Приспособление для контактной сварки
Обновлено: 13.05.2024

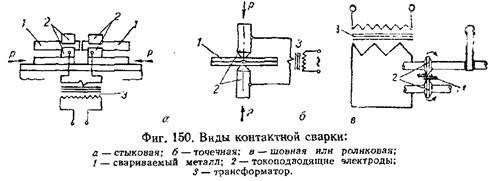
Виды сварки
Контактной сваркой называют метод соединения металлических изделий, крепко прижатых друг к другу, путем нагрева места их контакта электрическим током большой величины.
Технология реализуется с помощью сварочного аппарата и активно используется на предприятиях массового производства однотипных изделий, в микроэлектронике, машиностроение и т. п.
Наличие большого числа достоинств позволило контактному методу сваривания металлоконструкций найти широкое применение в промышленности и быту.
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.

Технология контактной сварки.
Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для контактной сварки в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.п.;
- электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.
Практически все известные человечеству конструкционные материалы могут соединяться с помощью данной технологии в единое изделие: разнообразные виды низкоуглеродистой, легированной стали, жаропрочные, коррозионно-устойчивые сплавы, сплавы алюминия с иными металлами, магния и титана, т.п.
Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т.п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.
Технология контактной сварки
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.
Особенности сварного процесса
При точечном сваривании к месту соединения металлических деталей применяется кратковременный импульс электрического тока, длительность которого меняется в пределах 0,01-0,1 секунды.
При этом в зоне наложения электродов кромки изделий расплавляются, приобретают общее ядро. После подачи тока детали остывают под давлением для кристаллизации этого ядра, а также его полного остывания.

Технические данные машин контактной сварки.
Основные способы контактной сварки:
- точечный метод;
- шовный или роликовый способ;
- стыковая контактная сварка.
Особенности такого вида сварки заключаются в том, что он не требует повышенных мер безопасности. Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Но давление с деталей стоит снимать с некоторой отсрочкой, чтобы обеспечить им лучшую кристаллизацию, проковывание и добиться устранения неоднородностей.
Достоинства точечной сварки ‒ экономичность, высокая механическая прочность швов, возможность автоматизировать рабочие процессы. Недостатки контактной сварки заключаются в отсутствии герметичности созданных сварочных швов.
Обеспечить сварные швы высоким качеством позволит предварительная подготовка. Детали очищаются от всех видов загрязнений при помощи специальных щеточек, методом опескоструивания, травления в кислотах, а также иными способами.
Сборку перед сваркой важно выполнить таким образом, чтобы она обеспечила точное и плотное прилегание металлических изделий друг к другу.
В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.
Режимы осуществления технологии
В зависимости от особенностей изготавливаемой металлоконструкции, подбирается актуальный способ контактной сварки.
Каждый конкретный случай необходимо рассматривать отдельно:
- для соединения двух деталей в одно изделие по всей площади поверхности подойдет стыковая сварка сопротивлением;
- для сваривания металлических изделий в отдельных точках применяется точечный способ;
- для соединения деталей из металла по заранее имеющемуся рельефу шва подойдет шовный способ.
Также важное задание для сварщика ‒ контроль сварочного оборудования при работе с металлоконструкциями. Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции.

Контактная шовная сварка.
Важно подобрать правильный режим сварки:
- Мягкий режим.
Применяется при умеренной силе тока и плотности на электрод до 100 а/мм2. Характеризуется более продолжительным сварным процессом, плавным нагревом металлических поверхностей, низкой мощностью. Но при этом сварщик может уменьшить мощность сварного агрегата, потребляемую от электросети, что позволит в целом снизить нагрузку на сеть. - Жесткий режим.
Используется для сталей высокой прочности при большом давлении при плотности до 300 а/мм2 и отличается повышенным уровнем мощности, высокой загрузкой электросети, повышенной стоимостью. К достоинствам жесткого режима относят незначительную продолжительность сварочных работ и высокую производительность труда.
Мягкий режим актуален для сталей с высоким содержанием углерода, а также легированных сталей.
Важно! При выполнении контактной точечной сварки необходимо соблюдать технологию, выбранный режим и обеспечить мастера актуальными условиями, иначе сварные швы могут получиться низкокачественными. Могут возникнуть различные дефекты, наиболее опасный из которых ‒ непровар точки с полным отсутствием литого ядра или крохотными его размерами.
Важно не только знать, как сделать точечную сварку, но и понимать, как повысить прочностные характеристики изготовленной конструкции после окончания работы. Для этого требуется осуществить термообработку металлического изделия.
Нагрев металла при контактном методе соединения деталей из металла с применением высокого опуска или пропускания электротока непосредственно после окончания работы позволит устранить внутреннее напряжение, образующееся в процессе работы.
Также качественно выполненная термообработка созданного сварного шва поможет улучшить структуру соединения и уничтожить опасный мартенсит, что в целом увеличит срок службы металлоконструкции в несколько раз.
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.

Сварочный аппарат для точечной сварки.
Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
Электроды для контактной сварки могут располагаться по-разному:
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.
По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
Итоги
Применение контактной сварки из инвертора своими руками позволяет соединять металлы и сплавы разных марок с помощью высокой температуры электрического тока, провоцирующей пластическую деформацию зоны контакта деталей при их сжатии.
Технология контактной сварки имеет широкую область применения: активно применяется в быту и промышленных масштабах при изготовлении больших партий однотипных изделий из металла.
Важно соблюдать технологию, нанести на схему обозначение контактной сварки, применить рекомендуемые производителем электроды, правильно выбрать режимы работы агрегата, тогда сварные швы приобретут высокое качество и долговечность.
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
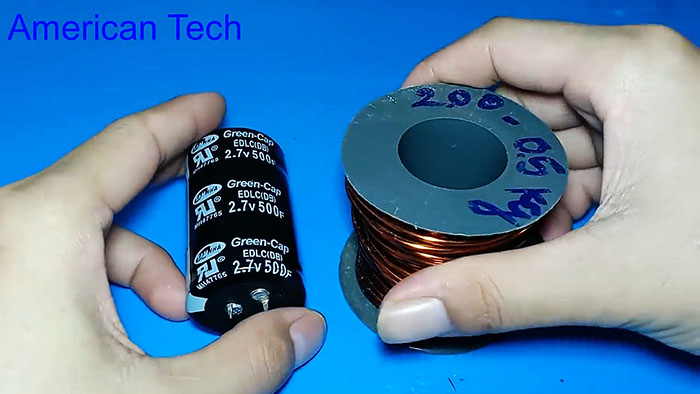
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Контактная сварка с помощью одного суперконденсатора
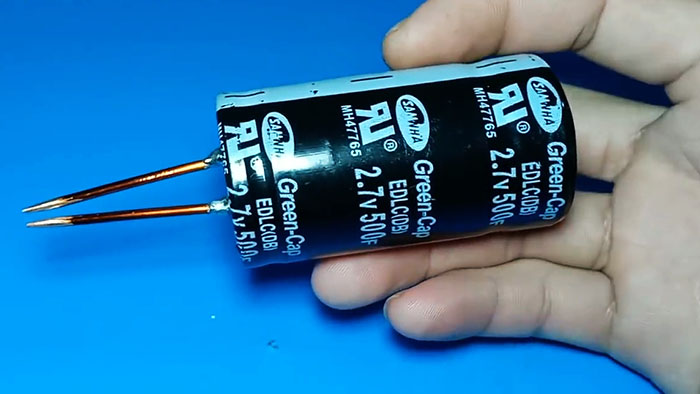
Наверняка, при работе с аккумуляторами по их замене, вам требовалась контактная сварка. Так как литии-ионные батареи очень нежелательно паять обычным припоем, есть опасность перегрева. Покупать или мастерить дорогостоящее оборудование для двух-трех случаев точно не выгодно и затратно. А вот такой аппарат для контактной сварки доступен абсолютно каждому. Ведь он по сути состоит всего из одной детали, под названием - суперконденсатор.
Это почти такой же конденсатор, только высокой емкости. Обладающий всеми теми же плюсами, что и обычный конденсатор.

Понадобится
- .
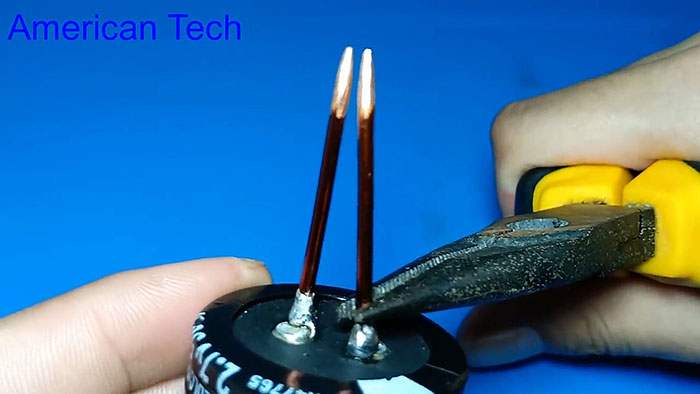
- Толстая проволока, сечением не менее 2 кв. мм.
Изготовление простейшего аппарата для контактной сварки из суперконденсатора
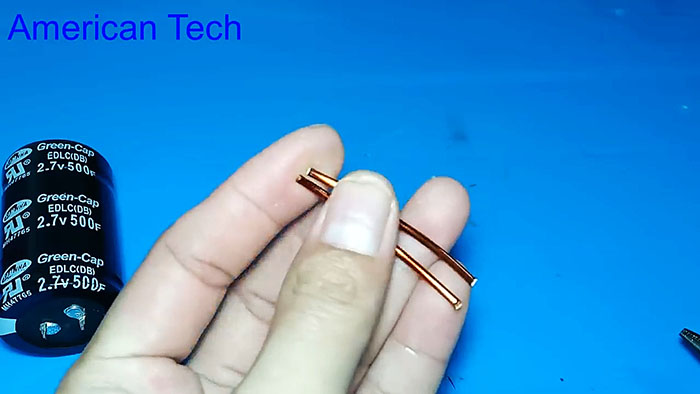
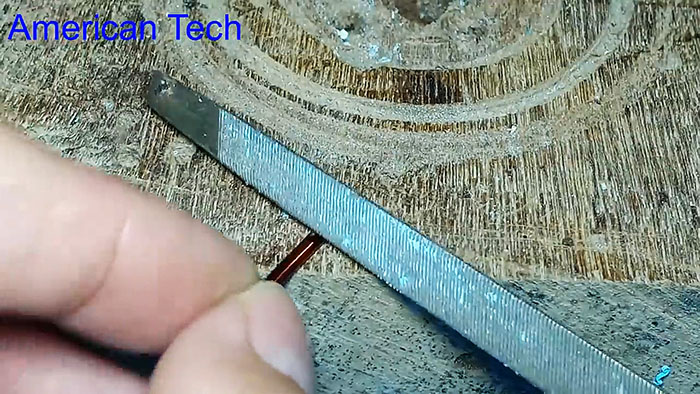
Выпрямляем их кусачкам или плоскогубцами, чтобы они были очень ровные. Теперь с одной стороны у каждого отрезка напильником зачищаем край, снимая лаковую изоляцию.



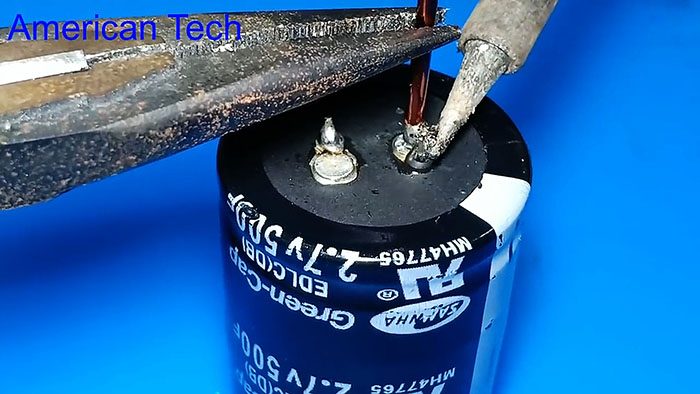

Напряжение не должно превышать 2,7 В. Хотя, как видите на фото, у меня оно больше на одну десятую. Это конечно не критично, но лучше не рисковать.

Контактная сварка
Теперь разберемся как сваривать. Поскольку наш аппарат до невозможности простой, он не может регулировать длину импульсов. Вся задача тем самым ложится на вас. Поэтому выдержку придется делать интуитивно.
Вот пример, как припаять металлическую полоску к батарейке. Кладем полоску на батарейку. Теперь подносим контакты аппарата и тем самым быстро замыкаем его.
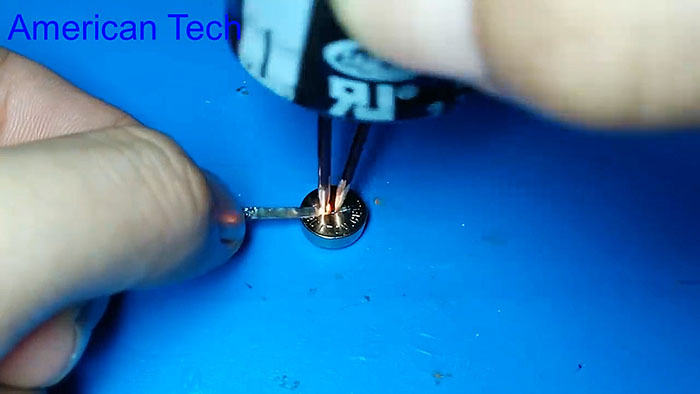




Все надежно и точно не отвалится. Главный упор делайте на тренировки, а дальше все пойдет как по маслу. Одной зарядки ионистора хватит на десяток таких сварок.
Смотрите видео
Контактная сварка для аккумуляторов 18650
Небольшая статья про самостоятельное изготовление аппарата для контактной сварки аккумуляторов (18650 и аналогичных). С помощью подобного устройства можно в домашних условиях и из подручных материалов сваривать и ремонтировать аккумуляторные батареи и сборки. Дешево, сердито и доступно каждому.

Приветствую всех!
Точечная сварка является разновидностью контактной сварки (источник).
Есть покупные варианты, тот же SUNKKO, но практически все варианты требуют доработки под свои материалы и нужны — увеличения тока, замены таймера и так далее. Проще самостоятельно изготовить вариант «под себя».
Преимущества — вы получаете заведомо функциональный вариант, с заложенными характеристиками. Какие вам нужны — такие и предусмотрите.
Базовые и проверенные варианты DIY строятся на базе мощного трансформатора (понижающего) и таймера с реле. Есть возможность сделать еще проще — просто электроды с питанием от автомобильного аккумулятора, но это не самый удобный вариант.
- высокий ток сварки (до 600. 900А);
- двойной импульс сварки;
- подстройка длительности импульса (доли секунды);
- питание платы без вспомогательного трансформатора;
- открытая прошивка (Arduino) и возможность корректировки кода.

Плату управления можно найти в сборе, так и отдельно (печатную плату). Для самостоятельного изготовления печатной платы (ЛУТ) прикрепляю файл dot_svarka.lay6.

Дополнительно был куплен энкодер KY-040 для управления меню и внесения регулировок.
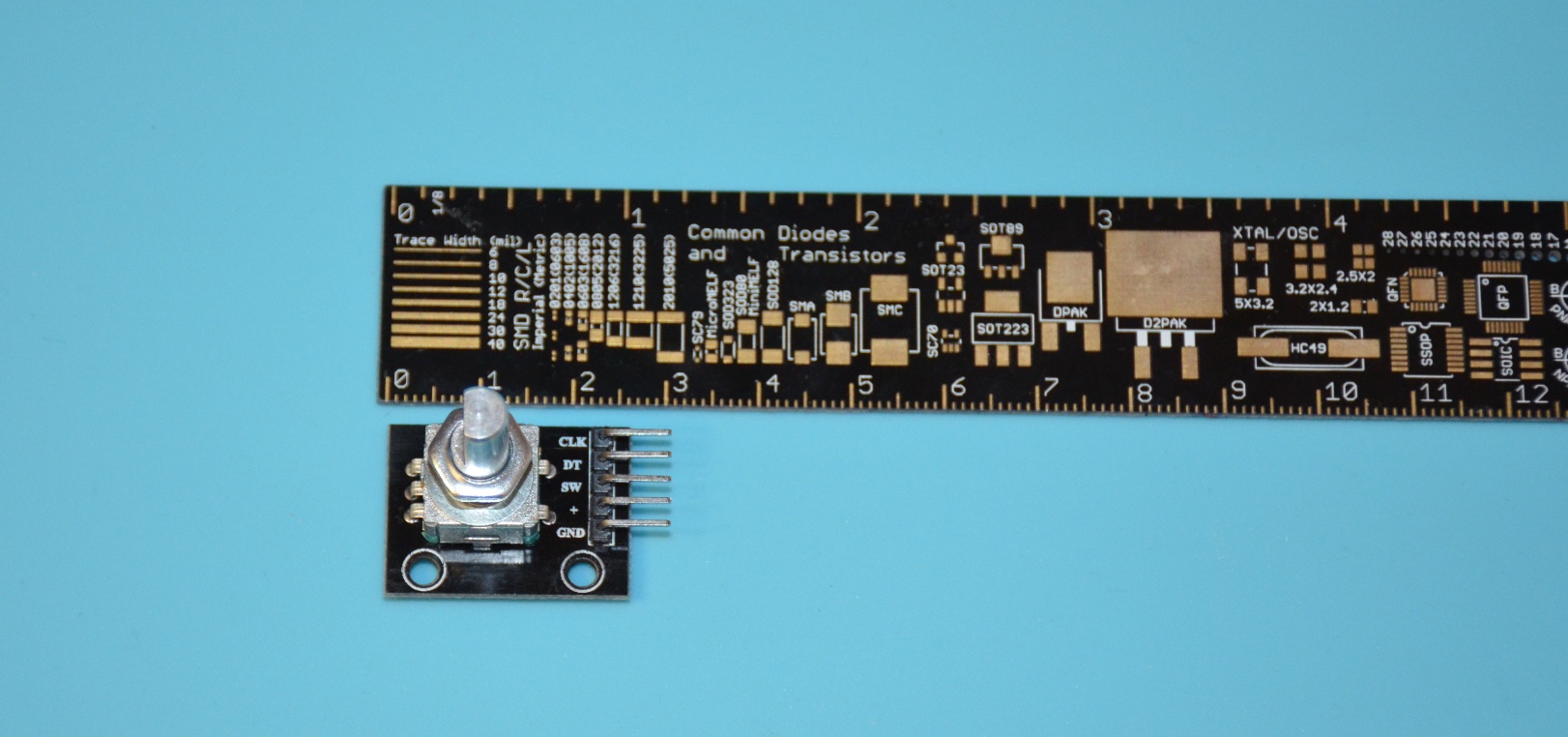
Для удобства был выбран OLED дисплей с диагональю 0,96" и шиной I2C (4pin). Этот вариант корректно работает с библиотеками Arduino, и внешне прилично выглядит. Можно использовать и другие варианты, при условии соответствующих правок.

Для подачи сигнала сварки используется кнопка или микропереключатель (концевик).
Подойдет и простая педалька, тут кому и что удобно. Это простое двухпроводное подключение.

Дополнительно потребуются провода, предохранители, вилка, коннекторы, вентилятор и так далее… Мелочевка, которую можно найти под рукой или в ближайшем радиомагазине. А у запасливого самодельщика должно быть в наличии.
Потребуются расходные материалы, например, никелевая лента для сварки элементов.

Есть неплохая модель 3D-печатной ручки для контактной сварки (Spot Welder Handle ZBU-4.2 w/button).

Сборка устройства не является затруднительной. Наиболее затратно для меня было найти хороший мощный понижающий трансформатор. Один из самых доступных вариантов — трансформатор от СВЧ-печи, вместо вторичной повышающей обмотки которого наматывается 1,5. 2 витка толстого медного провода (сечение 50. 70 кв. мм).
Сознательно не пишу про корпус устройства — никаких особых требований нет. Обычно используют корпуса для РЭА или от старых устройств. От себя могу порекомендовать экранировать корпус изнутри от помех импульса, а также предусмотреть вентилятор охлаждения трансформатора, который прилично нагревается при длительной работе.
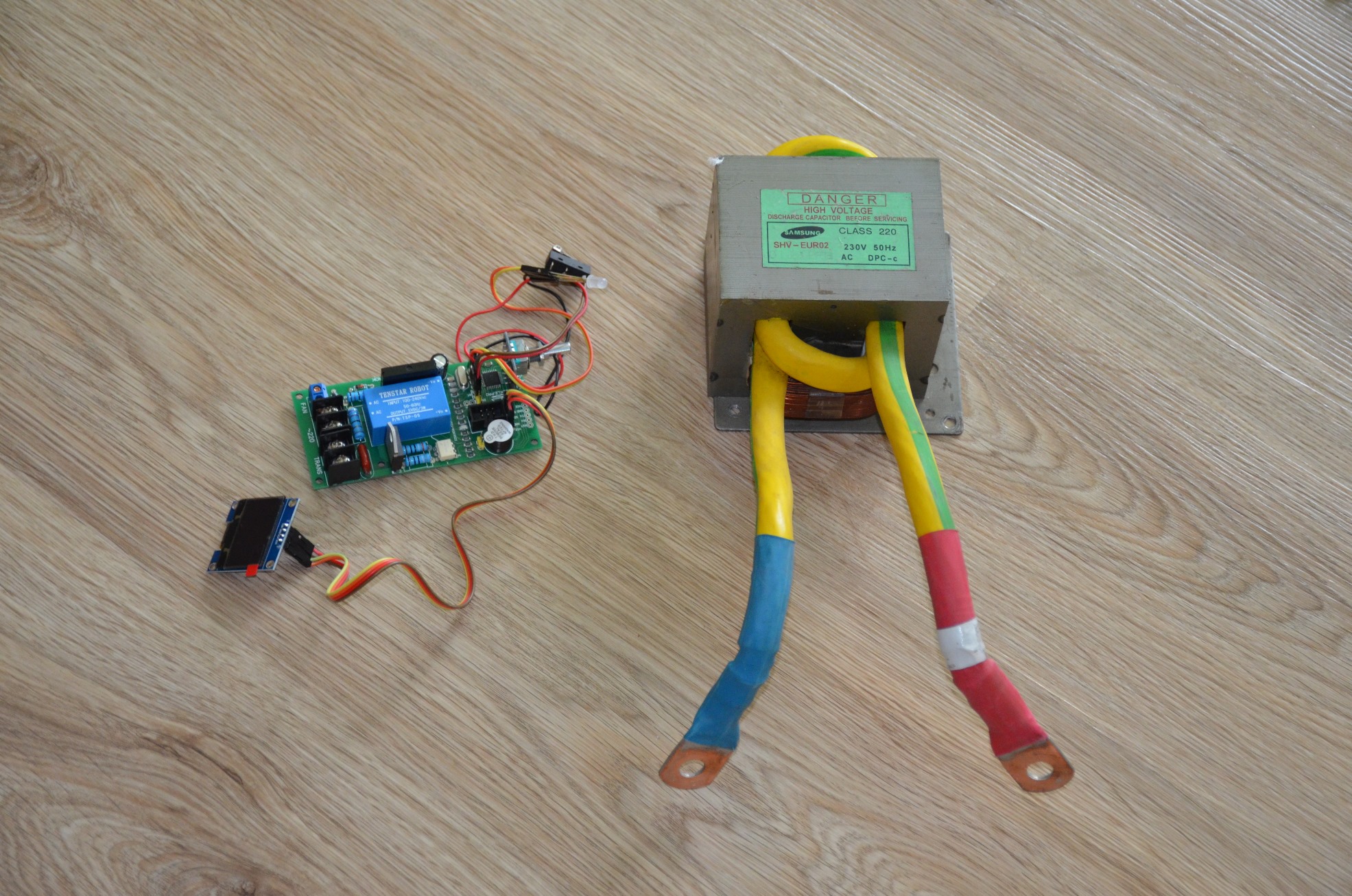
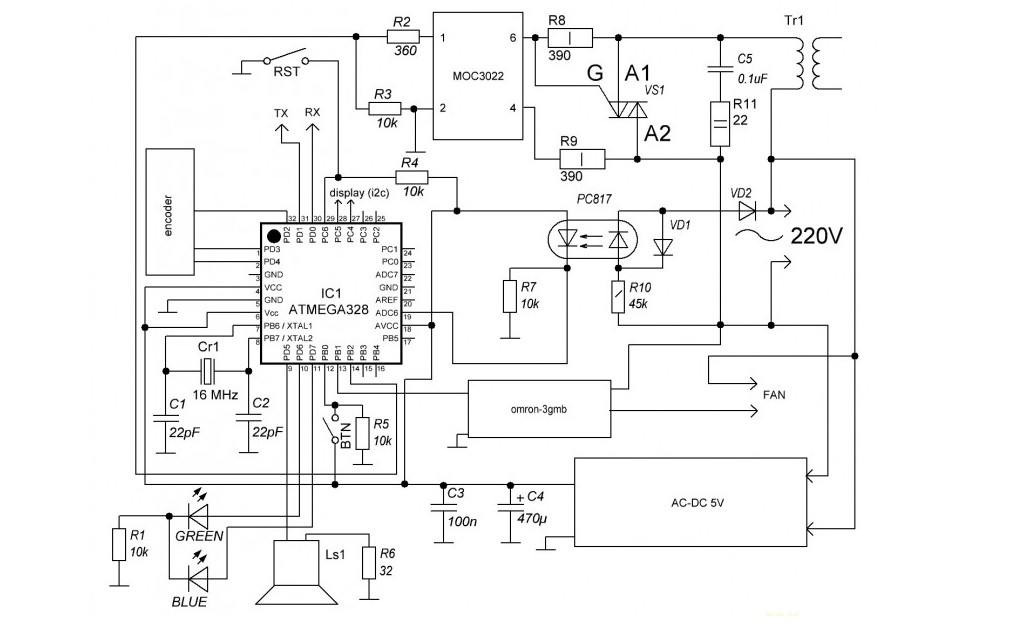
Схема платы сварки выглядит следующим образом.
После сборки лучше всего провести тесты и определить оптимальные значения длительности импульса. В моем случае использован медный провод 6 кв. мм в качестве электродов.

Двойной импульс проваривает хорошо, длительность подбираем в зависимости от толщины ленты. На отрыв держит не хуже заводской сварки.

Теперь можно без проблем собрать большую батарею для электровелосипеда, отремонтировать батарею для гироскутера и модернизировать шуруповерт.
Все об аппаратах точечной сварки
Сварочные работы очень часто требуется проводить не только в промышленности, но и в бытовых условиях. В последнем случае наиболее распространенным типом сварки будет точечная или контактная. Она позволяет довольно быстро создавать надежное соединение различных металлических деталей. Причем какими-то серьезными навыками сварщика и не требуется обладать.
Важным преимуществом здесь будет и применяемое оборудование – аппарат точечной сварки. Учитывая его высокую стоимость, его можно создать даже собственноручно. В данной статье рассмотрим все об аппаратах точечной сварки.



Особенности
Если говорить о сути работы рассматриваемого приспособления, то он заключается в нагреве поверхностей из металла до температуры его плавления благодаря пропуску через него высокоточного импульса в течение короткого периода времени. Длительность подобного токового импульса обычно составляет от 1 сотой до 1 десятой секунды. Такой разброс по времени обусловлен характеристиками металла, с которым требуется работать. Под воздействием тока происходит нагревание и последующее расплавление поверхностей, а между ними происходит формирование жидкого ядра.
Пока не произойдет его застывание, поверхности требуется удерживать под давлением. Когда ядро кристаллизируется, происходит сцепление 2 поверхностей. А если говорить непосредственно о работе подобного приспособления, то она основана на том, что цепь конденсаторов заряжается небольшим зарядом тока, потом происходит их разрядка. Импульсной силы хватает для обеспечения требуемого рабочего режима.



Сферы применения
Если говорить о сферах применения точечной сварки, то в первую очередь ее используют для изготовления конструкций из разных сплавов, а также металлов. Например, создают различные конструкции из арматуры. Такая технология отличается крепостью соединения, что получается, скоростью и экологичностью. Она крайне востребована в автопромышленности. Ее часто применяют для работ с автокузовом и при выравнивании вмятин. Кроме того, она широко применяется в судо- и самолетостроении.
Высока ее востребованность и в создании радиоэлектронных устройств. Ее также используют для производства различного рода аккумуляторов. Например, ни одна модель литиевых батарей, что устанавливается в ноутбуках, не обходится без применения контактной сварки одностороннего типа. Подобный вариант сварки еще используют при создании разных ювелирных украшений. Не менее он востребован и в производстве различных товаров.
Например, очень часто с его помощью производятся изделия из нержавейки, различных вариаций стали и иных металлов.



Обзор видов
Если говорить о типах рассматриваемых устройств, то следует сказать, что различные устройства могут выдавать ток различной частоты и разнообразный по своей природе.



Обычно технику для сварки разделяют на 4 категории:
- на токе переменного характера;
- сваривание при помощи постоянного тока;
- применение моделей конденсаторного типа;
- сварка при низкой частоте.



Есть немало многоточечных устройств для сваривания сеток в производственных условиях. Особенностью такой техники будет проведение сварки одномоментно в ряде мест. То есть, как можно увидеть, существует немало видов устройств. Но наиболее популярными являются модели, что работают на токе переменного типа. Они обычно являют собой трансформаторы, обладающие парой электродов в обмотке вторичного типа. Материалом для них обычно выступает медь. Изделия размещаются между ними, что при помощи специального приспособления прижимают одна к другой.
В обмотке первичного типа располагается модуль тиристорного типа, через который напряжение в 220 либо 380 вольт идет на обмотку. Подавая электричество на тиристорную модель управляющего типа, можно получить требуемую длительность тока.
По мере изменения угла открытия тиристора, можно настроить форму сигнала, что идет на обмотку вторичного характера.


А также популярны модели, что работают на конденсаторах. Обычно они состоят из следующих элементов:
- связка конденсаторных зарядов;
- большая батарея емкостей;
- устройство управления;
- электроды с прижимом для заготовок; если говорить проще, то это модель с клещами.
Тут основой работы устройства будет достаточно долгое накопление электрического заряда на конденсаторных обкладках и резкое его выбрасывание при создании короткого замыкания искусственного характера через контактную точку. Такой аккумуляторный прибор позволяет применять оборудование с меньшей мощностью по сравнению со сварочными аппаратами иных типов. Поскольку емкость батареи является постоянной, получается номинированное энерговыделение на 1 импульс сварочного типа, что предоставляет возможность получения стабильного результата вне зависимости от того, как меняется сетевое напряжение и иные параметры сети.
Подобная сварка проводится в течение миллисекунд, что сопровождается большим выделением энергии в маленькой контактной области.
Популярные модели
Теперь скажем несколько слов о наиболее популярных моделях для точечной сварки, которые давно уже показали себя с лучшей стороны.
- Fubag TS 2600. Эта модель является представителем категории споттеров, ее используют для осуществления односторонних прихваток на металле, сечение которого не превышает полутора миллиметров. Наибольшая сила тока здесь – 2800 ампер. Потребление энергии у Fubag TS 2600 составляет 5,4 киловатта при подсоединении к обычной сети, а значит, его можно применять везде. Устройство имеет 4 рабочих режима, а также переключатель для сварки электродами из меди и угля. Устройство комплектуется пистолетом и штангой с молотом обратного типа. Правда, данная модель весит целых 14 килограммов и имеет довольно высокую стоимость. Но она замечательно подходит для серьезных работ, например, для кузовного ремонта машин.
- Elitech АТС 5. Она имеет отличные безопасностные характеристики, отличается простотой в применении и высокой эффективностью. Она имеет массу 3,8 килограмма, относится к категории бытовых моделей и предназначается для кузовного ремонта машин. Номинальная мощность рассматриваемого устройства составляет 2 кВт. Оно может выдавать ток до 15 ампер и рассчитано на подключение к обычной однофазной сети. Данная модель завоевала популярность благодаря небольшим габаритам и малому весу, а также возможности применения в различных сферах.


- DX-808 80A. Этот аппарат относится к категории ручных. Он также подключается к обычной однофазной электрической сети 220 вольт. Устройство отличается серьезной надежностью и простотой применения. Оно может выдавать максимальный ток до 80 ампер. Данная модель предназначается для быстрой сварки поверхностей из платины, золота, серебра, стали и иных металлов.
DX-808 80A завоевал симпатии пользователей благодаря не очень большим габаритам и массе, а также наличию качественных комплектующих и возможности применения в разных режимах.


Нюансы выбора
Чтобы выбрать хороший аппарат для сваривания рассматриваемого типа, следует обратить внимание на 7 факторов, которые будут важны. Хотя существуют и иные характеристики, которые в определенных эксплуатационных условиях, могут сыграть серьезную роль. Итак, рассмотрим основные факторы.
- Тип устройства. По данному критерию они могут быть переносными и стационарными. Переносной или ручной прибор обычно имеет небольшие габариты и массу до 16 килограммов. А стационарные модели применяются на производствах для создания изделий, что могут удерживаться в руках оператором. Такие устройства имеют большие габариты, а их масса может достигать 100 килограммов.
- Режим воздействия. По этому критерию они бывают с односторонней и двухсторонней сваркой. Первый характерен для устройств, которые еще называют споттерами. Они обычно имеют специальный пистолет со штангой и обратным молотком, на кончике которого присутствует электрод в виде звезды треугольного типа, выполненный из меди. Такой режим применяется для больших вещей или при необходимости воздействия сварки на большой участок материала. А двухсторонний тип используется для сварки металла листового типа внахлест. Отличительной чертой таких моделей является наличие клещей.
- Режим работы. Он может быть мягким и жестким, что зависит от электрического тока. При первом режиме плотность тока невелика, а продолжительность сварочного цикла будет составлять до 5 секунд. Во втором, ток имеет большую плотность, а длительность цикла составляет не более полутора секунды.
- Максимальная величина сварочного тока. От данного аспекта зависят возможности, которые будет иметь сварочное оборудование. Ток в 3000 ампер дает возможность соединять вещи с сечением до 3 мм. Модели с 6000 ампер позволяют проводить соединение материалов до 4–5 миллиметров, а промышленные устройства на 10000–16000 ампер позволяют производить соединение заготовок до 9 миллиметров.
- Максимальная толщина листов, что могут быть сварены. Этот параметр характеризует, какое наибольшее сечение может сварить устройство. При игнорировании этого показателя падает качество соединения. Параметр могут отображать на устройстве как общий, так и делать на 2 части. Если используется промышленная техника, то некоторые модели могут варить сразу 3 листа стали, в таком случае параметр может делиться на 3 части.
- Напряжение для подключения. Чтобы подключить рассматриваемую категорию устройств к электрической сети, требуется либо 1-фазное напряжение 220 Вольт, либо 3-фазное – 380 Вольт. Обычно данная информация отражена в инструкции к конкретной модели аппарата. Ее наличие позволяет понять, где устройство можно использовать и можно ли включать его в простую бытовую сеть.
- Метод управления. Наиболее дешевые модели, что представлены на рынке, имеют ручной режим управления. Обычно в таких моделях даже нельзя уменьшить силу тока. Устройства с управлением микропроцессорного типа проводят работу практически без вмешательства человека. Оператору только требуется указать тип соединения, что выполняется, а также толщину изделия. Остальное аппарат сделает самостоятельно.
Если говорить о дополнительных характеристиках, то при необходимости применять аппарат продолжительное время, следует посмотреть на вид его охлаждения.
Тут лучше будет отдать предпочтение моделям с водяным механизмом и радиатором. Они осуществляют ускоренный отвод тепла и обладают более длительным ресурсом работы.


Как сделать своими руками?
Как упоминалось, устройство подобного типа стоит дорого. И часто многие люди просто предпочитают использовать самодельный прибор такого типа. Существует масса возможностей сделать его самостоятельно. Наиболее распространенные варианты – переделка из инверторного сварочного аппарата, а также его создание из обычной СВЧ-печи. Рассмотрим один из способов создания такого устройства собственноручно.
Инструменты и материалы
Если говорить, что для этого нужно, то потребуется иметь под рукой следующие инструменты и материалы:
- трансформатор переменного тока с напряжением вторичной обмотки от 15 до 25 вольт;
- 4 конденсатора, например, 2200 мкФ; их модель может варьироваться, ведь все будет зависеть от мощности, что потребуется получить;
- кнопка;
- кабели и провода;
- проволока из меди;
- диодная сборка для выпрямления; при желании можно использовать 1 диод для полуволнового выпрямления;
- паяльник.
Потребуется еще схема предполагаемого устройства. Его работа будет проста – при нажатии на клавишу, что будет смонтирована на сварочной вилке, будет запускаться конденсаторная зарядка до 30 вольт. Потом на сварочной вилке формируется потенциал, ведь конденсаторы подключены параллельно вилке. Чтобы произвести сварку металлов, следует соединить их и прижать вилкой. Когда контакты замыкаются, формируется короткое замыкание, благодаря чему появляются искры и происходит сваривание металлов.


Изготовление
Сначала следует спаять конденсаторы, после чего потребуется сделать сварочную вилку. Тут следует взять 2 куска медной проволоки потолще. Теперь припаиваем их к проводам, а места пайки следует хорошо заизолировать при помощи изоленты. Для корпуса вилки можно взять трубку из алюминия с пластиковой заглушкой, откуда будут выходить сварочные выводы. Чтобы они не проваливались, потребуется посадить их на клеевой состав.
На клей следует посадить заглушку. Теперь потребуется припаять провода к клавише и приложить ее к вилке. Теперь все требуется обмотать изолентой. То есть, получается, что к сварочной вилке у нас будут идти 4 кабеля, из которых 2 будут предназначены для сварочных электродов, а еще 2 – для клавиши.



Теперь остается собрать устройство, осуществить припаивание вилки и клавиши включения. После того как этого было сделано, остается проверить работоспособность полученного устройства. Для этого следует включить его и нажать на клавишу зарядки, после чего должно начаться заряжание конденсаторов. Теперь требуется измерить напряжение на них. Оно должно быть где-то около 30 вольт. Пробуем произвести сварку металлов. Если все прошло хорошо, то на этом аппарат точечной сварки будет готов.
В следующем видео вас ждет подробный обзор аппарата точечной сварки FUBAG TS 3800.
Читайте также: