Приспособления для сварки трубопроводов
Обновлено: 04.05.2024
При выполнении сварочных работ в одиночку бывает очень неудобно (или даже невозможно) приварить нужный элемент в определённом месте конструкции. Отличными помощниками в решении данной проблемы выступят специальные струбцины для сварки, с которыми мы подробнее ознакомимся в этой статье.
Особенности
Струбцина для сварки – это специальное приспособление, которое служит в качестве фиксатора некоторых частей в момент сварки или обработки. Указанное устройство максимально крепко сопрягает отдельные элементы свариваемой конструкции, что значительно облегчает практически любую работу с ними.
Конструктивно такое изделие состоит из двух основных частей: рамы и подвижного устройства, которое прижимает свариваемые элементы. За счет изменения расстояния между рамой и подвижной деталью происходит плотный захват свариваемых поверхностей. В качестве прижимного механизма может применяться винт с резьбой или рычаг.
Изменяя силу затяжки, возможно регулировать плотность прижима элементов сварки, что необходимо при фиксации тяжелых заготовок.
Угловые струбцины применяются для стыковки заготовок труб под разными углами. Такое изделие – самое распространенное, поскольку применяется практически везде. Оно вполне подойдет для сварочных работ в домашних условиях, в сфере сборки металлоконструкций, а также в промышленном производстве. Исходя из необходимого угла струбцина может иметь постоянный угол стыка или возможность регулировки наклона деталей.
У угловых струбцин для сварки имеется ряд неоспоримых преимуществ. Рассмотрим их.
- Для повышения жесткости соединений применяется толстостенный металл. За счёт этого уменьшается вероятность изгиба сварочного шва от перегрева металла или иной деформации в процессе работы.
- В конструкции прочных струбцин применяются обмедненные резьбовые детали. Это делается для того, чтобы расплавленные брызги металла не разрушали резьбу, а прижимной механизм прослужил максимально дольше.
- Применение описываемого устройства позволяет сварщику не держать свободной рукой одну из свариваемых деталей, а жесткая фиксация дает возможность работать электродом под любым углом.
Качество выполнения сварочных работ зависит не только от навыков самого сварщика, но и от инструмента, который он использует в работе.
Применяя такой дополнительный инструментарий, как струбцины, можно не только в разы уменьшить время выполнения поставленной задачи, но и избавиться от необходимости подгона и натяжки заготовок для дальнейшей работы.
Разновидности
Сегодня существует огромное количество разнообразных струбцин, используемых для определенных типов фиксации. Рассмотрим самые распространенные виды этих приспособлений, которые можно найти в любом магазине со сварочным оборудованием.
- Корпусные струбцины. Такой зажимной механизм может быть использован для фиксации заготовки на различных косых и параллельных поверхностях. Свое название это приспособление получило из-за того, что прижим выполняется всем корпусом. Изделие представляет собой 2 металлических бруска, соединенных между собой металлический пластиной с одной стороны. Один из брусков жестко закреплен на конце металлической пластины, а второй имеет дотягивающий винт и свободно движется вдоль всей пластины. Чтобы выполнить зажатие детали, необходимо свести оба бруска, а затем прижимным винтом дожать оставшееся расстояние. Этот вид струбцин считается самым распространенным в сварочном деле.
- Винтовая струбцина. Тоже довольно популярный инструмент. Он имеет массу вариантов исполнения, но принцип работы остается неизменным: прижим выполняется благодаря затягиванию винта. Это изделие может быть выполнено в виде корпусного зажима. В таком случае прижимной болт проходит сквозь брус, а пятак выполнен в виде губы. Хороший инструмент такого типа должен быть выполнен из инструментальной стали путем ковки. Кованные вещи имеют закалку и повышенную прочность, что обеспечивает изделию долговечность.
- Магнитная струбцина (магнитный уголок). Это еще один распространенный вид фиксаторов среди сварщиков, поскольку предназначен для предварительной фиксации двух металлических профильных труб и имеет возможность быстрой подгонки без необходимости раскручивания прижимных винтов. Описываемое приспособление может иметь различные геометрические формы (треугольник, квадрат, пятиугольник).
- Струбцина с трещоткой. Внешний вид напоминает большую прищепку для белья. Зажимается от руки, а наличие храпового механизма не позволяет разжиматься обратно. Для ослабления зажима необходимо нажать на специальную кнопку на ручке.
- Вакуумные струбцины. Представляют собой 2 ручных вакуумных насоса, закрепленных на металлической раме параллельно друг другу. Такая струбцина бывает трехосевая. Описываемое изделие применяется для стыковки двух листов металла.
- G-образная струбцина. Хорошо подходит для выполнения сварочных работ. Такие конструкции выполняются из инструментальной стали, что обеспечивает им повышенную прочность и долговечность. Устройство может надежно зафиксировать между собой сразу несколько нужных элементов, с которыми ведутся сварочные работы.
- С-образная струбцина. Это та же G-образная струбцина, но только у неё имеется возможность захвата делали с большим удалением от края стола.
- Трубные. Основой конструкции такого устройства является металлическая трубка с неподвижной губой, а подвижная губа имеет стопорный механизм. Прижим осуществляется винтом, который располагается на неподвижной губе. Может применяться для сваривания швеллеров.
Как выбрать?
Перед покупкой струбцины нужно понимать, что не существует какого-то единого (универсального) вида прижимного механизма, который подойдет на все случаи в жизни. Каждая из разновидностей этих приспособлений предназначена для определенных задач.
- Если вам потребуется сварить 2 детали под углом в 90 градусов, а у вас под рукой только G-образные струбцины, решить поставленную задачу с их помощью будет очень нелегко, особенно, если вы свариваете круглые трубы.
- Угловая струбцина тоже не поможет, если нужно сварить между собой 2 листа металла в одной плоскости.
Поэтому к выполнению определенных сварочных работ нужно подходить ответственно, зная точно, какой вид вспомогательного инструмента понадобится в том или ином конкретном случае.
Когда тип нужной струбцины будет определен, необходимо произвести выбор по качеству исполнения инструмента.
Обратите внимание на площадь и толщину прижимных губок: чем они шире и толще, тем большее усилие при зажиме могут выдержать (а площадь ещё обеспечит и надежный захват заготовки). Это очень важные параметры, которые нельзя недооценивать, поскольку во время сварки от перегрева металл очень часто заметно уводит, а недобросовестно закрепленные струбцины позволят свариваемым деталям сдвигаться. Это неминуемо приведет к браку или к дальнейшей натяжке заготовки для последующего приваривания.
Нужно обратить внимание на резьбу и исполнение винтовых соединений. Как говорилось ранее, желательно, чтобы они были обмедненными – это лучшее решение. А также посмотрите на имеющийся шаг резьбы – чем он крупнее, тем больше усилия на зажим может выдержать гайка. Лучше всего выбирать максимальный шаг, поскольку такое изделие прослужит гораздо дольше.
Размер струбцины не менее важен в выборе идеального инструмента. Тут все индивидуально, поэтому выражение «больше» в данном случае вовсе не означет «лучше». Слишком большая струбцина не может быть применена в маленькой конструкции, а маленькой, вероятно, может не хватить для зажатия габаритного элемента. Именно поэтому размер приобретаемой струбцины должен исходить из максимальной ширины двух свариваемых деталей (плюс небольшой зазор).
Обзор струбцин Bessey смотрите далее.
Оборудование для сварки трубопровода

сварка трубопровода
В строительстве и ремонте одним из самых ответственных видов работ является прокладка инженерных сетей. Особую сложность вызывает прокладка линий и магистралей труб — газовых и канализационных.
При совмещении труб разного диаметра образуются стыки, нарушающие герметичность сети. Единственным способом соединения металлических труб, которые используются для прокладки магистралей, является сварка. Это процесс скрепления поверхностей под воздействием высоких температур или давления. Сваривать можно не только металлические конструкции, но также полипропиленовые.
Виды оборудования для сварки
Кроме непосредственно сварочных аппаратов, в процессе прокладки труб используются также большое количество вспомогательного оборудования:
- центраторы,
- троллейные подвески,
- траверсы разных типов,
- подогреватели стыков труб,
- мягкие полотенца,
- термозащитные пояса и многое другое.
Каждый из перечисленных типов оборудования требуется для обеспечения более качественного результата и удобства при проведении сварочных работ.

Центраторы
Центраторы помогают точно соединить трубы, облегчая условия для последующей сварки. Бывают внутренними и внешними, крепятся с разных сторон трубы соответственно. С помощью этого устройства части трубы остаются неподвижны на протяжении всего процесса сварки. В результате получается ровный и качественный сварной шов. Основное преимущество оборудования в том, что оно является универсальным и может быть использовано для труб разного диаметра.
Центраторы бывают звенные и эксцентриковые, а также с гидродомкратом. Первые представляют собой цепь с крюком на конце. Второй тип выглядит как зажим с опорными дугами. Гидравлический центратор выполнен из стали и имеет значительно больший вес.

Троллейные подвески
Оборудование предназначено для подъема, перемещения и непрерывной укладки в траншею неизолированного трубопровода при его раздельном строительстве. Представляет собой конструкцию из металлических колец, каждое из которых обхватывает фрагмент трубы. Упрощает работу по укладке трубопровода большой длины. Конструкция обладает особой износостойкостью, что особенно важно, так как работы по укладке трубопровода ведутся круглосуточно и вне зависимости от сезона.
При использовании троллейных подвесок полностью исключается возможность повреждения трубы и ее проскальзывания. Одна немаловажная особенность — возможность перемещать большие участки трубы.

Траверсы разных типов
Безопасный подъем и укладка трубопровода не возможны лишь при помощи подъемного крана с крюком. Падение материала может привести к серьезным травматическим последствиям. Поэтому при строительстве трубопроводов получили широкое распространение траверсы разного типа. Грузоподъемный механизм позволяет зафиксировать часть трубы и точно опустить ее на нужное место.
Подобное оборудование выбирают в зависимости от геометрических параметров груза. Они бывают линейными и пространственными. Первый тип представляет собой две соединенные трубы. На концах размещаются грузозахватные элементы. Второй тип, пространственные траверсы, изготавливаются в форме треугольника или прямоугольника.
Линейные и пространственные траверсы могут быть магнитными, то есть на конструкции закреплены грузозахватное оборудование в виде магнитов. Чаще всего их используют при поднятии листового металла.

Подогреватели стыков труб ПСТ
Кольцевые горелки, они же подогреватели, необходимы при прокладывании труб диаметром от 100 до 1400 мм. Также сварочный инструмент незаменим в работе при низких температурах в -30 -40 градусов. Кольцевые горелки подогревают стыки для неповоротных труб, делая сварку более эффективной.
Подогреватель стыков представляет собой полукольца из труб, соединенных замками. Чтобы удобнее было работать с конструкцией, на нее устанавливаются ручки. В ПТС встроены мундштуки для подачи газа.
При эксплуатации подогревателя стыков необходимо соблюдать определенные правила:
- в процессе работы нельзя перемещать конструкцию;
- запрещается разжигать систему с подветренной стороны;
- газовый баллон должен находиться на расстоянии не менее 5 метров.

Мягкие полотенца
Мягкие полотенца сочетают в себе малый вес конструкции, удобство и простоту эксплуатации, а также высокую надежность материала. Коэффициент запаса прочности 7:1.

Термозащитные пояса типа ТЗП
Основная функциональная обязанность данного пояса заключается в обеспечении более медленного охлаждения сварочных швов. Это помогает конструкции избежать мельчайших трещин и не стать хрупкой.
При сварочных работах происходят брызги, и термозащитные пояса необходимы, чтобы защитить работников и оборудование. Рабочая поверхность оснастки жаростойка и выполнена из стеклоткани. Внутренняя часть выполнена из армированного поливинилхлорида.
Широкое распространение оборудование получило при строительстве нефтепроводов. Для удобства использования, заказать термозащитные пояса типа ТЗП можно любой ширины и для труб разного диаметра.
Особенности применения сварочного оборудования
Плохо сваренные стыки труб в дальнейшем могут привести к аварии. Поэтому следует приобретать только качественное и соответствующее ГОСТ оборудование для сварки трубопровода. Требования к инструментам и процессу сварки описаны в нормативных документах профильных министерств.
Оборудование для сварки трубопровода применяют в нефтегазовой отрасли, в судо- и машиностроении. Используют упомянутые инструменты также при некоторых видах производства мебели, в космической отрасти, пищевой, химической.
К особенностям использования специализированного сварочного оборудования можно отнести:
- ускорение процесса прокладки трубопровода;
- возможность работы при любых температурах, в самых сложных ландшафтах и труднодоступных, отдаленных от города местах;
- гарантию долговечности и высокого качества работ;
- высокую герметичность стыкового шва, что очень важно при раздельном строительстве трубопровода.
Где купить сварочное оборудование
Качественные инструменты купить в Тюмени достаточно просто. «Пермский завод ГПО» реализует качественное оборудование для сварки. Приобрести продукцию можно как в розницу, так и оптом. В каталоге компании можно найти практически любое сварочное оборудование. Ассортимент товаров постоянно пополняется.
Для удобства клиентов наш завод предлагает различные способы оплаты, гарантии, доставку. Кроме того, менеджеры устраивают специальные предложения и акции. По всем интересующим вас вопросам обращайтесь по телефону 8 (800) 600-75-27. Мы работаем: Пн - Пт с 9.00 до 18.00.
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Сборочно-сварочные приспособления и оборудование для сборки труб

Код и наименование осваиваемых на уроке профессиональных компетенций : : ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
Тема программы : Технология сварки трубопровода.
Тема урока: 1. 8 Сборочно-сварочные приспособления и оборудование для сборки труб..
Цель урока: Приобретение в ходе освоения профессионального модуля (в соответствии с ГОС):
- практического опыта : выполнения сборки изделий под сварку;
- умений : выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками;
- общих компетенций : ОКЗ. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
Используемая литература : Николаев А.А., Герасименко А.И. Электрогазосварщик: учебное пособие – «Феникс», 2008г.
Материальное оснащение урока:
Ход урока:
1. Вводный инструктаж 45 мин. Опрос: прихватки, требования к прихваткам. Повторение геометрических параметров углового шва. Для выполнения основных и вспомогательных операций процесса сварки необходимы кроме сварочного аппарата, источника питания дуги и аппаратуры управления, дополнительные приспособления и механизмы, образующие вместе с указанным выше оборудованием пост или установку для ручной, автоматической или полуавтоматической сварки. Эти приспособления и механизмы весьма различны в зависимости от формы и размеров изде¬лия, характера производства и т. д.
Они могут быть разделены на следующие группы:
- сварочные и сборочно-сварочные технологические приспособления;
- приспособления для укладки и кантовки свариваемых изделий;
- несущие металлоконструкции и тележки для рабочего и маршевого движения сварочных аппаратов;
- металлоконструкции и механизмы для обслуживания зоны сварки;
- транспортные устройства и др.
Технологические приспособления для сварки
Применение сборочно-сварочных приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям:
- быть удобным в эксплуатации, обеспечивать проектные размеры изделия,
- быструю установку элементов и съем собранного или сваренного изделия,
- иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ.
Тип приспособления определяется серийностью производства и степенью сложности конструкции.
В единичном производстве обычно применяют универсальные приспособления. В серийном производстве, в зависимости от количества изготовляемых однотипных изделий, используют как универсальные, так и специализированные приспособления. В массовом производстве распространены приспособления различных типов, от простых до сложных, быстродействующих, с элементами автоматики.
Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей (рис. 1). Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
Рис.1
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы (Рис. 2). Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.

Рис.2
Прихваты используют в основном при монтаже крупных конструкций (рис. 3). Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
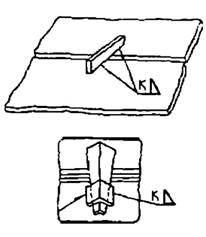
Рис.3
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров . Наибольшее распространение нашли винтовые стяжки (рис. 4).
Рис.4
• Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
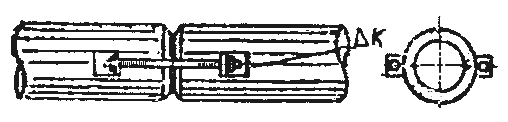
• Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.
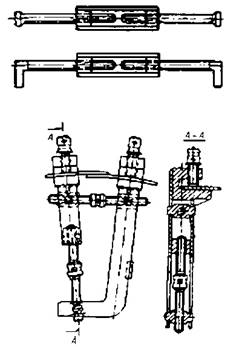
• Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
• Рычажно-винтовая стяжка. Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина и др. (рис.8). При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах - винтовые распоры или домкраты (рис. 9).

Рис.8
Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.

Рис.9
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей (рис. 10). Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные).
Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок.
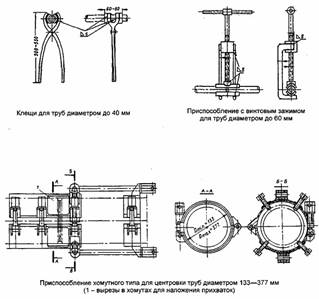
Рис.10
Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб.
Примеры наружных центровочных приспособлений для сборки труб.
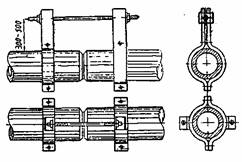
Широкое распространение получили наружные многозвенные центраторы типа ЦНУ (Рис. 11).
Они состоят из двухрядной пластинчатой цепи, два крайних звена которой выполнены в виде крюков, закрепляемых на цапфах гаек винтовой стяжки. Стяжной винт имеет правую и левую резьбы. На концах винта предусмотрены шестигранные выступы под трещоточный ключ. Для центровки труб при сборке центратор накладывают на стык и вращением винта затягивают его на трубах. Универсальность конструкции при переходе с одного диаметра трубы на другой достигается изменением числа звеньев.

Рис.11
Центраторы для сборки труб диаметром 426 . 1220 мм могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром (рис. 12). Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
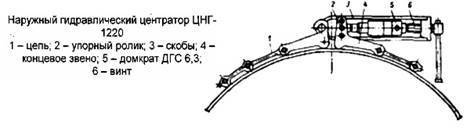
Рис.12
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов. Внутренние центраторы по конструкции механизма центрирующих устройств можно классифицировать на четыре группы: с механическим, гидравлическим, электромеханическим, пневматическим разжимными приводами. Выбор центрирующих устройств зависит от диаметра труб и системы энергоснабжения.
2. Текущий инструктаж : Внимательно проверять организацию рабочего места у всех обучающихся и соблюдение ими правил техники безопасности. Проверять правильность выполнения обучающимися приемов работы. После первого часа самостоятельной работы собрать обучающихся, разобрать ход выполнения работ, сделать замечания по ошибкам, показать образцы хорошей работы. Демонстрация изучаемого приема.
3. Упражнения и рабочие операции, выполняемые на уроке :
· Подготовка рабочего места.
· Зачистка пластин с помощью металлической щетки от грязи, ржавчины.
· Сборка сложных конструкций с использованием сборочно-сварочных приспособлений .
· Визуальный контроль. Исправление дефектов. Сдача работы.
4. Заключительный инструктаж: Принять от обучающихся выполненные работы.
Собрать учебные элементы и пособия, проверить сохранность приспособлений и инструмента общего пользования. Подготовиться к проведению заключительного инструктажа. Убрать свое рабочее место. Линейка, рапорт старосты группы о наличии обучающихся. Провести анализ работы за день. Отметить успехи обучающихся, дать оценку качеству выполненных работ, сделать замечания по организации и уборке рабочих мест, трудовой дисциплине, культуре поведения. Объявить тему следующего занятия.
5. Домашнее задание. . Справочник электрогазосварщика и газорезчика: учебное пособие для нач.проф.образования/ Г.Г.Чернышов, Г.В. Полевой, А.П.Выборнов и др.; под ред.Г.Г.Чернышова.- М.: «Академия» - 2010г.; опорные конспекты.
6. Задание на самостоятельную и внеаудиторную работу обучающихся : Подготовка к сдаче рефератов по ПМ 01.
Мастер производственного обучения ________И.В. Жилкина
Инструкционная карта.
Тема: «Сборка и сварка труб из конструкционных и углеродистых сталей»
1 Подготовка металла к сварке
2 Выбор режимов сварки.
4 Сварка труб встык в вертикальном положении шва.
5 Сварка труб в горизонтальном положении шва.
Инструменты и оборудование:
сварочный аппарат Сварог TIG 315 P DSP АС/DС(E 106, сварочная горелка с воздушным охлаждением. баллон с Аргоном, редуктор с расходомером, сварочная проволока марки Св-08Г2, вольфрамовый электрод марки WL-15 диаметром 2 и 3мм, трубы D – 89мм. из низкоуглеродистой стали марки Ст3 толщиной 3мм, металлическая щётка, молоток, универсальный шаблон сварщика, защитные средства, ручная электрическая шлифовальная машина.
3 Подготовка металла к наплавке
4 Выбрать и установить режимы сварки.
· Кромки труб и прилегающие к ним участки зачистить механическим способом до металлического блеска на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
Читайте также: