Приспособление для сварки двутавра
Обновлено: 05.10.2024
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.

Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.

Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык

Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом

Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Сварные двутавровые балки (стержни) входят в состав многих элементов стальных конструкций различного назначения. Поэтому на подавляющем большинстве заводов организованы специализированные участки цеха по сборке и сварке двутавровых стержней.
Применяют четыре основных способа сборки сварных двутавровых балок: по разметке, в кондукторе с винтовым или пневматическим прижимным устройством, с помощью сборочной установки и на поточных линиях.
Способ сборки двутавровых элементов по разметке применяют в случае, когда собирают балки из небольшого количества одинаковых элементов.
Сварной стержень собирают по разметке следующими двумя способами: на плите с помощью клиньев и на направляющих с помощью скоб.
Перед сборкой проверяют геометрические размеры горизонтального и вертикальных листов и их прямолинейность. На сборку нередко поступают детали с ребровой кривизной (саблевидно-стыо). Если эта кривизна не превышает 1/1000 длины и не более 5 мм, то такие листы пригодны для изготовления стержня. При большей кривизне листы подлежат правке.
На горизонтальных листах с помощью шнура намечают ось балки, затем прихватывают упоры или короткие уголки малого сечения (смещенные относительно размеченной оси на половину толщины стенки). Выложив на направляющие балки вертикальный лист, устанавливают горизонтальные листы с прихваченными упорами и поджимают их к вертикальной стенке с помощью клиньев или скоб. При сборке стержня следят, чтобы отверстия в элементах стержня совпадали, или, где нет отверстий, выравнивают один торец. При этом также строго выдерживают угол 90° между этими листами с помощью распорок. Приваривают распорки с одной стороны.
Горизонтальные-листы приваривают к вертикальной стенке ручной дуговой сваркой швами 5…6 мм участками по 60 мм через каждые 500 мм.
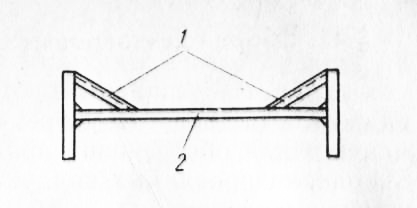
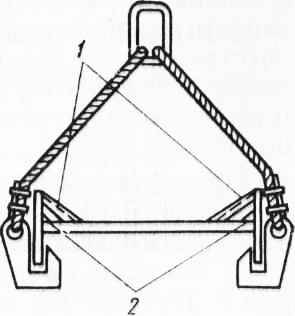
Со сборочных стеллажей балки снимают и транспортируют цепями или канатами с крюками соответствующей грузоподъемности.
Способ сборки двутавровых балок в кондукторах с винтовыми или пневматическими прижимными устройствами целесообразно применять при больших партиях одинаковых элементов, так как настройка кондуктора требует значительных затрат времени.
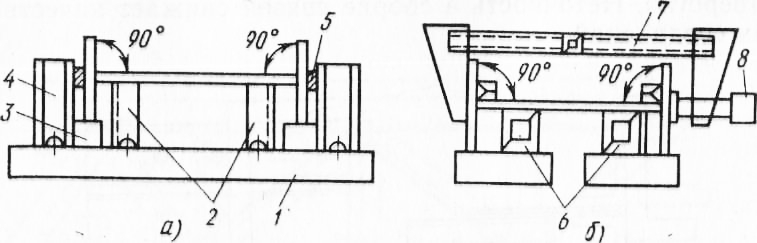
Винтовой кондуктор для сборки сварных двутавровых балок имеет раму, сваренную из швеллеров и балок, устанавливаемых на полу цеха. В конструкцию рамы входят поперечные двутавровые прокатные балки, верхние полки которых находятся в одной горизонтальной плоскости. На этих балках смонтированы два ряда упоров: один ряд упоров расположен у края балок и закреплен неподвижно, упоры второго ряда имеют прижимные винты и могут перемещаться по раме в поперечном направлении. Упоры представляют собой сварные стойки, рабочие кромки которых простроганы под прямым углом к плоскостям опорных плит. Между упорами вертикально установлены полками внутрь два швеллера-опоры, служащие для укладки вертикальной стенки собираемого элемента, соединенных между собой диаф-рагмами-опорами. Перемещением швеллера поперек рамы можно изменять расстояние между швеллерами в зависимости от размера собираемого элемента.
Вдоль кондуктора в нижней его части находятся вертикальные винты, предназначенные для поддерживания полок. Винты, размещенные вблизи неподвижных упоров, прикреплены к поперечной балке неразъемно. Винты перемещаются поперек кондуктора по уголку. Их устанавливают вблизи подвижных упоров. Неподвижные и подвижные упоры служат для плотного стягивания элемента и для обеспечения прямого угла между стенкой и полками. В модернизированных кондукторах прижимные устройства заменены пневматическими.
До начала сборки рабочие настраивают кондуктор в соответствии с конструкцией балки, которую предстоит собирать. Настройка состоит в следующем. Подвижные упоры, освобожденные от болтов, закрепляющих их на раме кондуктора, перемещают поперек кондуктора в положение, при котором расстояние от вертикальной кромки неподвижного упора до опорной поверхности прижимных винтов было бы на 50…75 мм больше высоты стержня, и в этом положении упоры закрепляют болтами. Затем повертыванием маховичков устанавливают вертикальные винты так, чтобы расстояние верхней плоскости от полок швеллеров до опорной поверхности винтов равнялось половине ширины полки собираемого элемента, уменьшенной на половину толщины вертикальной стенки.
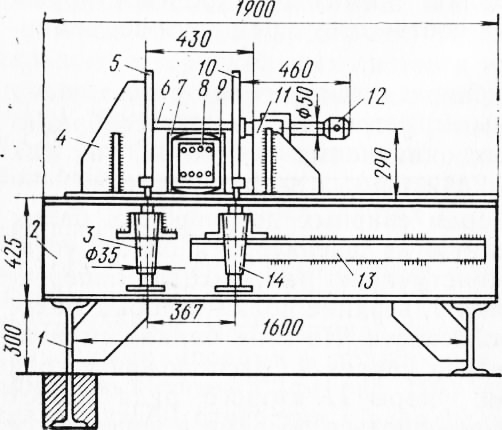
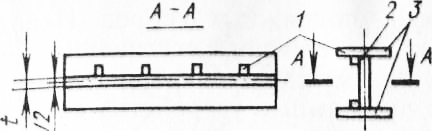
Рис. 5. Винтовой кондуктор для сборки сварных двутавровых балок: 1 — рама, 2 — поперечная балка рамы, 3, 14— винты, 4, И — неподвижный и подвижный упоры, 5, 10 — полки собираемого двутавра, 6 — стенка собираемого двутавра, 7, 8, 9 — элементы опоры под стенку собираемого двутавра, 12 — винт подвижного упора, 13 — направляющий уголок подвижного упора
Приступая непосредственно к сборке, сначала укладывают в кондуктор стенку элемента, а затем в зазоры между продольными кромками стенки и стойками кондуктора заводят полки. Винтами листы слегка прижимают к неподвижным упорам. Прежде чем окончательно стянуть сечение, совмещают торцы листов с одного конца элемента, после чего собранные листы элемента плотно сжимают винтами кондуктора. Сборщики проверяют, всей ли поверхностью прилегает вертикальная стенка элемента к полкам швеллеров и выдержан ли прямой угол между стенкой и полками. Если на горизонтальном листе есть выпуклости, то в этих местах лист прижимают к швеллерам клином.
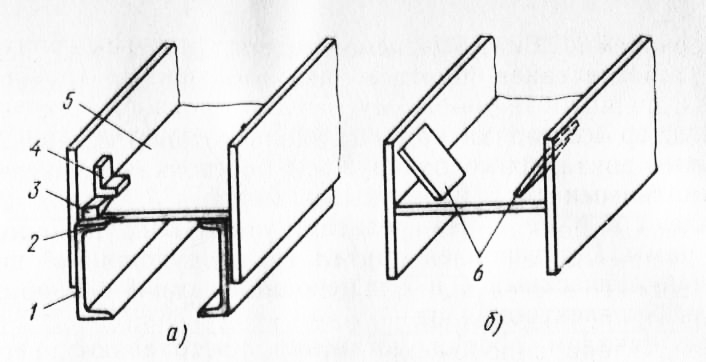
Рис. 6. Сборка балок двутаврового сечения: а — подтяжка выпуклой части стенки балки к кондуктору; 6 фиксация торцов собираемого двутавра; 1 — швеллер сборочно го кондуктора, 2 — проектное положение стенки, 3—-клип. 4 временный уголок, 5 — стенка с выпуклостью, 6 — временные планки
Клин забивают в зазор между стенкой и приваренным к полке элемента временным уголком. Для этого может быть также использован стяжной хомут. Чтобы в процессе наложения первых односторонних сварных швов и при последующем транспортировании элемента не изменялось взаимное расположение листов, у концов элемента сборщики ставят временные планки. После того как вдоль обеих кромок стенки поставили прихватки, винты кондуктора отвинчивают, подцепляют захватами элемент и переносят его на участок сварки.
При сборке двутавровых балок в кондукторе доступ для постановки прихваток есть только с одной стороны стенки, поэтому необходимо следить, чтобы прихватки были достаточно прочными При сварке автоматом в первую очередь заваривают швы на стороне, не имеющей прихваток.
Сборка двутавровых элементов с помощью сборочной установки с передвижным порталом наиболее распространена на большинстве заводов благодаря большой производительности при хорошем качестве сборки.
Сборочная установка состоит из кондуктора и портала. Кондуктор предназначен для укладки стенки и полок собираемой балки в проектное положение, портал обеспечивает плотное прижатие полок и стенки друг к другу.
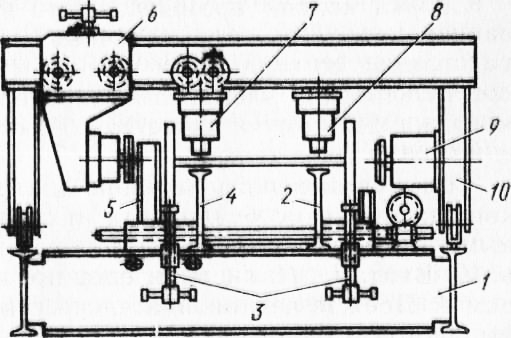
Рис. 7. Сборочная установка с передвижным порталом: 1 — рама, 2, 4 — продольные балки, 3 — регулировочные винты, 5 — стойка-фиксатор. 6, 7— передвижные пневматические прижимы, 8, 9 — неподвижные пневматические прижимы, 10 — портал
Кондуктор состоит из рамы, вдоль которой установлены две продольные двутавровые балки со стойками-фиксаторами и вертикальными регулировочными винтами. Балка жестко прикреплена к раме. На рельсах, уложенных по продольным балкам рамы, установлен портал, оборудованный передвижными пневматическими и неподвижными прижимами. Портал имеет электропривод.
Перед началом сборки установку настраивают: регулируют винты, устанавливают подвижную балку и стойки-фиксаторы по размерам собираемой балки.
Сборку начинают с укладки листов стенки балки в горизонтальное положение, а полок — в вертикальное. После раскладки листов выравнивают один из торцов балки. После этого портал устанавливают на конце собираемой балки, включают вертикальные прижимы и прижимают к балкам стенку собираемой балки. Затем включают горизонтальные прижимы, которые прижимают полки балок к стенке. После этого рабочий прихватывает сварными швами балку в местах сжатия ее прижимами. Закончив прихватку, выключают воздух, отводят прижимы от изделия, включают ход портала и, переместив его на 500…600 мм вдоль собираемой балки, вновь включают подачу воздуха в прижиме и повторяют операцию сборки, как описано выше. В результате последовательного повторения этих операций примерно через каждый метр по всей длине установки происходит сборка балок.
Сварка двутавровых балок
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве; – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
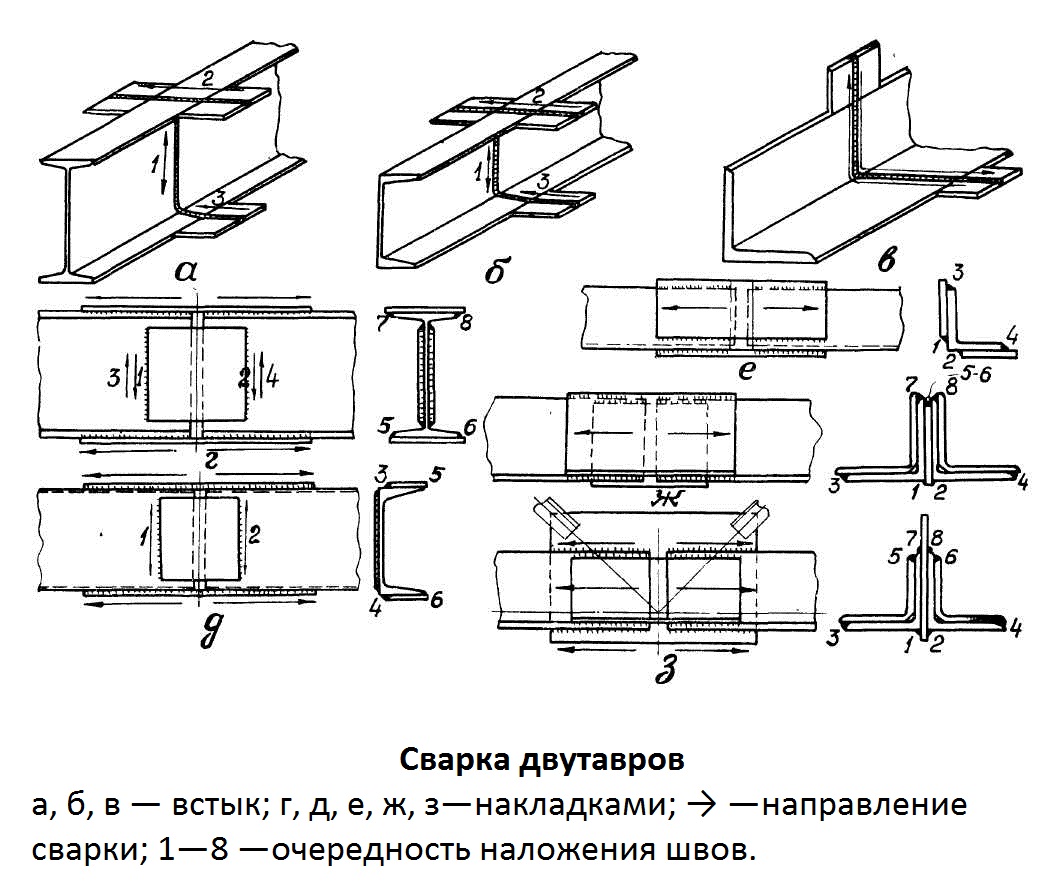
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Сварная двутавровая балка – тонкости производства
В настоящее время балка двутавровая сварная прочно вошла в строительную сферу, потеснив стандартные балки, элементы которых скреплялись между собой множеством болтов, штырей и заклепок, утяжелявших конструкцию зданий.
1 Сварная двутавровая балка – выгоды применения
Экономическая выгода от применения сварных двутавров для возведения сооружений и зданий дает возможность строительным предприятиям снижать себестоимость работ, гарантируя при этом уникальную надежность строений. Использование таких балок, как и разных видов швеллеров, обеспечивает оптимальную форму сечений и опор отдельных строительных элементов, снижающих общий вес конструкций из металла.

Каркасы из двутавров характеризуются очень высокой прочностью, как, впрочем, и любые другие элементы зданий – рабочие площадки, эстакады, межэтажные перекрытия и так далее. На данный момент сварные балки без преувеличения незаменимы при строительстве быстровозводимых сооружений, а также в сфере машиностроения. Популярность изделиям добавляет и то, что технология их изготовления весьма экономична. Производить сварные двутавры можно и мелкими партиями, и серийно.

В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовление сварной двутавровой балки на автоматических станах либо на поточных технологических линиях – экономически очень и очень выгодный процесс. Именно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются множеством специальных установок и приспособлений, обеспечивающих непрерывность процесса, мы и поговорим.
2 Производство сварной двутавровой балки
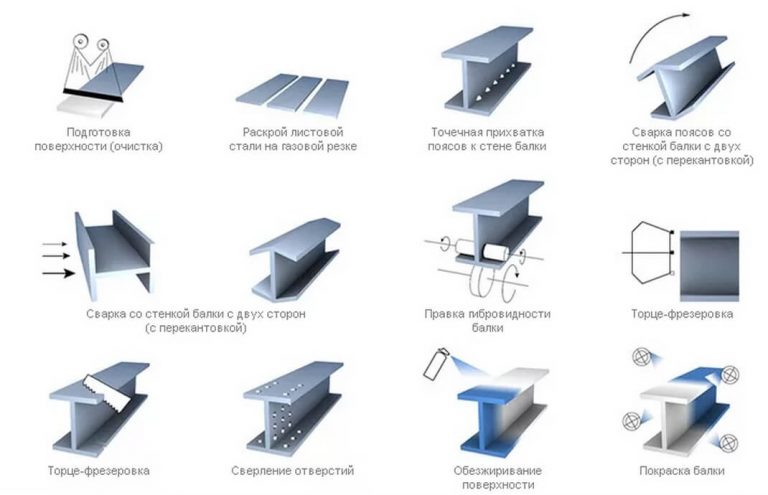
Данный процесс осуществляется в несколько последовательно идущих друг за другом стадий, каждая из которых на сегодняшний день идеально отработана:
3 Сварка балок двутаврового сечения
Вид сборки двутавра определяется конструкцией и характером выбранного способа сварки поясных швов изделий, а также тем, какие приспособления используются. Как правило, поясные длинные швы на сборочных предприятиях сваривают автоматами под флюсом. Сначала изделие собирается из стенки и поясов, являющихся основными его элементами, затем производится скрепление его поясных швов.
После этого монтируются ребра жесткости, и осуществляется непосредственно сварка двутавровой балки (вручную либо с помощью полуавтоматического оборудования). Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов. В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.

Популярность использования жидкого флюса обусловлена тем, что он значительно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания жидкого металла, что гарантирует беспроблемное образование качественного сварочного шва при высоких (до 4 тысяч Ампер) показателях силы тока.

При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов металла. Если же выполняется сварка двутавровых балок встык под флюсом, потери составляют от силы два процента, а иногда и меньше (около 1 %). Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
4 Виды сварочных установок для сварки двутавров
Несомненно, наиболее оптимальным является процесс автоматического производства и сварки балок двутаврового сечения. Он гарантирует малые затраты на материалы, требуемые для сварочных работ, снижение числа добавочных операций (не нужно кантовать и позиционировать заготовки) и количества работников, принимающих участие в производственном процессе. Но кроме него сварка двутавровых балок между собой (в стык) может выполняться при помощи такого оборудования:
- Сварочные манипуляторы. Они имеют высокий уровень автоматизации процесса, вполне рациональную конструкцию, могут дополнительно снабжаться навесным специальным оборудованием. На многих заводах на манипуляторы монтируют сварочные автоматические головки, которые способны работать в атмосфере инертных газов, углекислого газа и под жидким флюсом. Это позволяет предприятиям решать самые разные задачи в области сварки.
- Сварочные самоходные трактора. Пожалуй, самый простой способ сварки двутавра. Но применять его имеет смысл исключительно для изготовления изделий небольшими партиями, при поточном производстве экономическая целесообразность трактора будет совсем маленькой.
- Портальные и консольные установки. На них монтируются комплексы слежения за качеством сварного шва, системы подачи флюса, его переработки и удаления с агрегата. Отличный катет и провар шва на подобных установках достигается за счет того, что сварка производится под 45-градусным углом на стапелях.
Использование двутавровых балок и качественной арматуры для фундамента – гарантия строительства прочных и надежных зданий!
Автоматическая линия сварки двутавровой балки
Двутавровые балки являются одним из наиболее востребованных видов металлургической продукции. Они используются в металлоконструкциях всех размеров. Высокая популярность двутавров объясняется крайне удачной формой. Н-образная форма сечения обеспечивает наилучшую несущую способность при одинаковой площади по сравнению с сечениями всех других форм, которые можно получить металлургическими методами. Другими словами, среди всей металлургической продукции двутавровая балка может выдержать наиболее высокую нагрузку при одинаковой массе и длине балки.

Значительный спрос на двутавры обеспечивается автоматизированными линиями, которые обладают крайне высокой производительностью. По способу изготовления выделяют горячекатаные и сварные двутавры. Изделиям, полученным горячей прокаткой, свойственна несколько более высокая прочность. Главным достоинством сварных двутавров является весьма низкая цена. Также оборудование, производящее сварные двутавровые балки, отличается простотой переналадки, поэтому данным способом легче выполнять продукцию нестандартных размеров.

Современные линии по производству двутавров из листового металла имеют высокую степень автоматизации. Это позволяет максимально увеличить производительность и минимизировать влияние человеческого фактора. Исходный лист разрезается на полосы, которые последовательно свариваются.
Раскрой листа
Если требуется произвести балку длиной более 6 м, то длины одного листа будет недостаточно. Поэтому стыковой сваркой приваривается второй лист или его часть. Для этой операции используется установка стыковой сварки, которая имеет специализированный источник питания. Он работает от стандартного трехфазного промышленного тока, напряжением 380 В и частотой 50 Гц. Источник сварочного тока выступает в качестве преобразователя. Ток на выходе из него имеет силу в пределах 150 – 1300 А и напряжение 16 – 46 В.
Стыковой сваркой можно соединить листы толщиной до 30 мм за одну операцию. Данная установка позволяет значительно уменьшить потребность в обслуживающем персонале и повысить общую производительность линии.
После сварки лист подается на машину, которая выполняет резку газопламенным способом. Высокую эффективность показывают машины портального типа. Лист размещается на рабочем столе машины на рельсах и разрезается на продольные полосы. Из одного листа можно выполнить до 9 полос за один проход. Машина может выполнять поперечный и даже криволинейный рез. Эти функции требуются для получения заготовок под балки поперечного сечения. Для сложных операций используются две горелки с ЧПУ, которые могут выполнять рез под любым углом.

Регулировка скорости работы машины для резки позволяет настроить её нужным образом в зависимости от толщины листа. Для резки используется ацетилен и кислород, возможно применение пропана. Управление работой машины выполняется программой Australian FASTCAM 1, которая разработана специально для устройств такого типа. Её достоинствами являются:
- Глубокая интеграция автоматического управления;
- Возможность работы в ручном режиме;
- Оптимизация раскроя листового материала;
- Возможность управления несколькими режущими головками;
- Просчет минимального рабочего пути.
Максимальная ширина листа, доступного для резки, — 4 м, а длина – 14 м. Минимальная ширина резки составляет 80 мм. Машина для резки имеет 9 продольных горелок и две поперченные. При их совместной работе можно резать листы толщиной 6 – 50 мм. Сталь толщиной до 100 мм может быть разрезана, когда используется не более 5 горелок. Энергопотребление установки составляет всего 1,5 кВт.
Сборка балки
После резки листового материала, заготовки подаются на сборочный стан. Их перемещение производится краном. Сборка балки выполняется при помощи зажимов, фиксирующих детали по горизонтали и вертикали. Сначала собирается тавровая балка – на конвейере размещается горизонтальная полоса, положение которой задается боковыми направляющими. На полосе размещается вертикальная стойка, которая центрируется и зажимается боковыми направляющими упорами.
Собранная конструкция подается до вертикального упора, который автоматически выполняет выравнивание торца, и перемещается в сварочный портал. Там она дополнительно фиксируется гидравлическим прижимом сверху, чтобы исключить зазор между деталями. Конвейер подает балку вперед, она проваривается с обеих сторон автоматической сваркой. Используется точечная сварка, которая формируется через заданный шаг. Сварочная установка расположена в той же плоскости, что и фиксирующий гидроцилиндр.
Полученная тавровая балка подвергается кантовке на 180° и передается обратно на сборочный участок, где на неё размещают заготовку для второй полки. Дальнейшие операции аналогичны – позиционирование, фиксирование зажимами и пропуск через сварочный портал. Таким образом получается предварительно собранная балка. Выполненное сварочное соединение имеет невысокую прочность и предназначается для удобства дальнейшего манипулирования балкой, а не полноценного восприятия нагрузки.
Станок для сборки балок позволяет собирать изделия разных видов Н-образных профилей:
- Симметричные;
- Несимметричные;
- С переменным сечением.
Скорость сварной сборки составляет 500 – 6000 мм/мин при максимальном потреблении электроэнергии 107 кВт. Станок позволяет создавать балки с такими параметрами:
- Толщина стойки – 6-32 мм;
- Толщина полка – 6-40 мм;
- Высота стойки – 200-1500 мм;
- Ширина полки – 200-600 мм;
- Длина балки – 4000-15000 мм.

По размерам видно, что станок дает возможность собрать двутавровую балку, размеры которой значительно превышают максимальные размеры изделий, описанных в ГОСТе 26020–83 для горячекатаных двутавровых балок с параллельными полками. Согласно этому документу, наибольшие размеры имеет балка 100Б4 с высотой 1014 мм и шириной полки 320 мм. Производство нестандартных горячекатаных балок ведется только при большой партии из-за высокой стоимости инструментов. Также максимальный размер балки ограничивается размерами прокатного стана.
Подача балки на первые сварочные установки
Балка, которая выходит из установки точечной сварки, находится в вертикальном положении. Она перемещается по конвейеру в таком положении и попадает к кантователю, который выполняет поворот балки на 90°. Он укладывает балку на конвейер горизонтально.
Балка передается на пару гидравлических тележек.

Они располагаются последовательно, между сварочными установками. Тележки работают в паре и имеют общую грузоподъемность 20 т. Они поднимают балку на высоту до 140 мм. Потребление электроэнергии тележкой составляет 1,5 кВт.
Когда балка попадает на тележки, конвейер останавливается. Они выполняют подъем балки над конвейером. Далее тележки перемещаются по рельсам, расположенным перпендикулярно к конвейеру. Тележки доставляют балку к гидравлическому кантователю, который поворачивает её на 45°.

Грузоподъемность кантователя также составляет 20 т. Он может работать с балками высотой 200 – 2000 мм и шириной 200 – 1000 мм.
После этого производится первый сварочный шов. Балка находится в положении «в лодочку». Установка для сварки перемещается по рельсам и выполняет сварочный шов. Она может сваривать металл толщиной 6 – 40 мм. Допустимая высота балки составляет 200 – 2000 мм, а ширина 200 – 800 мм. Длина шва может доходить до 15 м. Скорость сварки находится в пределах 350 – 1500 мм/мин. Мощность сварки составляет 65 кВт, а приводных механизмов – 5,1 кВт.

Далее кантователь придает балке обратно горизонтальное положение. Тележки принимают балку и передают на кантователь второй сварочной установки, которая располагается параллельно. Эта установка имеет точно такую же конструкцию. По окончанию выполнения второго сварочного шва балка ложится горизонтально и при помощи тележек возвращается на конвейер.
Поворот и проварка остальных швов
В результате предыдущих операций получается балка, с одной стороны которой швы выполнены. Однако она находится на конвейере в горизонтальном положении, готовыми швами вверх. Поэтому используется дополнительный кантователь, который переворачивает балку, и она располагается на конвейере выполненными швами вниз. Данный кантователь также имеет гидравлический привод и грузоподъемность до 20 т. Он может работать с изделиями габаритами 1000 х 2000 мм. Скорость поворота составляет 1000 мм/мин. Кантователь потребляет 18 кВт электроэнергии.

Третий и четвертый сварочные швы производятся аналогичным способом. Также балка кантуется на 45° и последовательно провариваются швы на паре сварочных установок.
Поворот и правка балки
После проварки всех швов балка находится на конвейере в горизонтальном положении. Кантователь поворачивает балку на 90°, устанавливая её вертикально. После этого балка попадет на установку, которая выполняет правку грибовидности полок. Потребность в этой операции возникает, потому что при сварке сплошным швом возникают деформации полок.
Установка выполняет прокатку роликами нижней полки. После этого конвейер возвращает балку на кантователь, который выполняет поворот балки на 180°. Балка оказывается выпрямленной полкой вверх. После этого она снова проходит установку для правки полок.
Дробеструйная обработка
Сваренная и выправленная балка чаще всего имеет загрязнения, в первую очередь ржавчину и окалину. Для очистки профиля применяется дробеструйная машина. Она также улучшает качество поверхности двутавра, что упрощает нанесение на него покрытия.
Дробеструйная машина разгоняет стальную или чугунную дробь до скорости 60 – 70 м/с и подает её в камеру обработки. Камера имеет восемь дробеметов, которые располагаются по кругу. По два дробемета приходятся на внешние стороны полок и стойку. Внутренние грани полок обрабатываются одним дробеметом.

Мощность дробеструйных машин находится в пределах 11-15 кВт. Изделие проходит через камеру со скоростью 0,6 – 3 м/мин, расход дроби – 90-120 т/ч. Данными машинами можно выполнить обработку профиля размером 1200х2000 мм.
Общая эффективность линии и дополнительная обработка
Автоматизированная линия может производить изделия размерами 2000х1000 мм. Толщина обрабатываемой листовой стали доходит до 40 мм. Возможно изготовление профилей переменного сечения с углом наклона до 15°. Общая производительность составляет 15 тыс. т в год. Размеры линии 150х24 м.
Дополнительно балка может подвергнуться обработке торцов на фрезерном станке. Балка располагается горизонтально и жестко закрепляется, чтобы избежать погрешностей. Для этого используются рамы с вертикальными стойками, в которых располагаются гидроцилиндры. Управление их работой ведется гидрораспределителем, который направляет поток масла, подаваемое гидравлической станцией под высоким давлением. Фрезерный станок может обрабатывать балки максимального размера, производимые автоматизированной линией. Глубина обработки за одни проход достигает 5 мм, скорость подачи 200 – 650 мм/мин. Для обработки используются фрезы диаметром 160 – 200 мм.
Также линия может снабжаться установкой для сверления балок. Она позволяет выполнить отверстия максимально быстро и с высокой точностью. Установка снабжена системой ЧПУ, которая не требует предварительной ручной разметки изделия. Автоматическое выполнение отверстия позволяет снизить до минимума процент брака.
Установка для сверления состоит из таких элементов:
- Каркас;
- Конвейер;
- Подающие ролики;
- Фиксирующая гидросистема;
- Три сверлильных узла.

Сверлильные узлы имеют сервоприводы, которые позволяют позиционировать инструмент с крайне высокой точностью, ±1.0 мм на 10 м. Контроллер устройства имеет цветной монитор, что делает работу оператора максимально простой.
Установка может выполнять обработку стали толщиной 5 – 40 мм. Диаметр отверстий находится в пределах 12 – 32 мм. Для работы используется двигатель мощностью 5 кВт. Он придает сверлу до 440 об/мин. Скорость позиционирования составляет 5 м/мин, а скорость подачи до 300 мм/мин. Общее потребление энергии установкой 32 кВт.
Читайте также: