого замыкания.
Централизованная схема питания сварочных постов (СП) с применением многопостовых сварочных генераторов обладает рядом преимуществ перед однопостовым вариантом: сокращаются затраты на приобретение, ремонт и обслуживание СП; уменьшается потребность в площадях; увеличивается коэффициент использования оборудования и др.
Для создания нормальной работы СП при их питании от многопостового генератора, последний должен иметь жесткую внешнюю характеристику, т. е. напряжение генератора при изменении тока не должно изменяться более чем на 5 % от номинального значения.
Самодельный сварочный аппарат: однофазный инвертор СВАРОГ в трехфазный . Ч.2.

Алгоритм работы будет таким:
1. Если воткнуть штатную вилку в 220v, то срабатывает пускатель К1 (25А на контакт), который одной парой контактов восстанавливает разрезанный нами провод идущий к переключателю ВКЛ\ВЫКЛ сварочного аппарата.
А его вторая пара контактов замкнет сделанные нами разрезы дорожек на печатной плате, которые подводят силовое напряжение к штатному однофазному полноволновому выпрямителю.
Больше ни для чего К1 не нужен. Он лишь восстанавливает исходную схему питания сварочного аппарата после перерезания двух проводов и двух дорожек. (хотя, есть еще одна функция – К1 не позволяет быть штатной вилке сварАппа под напряжением, когда он подключен к трехфазному питанию. Это очень хорошо!)
2. Пускатель К2 (10А на контакт) используется для подключения трех фазной части питания в схему аппарата. Он поменьше и подешевле, так как от него требуется замыкание всего двух проводов, которые мы пропустим через спаренные 10А-ные контактны е группы. Собственно, это все.
Сначала, я купил трехфазные розетки 3р+N+E, что означает четыре контакта фаз и нуля и пятый земля. Провод купил четырехжильный диаметром 2,5мм на жилу. Выпрямительные диоды на радиаторе я планировал разместить внутри сварАппа. Однако, в процессе работы, мне пришло в голову более изящное и безопасное решение.
Смысл сводился в том, что я размещу 3х-фазный выпрямитель в отдельном боксе непосредственно около входного щитка, и на сварочный пущу уже выпрямленное напряжение по одному проводу, по второму любую из фаз на схему запуска электроники сварАппа (без этого никак), по третьему пущу NULL, и у меня остается еще четвертый провод, по которому я приделаю от входного щитка настоящую честную ЗЕМЛЮ на корпус аппарата (она у меня во входном щитке реально есть).
Таким образом у меня получается обеспечение всех типов безопасности для пользователя и сварАппа, вилки и розетки можно поставить четырехпиновые, т.е. 3р+Е. Это я счел более удобным.

Чтобы диоды не были «день и ночь» под напряжением в щитке, ну и для удобства, конечно, я подключил их через дешевый отключатель нагрузки на 40А. Это не автомат, их хватает вместе с УЗО в основном щитке, это просто трехконтактный выключатель. Диоды подойдут «на любой вкус и цвет», у меня на помойке были Д242Б из одной партии, я их запараллелил и ввернул на радиатор от какого-то старенького компьтерного процессора.
Провода брал медные, тоже обрывки пособирал в хозяйстве, те которые потоньше складывал парой – одним концом в шуруповерт и закручиваем: выходит красивенько жесткой косичкой. Общее сечение меди достаточно 2мм2. Больше не имеет особого смысла. Очень удобно брать медь одной толстой жилой. Она сразу будет служить жестким конструктивом и грамотнее зажимается в клемниках. Да, и приготовьте паяльник ватт на 60-100, чтобы делать сборку культурно там где потребуется, мы же не китайцы.
Теперь, призываем в помощь всю нашу внимательность и делаем, как я сказал:
(для тех , кто до сих пор плавает в нашей теме и подзабыл правила саперной техники)
ШАГ 1.
Апгрейд ШАГ 1

Самодельный трехфазный сварочный аппарат: ШАГ 1
Размещаем пускатель 25А в удобном для него месте (даже не крепим его, если провода у нас будут жесткие), прикидываем на глаз на каком расстоянии лучше обрезать фазу и нейтраль в презервативе, идущие на выключатель ВКЛ\ВЫКЛ и… смело срубаем шашкой!
Образовавшиеся культи зачищаем от оплетки, красиво залуживаем и зажимаем в двух верхних на фото клемниках К1.

Подсказка – перед шагом 1, приготовьте и прикрутите подходящий проводок к катушке К1 и сразу спаяйте его с концами нейтрали и фазы идущей от фильтра ВЧ помех (это нижний на фото разрезанный кусок).
Смело зажимайте эти концы на клеммах катушки пускателя в любом
порядке. Если вы сделали шаг 1, то можно вкл ючить провод сварочника в розетку и убедиться, что он продолжает работать как и прежде, единственное, что нас сначала выводит из себя то, что при вкл ючении провода в розетку раздается щелчок пускателя. От этого поначалу вздрагиваешь, но потом привыкаешь.
Апгрейд ШАГ 2

Самодельный трехфазный сварочный аппарат: ШАГ 2
Берем в руки ножовочное полотно и аккуратно, шириной не меньше 1,5мм, поглубже в текстолит, разрезаем дорожки, которые идут к паре четверок из желтых проводов в разъемах. Здесь поближе, обратите внимание – желтый маленький кружок вокруг контакта варистора, который мы перерезали (черная черточка обозначает бывшую дорожку). А красная полоска, это перемычка, которую необходимо не забыть позже припаять! Иначе не будут гаситься переходные импульсны е всплески напряжения.
Справа, овалом обведены контакты релюшки (белая), которая с некоторой задержкой замыкается после подачи питания на сварАпп . Это, собственно и есть все контрольные точки, на которых будет обращено наше внимание в манипуляциях дальше. А дальше – мы раскладываем от К1 провода, чтобы замкнуть ее контактами разрез, сделанный нами. Не полностью откл ючая голову доверяемся нашим прямым ручкам…
Вот там мы разложили, а здесь концы припаяли. (НЕ ЗАБЫВ ПРО ПЕРЕМЫЧКУ ОТ ВАРИСТОРА! Не видно на фото ?)

Снова включаем девайс и убеждаемся в его полной работе от однофазной сети.
А сейчас, простой, но очень ответственный момент. Припаиваем к концам разрезанных дорожек (самые слева по фотке, идущие на выпрямитель) двухжильный не толстый проводок, который идет на катушку К2. Соединяем четырьмя коротенькими (оранжевые) перемычками контакты К2 попарно.

На фото, правые контакты К2 короткими проводами скручиваем и зажимаем вместе с контактами К1, идущими туда же, откуда бросили провод на катушку К2.
Провод, который в «обычной жизни» идет сначала на «белую релюшку» тот черный, на него мы посадим (в трехфазном подключении) любую нами выбранную фазу для запитывания пусковой электроники сварАппа. А провод, который идет без разрыва от ВКЛ\ВЫКЛ (толстый красный) на штатный выпрямитель через желтые повода в белых разъемах, мы спаяем с NULLевым проводом от нашей трехфазной розетки.

Внимательно смотрим на схему и с умным выражением лица тыкаем тестером в клеммы, проверяя соответствие разводки проводов схеме.
Если вы полностью убеждены что « все по схеме», то соберите\подогните аккуратненько повода с К1 и К2, уложите вовнутрь СварАппа, полюбуйтесь и еще раз убедитесь, что он до сих пор работает от одной фазы! Лениться не стоит..
Апгрейд ШАГ 3

Самодельный трехфазный сварочный аппарат: ШАГ 3
ШАГ 3. Самый интересный и захватывающий.
Я сначала сделал его прямо на операционном столе. Синий плетеный провод подрезанный рамкой кадра – спаян с плетеным желто\синим и прикручен к радиатору (плюсу) трехфазного выпрямителя (он временный). Этот силовой плюс , уходит к спаренным контактам пускателя К2 (на фотке хорошо видно). На К1 от 3-х фазной розетки идет пара фаза\ноль и силовой ноль.
ВНИМАНИЕ!
Напоминаю, что на этом ФОТО розетка с 5-ю контактами, позже, когда я вынесу выпрямитель в щиток, розетка будет четырехконтактной. (см.схему)

ИТАК, подаем три фазы на самодельный сварочный аппарат, и переключаемВКЛ/ВЫКЛ на ВКЛ! Щелкнули пускатели…. И все заработало!!
Апгрейд ШАГ 4
Втыкиваем силовые кабели, выкручиваем ..

Самодельный трехфазный сварочный аппарат: ШАГ 4
Ого! на 202А ручку тока, в сарае находим самый толстый и древний электрод. У меня таким оказалась протухшая в плесени со времен перестройки 4-ка.

Самодельный трехфазный сварочный аппарат: ШАГ 4 — Самодельная сварка
Хватаем черную железяку, в месте где она толщиной 10мм, бессовестно упираем и давим электрод… В первое мгновение он подлипает, с шипением выкипает из него вода с грибами(реально, прямо супом запахло!) и…… при полном нажиме секунды за три-четыре жжем сквозную дырку! Переживаем первую радость\гордость, и следующие пару вечеров уже вдумчиво и неспешно экспериментируем с нашей прелестью в разных позах и режимах…..
Апгрейд ШАГ 5 (Уборка и упаковка собранной схемы)
Аккуратно и окончательно укладываем провода, пускатели. Не жалея сил, подергаем в разные стороны симулируя жесткое падение сварАппа с крыши. Если никакой пускатель не цепляет контактами окружающие железочки – то все у нас надежно.

Самодельный трехфазный сварочный аппарат: ШАГ 5 Уборка и упаковка собранной схемы
Последний штрих – затягиваем где есть возможность, жгутами (у меня зеленые были, уже не помню где экспроприировал). Любуемся, и принимаемся за оформление вывода проводов для трехфазной розетки.
Выводим четыре провода примерно в центр верха самодельного трехфазного инвертора. Это провод +250v от трехфазного выпрямителя, NULL, одна любая фаза, и прикручиваем желтый с зеленой полосой провод к корпусу устройства, это он будет нашей «честной землей». Снимаем с силового кабеля небольшой кусок оплетки и обхватываем все кабеля в том месте, где они будут проходить через отверстие в крышке инвертора, ну, и обматываем изоляцией.
Ниже – фото новых четырехпиновых розеток\вилок, выкл ючателя нагрузки на 40А и уютный домик для радиатора с выпрямительными диодами от MAKEL (кстати, с поэтическим названием – «сива-остю-сигорта-кутусю»). По русски, все более прозаично – Электрощиток Накладной.
Сверлим 14-м сверлом отверстие в крышке сварАппа под вывод наших силовых поводов, прикручиваем одну из розеток, прикручиваем концы проводов и т.д. и т.п…

Самодельный трехфазный сварочный аппарат: Завершающий этап

Вот что получилось:

Самодельный трехфазный сварочный аппарат: Что получилось…

Самодельный трехфазный инвертор из Сварога
Делаем предподготовку соединения второй розетки и щитка с выпрямителем и отключателем нагрузки, тестером проверяем чтобы в розетках не было перепутывания проводов и идем прикручивать щиток на стенку.

Подготовка соединения второй розетки и щитка с выпрямителем и отключателем нагрузки

Вот что получилось в «щитовой».
Левый разъем для самодельного сварочника
Правый разъем – есть розетка 3ф+N+E – это для подключения обычных 3-х фазных девайсов. А вот левый – исключительно для нашей прелести.
На этом, собственно все. На текущий момент спалил баллон аргона балуясь с сварАппом на 3-х фазах. Работает безукоризненно.
Трехфазный сварочный аппарат на 400 Ампер

Этот сварочник был сделан ещё 4 года назад и работает до сих пор очень хорошо. А началась история по созданию с того, что нашёл большой трехфазный трансформатор 13 кВт от выпрямителя, на разборке, и смог купить его за небольшую сумму. А в наличии уже был весь мост, то есть 6 диодов на 200 ампер.

Первичная обмотка намотана с помощью плоской шины 3 х 5 мм, а вторичная – 4 х 6 мм под напряжение 110 В. Включение такого большого трансформатора в сеть было через предохранители на 25 А. Понятно что мягкий старт будет необходим. Далее размотал некоторые вторичные обмотки, а остальные разделил на две части и соединил параллельно, что дало 48 мм квадратные обмотки на каждой колоне и напряжение 28 В (на каждой из них). Подключил обмотки в звезду и присоединил к выпрямительному мосту, получив на выходе напряжение 65 В постоянного тока.

Для регулирование сварочного тока выбрал 3-фазный контроллер на первичной стороне по двум причинам: фазовый контроллер на U209B имеет плавный пуск, и уже были диоды, поэтому не пришлось покупать тиристоры для регулировки по вторичной обмотке. Купил только 3 штуки U209B и 3 BTA-41-600 – остальные детали были дома, потому что у каждого электронщика есть конечно закрома.

С помощью такой настройки плавный пуск работает очень хорошо, и ток можно регулировать, но сварка оказалась невозможна, так как во время процесса напряжение было слишком высоким, а электрод прогрелся до красного цвета. Этот трансформатор слишком жесткий, потому что вторичная обмотка намотана на первичную обмотку. Магнитный поток должен был быть как-то рассеян.

В книге по теории сварочной схемотехники читал, что можно рассеять магнитный поток включив дроссель на вторичной обмотке, на переменном токе. Намотал три по 20 витков с помощью плоской шины 4 х 6 мм на сердечники с поперечным сечением 5 х 4 см и включил их последовательно на каждом столбе. И теперь сварочный ток можно регулировать от 40 А 60 В – до 400 А 65 В. Во время сварки напряжение составляет 24-28 В в зависимости от сварочного тока. Что касается дросселей, то они были выбраны методом подбора.

Во время испытаний сварил 10 электродов один за другим, трансформатор был немного теплый, только диоды нагрелись, поэтому использовал вентилятор и термостат, который выключит сварщик, когда диоды превысят температуру 70C.

Сварочный аппарат очень легко зажигает дугу, не гаснет, не распыляет, слышно при работе только характерное шипение. Можно сваривать тонкими электродами, например, 2 мм. Во время прожига отверстий измеритель токовый показывал до 600 А.
Схема сварочника на 3 фазы
Схема была нарисована от руки, просто нет программы для рисования принципиальных схем. Если надо немного подробнее – смотрите в статье про СА на 250 Ампер.
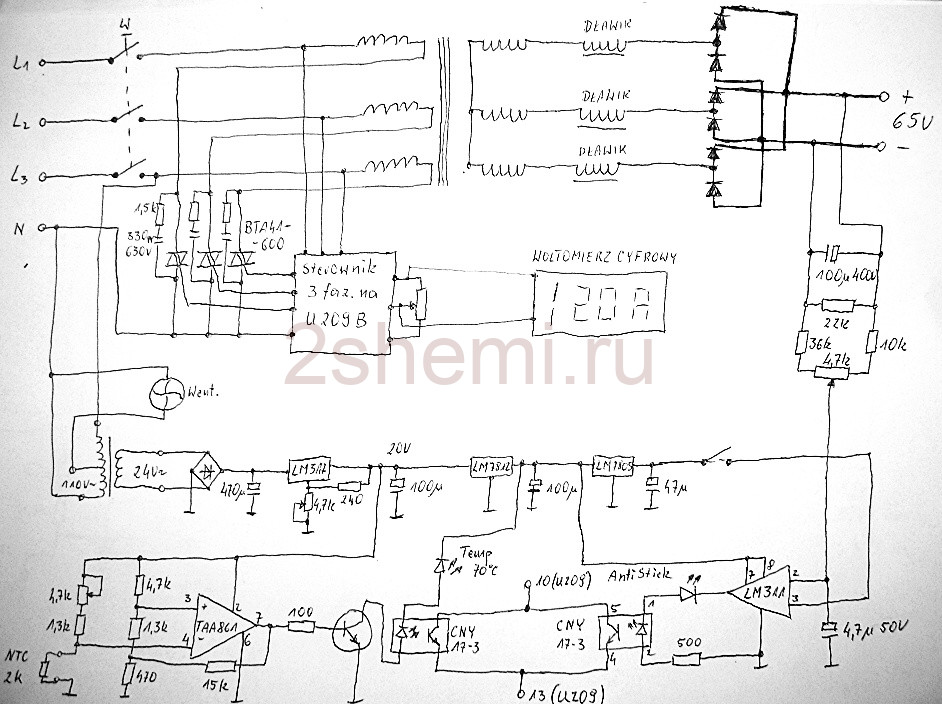
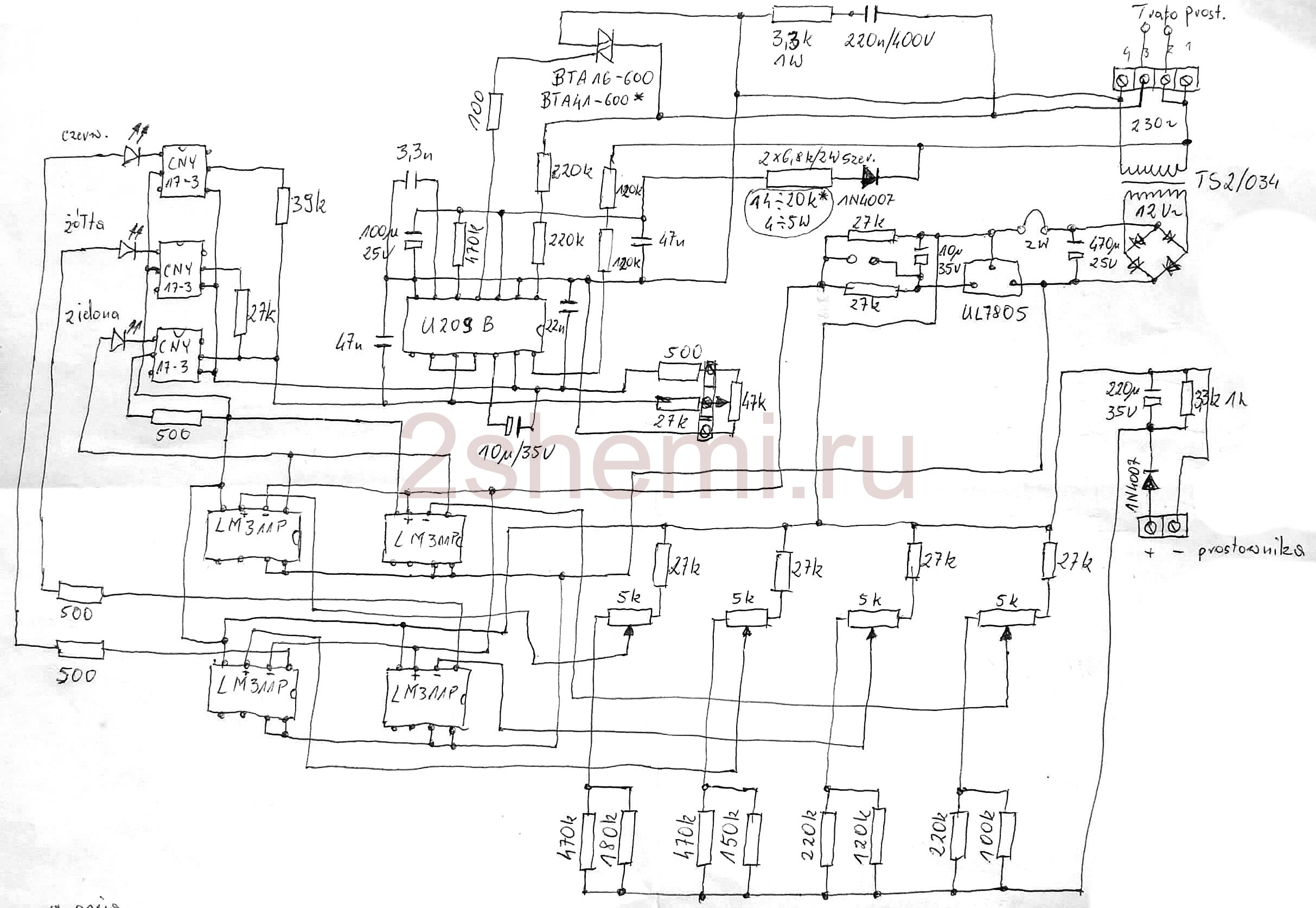
А это принципиальная схема драйвера выпрямителя:
Сварочный аппарат на холостом ходу потребляет 1 А на фазу, а при сварке электродом 3,2 мм примерно 10 А на фазу.

Из того что вы видите понятно, что СА вышел довольно тяжелый – более 100 кг, но использую его только в гараже. Для работы вне гаража и в полевых условиях есть сварочный инвертор (тоже самодельный), и качество сварки у них примерно сопоставимо.
Дуговая сварка. Виды, типы, устройства и схемы дуговой сварки.
Электрическая сварка, при которой нагрев осуществляется под действием электрической дуги, называется электродуговой или дуговой сваркой. Электрическая дуга представляет электрический разряд в газах, возникающий между электродами при определенных условиях. При возникновении электрической дуги газы, занимающие пространство между электродами ионизируются. Температура электрической дуги может достигать 7000оС, при этом электрическая дуга выделяет большое количество световой энергии. Электрическая дуга используется как для сварки, так и для резки металлов. Электродуговая сварка выполняется на переменном и постоянном токе. В процессе сварки свариваемые металлы нагреваются до температуры плавления, а при остывании расплава получается прочное соединение. Электрическая сварка делится на ручную и автоматическую. Сварка электрической дугой производится на открытом воздухе, под флюсом в парах металла и флюса и в защитных газах (аргон, гелий). При сварке и резке металлов применяются угольные и металлические электроды. Электроды делят на плавящиеся и неплавящиеся. Плавящиеся электроды представляют собой металлические стержни с покрытием, прутки, проволоку, пластины. Неплавящиеся электроды выполняют в виде вольфрамовых и углеродистых стержней для контактной сварки.
Сварочные установки могут быть стационарными и передвижными. Стационарная установка представляет собой сварочный пост, укомплектованный источником питания, оборудованием и приспособлениями для сварки. Передвижные сварочные установки должны быть удобными для их перемещения. Как правило, их размещают на тележках в виде агрегатов.
В качестве источника электрической дуги могут применяться сварочные трансформаторы на переменном токе, сварочные выпрямители и сварочные генераторы на постоянном токе. Устойчивость сварочной дуги переменного тока по сравнению с дугой постоянного тока снижается в связи с переходом переменного тока через нуль с частотой 50 Гц.
Электрическая дуга зажигается при напряжении 60–70 В и устойчиво горит при напряжении 20–30 В. Сварочный ток зависит от толщины или диаметра свариваемых деталей и находится в пределах 10–400 А.
Сварочные трансформаторы. В строительном производстве для ручной сварки на переменном токе широко применяют однофазные трансформаторы. Они допускают возможность регулирования сварочного тока изменением реактивного сопротивления сварочной цепи. Это сопротивление можно изменять регулированием воздушного зазора в магнитопроводе дросселя и изменением потока рассеяния. Сварочные трансформаторы работают в повторнократковременном режиме, который характеризуется продолжительностью включения ПВ. Трансформаторы используются как в закрытых помещениях, так и на открытом воздухе.
Сварочные трансформаторы имеют две обмотки (рис. 4.1) – первичную w1, включаемую в электрическую сеть с напряжением 380 или 220 В, и вторичную w2, которая соединяется со сварочной цепью. Обмотки расположены на магнитопроводе 1. Для более устойчивого горения сварочной дуги последовательно со вторичной обмоткой трансформатора w2включается дроссель – реактивная катушка wд с большим индуктивным сопротивлением, расположенная на магнитопроводе 2 с воздушным зазором (рис. 4.1, а). Воздушный зазор создается подвижным стальным пакетом 3. Регулирование тока осуществляется изменением зазора d. Благодаря этому изменяется индуктивное сопротивление сварочной цепи. При уменьшении зазора d сопротивление уменьшается, а ток увеличивается. При увеличении зазора – ток уменьшается.
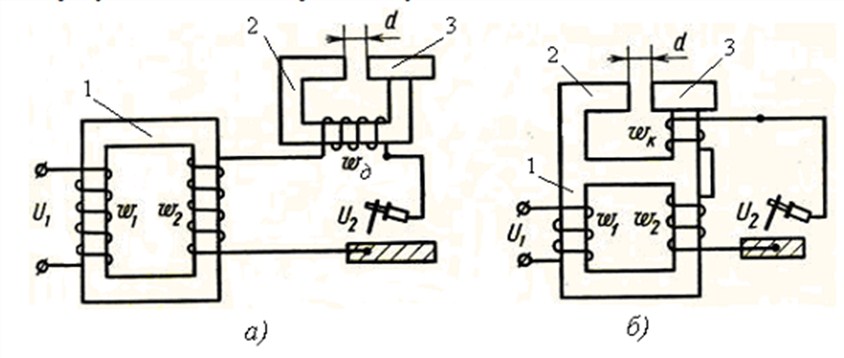
Рис. 4.1. Сварочные трансформаторы: а – с отдельно включаемым дросселем; б – с встроенным дросселем: 1 – магнитопровод; 2 – магнитопровод с зазором; 3 – подвижная часть магнитопровода
Более компактными являются трансформаторы, в которых дроссель встраивается в один корпус с первичной w1 и вторичной w2 обмотками (рис. 4.1, б). В них регулирование сварочного тока также осуществляется изменением воздушного зазора магнитопровода. В цепь сварочного тока последовательно со вторичной обмоткой включается компенсационная обмотка wк. Более совершенными являются сварочные трансформаторы с магнитным рассеянием (рис. 4.2).
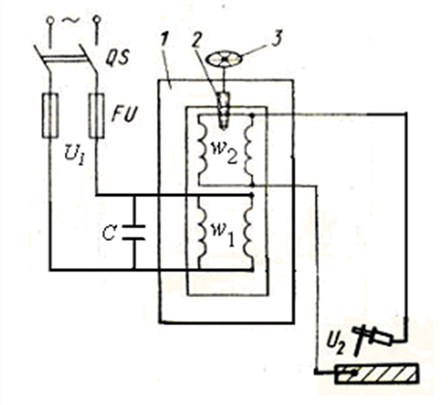
Рис. 4.2. Сварочный трансформатор с магнитным рассеянием:
1 – магнитопровод; 2 – регулирующий винт; 3 – рукоятка; Q– выключатель; FU – предохранитель; С – конденсатор; w1 – первичная обмотка; w2 – вторичная обмотка
В таких трансформаторах часть магнитного потока замыкается не только через магнитопровод 1, но и по воздуху. Сварочный ток регулируется перемещением вторичной обмотки w2относительно первичной w1. Перемещение осуществляется с помощью винта 2 и рукоятки 3. При сближении катушек магнитное рассеяние и индуктивное сопротивление уменьшаются, а сварочный ток увеличивается. При удалении катушек друг от друга сварочный ток уменьшается. Обмотки, как правило, изготавливаются из алюминиевого провода. Многие конструкции сварочных трансформаторов допускают параллельное и последовательное соединение катушек первичной и вторичной обмоток. Параллельное соединение катушек соответствует основному режиму работы. При последовательном соединении диапазон сварочных токов уменьшается.
При ручной сварке от сварочных трансформаторов применяются плавящиеся металлические электроды с покрытием. При нагреве электрод расплавляется и образует прочный сварной шов.
Однофазные сварочные трансформаторы применяются и для автоматической дуговой сварки под флюсом. Трансформаторы изготавливаются в однокорпусном исполнении с общей магнитной цепью трансформатора и регулятора-дросселя. Перемещение ярма дросселя осуществляется трехфазным асинхронным электродвигателем, управляемым дистанционно.
Трехфазные сварочные трансформаторы. Сварка трехфазной дугой повышает качество сварки, производительность сварки, экономится электроэнергия, снижается потребление реактивной мощности из сети, равномернее распределяется нагрузка между фазами. На рис. 4.3 показана схема трехфазного сварочного трансформатора. Трансформатор Т снабжен дросселем – регулятором сварочного тока. Дроссель имеет три обмотки, расположенных на разных стержнях магнитопровода 1 и 2. Две обмотки регулятора 3 и 4 расположены на одном стержне и включаются последовательно с электродами 7, обмотка 5 – на втором стержне и подключается к свариваемой конструкции 6. Регулирование тока осуществляется двумя путями – посредством изменения воздушного зазора перемещением подвижной части сердечника 1 и регулированием тока по фазе перемещением обмотки 5 относительно обмоток 3 и 4.
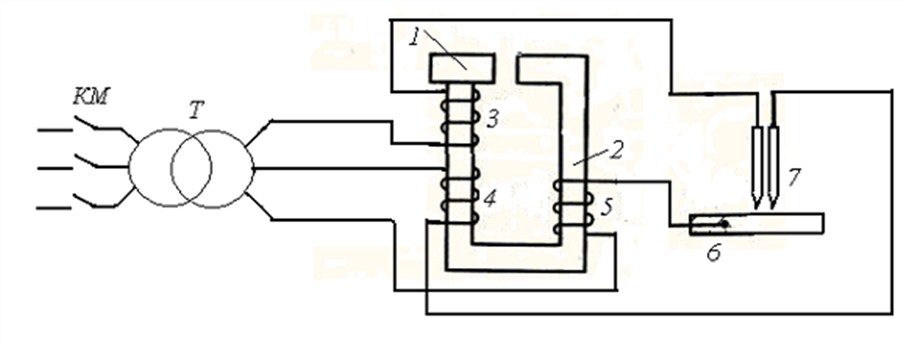
Рис. 4.3. Электрическая схема трехфазного сварочного трансформатора с регулятором сварочного тока: 1 – подвижная часть магнитопровода; 2 – магнитопровод; 3, 4, 5 – обмотки дросселя; 6 – свариваемая деталь; 7 – электроды; Т – трансформатор; КМ – контактор
При трехфазной сварке одновременно горят три дуги: две – между каждым из электродов 7и свариваемым изделием 6 и одна – между двумя электродами 7. При прекращении горения дуги автоматически отключается магнитный контактор КМ, который своими контактами отключает сварочный трансформатор Т от сети, снижая потребление реактивной мощности на холостом ходу. Для трехфазной сварки нужны спаренные электроды с общим покрытием.
Сварочные генераторы постоянного тока. С целью повышения качества сварного шва применяются сварочные генераторы постоянного тока. Сварочным генератором постоянного тока может быть укомплектован стационарный сварочный пост или передвижной сварочный агрегат. Сварочный генератор постоянного тока соединяется с приводным двигателем с помощью муфты или клиноременной передачи. В качестве двигателей могут применяться асинхронные электродвигатели, двигатели внутреннего сгорания.
На рис. 4.4 показаны конструктивная схема коллекторного сварочного генератора постоянного тока и схемы его возбуждения.
Сварочный генератор (рис. 4.4, а) состоит из неподвижного статора 1.
На статоре закреплены главные полюса 7 с намагничивающими обмотками 2. Внутри статора расположен цилиндрический ротор 4, набранный из стальных пластин. В пазах ротора укладывается обмотка 6, концы которой соединены с пластинами коллектора 3. Ротор приводится во вращение от приводного двигателя. Вращающийся ротор с обмоткой называют якорем. По обмотке подмагничивания протекает постоянный ток, создавая магнитный поток Фн. При вращении якоря в обмотке 6 наводится ЭДС. Сварочный ток снимается с коллектора щетками 5. На дополнительных полюсах 8 размещается последовательная обмотка wр, по которой идет ток нагрузки. На холостом ходу действует только намагничивающая обмотка. В генераторе с независимым возбуждением намагничивающая обмотка питается от постороннего источника (рис. 4.4, б). В генераторе с самовозбуждением она получает питание от обмотки якоря. Поскольку обмотка включена параллельно якорю, то она называется обмоткой параллельного возбуждения (рис. 4.4, в). Последовательная обмотка создает размагничивающий поток Фр, направленный против основного потока Фн, только в рабочем режиме.
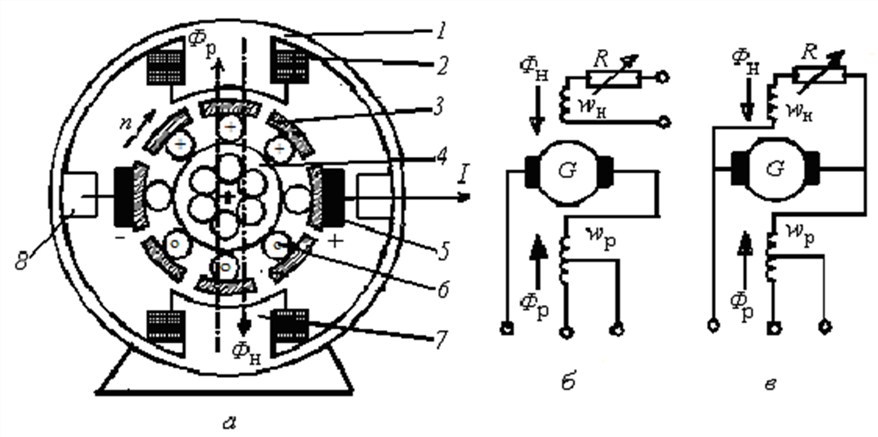
Рис. 4.4. Сварочный генератор постоянного тока: а – конструктивная схема; б – схема независимого возбуждения; в – схема параллельного возбуждения: 1 – статор; 2 – намагничивающая обмотка; 3 – коллекторная пластина; 4 – ротор; 5 – щетка; 6 – обмотка якоря; 7 – главный полюс; 8 – дополнительный полюс; Фн – намагничивающий поток; Фр – размагничивающий поток; wн – обмотка возбуждения намагничивающая; wр – обмотка размагничивающая
Регулирование сварочного тока осуществляется путем перемещения щеток по коллектору и реостатом R в цепи намагничивающей обмотки. Напряжение на выходе генератора поддерживается постоянным.
На рис. 4.5 приведена схема вентильного сварочного генератора. Он представляет собой комбинацию генератора переменного тока и выпрямительного блока.
Три рабочие обмотки ОЯ расположены на статоре со сдвигом на 120°, поэтому на выходе генератора получается трехфазное переменное напряжение. Это напряжение подается к выпрямительному блоку VD, собранному по трехфазной мостовой схеме.
Обмотка возбуждения ОВ генератора питается через выпрямители VD1 – VD3 от фазных обмоток переменного тока генератора. Плавное регулирование сварочного тока выполняют реостатом R в цепи обмотки возбуждения.
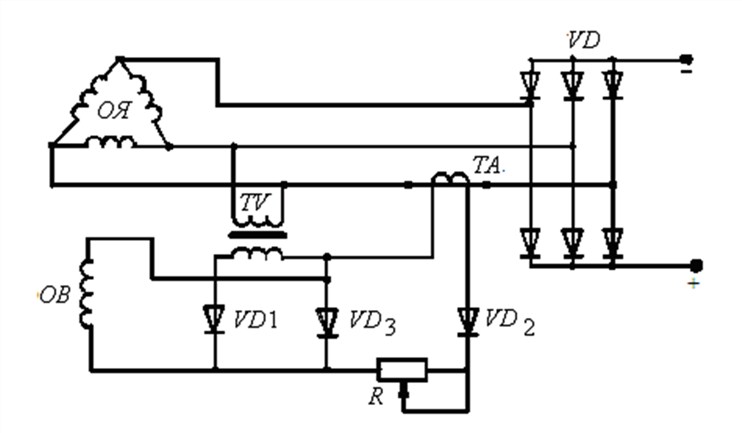
Рис. 4.5. Принципиальная электрическая схема вентильного сварочного генератора: ОЯ – обмотки якоря; ОВ – обмотка возбуждения; TV – трансформатор напряжения; TA – трансформатор тока; VD – выпрямительный блок; VD1 – VD3 – фазные выпрямители; R – реостат возбуждения
У вентильного генератора в отличие от коллекторного генератора нет скользящих контактов, поэтому он имеет более высокую надежность.
Сварочные выпрямители. Широкое применение получают сварочные выпрямители. На рис. 4.6 приведена схема сварочного выпрямителя.
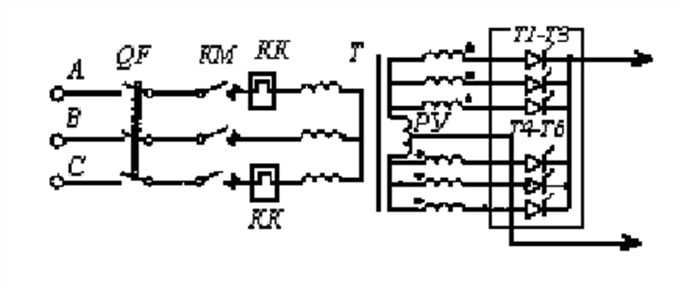
Рис. 4.6. Схема сварочного выпрямителя: QF– автоматический выключатель; КМ – контактор; КК – тепловое реле; Т – трансформатор; Т1-Т3, Т4-Т6 – тиристорный блок
Однопостовой сварочный выпрямитель типа ВДУ-504 обеспечивает разнообразные сварочные операции. Сварочный выпрямитель содержит трансформатор Т и тиристорный блок Т1-Т3, Т4-Т6. Тиристоры собираются по шестифазной схеме с уравнительным реактором РУ. Сварочный выпрямитель ВДУ-504 имеет номинальный сварочный ток 500 А при ПВном = 60%. Выпрямитель подключается к сети напряжением 380 В. Первичные обмотки трансформатора можно соединять в звезду или треугольник. Защита выпрямителя от КЗ осуществляется автоматическим выключателем QF. Включение выпрямителя в сеть осуществляется контактором КM с тепловой защитой KK от перегрузки.
Для охлаждения тиристоров служит вентилятор с приводным асинхронным двигателем.
Сварочный выпрямитель имеет импульсно-фазовое управление тиристорами, которое обеспечивает регулирование тока при сварке.
Сварочные установки ручной электросварки используются как на строительных площадках, полигонах, в мастерских предприятий строительного производства и цехах предприятий по производству и ремонту строительной техники.
Сварочные преобразователи. При автоматической и полуавтоматической дуговой электросварке в качестве источника питания применяется сварочный преобразователь. Сварочный преобразователь может быть однопостовым и многопостовым. Сварочный преобразователь имеет генератор постоянного тока со смешанным возбуждением. Обмотка параллельного возбуждения создает основной магнитный поток. Обмотка последовательного возбуждения создает магнитный поток одинакового направления с основным потоком. Это обеспечивает поддержание постоянного напряжения на зажимах генератора независимо от изменения нагрузки.
Установки автоматической и полуавтоматической сварки комплектуются автоматическими головками для сварки под флюсом. С их помощью производится сварка металлов электрической дугой под флюсом (под слоем сыпучих веществ специального химического состава). Применяются также головки для бездуговой электрошлаковой сварки. В этом случае сварка происходит за счет тепла, выделяющегося в расплавленном флюсе при прохождении через него сварочного тока. Автоматические головки осуществляют возбуждение дуги в начале сварки, подачу проволоки в зону сварки по мере ее плавления и перемещение дуги вдоль шва.
Описание подключения сварочного аппарата 380В
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.

Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.

В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Последовательность подключения агрегата
Общая схема подсоединения выполняется в следующей последовательности:

Схема электрических преобразований тока для сварки в инверторе
- Провести необходимые расчёты и убедиться, что подключение оборудования для сварочных работ к сети здания допустимо.
- Проверить автоматы и состояние пробок, убедиться в отсутствии «жучков».
- Выставить значение рабочего напряжения, необходимого для проведения конкретных работ в зависимости от сложности, объёма и вида металла. Настройка регулирует положение сердечника трансформатора.
- Перевести переключатель аппарата в положение 220 В или 380 В.
- При возможности подсоединения на 220 В вставить вилку в розетку.
- Для подключения сварочного аппарата в сеть 380В два питающих конца подаются на «фазу», третий – на «ноль». Рекомендуется использовать промышленную розетку и соответствующую вилку.
Преимущества и недостатки
Все трехфазное оборудование для сварки относится к категории профессиональных устройств. Многие из них способны производить сварку в непрерывном режиме, то есть ПВ равно 100%. На строительстве трехфазные трансформаторные и выпрямительные сварочные аппараты до сих пор не имеют альтернатив.
Они не боятся пыли, грязи, работают при низких температурах, что противопоказано инверторам. Однофазные приборы трансформаторного типа тоже могут работать в таких же условиях, но у них мощность меньше и пульсации тока больше.
Соответственно, они не могут сравниться с трехфазными устройствами по качеству сварки, диаметру электродов и толщине свариваемого металла.
Использование трехфазного тока в инверторах, тоже имеет свои преимущества. Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Схема прибора отличается незначительно. Используется тот же широтно-импульсный модулятор. Преобразование высокого в пониженное напряжение происходит на частоте порядка 40-100 кГц.
Единственный недостаток этих устройств заключается в том, что не всегда и не везде можно подключиться к трехфазному источнику питания на 380 В, и цена у них значительно выше, чем у однофазных аппаратов.
Особенности работы трехфазного сварочного аппарата

Виды трехфазных устройств
Преимущества и недостатки
Популярные модели
Сварочный инвертор полуавтомат 380 В – это наиболее распространенный прибор среди профессиональных аппаратов. В отличие от трансформаторных приборов они имеют небольшие габариты и массу.
Сварочный полуавтомат TESLA MIG 350 чешского производства хорошо зарекомендовал себя при работе в тяжелых условиях. При нестабильном или пониженном питающем напряжении обеспечивает стабильную сварочную дугу, работает от напряжения 380 В, а максимальный сварочный ток составляет 350 А.
Механизм подачи сварочной проволоки аппарата имеет два ролика, потребляемая мощность составляет 11,9 кВт. Запас мощности позволяет использовать длинные кабели до 20 м. Байонетные штекеры обеспечивают надежное и быстрое подключение горелки к аппарату. Производитель дает на оборудование трехгодичную гарантию.
Еще один пример профессионального трехфазного инвертора – это Сварог ARCTIC ARC 315 (R14). Он работает в жестких условиях, позволяет варить в интенсивном ручном режиме, выполнять наплавку. Благодаря использованию новейшей инверторной технологии аппарат может работать при температурах до -30 ⁰С. Имеется функция «горячий старт».
Раздельный монтаж силовых транзисторов повышает ремонтопригодность аппарата. При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
Трехфазный инверторный сварочный аппарат «Ресанта САИ-315 380В» имеет примерно те же характеристики, что и «Сварог», но меньше дополнительных функций. Он более прост, поэтому дешевле и весит всего 10 кг.
Правила подключения сварочного аппарата
Чтобы правильно пользоваться сваркой, следует выполнять все требования и рекомендации по включению сварочного аппарата:
- Первое, что необходимо сделать, это проверить частоту и напряжение. Данные указываются производителем на корпусе оборудования. Они должны совпадать с показателями сети. Само подключение может выполняться одним из нескольких способов: использование двух фаз, одной фазы и нейтрали, использование отдельно заземления.
- Если модель сварочного оборудования позволяет, нужно сразу выбрать необходимое напряжение для питающей сети. Переключатель фиксируется в выбранном положении. Важно определить, с какой сетью будет осуществляться работа, в противном случае аппарат выйдет из строя.
- Для подключения надо использовать штепсельную вилку, характеристики которой соответствуют всем нормативам. Вилки без труда можно приобрести как отдельно, так и вместе с удлиняющими кабелями, что значительно облегчает подключение. Для вилки должен иметься в наличии наконечник с заземлением, через него и будет осуществляться подключение. Обычная розетка уже не подходит, надо использовать специальный плавкий предохранитель, допускается применять и автопереключатель, чтобы сделать подключение простым и безопасным.
- Включение сварочного аппарата осуществляется за счет обратного кабеля «земля», который крепится к клеммам в необходимой рабочей точке. При этом расстояние от будущего шва должно быть минимальным по возможности. Кабель-держатель надо фиксировать к специальному фрагменту корпуса, используя надежный зажим.
- Перед тем как начинать включение к сети, необходимо повторно проверить, чтобы все штепсели и кабели были подключены надежно и прочно. Если наблюдается плохой контакт, это может стать причиной остановки оборудования, возникновения опасной ситуации.
Перед тем как начинать работать, требуется приготовить перчатки, специальную сварочную маску с защитой для глаз. Это обязательное условие, так как во время сварки образуется высокотемпературная дуга. Она может сильно повредить глаза, если не обеспечить их защиту.
Подключение

В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
Но, иногда, особенно в условиях строительства, когда нет соответствующих розеток, концы кабеля через болтовое соединение подключаются к фазам дизельного генератора или трансформаторной подстанции.
При выборе оборудования для сварки в условиях домашней мастерской и наличии на участке трехфазного электроснабжения стоит остановиться на трехфазном сварочном аппарате. При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
Тогда он даст практически неограниченные возможности в сварочном деле. Так как они предусмотрены для профессионалов, то имеют много дополнительных функций и настроек.
По мере приобретения навыков можно осваивать новые возможности устройства, что, несомненно, окажется очень полезным для хозяина. В отличие от однофазного аппарата он не будет просаживать напряжение во время работы, распределяя нагрузку по всем фазам, и соответственно не будет жалоб от соседей.
Выполнение подключения оборудования для сварочных работ
Принципиальная электрическая схема соединения первичных обмоток сварочного аппарата на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана).
По своей сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Понятно, что эта дуга возникает между электродом и металлом. А сам аппарат для сварки выступает как преобразователь. Для определения допустимой мощности оборудования для типа электрической проводки в помещении, нужно умножить значение напряжения в сети на максимальное значение тока, которое указано на автомате вводного щитка агрегата для такого рода работ. Для подключения самого агрегата на 380 В к нему надо правильно подключать выходящие контакты.
Важно установить заземление во избежание поражения электрическим током при выполнении сварочных работ.
Схема подключения оборудования для сварочных работ, который используется в быту будет следующей:
- Определить необходимую мощность устройства для выполнения сварки в соответствии с тем, что будет подвергаться сварке.
- Используя ручку регулятора тока, отрегулировать положение сердечника трансформатора. Этими действиями уменьшается или увеличивается сила тока.
- При необходимости установите переключатель на корпусе агрегата в положение 380 В
- Два питающих конца подсоедините к «фазе», а третий конец — к «нулю».
Запомните: толстые концы определяют выход, а тонкие — вход.
Чтобы правильно и безопасно использовать сварочный аппарат, необходимо обеспечить его подключение согласно всем особенностям обращения с этим оборудованием. Важно правильно выполнить подключение сварочного аппарата.
Внимание надо обращать на любые мелочи, включая выбор питающего кабеля для устройства. Для работы со сварочным аппаратом необходимо иметь опыт, так как оборудование это потенциально опасное, начинать работу без опыта и защиты нельзя.
Нюансы подключения и выбора

Перед тем как подключать сварочный агрегат на 380 В, нужно учесть ряд особенностей. Трехфазные сварочники бывают с четырьмя, а иногда и с пятью штырьками. Обратите на это внимание покупая питающий кабель для сварочного аппарата.
В случаях когда на производстве отсутствуют розетки необходимого напряжения, или работы проводятся на выезде, нужно заранее продумать способ подключения трехфазного аппарата к генератору или подстанции.
Подбирая промышленный трехфазный сварочный аппарат стоит выбрать универсальное оборудование, которое работает в разных режимах, как РДС и ММА (или МИГ/МАГ).
Используя такие аппараты можно проводить сварочные работы любой сложности, будь то в среде защитного газа, или применяя только электроды.
Если в домашних условиях сварки есть возможность подключить к сети 380 вольт, советуем обзавестись трехфазным сварочным аппаратом.
Потому что он не вызывает перенапряжения и отключения электричества равномерно распределяя нагрузку на сеть, и работая намного стабильнее однофазных.
Читайте также: