Присадка для сварки латуни
Обновлено: 19.05.2024
Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов. Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения. Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.

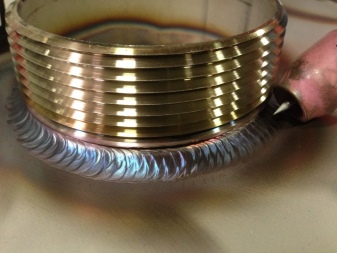
Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
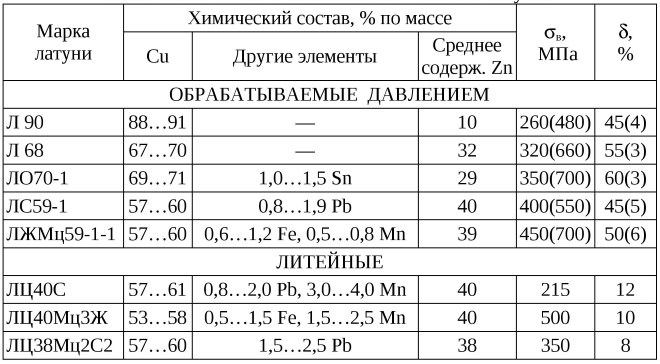
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.
Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.

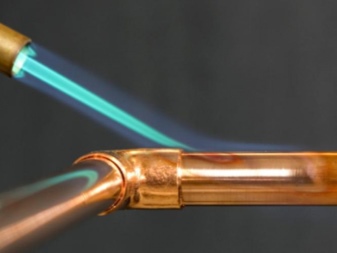
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
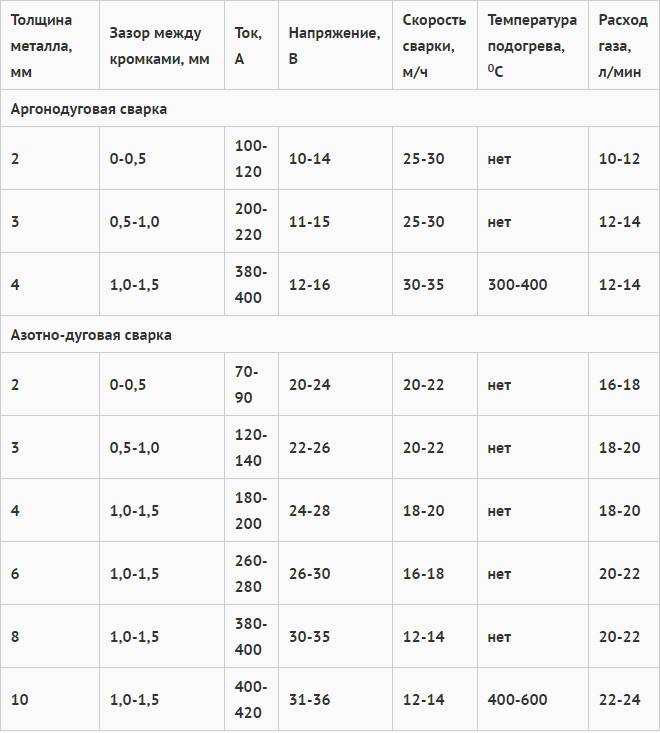
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
Как варить латунь в аргоновой среде

Сварка аргоном
Латунь является сплавом меди, содержащим цинк. Последний отличается более низкой температурой плавления и создает проблемы при соединении деталей: быстро начинает испаряться и взаимодействовать с кислородом. Сварка латуни аргоном – оптимальный метод создания металлоконструкций, снижающий вероятность появления дефектов шва.
Сварочные характеристики латуни
Решив заниматься сваркой деталей из этого сплава в домашних условиях, мастер должен ознакомиться со свойствами материала.
К особенностям латуни относятся:
- Вспомогательный металл (доля цинка у некоторых разновидностей сплава достигает 40%) при нагреве до 980 °С начинает кипеть и выгорать (температура плавления меди составляет 1080 °С, цинка – 420 °С). В области сварочной ванны собираются токсичные пары. Детали покрываются светлым налетом, мешающим нагреву.
- Расплав вступает в реакцию с водородом. В шве появляются пустоты и трещины. Соединение приобретает низкую прочность.
- Для получения качественного шва края защищают от перегрева. Для этого используют шлаковую или флюсовую обработку. Кроме того, локализуют водород, чтобы он не контактировал с расплавом. Для этого усиливают приток кислорода или насыщают рабочую зону инертным газом, замедляющим окисление.
Выбор присадки и электродов
Для аргоновой сварки латуни используют 2 типа стержней и присадочной проволоки:
- Угольные (графитовые). Они поддерживают устойчивую дугу, необходимую за закрытия зазора между соединяемыми элементами. Присадочный материал при сварке тонкостенных элементов не используют. Для соединения толстых заготовок применяют многокомпонентную проволоку из меди и цинка, покрытую бурой или иным флюсом.
- Латунные с концентрацией цинка до 40%. В состав электрода включают алюминий, марганец и другие легирующие добавки. Во время сварки такие стержни формируют наплавочный материал. Их используют в сочетании с проволокой КМЦ 3-1 или ЛК 80-3. Стержни этой марки содержат борный шлак, марганец, концентрат титана.
При выборе электродов учитывают химические и физические свойства деталей.
Перед сваркой стержни прогревают при температуре 200 °С в течение получаса.

Преимущества аргонодуговой сварки
К положительным сторонам рассматриваемого метода относятся:
- Отсутствие необходимости чрезмерного нагрева стыков. Это препятствует закипанию и выгоранию цинка, из-за которых деформируется шов.
- Инертность аргона. Он отличается от воздуха большей плотностью. Поэтому при своевременном начале подачи газа цинк не будет вступать в реакцию с кислородом.
- Высокая мощность дуги. Она обеспечивает достаточную скорость работы. Полученный шов отличается высоким качеством.
Несмотря на множество тонкостей, сварочный процесс не вызывает затруднений. Обучиться ему может и начинающий сварщик.
Как подготовить латунь
При выборе любого способа сварка деталей требует тщательной подготовки.
При работе с латунными элементами выполняют следующие действия:
- Очищают кромки от плотного оксидного налета. Для этого используют новые металлические щетки, не оставляющие на поверхностях частиц стали. На этапе заключительной обработки понадобится шлифовальная машина или наждачная бумага. Некоторые сварщики используют напильник.
- Разделывают заготовки. При толщине детали 1,5-6 мм этот этап пропускают. Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
- Сопоставляют детали. При толщине более 1,5 мм зазор между деталями должен составлять 2 мм. Если уменьшить этот параметр, края будут нагреваться неравномерно, в шве появятся трещины. Для утолщения диффузного слоя расстояние между элементами увеличивают. От правильности установки зависит качество работ.

Технология сварки в газовой среде
После фиксации деталей в правильном положении приступают к основному этапу.
При выполнении работ учитывают следующие технологические особенности:
- Электрод размещают как можно ближе к поверхности свариваемых деталей. Слишком длинная дуга формирует непрочный шов, короткая помогает поддерживать оптимальную температуру в сварочной ванне.
- Электрод равномерно ведут вдоль линии соединения. Отсутствие разнонаправленных движений делает шов более эстетичным. Мастер должен обладать навыками, помогающими проваривать металл на нужную глубину.
- Присадочная проволока и электрод должны постоянно находиться в аргоновом облаке. Расходный материал подают с равномерной скоростью.
- Правильно выбирают угол подачи проволоки. Она должна размещаться перед горелкой.
- Газ подают непрерывно, начинают процесс за 10-15 секунд до появления дуги, заканчивают через 7-10 секунд после ее исчезновения.
- Электрод ведут вдоль шва медленно. При повышении скорости работы возрастает вероятность непровара. Необязательно проходить дважды при соединении тонких деталей.
- Кратер заваривают, постепенно снижая мощность дуги. Этот параметр регулируют реостатом.

Меры предосторожности
При использовании аргонодуговой технологии сварки сплава меди и цинка соблюдают следующие требования безопасности:
- Правильно организуют сварочный пост. Нельзя вести работы возле горючих материалов и жидкостей. На рабочем месте не должны присутствовать посторонние предметы, способные мешать при сварке.
- Обеспечивают постоянное проветривание рабочей зоны. При необходимости устанавливают систему принудительного отведения продуктов горения. Перед началом сварки убеждаются в работоспособности оборудования.
- Регулярно проходят инструктаж по технике безопасности. При работе на производственных площадках сдают соответствующие экзамены.
- При электросварке отказываются от использования редукторов и переходников для подключения нескольких аппаратов.
- Используют средства индивидуальной защиты. Пары цинка ядовиты, предотвратить их попадание в дыхательные пути помогает респиратор. Обязательным условием является ношение сварочной маски.

Инструкция для домашних условий
В быту изделия из латуни можно сварить с помощью паяльной лампы. В качестве флюса, защищающего сварочную ванну от воздействия кислорода, используют недорогой борат натрия.
Нередко для пайки латуни готовят медно-серебряные припои. При использовании электродугового оборудования работу желательно вести в хорошо проветриваемом гараже или на улице.
При этом особенно тщательно подбирают средства индивидуальной защиты. Нельзя применять самодельные маски и брезентовые рукавицы. Перед началом работы тренируются на ненужных латунных деталях.
.jpg)
Другие варианты сварки
Для соединения латунных деталей могут использоваться и такие способы:
- Электродуговая сварка. Процесс ведется под постоянным током обратной полярности. Сварочная дуга имеет минимальную длину, что замедляет выгорание цинка. Перед началом работы детали нагревают до 300 °С. После завершения процесса требуется проковка стыка. Температуру заготовок снижают постепенно, принудительное охлаждение недопустимо.
- Газовая сварка. Помогает сформировать качественный прочный шов. Недостатком считают быстрое испарение цинка. Использование окислительного пламени горелки решает эту проблему. Оно должно содержать больше кислорода, чем водорода. Под влиянием такой смеси на поверхности появляется пленка, не пропускающая воздух.
Металлоконструкции, не испытывающие высоких нагрузок, можно заваривать любым способом.
Четыре способа сварки латуни
Латунью называют сплавы, основой которых является цинк и медь. Процент содержания этих основных металлов в каждом конкретном сплаве может различаться. Например, цинка может быть от 20 до 60%. Кроме того, в сплав могут быть добавлены в небольших количествах и другие элементы.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Подготовка
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Электродуговая

Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
В домашних условиях

Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты.
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.
Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
Сварка латуни: особенности и виды технологий
Сварка латуни необходима довольно часто. Выполнить эту работу как следует могут далеко не все люди. Но знание особенностей и видов технологий позволяет хотя бы проконтролировать получаемый результат.

Особенности сварочных работ
Ключевая специфика сварки латуни связана с ее химическим составом. Это сплав таких известных металлов, как медь и цинк. Когда материал нагревают, цинк начинает улетучиваться. Освободившийся объем заполняют различных размеров и форм поры. Но это только половина проблемы.
Куда хуже то, что цинк крайне токсичен для человека. Потому приходится принимать специальные меры, чтобы избежать отравления. Очень важную роль играет строгое соблюдение технологии.
В целом варят латунь примерно по той же схеме, что и простую медь. Если слой металла не превышает 1 см, заблаговременный прогрев его не потребуется.

Сварить латунь можно даже в домашних условиях, но для этого придется провести тщательную подготовку. Толстые конструкционные изделия обязательно надо прогревать в том месте, где будут заниматься сваркой. Этот прием улучшает качество шва и обеспечивает повышенную надежность соединения. Если толщина листов велика, необходимости в отбортовке нет. Однако между составными частями должна сохраняться дистанция не более 2 мм.
Если применяют подкладку, придется делать зазор несколько больше. Особенно прочные конструкции отрабатывают путем двухсторонней сварки. Неверная оценка отдельных параметров приведет к серьезнейшим проблемам. Потому толстые конструкции должны варить только подготовленные профессионалы со стажем.
Описание технологий сварки
Методика сваривания латуни почти не зависит от конкретного варианта выполнения работ. Действовать в любом случае придется максимально быстро. Если варить металл медленнее чем по 0,15 м за минуту, качество быстро упадет. Это выражается в ускоренном улетучивании цинка и активном развитии пористости. Вертикальные элементы из латуни варят строго снизу вверх.
Точки стыка по мере надобности дополнительно разогревают. Потолочная сварка категорически исключена.
Склонность латуни закипать и вытекать сильно вредит при проведении сварочных работ.
Подбор технологии определяется:
- персональными пожеланиями;
- толщиной листа;
- предполагаемыми характеристиками готовой конструкции.


Электродуговая
Предпочтительным вариантом сварки латуни электродуговым способом будет использование электрода из латунной же проволоки. Важно: в ней должно присутствовать как минимум 40% цинка (по массе). Дополнительно должны содержаться алюминий, свинец, марганец, железо. По электродам непрерывно движется электрический ток прямой полярности. Предпочтительна работа «короткой» дугой из нижнего положения.
Дугу поддерживают при силе тока 250 А. Такой параметр оптимален для электродов длиной 5 мм. Подобное соотношение гарантирует скорость проходки швов как минимум 0,3 м за минуту. Когда главная технологическая операция завершена, шов требуется дополнительно подвергнуть проковке и разогреву на 600-650 градусов. Это позволит значительно улучшить характеристики готового изделия.
В некоторых случаях для работы используют буру. Подобная защитная смесь может существенно облегчить выполнение даже самых сложных работ, в том числе очень сложное соединение различных «капризных» металлов. Разогретая бура плавится и образует соли. Позднее они кристаллизуются на поверхности. Убрать остатки такого слоя не слишком сложно.
Аргоновая
Изготовление сварных латунных швов в аргонной среде считается наиболее качественным вариантом. Востребовано это решение и для работы с другими медными сплавами. Тут возможно применение как плавких, так и не подверженных плавлению электродов. Неплавкие детали применяют преимущественно из вольфрама. Отличным присадочным материалом для таких манипуляций считается бронзовый пруток БрКМц-3-1.
Для работы с очень сложными сплавами рекомендуется применять присадки того же состава, что и само изделие.
Варить латунь и бронзу в среде аргона требуется строго в один слой. Но делать нужно не цельный шов, а отдельные последовательные участки. Большое внимание надо уделять точности и аккуратности выполнения работы. При неосторожных манипуляциях велика вероятность прожечь материал.
Частично компенсировать эту опасность помогает использование длинной дуги. Силу тока на свариваемых участках понижают плавно. Более безопасно варить аргоном латунь толщиной свыше 5 мм. Для более тонких конструкций подобный метод непрактичен. Порой правильнее вернуться к традиционной электродуговой методике.

Газовая
Обработка латуни и бронзы в обычной газовой среде вполне возможна, но работать тогда придется максимально быстро и четко. Средняя рациональная скорость — 0,25 м за минуту. Поперечные колебания совершать нельзя. Горелка должна идти под углом 90 градусов к поверхности на всем протяжении шва. Присадочную проволоку надо держать под углом 30 градусов по отношению к обвариваемым кромкам.
Кроме обзора методов, необходимо учесть еще несколько более частных тонкостей. В некоторых случаях используют медно-фосфорный припой. Его повышенная текучесть гарантирует установление превосходных связей на межмолекулярном уровне. Дополнительно поддерживается проникновение в самые мелкие трещины и другие дефекты. Готовый шов очень устойчив к коррозии и прочен механически.


В ряде случаев возникает необходимость сварки латуни и стали. Для нее берут:
- ацетилен-кислородную или пропан-кислородную горелку;
- прутки серии Л69;
- буру.
Латунью лудят стальные компоненты. Потом берут ту же горелку, ту же присадку и приваривают необходимые стальные детали со специальным слоем.
Опасаться насыщения стали углеродом в значительных размерах не стоит. Проблема решается использованием нейтральной или слегка окисленной (по продуктам) реакции горения.
Рекомендована аргонодуговая сварка с присадкой, богатой цинком и марганцем.
Довольно многие люди прибегают к сварке латуни методом TIG. Рекомендуется не DC, а AC режим, потому что он позволяет получить весьма чистый шов. Однако надо учитывать, что выгорание цинка затрудняет розжиг дуги. Впрочем, лучший вариант — все равно использование газовой сварки. Многие отзывы опытных сварщиков говорят, что варить латунь способом TIG весьма мучительно.
Рекомендации
Когда нужно заделать трещину в латунной конструкции при помощи электросварки, применяют либо графитированные, либо имеющие толстое покрытие электроды. Первый вариант позволяет варить нетолстые изделия даже без помощи присадочной проволоки. Иногда используют угольные электроды. Процедура работы с ними не отличается от аналогичной сварки меди; припоем становится латунная проволока.
Чтобы качественнее сварить латунь электродуговым способом, нужно:
- за один проход сваривать не более 3 мм металла;
- предварительно подогревать толстые конструкции до 200-300 градусов;
- прорабатывать тонкостенные материалы в один проход.


Тонкостенные элементы, а также трубы можно соединять главным образом газопламенной сваркой. В пламени должен быть переизбыток кислорода, который компенсирует уход большого количества цинка.
Флюс готовят, используя прокаленную буру с вхождением борной кислоты. Смесь изначально суха; перед самым применением ее разводят водой до нужной концентрации. Пастообразный состав придется наносить мягкой кисточкой на нужное место.
Готовясь к сварке латуни в среде аргона, необходимо очень тщательно подготовить соответствующие места. Убрать окислы поможет травление слабой азотной или соляной кислотой. Важно: между воздействием кислоты и самой сваркой должно проходить как можно меньше времени.
При работе в помещении очень важна качественная вентиляция. Но даже она не освобождает от использования защитных очков и респираторов.
О том, как выполняется сварка латуни, смотрите далее.
Как провести сварку латуни аргоном?
Сварка – процесс, подразумевающий задействование высоких температур для образования шва с целью соединения двух и более элементов. Одна из проблем, которая может возникнуть при проведении подобной процедуры с цветными металлами, это их деформация под воздействием повышенных температур. Дополнительной проблемой при сварке латунных элементов является входящий в состав материала Zn. Он начинает испаряться, когда температура нагрева достигает +420 ºC. В процессе обработки происходит выделением ядовитой составляющей – окиси металла. Стоит подробнее рассмотреть, как провести сварку латуни аргоном или другим электродом.


Особенности
Латунь немного напоминает бронзу. Теплопроводность медного материала в 6 раз больше, если сравнивать с показателями железа. Поэтому методика проведения сварки в этом случае имеет заметные отличия, если сравнивать ее со сваркой элементов из железа или стали. Изделия из латуни или бронзы применяют преимущественно в качестве декоративных элементов.
При использовании аргонодуговой или другой технологии сварочных работ важно получить гладкий шов и обеспечить долговечность соединения.


У всех сплавов с медью имеются общие черты, а также ряд уникальных свойств, которые отличают материалы друг от друга. Особенность латуни – содержание цинка, который усложняет процесс сварки. При выполнении задачи возникают следующие трудности.
- Повышение температуры приводит к окислению цинка. Процесс осуществляется за счет поглощения расплавленным металлом газов. Это приводит к образованию водородных пузырьков, которые возникают в сварном шве.
- В случае перегрева на поверхности обрабатываемого материала образуются трещины или поры.
- Цинк выгорает быстрее других элементов состава из-за низкого показателя точки кипения. Следует учитывать этот момент и предпринимать необходимые меры для снижения количества окислов цинка.
Как подготовиться?
В работе с латунью используют электродуговую, газопламенную или аргоновую виды сварок. Однако вне зависимости от выбранного метода предварительно изделие требуется подготовить. Чтобы сварка прошла успешно, потребуется обработать края изделий посредством выреза сварочных кромок. Дополнительно будущее место шва необходимо отполировать до получения блестящей поверхности.
Делается это с помощью плотной наждачной бумаги или заточенного напильника.


Зачастую на поверхности латунных изделий образуются окислы. Они способны ухудшить качество сварки в несколько раз. Поэтому от окислов во время подготовки необходимо избавляться. Сделать это помогут концентрированные растворы азотной или соляной кислоты. Стоит отметить, что чистка поверхности должна проводиться перед основными работами.
Технология сварки
Методика проведения процедуры не зависит от выбранного метода проведения процедуры. Выделяют несколько ключевых правил, требований и рекомендаций, способствующих успешному выполнению поставленной задачи.
- При проведении сварки рекомендуется следить за скоростью процедуры. Она должна быть не менее 15 см шва за 1 минуту. Чем меньше скорость, тем выше риск образования пор в шве. Кроме того, длительный процесс сварки способствует чрезмерному испарению цинка, что негативно сказывается на здоровье окружающих и качестве материала.
- Вертикальная сварка должна проводиться снизу вверх. Если требуется, стоит дополнительно прогреть место стыковки материалов.
- Потолочную сварку в случае соединения латунных элементов проводить запрещено. Объясняется это требование высокими свойствами текучести металла.
Тип сварки определяется индивидуальными пожеланиями того, кто будет заниматься проведением процесса. Также при выборе технологии следует обращать внимание на толщину свариваемого листа и характеристики, которых хочется добиться от готового изделия. Преимущественно используют следующие методики:
- аргоновую;
- электродуговую;
- газопламенную.



Аргоновая считается наиболее эффективной, если сравнивать ее с остальными. Посредством использования данной методики удается организовать быстрое соединение латунных элементов.
Применяют подобную технологию в основном для заваривания элементов толщиной до 5 мм. Газ, используемый в процессе, защищает шов от повреждений и деформаций.
Для проведения сварки латунь нагревают с помощью дуги, которая пропускает ток. У аргонового способа много преимуществ. Электродуговой способ подходит для самостоятельной сварки или полуавтомата. В последнем случае потребуется подготовить специальные электроды, при выборе которых следует учитывать особенности материалов при выборе элементов.
Электродуговая сварка подразумевает задействование электрического тока обратной полярности. При необходимости можно использовать короткие дуги, снижающие количество испарений цинка во время образования шва. Перед тем как приступить к сварке, рекомендуется обработать место стыка, протереть его. Также следует прокалить электроды.
После проведения электродуговой сварки потребуется провести проковку шва или отжиг металла. Последний подразумевает медленное снижение температуры. Проводить отжиг можно после того, как будет осуществлен мгновенный нагрев материала. Подобные процедуры повысят качество сырья и улучшат эксплуатационные характеристики шва.
Газопламенная технология используется для образования надежного соединения высокой прочности. Ее можно использовать, если требуется организовать соединение латунных элементов со стальными.
Однако для создания долговечного стыка потребуется дополнительно задействовать окислительное пламя. Оно образует на поверхности шва защитную пленку и предотвратит выгорание цинка.
Проведение газопламенной технологии осуществляют с помощью специальных проволок, марка и тип которых определяется в зависимости от вида материала. Опытные сварщики рекомендуют использовать расходные материалы, в составе которых содержится бор. Этот элемент позволяет обойтись без нанесения на поверхность латуни флюса.
Полезные рекомендации
Как уже было отмечено, в процессе сварки выгорает цинк. Он образует токсичный оксид. Определить его наличие можно по небольшим белым хлопьям. Также процесс выделения оксида цинка сопровождается потрескиванием. Если сварочные работы проходят в домашних условиях, необходимо самостоятельно позаботиться о средствах индивидуальной защиты. При проведении соединения латунных элементов в помещении требуется организовать принудительную вентиляцию. Оптимальным решением станет сварка на открытом воздухе.
Еще один полезный совет – соблюдение техники безопасности. К ней относится ношение одежды из плотной негорючей ткани, а также тщательная подготовка рабочего пространства. Под рукой при проведении сварки должен находиться огнетушитель. В некоторых случаях сварке предпочитают пайку латуни специальной паяльной лампой. Присадкой при использовании такого метода выступает оловянный припой, а в качестве флюса выступает бура. Расплавленное олово заполняет образованную трещину, что придает диффузному слою необычный бронзовый оттенок.
Как варить латунь, смотрите далее.
Читайте также: