Припой для сварки силумина
Обновлено: 18.05.2024
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
В случае, когда осуществляется сварка на обратной полярности (электрод подсоединяется к плюсу, а заготовленная деталь к минусу), от атомов аргона будут отсоединяться электроды. Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток. Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать.
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка. То варить такой материал нельзя.
Склейка или сварка силумина?
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.

И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть. Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина. ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.
Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия. Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.
Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу. Удачи. P.S. Совсем забыл про «холодную сварку».
Как произвести сварку силумина
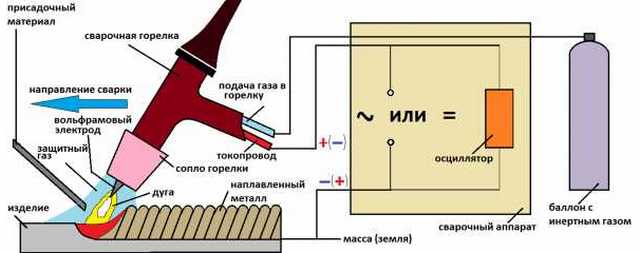
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.
Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Достоинства и недостатки аргонодуговой сварки силумина
Данная технология отличается рядом достоинств, среди которых выделяются:
- во-первых, такой способ является практически единственной возможностью соединить силуминовые заготовки,
- во-вторых, при короткой дуге сварочный процесс не займет много времени,
- аргон зарекомендовал себя как надежный защитный элемент, поэтому при соблюдении всех правил сварки, в конечном итоге вы получите прочное соединение,
- сварочный процесс каждый может осуществить в домашних условиях, здесь большую роль сыграет опыт.
Несмотря на большое количество плюсов, есть у такого способа и некоторые недостатки:
- сварку силумина аргоном не рекомендуется проводить на улице, т.к. ветер будет сдувать из зоны сварки защитный газ, поэтому сварочные работы лучше производить в закрытых помещениях,
- для сварки с аргоном нужно обзавестись всем необходимым оборудованием,
- могут возникнуть сложности с настройкой режима сварки,
- в случае применения сварочного трансформатора с большим током, важно дополнительно охладить силуминовые детали.
Холодная сварка для алюминия
Алюминий — химический элемент, входящий в группу лёгких металлов. Один из самых востребованных металлов в истории человечества, использующийся в промышленных масштабах с 1855 года. За этот немалый срок стало ясно, что кроме своих достоинств он является ещё и одним из самых трудносвариваемых металлов. Наиболее подходящим для алюминия методом является холодная сварка, поскольку, например, диффузионная сварка при работе с чистым алюминием полностью исключается.
Холодная сварка: общие сведения
Холодной сваркой называют способ соединения металлов при помощи высокого давления. Данная методика не нуждается в нагревании металла, а соединение обеспечивается пластической деформацией и возникает вследствие образования новых связей у атомов обеих заготовок. Ни источники нагревания, как в дуговой сварке, ни вакуумирование рабочей среды, как в дифузионной сварке не требуются. Весь процесс совершается в обычном помещении.
Метод холодной сварки делится на три вида:
- Стыковая сварка.
- Шовное соединение.
- Точечное соединение.
Стыковая сварка выполняется после фиксации алюминиевых заготовок в специальных губках. К ним прилагают усилия, направленные по оси изделия, что в конечном итоге деформируют края заготовок, виднеющиеся из зажимов. Сварка осуществляется с помощью специальных роликов, которыми сжимают заготовки. Если используется лишь один ролик, такой метод называется односторонним. Сварка с двумя роликами, соответственно, — двусторонний метод.
В некоторых случаях также применяют направляющие втулки и высокопрочные пуансоны, однако такой способ имеет ряд недостатков:
- удалять облой с металла затруднительно;
- деталь, находящаяся во втулке, частично деформируются;
- деталь с трудом извлекается из тисков после соединения;
- способ не подходит для соединения длинных деталей.
Следует помнить, что использование одностороннего или двустороннего деформирования несколько ухудшает прочность изделия.
Шовный метод подразумевает формирование точек, соприкасающихся друг с другом и сливающихся в непрерывный шов. Применяется чаще всего в той ситуации, когда на изделии отсутствует отбортовка. Сплошной прямой шов недопустим для алюминиевых изделий, поскольку он сводит на нет его работоспособность: заготовки попросту перегибаются по шву.
И наконец, точечная сварка: применяется как с фиксацией деталей, так и без неё. Точечное соединение алюминиевых шин (прямоугольных полос) производится на установке УГХС-5. Выводы обмоток армируют накладками из меди на установке МХСА-50. Для сварки корпуса конденсатора с крышкой используется полуавтомат МХСА-4 с производительностью до 750 штук в час.
Марки и разновидности алюминиевых сплавов
Температура плавления чистого технического алюминия составляет 658 °C (и 660 °C для алюминия высокой чистоты). Одновременно плюсом и недостатком этого металла выступает образующаяся на его поверхности очень прочная оксидная плёнка. С одной стороны, она отлично защищает вещество от коррозии, с другой — затрудняет пайку, ухудшая надёжность электрического контакта. Плёнка поддаётся лишь при нагревании её до температуры в 2060 градусов.
Характеристики чистого алюминия регламентируются ГОСТом 11069-64. В производстве применяется как чистый металл, так и в виде сплавов с марганцем, магнием, медью и кремнием. Так, например, сплав марки АЛ2 включает в себя 4-5% меди, АЛ7 — 10-13% кремния, а АЛ8 — 9,5-11,5% магния.
Любой сплав, содержащий кремний, называется силумином. Наибольшее распространение они получили при изготовлении сантехнических деталей и оборудования. Сплавы, включающие в свой состав магний и медь, называются дюралюминами или дюралюминием. Особую популярность они заслужили в авиации.
Чистый алюминий и силумины свариваются хорошо, чего нельзя сказать о дюралюминах — их швы после сварки начинают трескаться, а прочность деталей не позволяет использовать их в конструкциях, от которых зависят жизни людей. Поэтому детали из дюралюминия обычно соединяются заклёпками.
Наиболее популярным способом сварки алюминия является аргонная (а в последнее время и гелиевая) сварка — использование плавящихся или неплавящихся электродов под воздействием аргона или гелия. Соединение выполняются установками УДГ-300 и УДГ-500 с помощью вольфрамовых электродов диаметром до 6 мм.
При сварке деталей плавящимися электродами применяется присадочная проволока (диаметром от 1,5 до 2,5 мм) из алюминия. Больше всего для этих целей подходят электроды ОЗАНА-1 и ОЗАНА-2. Основное условие для их длительного хранения — наличие плотной упаковки и отсутствие какой-либо влаги. Для достижения наивысшего качества толщина деталей при контактной сварке не должна превышать 7 мм, а соединение должно проводиться в тщательно вычищенном от пыли помещении при температуре воздуха от 18 до 22 °C. Идеальный результат без коробления деталей обеспечивает лазерная сварка.
В последнее время популярностью пользуется такой вид холодной сварки, как использование специальных составов, продающихся в тюбиках или в виде своеобразных «колбасок». Необходимо лишь отрезать кусок нужного размера, как следует размять его в руках, и получившаяся эластичная субстанция готова к использованию. Ею можно заделать трещину или даже небольшую дыру в металлическом изделии. Зачастую такой способ применяется для починки алюминиевых радиаторов.
Технология сварки алюминия
Одна из методик холодной сварки алюминия называется сваркой сдвигом. Она осуществляется сдавливанием заготовок с тангенциальным смещением. Это необходимо для грубого физического стирания оксидной плёнки, благодаря чему появляются своего рода мостики соединений. Этот способ завоевал популярность при соединении проводки в домах, троллейбусных проводов, оболочек кабелей, подставок и каркасов различной бытовой техники, корпусов радиоприборов. Следует помнить, что сварка сдвигом нуждается в идеальной чистоте поверхностей заготовок: любые инородные тела ослабляют шов.
Хорошее качество сварки этим методом гарантируется, если обеспечить осадочное давление таким способом, чтобы излишки металла могли беспрепятственно выталкиваться в обе стороны от места сварки. Только так заготовки правильно смещаются по отношению друг к другу.
На листовом алюминии можно выполнить следующие виды швов:
- сплошной шов любой требуемой длины;
- круговой шов;
- прямой шов.
Перед началом сварки необходимо провести тщательную очистку поверхностей. Обычно для этого используют стальные вращающиеся щётки. Алюминий подходит для сварки с различными металлами: так, в лабораторных условиях был успешным опыт соединения алюминия со сталью. Предполагают, что холодной сварке светит большое будущее: несмотря на то, что уже существуют и разрабатываются установки для сварки с помощью токов высокой частоты, эти приборы отличаются крайне высокой ценой и невысоким КПД.
Существуют способы сварки и пайки при помощи индуктированных токов.
Сварка алюминиевых изделий постоянным током осуществляется по следующей схеме:
- два стержня погружают в щелочной раствор;
- к ним подводят источник постоянного тока:
- дожидаются, пока минусовой стержень сильно разогреется;
- вынимают стержни и выполняют осадку (деформацию свариваемых частей путём их сдавливания).
Данный способ применяется в лабораториях или при единичной необходимости сварки, но не используется в крупной промышленности.
Поскольку холодная сварка исключает внешнее нагревание деталей, она позволяет:
- проводить работы в непосредственной близости к горючим материалам;
- стыковать провода в изоляции;
- устранять пробоины в изделиях, которые нельзя нагревать;
- осуществлять сварку стали с алюминием.
Кроме того отходы металла уменьшаются более чем в 10 раз по cравнению с электродуговой сваркой. Оборудование, применяющееся при холодной сварке алюминия, точно так же подходят и для других пластичных металлов или сплавов: например, титана с медью. Ещё одно преимущество этого метода заключается в том, что он редко требует приобретения сварочных флюсов.
Шовная сварка обеспечивает создание герметичного шва любой длины, но подходит лишь для листового металла.
Точечная сварка предназначена для соединения листовых заготовок толщиной до 15 мм. Максимальный диаметр прутьев или проволоки — 30 мм. Также возможна сварка точечным методом труб или каркасов.
Как бы то ни было, холодная сварка возможна лишь в стационарных условиях и со специальным оборудованием, которое часто состоит из механизмов для сжатия деталей, механизма осадки и гидропривода.
Холодная сварка алюминиевых сплавов (или чистого металла) для бытового использования, как уже упоминалось выше, может осуществляться с помощью специальных веществ, в состав которых входят серные добавки, эпоксидные смолы и наполнители. После непродолжительного разогревания такой субстанции (достаточно разминания в руках), полимерный состав приобретает свойство склеивать. Затем массу можно наносить на место будущего соединения.
Такие вещества годятся для мелкого (и чаще всего временного) ремонта труб и другой сантехники, радиаторов, топливных баков и подобных металлических ёмкостей, бытовых приборов, окон. После того, как субстанция схватится, масса поддаётся обработке и способна принять необходимую форму. Полностью схватывание завершается, в зависимости от состава вещества, в срок от 1 до 8 часов. Затем алюминий можно покрасить.
Сравнение самых популярных марок холодной сварки
На рынке существуют десятки различных марок холодной сварки, наиболее известные из которых:
Как варить силумин в домашних условиях

Сварка металла
Сварка силумина имеет некоторые технологические особенности, т.к. этот сплав алюминия с кремнием быстро окисляется при нагреве. Это затрудняет процесс соединения элементов, отличающихся сложной формой.
.jpg)
Свариваемость сплава и возможные проблемы
Силумин прочен и устойчив к коррозии и хорошо поддается литью, штамповке и ковке. Однако сплав отличается высокой окислительной активностью, что затрудняет процесс сварки.
Удобнее работать с силуминовыми сплавами литейных марок, которые включают 5-22% кремния, но даже в этом случае требуются большие затраты ресурсов. Если в состав сплава входит много цинка, деталь варить нельзя, т.к. под действием температуры этот компонент выгорает, делая кромку ломкой.
При обработке силумина чаще используют инертные газы. Аргон, который тяжелее воздуха, оседает на обрабатываемой поверхности облаком. Таким образом, на открытом воздухе провести обработку этой области крайне сложно. Кроме того, в ряде случаев возможно плавление электродов.
Для сварки этого сплава применяют далеко не все припои, т.к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
Однако при использовании флюса, отличающегося высокой активностью, и при тщательной обработке места шва используют припой на основе оловянно-свинцовой смеси. Полученный в этом случае шов отличается низкой устойчивостью к окислительным процессам, поэтому требует дополнительного покрытия лакокрасочным материалом.

Лучше всего для пайки и сварки алюминиевых элементов подходят припои на основе:
Расходные материалы часто включают сразу несколько компонентов в разных соотношениях. Лучшим являются припой 34А, содержащий около 6% кремния, 28% меди и 66% алюминия, а также ЦОП-40 с 40% цинка и около 60% олова.
Плюсы и минусы
Часто сварка и пайка силумина проводятся с использованием аргона. Этот метод имеет ряд преимуществ и недостатков.
К положительным сторонам такой обработки можно отнести:
- высокую прочность соединения;
- вытеснение кислорода со сварочной области;
- исключение деформации кромок;
- снижение затрат времени на формирование шва;
- исключение быстрого окисления материала.
Считается, что технология сварки силумина с применением аргона проста, поэтому более доступна новичкам.
Однако у этого способа имеется и ряд недостатков. Такая сварка невозможна на открытом воздухе, т.к. ветер мешает распределению инертного газа по рабочей поверхности. Кроме того, выполнять обработку можно только специальным оборудованием. Нередко возникают сложности с настройкой сварочных аппаратов. Если для обработки силумина используется трансформатор, дающий высокую силу тока, поверхности потребуется периодически охлаждать.
Предъявляемые требования
Для защиты силумина требуется создание прочной окисной пленки. Ее формирование усложняет процесс работы. Если обрабатываемая деталь не будет находиться под большой нагрузкой, сварку допустимо выполнять при постоянном токе, отличающемся обратной полярностью, с применением электрода. Кроме того, обработка таких изделий может быть выполнена прямым током и с применением неплавящегося вольфрамового или угольного электрода.
Особые требования предъявляются к нагреву деталей для проплавления. Для этого можно использовать газовую горелку. Если толщина материала менее 10 мм, нагревание проводится до 250-300°C. Если заготовка толще, производится нагрев до 400°C.
.jpg)
Есть требования и к силе тока: его регулируют до начала сварки. Желательно провести тестирование на силумине схожей толщины. Сварочная работа должна проводиться непрерывно 1 электродом, т.к. формирующаяся при остывании пленка включает в себя шлаки, которые препятствуют повторному розжигу дуги. Таким нужно постараться сразу же заварить всю необходимую поверхность, т.к. преждевременное прекращение работы ухудшит качество шва.
Только массивные заготовки могут быть сварены в 2 прохода. Сначала разогреваются края, а затем ведется шов. При этом присадка держится в левой руке и перемещается позади электрода. Его необходимо помещать на расстоянии 7-10 мм. Нельзя допускать плавления припоя каплями, т.к. это приведет к разбрызгиванию силумина и отсутствию формирования шва.
Пайка силумина
Пайка силумина имеет свои особенности.
Чтобы спаять элементы из этого сплава, нужно придерживаться некоторых правил:
- Сначала тщательно зачистить обрабатываемые поверхности, обеззаразить их.
- Зафиксировать детали в нужном положении.
- После этого проверить работу инструментов.
- Газовой грелкой прогреть обрабатываемую область.
- Прикасаться к разогретому месту припоем с включением активного флюса.
Если для работы используется бесфлюсовый припой, крайне важно для разрушения оксидной пленки дополнительно нанести флюс.
Описание возможных способов сварки
Существует 2 главных метода сварки элементов из силумина. В первом случае соединение проводится аргонодуговым способом, а во втором используются плавкие электроды. Каждый вариант имеет свои особенности.
В аргоновой среде
Аргоновая сварка в большинстве случаев позволяет получить лучший результат. Однако этот способ соединения требует использования специального оборудования, например сварочного инвертора, рассчитанного на 220В или 380В.
Сила тока должна регулироваться в зависимости от толщины деталей. Кроме того, при работе задерживается осциллятор, который необходим для регуляции напряжения, поступающего на электрод при создании дуги. В процессе работы потребуются также баллон с газом и сварочное оборудование, присадочный пруток, горелка, расходные материалы.

Сварка силумина с аргоном требует использования обратной полярности. Таким образом, к электроду подводится плюсовой контакт. Это необходимо для ионизации инертного газа, повышения его электропроводности.
Инертный газ начинает подводиться к рабочей области только после розжига. Шов при этом охлаждается в защитной зоне не менее 10 секунд. В этом случае обеспечивается качественное схватывание верхнего слоя.
Припой необходимо вести со средней скоростью перед горелкой. Электрод не следует приближать к поверхности на расстояние менее 2,5 мм. Движения прутка и горелки должны совпадать. Необходимо, чтобы диаметр присадочной проволоки был меньше, чем диаметр электрода.
С использованием плавящихся электродов
Для сварки плавящимся электродом со стержнем из силумина можно проводить выпрямитель или трансформатор. Перед работой поверхность требуется нагреть до 150°C, саму область стыка прогреть до 300°C. В этом случае шва не будет, т.к. произойдет сплав поверхностей. Образовавшийся шлак нужно зачистить.
Как подготовить силуминовую поверхность
Поверхность из силумина требует специальной подготовки перед сваркой и пайкой:
- Провести тщательную зачистку рабочей зоны для устранения оксидной пайки. Лучше всего использовать для этого металлическую щетку или наждачную бумагу.
- Обеззаразить поверхность, используя бензин, ацетон или другой растворитель.
Настройки аппаратов для сварки
Настройка зависит от типа сварочного оборудования, которое будет использоваться для сварки силумина.
Лучше всего после подготовки всех аппаратов провести тестирование на отдельном куске материала и при необходимости выполнить подстройку.
Возможности холодной сварки
Детали, которые не будут подвергаться сильным нагрузкам, можно соединять холодной сваркой.
Для этого применяют специальные клеевые составы:
- «Холодная сварка».
- PERMATEX Cold Weld.
- Abro Steel.
- Cosmopur 819.
- Mastix.
- Cosmopur 819.
- Abro Steel.
Каждый из этих материалов имеет особенности использования. Они указываются производителем на упаковке. Необходимо точно следовать представленным рекомендациям.
Что необходимо помнить
Крайне важно тщательно подготавливать поверхности к обработке. При сварке нельзя касаться электродом имеющихся заготовок. Подавать газ следует через 15 минут после розжига. После завершения работы не рекомендуется сразу же прекращать подачу газа: это обеспечит постепенное остывание поверхности.
Можно ли варить дома
В случае крайней необходимости сварку изделий из силумина можно проводить в домашних условиях. Однако необходимо соблюдать технику безопасности: надевать защитную одежду, перчатки и очки. Помещение должно проветриваться, но при этом не должно быть сквозняка. Кроме того, для проведения работ нужно иметь необходимые навыки. Новичкам не следует выполнять сварку дома.
Как заварить силумин в домашних условиях? Доступные способы сварки и пайки
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.

Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Сварка плавящимся электродом
Второй способ соединения деталей при помощи плавящего электрода. Подготовка деталей осуществляется по такому же принципу, что и в предыдущем способе.

В этом случае используют электроды, покрытые щелочной оболочкой, с силуминовой сердцевиной. Качество такой сварки значительно ниже, чем аргоном.
Процесс происходит так:
- Свариваемую зону прогревают горелкой или паяльной лампой до температуры 250-300 градусов.
- Электроды тоже подвергаются нагреванию до температуры 150 градусов.
- Во время сваривания деталей на шве от электрода появляется шлак, его необходимо полностью счищать.
Смотрите видео, соединение алюминия электродом:
Чем спаять?
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
Заключение
Сварка силумина – процесс трудоемкий, требующий навыков и умений в этом деле. Правильно выполнить процесс поможет изучение свойств, технологий, принципов работы с ним. А также разобраться в вопросе, чем варить силумин в зависимости от проблемы.
Выполнив все эти условия, отремонтировать детали из силумина сможет даже начинающий мастер.
Как спаять силумин в домашних условиях

И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.

Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.

Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).

Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.

«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».

Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.

Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.

Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Основные преимущества силумина
- Износоустойчивый материал.
- Не боится коррозии.
- Высокопрочный металл.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
Преимущества технологии
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Читайте также: