Приспособление для сварки труб полуавтоматом
Обновлено: 14.05.2024
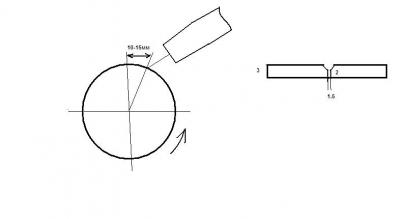
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно "зенита" верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её - для меня загадка.

У вас Таурус , на какой программе варите и в какой защите?
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурус подающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то.
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём "проб и ошибок".
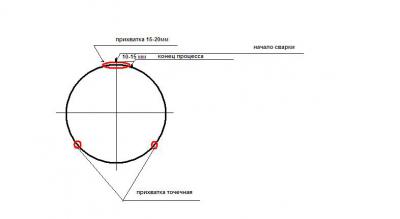
А это в довесок прихватки должны быть подрезаны и зачищены.
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны.
Нужен ли зазор? если да то какой? сколько проходов?
Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет - скорость вращателя большая и горелка близко к "зениту" находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
Проварить полуавтоматом за один проход трубу с формированием обратного валика? Лихо, однако.
Проще на самом деле мне кажется корень пройти рАДС, а заполнение-облицовку полуавтоматом.
Я тут почитал что люди пишут интересно стало))) почему швы корневые "аргонят" на чернухе. про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют. и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
Если варить покрытыми электродами,то вся шлаковая "шелуха" с обратного валика осыпется в трубу.В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
А возможность РАДС имеется ?(не много запоздалый вопрос )
ovik ,
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
Что нужно для полуавтоматической сварки

Начинающим сварщикам надо знать, что нужно для полуавтоматической сварки. При этом информация не должна ограничиваться только необходимыми инструментами. Важно также изучить технологию сварочного процесса по данной методике.
Помимо оборудования для осуществления полуавтоматической сварки, следует также выбрать защитные элементы, которые обезопасят от различных травм во время работы. В нашей статье мы расскажем, что нужно для полуавтоматической сварки, чтобы получить качественный шов и не навредить здоровью.
Виды полуавтоматической сварки
Чтобы производить работы на сварочных автоматах, надо понимать их устройство и функциональное предназначение. Оборудования такого типа являются механизмами, оснащенными катушкой с проволокой, несущей функцию плавящегося электрода, и устройством ее автоматической подачи. Настройку силы тока и скорости подачи электрода осуществляет на аппарате непосредственно сам сварщик, учитывая свойства сплавляющегося металла и со скоростью перемещения горелки.

Существует много разновидностей сварочных установок. Для упорядочивания их систематизировали. Самая распространенная классификация основана на способе защиты материала в процессе работы, согласно ей различают:
- полуавтоматическую сварку под флюсом (порошкообразный материал, находящийся в середине рабочей проволоки, его химические свойства схожи с обмазкой электрода);
- сварку в активных и инертных газах;
Кроме этого, для полуавтоматической сварки применяют однофазные и трехфазные аппараты. Однофазную модель можно подключить к обыкновенной розетке 220 В. При этом если параметры тока в сети не будут отвечать мощности агрегата, то дуга будет нестабильной и шов получится некачественным. Трехфазному аппарату характерно высокое качество работы при разных нагрузках, но его можно подключать только в определенных точках.
Что нужно для автоматической сварки:
- горелка;
- рукав подачи газа;
- баллон с газом;
- система управления;
- сварочный кабель с зажимом;
- редуктор для перемещения электрода;
- источник электрического тока.
Выбор инвертора для полуавтоматической сварки
Что еще нужно для автоматической сварки? В таких технологиях используют трансформаторные и инверторные преобразователи электрического тока, оснащенные устройством подачи проволоки. Обладая сложным конструкционным исполнением, даже самые простые установки этого типа по цене можно сопоставить с полупрофессиональными мобильными многоамперными агрегатами ММА для сварочных работ с применением покрытых электродов.
Делая выбор между инверторным и трансформаторным сварочным аппаратом, в первую очередь надо обратить внимание на условия использования. Трансформаторные приборы более надежны и устойчивы к нагрузкам, что определяется простотой исполнения. Но при этом можно выделить и много отрицательных их качеств: чувствительность к напряжению питания, низкий КПД, появление помех в питающей сети, низкий уровень стабилизации сварочного тока.

Работа инвертора связана с многоступенчатым электронным преобразованием, при котором в качестве основных элементов применяются силовые ключи и импульсный небольшой трансформатор, создающие для каждой ступени необходимые свойства токов. Это позволяет инверторам быть в наименьшей степени чувствительными к качеству подающего напряжения. Они обладают повышенным КПД по причине отсутствия энергетических потерь на насыщение магнитного массивного сердечника. К их плюсам также относятся небольшие габариты и вес, возможность производить точную настройку и обеспечивать высокий уровень стабилизации сварочного тока. Среди основных недостатков выделяют повышенную чувствительность к эксплуатационным условиям: категорически не допускается попадание влаги и пыли внутрь оборудования, наряду с этим изменение температуры окружающей среды всего на 20–30°могут нарушить характеристики номинальных компонентов схемы, что приведет к существенным отклонениям рабочих параметров.
Рекомендуем статьи по металлообработке
Но все же для приобретения навыков сварки на полуавтоматическом оборудовании новичкам рекомендуется использовать именно аппараты инверторного типа. Ценовая разница таких устройств в диапазоне 15–25 тыс. руб. практически отсутствует. Параметр мощности выбирается в зависимости от нужной толщины свариваемых заготовок: до 160 А параметр тока на выходе при толщине до 4 мм и около 200 А при толщине 6–7 мм является достаточным. Немаловажное значение имеет оснащенность дополнительными функциями, такими как смена полярности, индикация параметров, протяжка сварочной проволоки без подачи на нее напряжения и ее скоростной режим. Ну и самое главное – доверие к бренду.
Требования к проволоке для полуавтоматической сварки
Что же еще необходимо для полуавтоматической сварки? Безусловно, основной оснасткой, без которой сварочный аппарат не сможет работать, является специальная проволока, выполняющая функцию электрода. Ее подача производится при помощи особого механизма.
Существуют два вида материалов для сварки при работе на полуавтоматах:
- электродная порошковая проволока;
- сварочная проволока сплошного сечения.
Насчитывается более 76 разновидностей второго варианта, но на практике применяется лишь небольшая их часть. Остальные виды оснастки – узкоспециализированные и применяются на производстве. Основным критерием при выборе проволоки является тип металла, используемый при сварке конструкции. Преимущественно на автоматах сваривают низколегированные и низкоуглеродистые стали, применяя при этом омедненную и проволоку без включения меди.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Наибольшую популярность среди сварщиков омедненная проволока получила благодаря наличию антикоррозийного покрытия. Но не всем известно, что в момент расплавления меди в воздух выделяются опасные для здоровья пары. Неомедненная проволока не так вредна и имеет предохраняющий от коррозии слой покрытия.
Помимо этого, на полуавтоматах применяют электродную порошковую проволоку, не нуждающуюся при сварке в защитном газе. У нее имеется специальная маркировка, к примеру, такая: СВ-08Г2С. Ее расшифровка означает:
СВ – сварная проволока;
08 – в ее составе процентное содержание массовой доли углерода составляет 0,08 %;
Г – такой буквой обозначается марганец, который присутствует в химическом составе проволоки;
2 – содержание марганца 2 %;
С – наличие кремния в составе проволоки: если за буквой не стоит цифровое значение, то его наличие в составе не более 1 %.
Такую марку проволоки диаметром 0,6 мм используют для сварки низколегированных сталей (а это 90 % всего металлопроката). Ее применяют как в быту, так и для ремонта деталей кузовного типа. Помимо этого, этот материал допустимо использовать на установках с током до 500 А.
При сваривании деталей из нержавеющих сталей применятся проволока марки Св01Х19Н9. Медные и алюминиевые сплавы сваривают в аргонной среде с использованием соответствующей по составу проволоки марок СВ-АМц, СВ-А85 и СВ-97.
Можно дать один важный совет: при работе полуавтомата на открытом воздухе либо в полевых условиях можно применять порошковую проволоку, для которой не потребуется обдува защитным газом.
Подготовка к полуавтоматической сварке
При подготовке к полуавтоматической сварки следует:
- Выбрать проволоку нужного размера. В большинстве случаев востребованы расходные материалы диаметром от 3 до 6 мм. Для сварки полуавтоматом обычно используют проволоку диаметром 4 мм.
- Вытянуть присадку до выхода из горелки, отрегулировав силу ее натяга.
- Приготовить к работе защитный газ. Самыми распространенными защитными газами являются углекислота или аргон. Первый вид прекрасно подходит для работы со стальными заготовками и выгодно отличается невысокой стоимостью. А второй практически исключает образование брызг и обеспечивает стабильность электрической дуги.
- Подключить к аппаратуре газовый баллон.

При настройке аппаратуры следует соблюдать правила, выполнение которых является гарантией получения ровного и качественного шва. В первую очередь необходимо добиться стабильности и равномерности горения электрической дуги, произвести тщательную очистку стыков от краски, жира, шлака и других загрязнений. По значимости не менее важным моментом является установка оптимальной скорости подачи сварочной проволоки. Параметры необходимых настроек обычно отражены в сопроводительном документе, которым обеспечивается установка при продаже. Но заводские значения настроек не следует принимать за догму. Они служат лишь базисом, которым сварщику необходимо руководствоваться в поиске наилучшего варианта исполнения.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- вида и состава защитной среды;
- пространственного расположение стыка;
- диаметра и состава присадочного материала;
- температуры воздуха;
- химического состава свариваемых металлов;
- качества энергоснабжения;
- выбранного режима работы.
На что нужно обращать внимание при настройке агрегата полуавтоматической сварки? Наиболее часто сварщики совершают ошибки, которые определяются по следующим характерным признакам:
- Появление посторонних звуков, напоминающих сухой громкий треск. Они возникают в тех случаях, когда замедляется подача присадочной проволоки. Для устранения такого дефекта достаточно будет просто ускорить подачу проволоки.
- В процессе работ появляется сильное разбрызгивание. Это возможно, когда подача инертного газа слишком мала. Чтобы избавиться от такой проблемы, необходимо произвести ревизию редуктора – в большинстве случаев он неисправен. А иногда достаточно будет просто увеличить подачу газа.
- Плохая проварка металла и, как результат, – шов плохого качества. В большинстве случае это происходит из-за неверного выбора значения напряжение и индуктивности.
- Толщина валика получается неодинаковой. Такой дефект образуется по причине неправильного выбора скорости движения горелки.
Что еще нужно для полуавтоматической сварки
При подготовке к полуавтоматической сварке следует тщательно подобрать дополнительное оборудование и особенно горелку. Даже если она сегодня вас вполне устраивает, то в будущем все равно возможны проблемы. Ни для кого не секрет, что рабочая поверхность горелки со временем изнашивается, к примеру, от высокой температуры, случайных падений или сварочных брызг. Такая информация при любом случае будет нужной и полезной.

Технические параметры горелки:
- Показатель максимальной силы тока. Он бывает в пределах от 180 до 650 А. При выборе горелки необходимо ориентироваться на максимальные характеристики вашего сварочного оборудования. Следует обратить внимание и на тот факт, что для одной и той же горелки иногда указываются два значения: для сварки со смесью газов (обычно оно меньше, допустим, составляет 130 А) и для сварочных работ с применением углекислого газа (как правило, более высокое значение, к примеру, 150 А).
- Вариант используемого охлаждения. Наиболее часто для охлаждения используют специальные пистолеты с воздушным охлаждением, которыми и оснащаются полуавтоматические агрегаты.
Охлаждение обычно производится посредством продувки газом. Такой тип горелок подходит для кратковременных сварочных работ. Как правило, они рассчитаны на максимальную нагрузку силы тока 350 А.
Модели с водяным охлаждением используются для более интенсивной эксплуатации, с их помощью можно выполнять длинные швы. Охлаждающая жидкость поступает через шлейф непосредственно в сопло. Применение пистолетов водяного охлаждения дает возможность максимально увеличить производительность сварочного полуавтомата и осуществить сварочные работы с минимальными техническими перерывами.
Что нужно еще использовать для процесса полуавтоматической сварки? Так, не следует забывать и о подборе всех необходимых сопутствующих приспособлений и оснастки для пистолета. Это:
- Контактные наконечники – устанавливаются в горелке и предназначаются для подачи проволоки в область сварки. Выбираются по типу присадочного материала (алюминиевая, стальная или порошковая проволока) и диаметру прутка.
- Держатели наконечников – предназначаются для надежной фиксации токосъемных наконечников.
- Сопла сменного типа – выполняют функцию формирования потока подводящего газа. Более универсальными являются широкие сопла, применяются при большинстве сварочных работ. Узкие сопла используются для сварки в труднодоступных местах.
- Мундштук – это цилиндрическая деталь изогнутой формы, закрепленная в пистолете (ее также называют «шейка» или «гусак»). Она выполняет роль удлинителя и предназначена для удобного удержания пистолета, при этом отпадает необходимость его периодически наклонять.
При подборе комплектующих деталей горелки необходимо обращать внимание на технические параметры (диаметр резьбы и рекомендуемой проволоки, материал) либо на тип сварочного агрегата. Каждая модель оснащается определенной фирменной оснасткой конкретного производителя.
Определившись с перечнем вспомогательных приспособлений и необходимых расходных материалов, не забудьте про средства индивидуальной защиты. Для удобства вместо обычной маски сварщика можно использовать модель «Хамелеон», которую не нужно периодически снимать в процессе работы. Она оснащена специальным саморегулирующимся фильтром, позволяющим работать в двух режимах: шлифовки (с хорошим обзором) и сварки (с затемненным стеклом). Такая маска служит хорошей защитой глаз от воздействия инфракрасного и ультрафиолетового излучения. Фильтр подобного типа реагирует на сварочную дугу практически мгновенно, затемнение появляется в течение нескольких миллисекунд.
Помимо такой маски, сварщик должен быть обеспечен крагами и костюмом, который защитит его тело и руки от ожогов во время выполнения работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Полуавтоматическая сварка трубы

Современные сварочные технологии предполагают широкое использование полуавтоматических аппаратов. Устройства такого типа применяются как в гаражных мастерских, так и на промышленных производствах. Одним из преимуществ такой техники является упрощение работы мастера на дуговых поверхностях, включая трубопроводы. Из этой статьи вы узнаете о том, как производится полуавтоматическая сварка трубы, и поймете все особенности данного процесса.
Что такое полуавтоматическая сварка

Залог эффективного использования оборудования – знание его строения и технологии работы. Основное отличие полуавтоматического сварочного аппарата заключается в том, что во время процесса электродная проволока подается к месту плавления автоматически.
Конструкция такого устройства состоит из:
- Основного блока, который преобразует сетевой электрический ток и отвечает за равномерную подачу электродной проволоки. Здесь же производится настройка аппарата перед процедурой.
- Шланга (сварочного рукава).
- Горелки с электродной проволокой.
- Токопроводящего наконечника.
- Газовой защиты.
Крупные предприятия с большим объемом заказов для полуавтоматической сварки трубы используют стационарные агрегаты. Такое оборудование обеспечивает высокое качество швов, экономию времени и электроэнергии.
Все полуавтоматы условно можно разделить на несколько видов:
- с порошковой проволокой;
- с флюсованной проволокой;
- с защитой в виде инертных газов;
- универсальные.
Несмотря на такое разнообразие, все они отлично справляются со сваркой труб как из цветного, так и из черного металла.

В зависимости от способа подачи электрода, аппараты для полуавтоматической сварки труб можно разделить на:
- переносные – представляют собой небольшой блок, который легко перемещать;
- передвижные – установлены на специальных колесиках для более удобной транспортировки;
- стационарные – прочно закрепленные на подставке в одном помещении.
По типу функционирования подающего устройства выделяют:
- толкающие, когда специальные ролики выталкивают электрод к месту сварки;
- тянущие, когда подающее устройство находится в самой ручке и подтягивает к наконечнику проволоку, которая, как правило, находится в основном блоке.
Суть работы полуавтоматов при сваривании труб

1. Отличительные особенности.
Полуавтоматическая сварка труб не имеет кардинальных отличий от проведения процедуры ручным аппаратом, но по окончании процесса некоторые особенности заметить можно. Полуавтоматический шов будет иметь зигзагообразную форму плавления. Кроме того, сам процесс займет гораздо меньше времени.
Проволока-электрод, используемая в полуавтоматической сварке, может иметь диаметр от 0,8 до 1,2 мм в зависимости от специфики труб. Перед началом работ кромки изделия иногда подготавливают разделкой.
2. Область применения полуавтомата.
Благодаря различным формам агрегата его можно использовать как в цехах промышленных масштабов, так и на отдельном объекте (выездной формат работ).
Полуавтоматическая сварка трубы, как правило, производится на этапе заготовок. Монтаж водопровода, газопровода и оснастки промышленных помещений, как правило, производится на самом объекте при помощи других технологий.
Особенности монтажа имеют значение при выборе типа швов. Так, для соединения двух элементов используют стыковые и нахлесточные швы, а в некоторых случаях – угловые.
Для монтажа водо- и газоснабжения мастера выезжают на объект и проводят процедуру непосредственно в эксплуатационных условиях. Для простоты перемещения аппарата его устанавливают на специальный прицеп. При этом работы производятся с применением газовой защиты (например, СО2).
3. Подготовительные работы.

Чтобы шов получился качественным, а скрепление прочным, следует провести некоторые подготовительные работы. Сперва необходимо нарезать трубы. Затем под углом снимаются фаски (это делается для более глубокой проварки стыков). После этого счищается верхний слой кромок и оцентровывается место соединения.
Для контроля качества операций, проделанных на этом этапе, скос кромок проверяется в нескольких местах, оценивается параллельность деталей изделия (они должны располагаться точно под углом 90° по отношению к центральной оси), осматриваются срезы на предмет чистоты. Наличие на кромках пятен ржавчины или нескольких капель масла существенно снижают прочность сцепления труб. Во избежание подобной ситуации необходимо произвести очистку материала с внешней и внутренней стороны не менее чем на 15 мм от среза.
Для четкой стыковки труб необходимо установить их строго параллельно и сделать вдоль места сцепления несколько прихваток – коротких швов того же качества, что и основной. Это делается для того, чтобы зазор не изменял свою конфигурацию во время проведения полуавтоматической сварки трубы.
Для сварки сложных материалов (поржавевших, оцинкованных и т. п.) полуавтоматическим способом лучше всего подходят медная и алюминиевая проволоки. Именно они дают равномерный и прочный шов в такой ситуации.
Преимущества полуавтоматической сварки трубы

Использование полуавтоматической технологии для выполнения сварки может существенно упростить и ускорить работу мастера. Для этого нужно лишь хорошо владеть азами сварочного дела, знать принцип работы агрегата, разбираться в расходных материалах и обладать навыками подбора нужного режима.
В учебных заведениях молодых специалистов обучают всему этому мастера-профессионалы. Но это не означает, что работе на полуавтомате нельзя обучиться самостоятельно. Такой вид аппаратов широко применяется не только в производственных цехах и на промышленных объектах для сцепления труб, но и в гаражных мастерских, в том числе, для личного пользования. Главное – умело подобрать настройки работы агрегата.
В качестве газовой защиты новичкам и сварщикам-любителям лучше использовать углекислый газ – он доступен по цене и обладает достойными качественными характеристиками.
Полуавтоматическая сварка с применением углекислого газа хороша тем, что:
- позволяет выполнять процесс в ускоренном темпе;
- с ее помощью легко получить надежный и качественный шов;
- не портится вид изделия;
- удобна для работы на разных участках (даже труднодоступных);
- минимизируется количество отходов.
Оборудование для полуавтоматической сварки трубы

Сварка полуавтоматом может выполняться на трубах разного типа стали – от стандартной до нержавеющей. Преимуществом такого метода является то, что электродная проволока подается непрерывно на протяжение всего процесса. Это избавляет мастера от необходимости постоянно менять электроды, экономит его время и энергозатраты.
Наиболее распространены агрегаты, оснащенные защитной газовой системой – MIG/MAG. В отличие от полуавтоматов с флюсовой защитой, их можно применять для работы как в вертикальной плоскости, так и в горизонтальной, при этом эстетику шва сохранить гораздо легче.
Правила и нюансы проведения полуавтоматической сварки трубы

Вопрос о том, как правильно осуществлять полуавтоматическую сварку трубы, часто волнует молодых специалистов и мастеров-самоучек. Эта процедура содержит множество нюансов касательно выбора расходников и контроля процесса.
Итак, как мы выяснили выше, в зависимости от конкретного признака агрегаты бывают:
- переносного, передвижного и стационарного типа исполнения;
- автономными или встроенными;
- с газовой системой защиты, с флюсовой, комбинированного типа или без защиты;
- со стальной электродной проволокой, порошковой, алюминиевой, сплавной или комбинированной;
- с толкающим, тянущим или с комбинированным способом подачи электродной проволоки;
- с плавным, ступенчатым или плавно-ступенчатым способом регулирования интенсивности подачи проволоки;
- рассчитанные на напряжение 220 В или 380 В;
- с естественным или искусственным способом охлаждения горелки;
- профессиональные, полупрофессиональные и бытовые – в зависимости от назначения.

Вне зависимости от фирмы и страны-производителя все аппараты для полуавтоматической сварки труб характеризуются механическим способом подачи проволоки. Электрод диаметром от 0,6 до 2,5 мм подается к наконечнику через гибкий шланговый кабель. При этом настройка оборудования производится мастером отдельно для каждой процедуры.
Основными элементами устройства являются:
- горелка;
- шланговый кабель;
- механизм подачи электрода.
Подающий механизм работает за счет вращения роликов (одной или двух пар). Их скорость регулируется в настройках основного блока агрегата плавно или ступенчато в зависимости от строения прибора.

Мощность оборудования напрямую зависит от веса кассеты – от 1,5 до 50 кг. Все они могут быть как закрытого, так и открытого типа (существует также аппарат для полуавтоматической сварки труб открытого типа, установленный на тележке). От основного блока к держателю или горелке с проводом отходит шланг (сварочный рукав). Он может быть 1,5, 2,5 или 3 м в длину. Оборудование, оснащенное системой газовой защиты, имеет также устройства для подведения соответствующего вещества.
Горелка – основной инструмент сварщика. С ее помощью производится как сам процесс наложения швов, так и защита (газовая или флюсовая, если таковая имеется). Производители понимают всю важность этого приспособления, поэтому стараются сделать все для его усовершенствования.
Для расходных материалов разного типа предусмотрен свой оптимальный режим использования. Основные параметры для работы с каждым из них отражены в таблице ниже.

Полуавтоматическая сварка – частично механизированный процесс. В отличие от ручной дуговой сварки, где используются сменяемые штучные электроды, часть работы выполняет машина. Полуавтоматическая технология также отличается от полностью автоматизированной, которая происходит без участия человека. В этой статье мы опишем, какие существуют виды полуавтоматической сварки, ее преимущества и недостатки, а также возможные нюансы работы.
Устройство и назначение полуавтомата

В полуавтоматической сварке не нужно самостоятельно подавать электрод и производить его замену в держателе. В машинном устройстве вместо электрода установлена специальная проволока. Она автоматически выходит в зону сварки. Сварщик регулирует нужную подачу и, выдерживая определенное расстояние до металла, выполняет работу.
Различные виды полуавтоматической сварки просты в исполнении и не требуют специальных знаний. Все оборудование и детали стоят относительно недорого. Именно преимущество в цене делает данный тип сварки популярным как в крупной промышленности, так и в фирмах технического обслуживания или ремонта.
Также аппараты полуавтоматической сварки широко используются частными мастерами, а также непрофессионалами в работе дома или на даче. Перед покупкой оборудования вам необходимо изучить основы этой технологии, определить нужную область применения, затем подобрать конкретную модель устройства.

Механизм полуавтоматического оборудования универсален для всех типов сварки. Основные детали устройства:
- источник питания, блок управления, панель индикации и элементы ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в сварочную область (иначе – сварочный рукав), кабель для подсоединения к «массе»;
- сварочная горелка;
- механизм для автоматического выхода проволоки;
- емкость с инертным или активным газом, специальное газовое оборудование.
Помимо перечисленных основных элементов, для некоторых видов полуавтоматической сварки могут понадобиться дополнительные устройства. Например: размоточные приспособления, оборудование для соединения трубопроводов, стойки для рукавов, ограничивающие экраны, вытяжки и т. д.
Плюсы и минусы полуавтоматической сварки

Плюсы сварки полуавтоматом:
- Эта технология позволяет выполнять сварку быстро и эффективно, дает качественное соединение даже тонких металлических изделий.
- Метод характеризуется высокой сварочной производительностью, которая значительно выше, чем в ручной, газовой и других сварках.
- Механизированная сварка в среде защитных газов удобна тем, что ее можно делать в любом положении (горизонтальном, вертикальном, нижнем, потолочном).
- Нет необходимости использовать сварочные флюсы и покрытия. Значит, вам не потребуется дальнейшая очистка шва от шлака.
- Более сконцентрированные сварочные дуги. Благодаря этому уменьшается область термического воздействия.
- Различные виды сварки полуавтоматом практически исключают возникновение напряжений и деформаций.
- Данную сварочную технологию можно довести до полной автоматизации.
Недостатки полуавтоматического метода:
- Если вы выполняете работу в открытом или продуваемом месте, возможны нарушения газовой защиты.
- Электродный металл может разбрызгиваться. Часто это случается при работе с углекислым газом.
- Если вы работаете в режиме повышенной мощности аппарата, вам нужно дополнительно использовать водную систему охлаждения, так как прибор перегревается.
Основные типы полуавтоматической сварки

Главный элемент устройства полуавтомата – источник сварочного тока или блок питания. Есть два возможных варианта построения узла тока. Стандартно используются системы на основе понижающего трансформатора.
Однако уже несколько лет производители отдают предпочтение системам с инверторными преобразователями.
Полуавтоматические устройства с инверторами имеют явные преимущества перед аналогами, что подтверждается многочисленными тестами.
Вот основные плюсы различных видов инверторных приборов полуавтоматической сварки:
- высокая стабильность горения электрической дуги, которая сохраняется и при низком питающем напряжении;
- высокий КПД (значительно выше, чем в устройствах на основе трансформатора);
- небольшая масса и размеры всего устройства.
Преимущество трансформаторных систем в том, что они достаточно просто устроены. Если возникнет поломка, прибор можно будет починить, не имея при этом специальных знаний.

Устройства полуавтоматов могут отличаться, что обусловлено тем, что они используют разное напряжение. Приборы для индивидуальных мастеров, работающих дома, подключаются к однофазной сети с напряжением 220 Вольт.
Устройства, которые используют на промышленных предприятиях, обычно предназначены для сетей с трехфазным напряжением. Они могут работать при более высоких значениях тока, при больших нагрузках и с более толстыми проволоками.
Виды полуавтоматической сварки в среде защитных газов

Один из самых популярных видов сварки полуавтоматом – сварка в среде защитных газов (MIG/MAG-сварка). Данная технология подходит для соединения частей из любого металла, при этом вы можете беспрепятственно работать как на открытом воздухе, так и в помещении.
В приборе имеется специальное устройство, осуществляющее подачу проволоки в сварочную горелку с определенной скоростью. Механизм устройства состоит из электродвигателя, редуктора, прижимных и подающих роликов и кассеты с самой проволокой. Подающий механизм может быть открытым или закрытым. Также различают простые (содержат одну или две пары роликов) и сложные системы (четыре и более роликовых агрегата).
Подача проволоки, регулируемая пультом управления от десяти и более метров, возможна при наличии промежуточных механизмов. Благодаря им увеличивается область проведения сварки. Все дополнительные механизмы четко взаимодействуют с основными. Так осуществляется постоянное действие полуавтомата и газового устройства.

Этапы данного типа полуавтоматической сварки:
- подготовка свариваемых кромок;
- подбор сварочных материалов;
- установка режима работы прибора;
- непосредственно процесс сварки, выполняемый по специальной технике;
- оценка работы, проверка полученных швов.
Технология сварки зависит от типа соединения: стыкового, внахлестку, углового «в лодочку», таврового. При этом учитывается расположение швов. Так, горизонтальные швы должны идти углом назад и слева направо без поперечных колебаний. Вертикальные швы идут снизу вверх при небольшой толщине металла и снизу вверх при толщине изделий от 4 мм.
Чтобы заполнить разделку, выполняются поперечные колебательные движения. Во время работы перед новым подходом сварки удалите направленный шарик на конце проволоки.
Описываемый вид полуавтоматической сварки отличается простотой и эффективностью. Неудобство заключается лишь в постоянном использовании газового баллона. Если вам необходимо все время передвигаться с места на место, можно использовать тележку. Преимущество технологии в низкой стоимости газа (наиболее дешевый вариант – газ аргон). Также метод отличается высоким качеством швов.
Тонкости и виды полуавтоматической сварки под флюсом

По стандарту ГОСТ 8713 (1979 г.) проволока с флюсом должна использоваться для неразъемной сварки материалов из стали и сплавов на основе железоникелевых соединений. Метод подходит для любых сварочных работ, в том числе и высокой сложности.
Освоение навыков сварочных работы под флюсом не потребует много времени и денежных затрат. Флюс представляет собой гранулированный порошок, при горении он образует защитный слой из газа и шлака.
Электродуговой тип полуавтоматической сварки с применением защитного порошка – достаточно простой, при этом надежный метод. Он позволяет получать качественные и прочные швы.
Работа под флюсом включает соединение расплавленного металла двух разных изделий в присутствии защитного порошка. Металл и флюс плавятся под воздействием высоких температур электродуги.
При плавлении гранул образуется особая пленка. Она предохраняет сварочную ванночку от контакта с кислородом, а также предотвращает разбрызгивание металла.
Сам шов покрывается тонким слоем шлака, под ним равномерно остывает соединение. Получившуюся корку легко удалить механическим путем. Это делается в обязательном порядке для визуальной оценки качества шва.
Для удаления шлака можно использовать обычный молоток. При ударах шлак должен осыпаться. До этого вам нужно снять остатки флюса – они могут повторно использоваться при следующей сварке.

Различные виды полуавтоматической сварки под флюсом предполагают использование разных его типов. Определенные марки подбираются для работы с разными типами стали (высоколегированная или высокоуглеродистая), цветными металлами, сплавами и т. д.
Также сами флюсы делятся на два вида:
- Не плавленые (испеченные и керамические). Представляют собой гранулы с легирующими добавками. Они дают высокое качество сварного соединения.
- Плавленые. В составах присутствует стекло или пемза.
Не плавленые виды флюса получают путем измельчения основного материала и дальнейшего его соединения с жидким стеклом. Используются для добавления легирующих присадок в тело шва. Плавленые флюсы выполняются путем спекания материалов.

Для электро- и газосварки также используются разные виды защитного флюса. В основном они различаются по составу. Составы для электросварки содержат специальные солевые гранулы на основе фторидов и хлоридов. Этот вид сварки выполняется с переплавом шлаков с активными металлами.
Соединения солевых и оксидных растворов позволяют применять смешанные флюсы, предназначенные для сварки легированной стали. Оксидные флюсы используются для сварки различных видов стали с присутствием фтора.
Виды полуавтоматической сварки выполняются с применением флюсовой проволоки без газа. Это дает лучшее качество соединений. На прочность и другие свойства полученного соединения влияют химические составы исходных материалов.
Сварочные проволоки из стали выполняются в соответствии с ГОСТом 2246 (1970 г.). Проволока должна подбираться под материал свариваемых изделий.
Итак, проволока может изготавливаться на основе трех видов стали:
- легированной;
- высоколегированной;
- конструкционной, низкоуглеродистой.
Размер сечения сердечников – до 12 мм (это значение зависит от толщины металла). Проволока поставляется в бухтах длиной до 80 м. При необходимости ее наматывают на кассеты или катушки.
Стальная проволока, используемая в различных видах полуавтоматической сварки, должна храниться особым образом. Необходимо, чтобы место хранения было сухим, не пропускало влажный воздух. Если металл покрылся ржавчиной, обработайте его бензином или керосином.
Для работы с изделиями из алюминия используют проволоки, выполняемые по ГОСТам 7871 и 16130. Обычно это омедненные проволоки, которые не нужно дополнительно обрабатывать при сварке.
Полуавтоматическая сварка стыков трубопроводов
Сварку в среде углекислого газа применяют для выполнения первого (корневого) слоя шва стыков магистральных трубопроводов на полустацио — нарных трубосварочных базах, заготовительных цехах, а также для всех слоев шва трубопроводов малого диаметра с большой толщиной стенки.
Сварочные установки полустационарных трубосварочных баз имеют источник электрического тока, стационарный пункт электрогазового питания, которые укомплектованы полуавтоматами А-547Р или аналогичными им А-547, ПДГ-315К, ПДГ-401, ПДГО-5ЮТ или любыми другими портативными полуавтоматами, включая ранцевые.
В качестве источника тока применяют сварочные агрегаты с двигателями внутреннего сгорания, выпрямители в сочетании с передвижными дизельными электростанциями. Такие электростанции могут питать током соответственно один — два стационарных сварочных поста.
Трубы собирают в секции с помощью внутренних центраторов для выполнения корневого слоя шва на механизированных трубосварочных линиях типа СТТ. Сборку секций труб для полуавтоматической сварки в среде углекислого газа выполняют с зазором 2—3,5 мм.
Диаметр сварочной проволоки dn выбирают в зависимости от толщины s стенки стыков свариваемых труб: при s = 1 + 5 мм dn = 0,8 + 1 мм; при s более 5 мм dn = 1+2 мм.
Температуру предварительного подогрева свариваемых кромок определяют в зависимости от эквивалента углерода трубной стали и толщины стенки трубы, приравнивая углекислый газ и электродную проволоку, как при сварке электродами с основным покрытием. Сварочный ток можно определить из эмпирической формулы:
где dn — диаметр электрода, мм.
Напряжение при газоэлектрической сварке определяют из уравнения
Стабильное горение дуги, минимальное разбрызгивание и хорошее формирование металла шва достигают, если сварку в среде углекислого газа ведут на постоянном токе обратной полярности.
При сварке корневого слоя шва на трубосварочных линиях сварщик выполняет полуавтоматом четверть окружности трубы. Сварку ведут электродной проволокой диаметром 1,2 мм в направлении сверху вниз (рис. 6.1 а) "углом назад" с упором сопла полуавтомата на кромки труб при следующих
режимах, приведенных в табл. 6.1. Первый шов выполняют два сварщика на двух стыках. Давление газа устанавливают по манометру таким образом, чтобы обеспечить надежную защиту дуги. Кроме периодического поворачивания секции сварку выполняют, если осуществляют непрерывное вращение секции (рис. 6.1 б). Держатель полуавтомата не перемещается по периметру стыка, и сварку ведут на одном участке, отстоящем под углом 30—35° от вертикальной оси трубы в сторону, обратную направлению вращения секции.
Режим сварки в среде углекислого газа стыковых соединений
Толщина металла, мм
Диаметр проволоки, мм
Сварочный ток, А
Скорость сварки, м/ч
Расход газа, л/мин
Рис. 6.1. Порядок наложения швов при сварке корневого слоя:
а, б—традиционным методом; в — методом STT
При сварке труб диаметром 1220—1420 мм из стали класса Х60—Х65 в среде углекислого газа используют проволоки диаметром 1,6—2 мм марок Св-08Г2С, Св-08Г2СМ, Св-ЮГСМТ. Оптимальные режимы для проволоки марки Св-ЮГСМТ представлены в табл. 6.2.
Режимы полуавтоматической сварки труб
в среде углекислого газа
Напряжение дуги, В
Скорость подачи проволоки, м/ч
Примечание. Вылет электрода 15—20 мм. Расход газа 11-16 л/мин.
Площадь поперечного сечения каждого наплавленного слоя можно определить по формуле:
где ам — коэффициент наплавки; Vce — скорость сварки; р — плотность наплавленного металла.
Коэффициент расплавления ар состоит из двух слагаемых:
где ар — составляющая коэффициента расплавления, обусловленная тепло — вложением; Дар — составляющая коэффициента расплавления, зависящая от тепловложения вследствие предварительного нагрева вылета электрода протекающим током.
Суммарный коэффициент расплавления
ар =9,05+3,1-10~5 JTl/dl.
Скорость подачи проволоки
При автоматическом режиме сварки в среде углекислого газа сварочный ток определяют по формуле:
где ар — коэффициент расплавления, г/(А‘ч); а — коэффициент тепловод — ности стали, 1 /°С; Т — температура нагрева вылета электрода (принимают 400°С); I — вылет электрода (принимают максимальное значение 8 мм); dn— диаметр электродной проволоки, мм.
Полуавтоматическая сварка методом STT рекомендуется для следующих операций:
— выполнения корневого слоя шва, последующие заполняющие и облицовочный слой шва — полуавтоматической самозащитной порошковой проволокой типа Иннершилд;
— выполнения корневого слоя шва, заполняющие и облицовочный слой шва — ручной электродуговой сваркой;
— выполнения корневого слоя шва, заполняющие и облицовочный слой шва — автоматической сваркой порошковой проволокой в среде защитных газов;
— выполнения корневого слоя шва на стенде ССТ, заполняющие и облицовочный слой шва — автоматической сваркой под флюсом на установках ПАУ;
— выполнения всех слоев шва с применением труб с толщиной стенки до 8 мм.
При сварке корневого слоя шва на трубосварочной базе методом STT. Сварщик выполняет полуавтоматом половину окружности трубы. Сварку ведут электродной проволокой диаметром 1,14 мм в направлении сверху вниз (рис. 6.1 в) "углом назад".
В положении 0—1 ч сварку ведут с небольшими дугообразными поперечными колебаниями с углом наклона горелки — 30—40°С. В положении 1 час колебания прекращают, переводя в прямолинейное движение горелки, выдерживая угол наклона 20—45° до положения 4 часа. Процесс сварки прекращают внизу трубы.
Полуавтоматическую сварку самозащитной порошковой проволокой Иннершилд применяют для сварки заполняющих и поворотных стыков труб диаметром 325—1220 мм с толщиной стенок 6—20 мм. Способ используют для следующих технологических вариантов:
— корневой слой шва выполняют ручной электродуговой сваркой электродами с целлюлозным видом покрытия, "горячий проход" и все последу — щие слои — с применением проволоки Иннершилд;
— корневой слой шва и "горячий проход" выполняют ручной электроду — говой сваркой электродами с целлюлозным видом покрытия, все последующие слои — с применением проволоки Иннершилд;
— корневой слой шва выполняют полуавтоматической сваркой в среде углекислого газа проволокой сплошного сечения методом STT, все последующие слои — с применением проволоки Иннершилд;
— корневой слой шва выполняют ручной электродуговой сваркой элект родами с основным видом покрытия, все последующие слои — с применением проволоки Иннершилд.
Перед началом полуавтоматической сварки устанавливают скорость подачи проволоки и напряжение надуте (табл. 6.3).
Читайте также: