Производительность при дуговой сварке это
Обновлено: 21.09.2024
Технологические возможности ручной электродуговой сварки покрытыми электродами характеризуется, прежде всего, производительностью процесса. Эта величина определяется в первом приближении скоростью расплавления металлического электродного стержня ν(см/мин). Наравне с линейной скоростью плавления определяют массовую (весовую), выраженную в г/мин. (2):
g – погонный вес электродного стержня г/см.
ν– скорость расплавления металлического электродного стержня
Погонный вес электродного стержня может быть определен экспериментально - путем взвешивания или расчетом по формуле (3):
d - диаметр электродного стержня, см;
g - плотность материала электродного стержня, г/см 3 .
Многочисленными исследованиями установлено, что скорость плавления электрода для ручной дуговой сварки зависит не только от состава электродного покрытия, но и от электрических параметров режима сварки - силы сварочного тока Iд и напряжения дуги Uд. С изменением последних двух величин изменяется мощность дуги, а, следовательно, и количество тепла, затрачиваемого на расплавление электродного материала. Поэтому наиболее объективной оценкой производительности сварки покрытыми электродами считают скорость расплавления электродного стержня, отнесенную к единице сварочного тока. Эта характеристика именуется коэффициентом расплавления и имеет размерность г/(А´час).
Для определения коэффициента расплавления необходимо скорость расплавления электродного стержня, выраженную в г/мин., разделить на силу сварочного тока, при которой получена данная скорость расплавления (4):
g - масса электродного стержня, г/см;
Dlст - длина электродного стержня, расплавленного при сварке, см;
Iсв - сила сварочного тока, А;
tсв - время, за которое был расплавлен электродный стержень длиной Dlст, мин.
αрзависит от состава сварочной проволоки и покрытия электрода, веса покрытия, а так же рода и полярности тока. Для стальных электродов коэффициент расплавления может колебаться в пределах от 5 до 20 г/А´ч, составляя в среднем 8…12 г/А´ч.
В процессе расплавления электродного материала и перехода его в сварочную ванну, металл подвергается воздействию высоких температур до (6000°С) и системы сил, определенным образом ориентированных в пространстве. При этом часть металла испаряется, а часть - разбрызгивается. Кроме того, в состав электродных покрытий вводят различные металлические порошки - ферросплавы и чистые металлы, которые в процессе плавления принимают участие в металлургических реакциях. Часть этих порошков переходит в сварочную ванну и является дополнительным присадочным материалом. Таким образом, количество металла, пошедшего на образование сварочного шва, зачастую отличается от количества расплавленного электродного стержня.
Поэтому производительность сварки следует определять по скорости наплавки. Скорость (или производительность) наплавки определяют как изменение веса свариваемых изделий за время сварки. При этом не учитывают вес брызг и шлака, остающихся после сварки на сварном шве и прилегающих участках свариваемых деталей (5):
DG - изменение веса свариваемых деталей, г;
t – время сварки, мин.
Изменение электрических параметров режима сварки приводит к изменению производительности наплавки. Поэтому принято определять коэффициент наплавки, являющийся отношением скорости наплавки к силе сварочного тока (6):
где DG - изменение веса свариваемых изделий после наложения шва или вес наплавленного металла , г.;
I- сила сварочного тока, А;
t- время, за которое было наплавлено DG грамм металла, мин.
Коэффициент наплавки (αн) меньше коэффициента расплавления (αр) на величину потерь электродного металла при сварке, составляющих от 5 до 20%.
При сварке на переменном токе электродами с толстым покрытием величина коэффициента наплавки может быть в пределах
αн= 6…18 (г/А´ч), составляя в среднем αн= 7…10 (г/А´ч).
Величину коэффициента наплавки важно знать при нормировании сварочных работ. Обозначим через V – скорость сварки ( см/ч); F– площадь поперечного сечения шва (см 2 ), тогда:
,см/ч(7)
где ρ – плотность металла, г/см 3 .
Следовательно, скорость сварки будет тем выше, чем больше коэффициент наплавки и больше ток.
Соотношение между коэффициентами наплавки и расплавления или скоростями наплавки и расплавления определяет коэффициент использования электродного стержня или выход наплавленного металла (8):
Коэффициент наплавки является главной и объективной оценкой производительности сварки электродами любой марки. Эта характеристика обязательно указывается в паспорте на электроды и в каталогах.
Для более детальной оценки сварочно-технологических свойств покрытия электродов принято определять коэффициент веса покрытия (КВП), коэффициент шлаковой защиты (КШЗ), коэффициент использования электродов или выход годного металла (КЭ) и коэффициент набрызгивания, коэффициент веса покрытия - это отношение веса электродного покрытия GПОКР к весу электродного стержня GЭЛ.СТ. такой же длины (9).
Обычно коэффициент веса покрытия колеблется в пределах 30-40%. Коэффициент шлаковой защиты - отношение веса шлака GШЛ, полученного при выполнении шва, к весу наплавленного металла (10):
Эта величина определяет степень защиты металла сварочной ванны от окружающей газовой атмосферы и колеблется в пределах 33-38%.
Снижение коэффициента газовой защиты вредно сказывается на механических свойствах металла шва, а с увеличением - значительно усложняет процесс сварки из-за избытка шлака в зоне горения дуги.
Коэффициент набрызгивания - отношение веса металлических и шлаковых брызг к весу наплавленного металла - определяет необходимые затраты рабочего времени и энергии на очистку сварных конструкций и деталей (11).
Для определения расхода электродов на сварку очень удобной является величина выхода годного металла или коэффициент использования электрода (12):
где Gэл.ср. - вес сгоревшей части электрода в г.
Обычно выход годного металла не превышает 65-70%.
Коэффициент потерь (Ψ) – характеризует потери металла электрода на разбрызгивание, испарение, окисление
,(13)
Gн – масса наплавленного металла, г,
Gp – масса расплавленного металла, г.
Коэффициент потерь зависит не только от состава проволоки и её покрытия, но так же от режима сварки и типа сварного соединения. Коэффициент потерь возрастает при увеличении плотности тока и длины дуги. Он несколько меньше при сварке в тавр с разделкой кромок, чем при наплавке.
Производительность процесса дуговой сварки – определяется количеством наплавленного металла (Gн):
, (14)
Чем больше ток, тем выше (Gн). Однако при значительном увеличении сварочного тока для применяемого диаметра электрода – последний может быстро нагреваться теплом Джоуля-Ленца:
,(15)
что резко понизит качество сварочного шва, так как металл шва и зона сплавления основного металла будут перегреты. А перегрев электрода увеличивает, к тому же, разбрызгивание металла.
Погонная энергия.
Количество тепла, вводимое дугой в свариваемый металл в единицу времени, называется эффективной тепловой мощностью. Она меньше полной тепловой мощности дуги и слагается:
1. Из тепла, выделяющегося в пятне дуги на свариваемом металле.
2. Тепла, вводимого в металл за счёт теплообмена со столбом дуги и её пятном на свариваемом металле.
3. Тепла, вносимого в свариваемый металл с каплями расплавленного металла электрода, электродного покрытия (или флюса).
Эффективная тепловая мощность подсчитывается по формуле:
где Uд – напряжение на дуге, В,
Iд – сила сварочного тока, А,
h – эффективный коэффициент полезного действия.
Эффективным к.п.д. процесса нагрева металла сварочной дугой называется отношение количества введенного в металл тепла к тепловому эквиваленту электрической мощности дуги.
Этот коэффициент характеризует эффективность процессов выделения тепла и теплообмена в дуговом промежутке по отношению к нагреву металла изделия и зависит в основном от способа сварки.
Отношение эффективной тепловой мощности дуги Qэф к скорости перемещения дуги называется погонной энергией:
где Vсв – скорость перемещения дуги или скорость сварки, см/с.
Таким образом, погонная энергия – это количество тепла, введенное на единицу длины однопроходного шва или валика.
Большая Энциклопедия Нефти и Газа
Производительность газовой сварки , значительная при малых толщинах основного металла, быстро снижается с увеличением его толщины. При малых толщинах ( 0 5 - 1 5 мм) газовая сварка по производительности может превосходить дуговую. С увеличением толщины металла до 2 - 3 мм скорости газовой и дуговой сварки уравниваются, а затем разница в скоростях быстро возрастает с увеличением толщины металла в пользу дуговой сварки. При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет стоимость газов и расход времени на сварку 1 м шва и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла. [2]
Производительность газовой сварки изделий из стали толщиной до 1 5 мм в 1 5 раза выше по сравнению с дуговой сваркой покрытыми электродами; при толщинах выше 2 мм-уступает ей. [3]
Производительность газовой сварки изделий из стали толщиной до 1 5 мм в 1 5 раза выше по сравнению с дуговой сваркой покрытыми электродами; при толщинах выше 2 мм уступает ей. [4]
Повысить качество и производительность газовой сварки в - тяжелых температурных условиях работы, когда наконечник, подвергается интенсивному нагреву теплотой свариваемой детали и отраженного факела пламени можно, применяя наконечники типа HAT, имеющие внешнюю теплоизоляцию из асбеста и слюды и кожух из коррозийно-стойкой стали, которые защищают газовую смесь от нагрева в течение всего времени работы. Более простым, но разовым средством теплозащиты является обмотка трубки и мундштука наконечника слоем шнурового асбеста толщиной 5 - 8 мм. [6]
Основным путем повышения производительности газовой сварки является автоматизация процесса, позволяющая применять большую мощность пламени и соответственно повысить скорость сварки. [7]
Распространенными формами повышения производительности газовой сварки являются также использование местного или общего предварительного подогрева перед сваркой, применением дешевого топлива ( печи на коксовом газе, горны и пр. Эти методы особенно эффективны при массовом производстве или заварке брака литых деталей. [8]
При увеличении толщины металла производительность газовой сварки резко снижается. При этом за счет медленного нагрева свариваемые изделия значительно деформируются. Это ограничивает применение газовой сварки. [9]
При увеличении толщины металла производительность газовой сварки резко снижается, свариваемые изделия значительно деформируются. Это ограничивает применение газовой сварки. [11]
Оно определяет в основном качество и производительность газовой сварки . [12]
В случае применения керосина или бензина вместо ацетилена производительность газовой сварки снижается примерно на 20 % и одновременно снижается качество шва. Ручная газовая и дуговая сварка не требуют значительных первоначальных затрат и поэтому применимы в мелких мастерских с небольшим объемом вентиляционных работ. [13]
В качестве горючего газа обычно используют ацетилен, а также водород ( пиролизный, нефтяной), природный газ; применяют также бензин и керосин. Производительность газовой сварки с увеличением толщины металла снижается. Так, например, при толщине стальных деталей 8 - 10 мм и более применение газовой сварки становится экономически невыгодным. К недостаткам этого метода следует отнести необходимость разогрева большого объема основного металла, что вызывает значительные деформации ( коробление) свариваемых деталей. [15]
Основные показатели процесса дуговой сварки
где αр, — коэффициент расплавления; Gр — масса расплавленного за время t электродного металла, г; t — время горения дуги, ч; I — сварочный ток, А.
Коэффициент расплавления зависит от состава проволоки и покрытия электрода, веса покрытия, а также рода и полярности тока.
Коэффициент потерь
Коэффициент характеризует потери металла электрода на разбрызгивание, испарение и окисление.
Ψ = (Gр — Gн / Gр) ּ 100%,
где ψ — коэффициент потерь; Gн — масса наплавленного металла, г; Gp — масса расплавленного металла, г.
Коэффициент потерь зависит не только от состава проволоки и ее покрытия, но также и от режима сварки и типа сварного соединения. Коэффициент потерь возрастает при увеличении плотности тока и длины дуги. Он несколько меньше при сварке втавр, с разделкой кромок, чем при наплавке.
Коэффициент наплавки
Для оценки процесса наплавки вводят понятие коэффициента наплавки:
где αн — коэффициент наплавки; Gн — масса наплавленного за время t металла, г (с учетом потерь).
Коэффициент наплавки зависит от рода и полярности тока, типа покрытия и состава проволоки, а также от пространственного положения, в котором выполняют сварку.
Зависимость величины сварочного тока от диаметра электрода
При ручной дуговой сварке сварочный ток и диаметр электрода связаны следующей зависимостью:
I = K ּ d,
где I— величина сварочного тока, А; К— коэффициент,зависящий от марки электрода (K = 40 ÷ 60; 40 — для легированных электродов, 60 — для углеродистых); d— диаметр электрода, мм.
Приведенная формула применима для электродов, имеющих диаметр 3—6 мм.
Зависимость между диаметром и величиной сварочного тока выражают так же следующей опытной формулой:
I = (m + n ּ d) ּ d,
где m=20; n = 6 (для ручной сварки стальными электродами).
Производительность процесса дуговой сварки
Производительность сварки определяется количеством наплавленного металла
G = αн ּ I ּ t,
где G — масса наплавленного металла, г.
Чем больше ток, тем выше производительность. Однако при значительном увеличении сварочного тока для применяемого диаметра электрода — последний может быстро нагреваться теплом Ленца — Джоуля, что резко понизит качество сварного шва, так как металл шва и зона сплавления основного металла будут перегреты. Необходимо отметить, что перегрев электрода увеличивает разбрызгивание металла.
Погонная энергия
Отношение эффективной тепловой мощности дуги (источника) qи к скорости перемещения дуги υ называется погонной энергией.
где υ — скорость перемещения дуги (скорость сварки ), см/с.
Погонная энергия — это количество тепла в калориях, введенное на единицу длины однопроходного шва или валика.
Полную тепловую мощность сварочной дуги приближенно считают равной тепловому эквиваленту ее электрической мощности
Q = 0,24Uд ּ I, кал/с,
где Uд — падение напряжения на дуге, В; I — величина сварочного тока, A; Q — тепловой эквивалент электрической мощности сварочной дуги, кал/с.
Количество тепла, введенное сварочной дугой в изделие в процессе его нагрева за единицу времени, называется эффективной тепловой мощностью сварочной дуги, которая является суммой тепловой энергии, выделяющейся в пятне дуги на изделии, вводимой в изделие при теплообмене со столбом дути и пятном на изделии и поступающей с каплями расплавленного флюса, электродного металла и покрытия:
qи = 0,24Uд ּ I ּ hи кал/с,
где qи — эффективная тепловая мощность сварочной дуги, кал/с; hи — эффективный к. п. д. процесса нагрева металла сварочной дугой.
hи = qи/0,24 ּ Uд ּ I.
Эффективным к. п. д. процесса нагрева металла сварочной дугой называется отношение количества введенного в металл тепла к тепловому эквиваленту электрической мощности дуги. Этот коэффициент характеризует эффективность процессов выделения тепла и теплообмена в дуговом промежутке по отношению к нагреву металла изделия и зависит в основном от способа сварки.
На рисунке приведен тепловой баланс тепла, выделяемый дугой, из которого видно, что более полно используется тепло дуги при автоматической сварке под флюсом. При увеличении длины дуги эффективный к. п. д. падает и возрастает с углублением дуги в ванну. При сварке металлическими электродами этот коэффициент мало зависит от рода, полярности и величины сварочного тока.
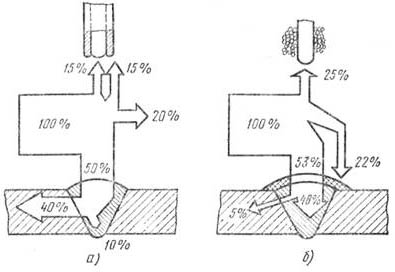
Тепловой баланс сварочной дуги при среднем для данного способа сварки режиме: а — ручная сварка покрытым электродом, б — автоматическая сварка под флюсом
Оборудование для дуговой сварки
Ручная дуговая сварка, источником теплоты которой служит электрическая дуга, занимает одно из ведущих мест среди различных видов сварки плавлением. Электрическая дуга, возникающая за счет дугового разряда между электродом и свариваемым металлом, возникает и поддерживается источником постоянного или переменного тока. Под действием теплоты, полученной при помощи электрической дуги, происходит плавление основного и присадочного материалов, в результате чего образуется сварочная ванна. Остывая, металл кристаллизуется, образуя прочное сварное соединение. Все операции по зажиганию дуги, поддержанию ее длины и перемещению вдоль линии шва выполняются сварщиком вручную без применения механизмов. Дуговая сварка выполняется как плавящимся, так и неплавящимся электродом.
Оборудование для дуговой сварки:
В качестве оборудования, создающего устойчивую сварочную дугу, применяют различные трансформаторы, выпрямители и генераторы. В зависимости от характера и интенсивности сварочных работ и размеров свариваемых деталей промышленность выпускает большой ассортимент оборудования с различными техническими характеристиками. Однако все они должны удовлетворять следующим требованиям:
- иметь на зажимах источника тока напряжение холостого тока при разомкнутой сварочной цепи, достаточное для возбуждения и устойчивого горения сварочной дуги. При этом напряжение холостого тока должно быть безопасным, то есть не более 80 — 90В;
- обеспечить ток короткого замыкания, не превышающий установленных значений, выдерживая продолжительные короткие замыкания без перегрева и повреждения возбуждающей обмотки;
- иметь устройства для плавного регулирования силы сварочного тока;
- обладать хорошими динамическими свойствами, обеспечивая быстрое восстановление напряжения после коротких замыканий;
- обладать хорошей внешней характеристикой.
Для бытового потребления современная промышленность выпускает сварочные аппараты, отличающиеся двумя характеристиками. Первая из них — это максимальный сварочный ток, а вторая — время работы, на протяжении которого в 10 минутном рабочем цикле вырабатывается этот максимальный ток. К примеру, аппарат, рассчитанный на 140 амперный ток при 60% рабочем цикле должен обеспечить 140 ампер в течение не более 6 минут из каждых 10 минут работы. Остальные 4 минуты цикла отведены на режим холостого тока, при котором аппарат остывает.
Характеристики сварочного оборудования
Внешняя характеристика сварочного тока выражает зависимость между напряжением на зажимах выходных клемм и током в сварочной цепи (рис.1). Различают четыре вида внешних характеристик (крутопадающая I, пологопадающая 2, жесткая 3 и возрастающая 4) выбор которых зависит от вольт-амперной характеристики сварочной дуги. Под вольт-амперной характеристикой (ВАХ) (рис.2) понимают зависимость напряжения дуги от силы сварочного тока.
| Рис. 1. Внешние характеристики источников питания для дуговой сварки | Рис. 2. Вольт-амперная характеристика дуги — А; зависимость напряжения дуги ( Uд ) от длины (Ld ) — Б |
Вольт-амперная характеристика сварочного аппарата отличается от вольт-амперной характеристики любого другого источника питания своей нелинейной зависимостью. Это объясняется тем, что количество заряженных частиц в дуговом разряде не является величиной постоянной и зависит от степени ионизации, то есгь от силы тока, и говорит о том, что электрическая дуга в газах не подчиняется закону Ома. Из приведенного рисунка видно, что при малых токах (до 100 А) количество заряженных частиц в дуге интенсивно растет, а ее сопротивление при этом падает (падающая зона ВАХ I). Это объясняется ростом эмиссии катода при его разогреве. При возрастании силы тока дуга начинает сжиматься, рост заряженных частиц прекращается, а объем газа, участвующий в переносе заряженных частиц, сжимается (жесткая зона ВАХ II). Дальнейший рост вольт-амперной характеристики возможен только при увеличении расходуемой внутри дуги энергии (возрастающая зона ВАХ III).
Сварочные аппараты ручной дуговой сварки плавящимися электродами с защитным покрытием обычно эксплуатируются на ниспадающем и жестком участках ВАХ (зоны I и II). Для питания такой дуги применяют источники питания с крутопадающей и пологопадающей внешней характеристикой, так как отклонения тока при изменении дуги у этих аппаратов обычно незначительны. Это особенно важно при сварке в труднодоступных местах, когда сварщику приходится подбирать длину дуги.
Механизация процессов при сварке под флюсом или плавящимся электродом в защитных газах позволяет выполнять саморегулирование дуги при ее случайных отклонениях. Это достигается изменением скорости плавления электрода, то есть при уменьшении дуги автоматически повышается ток, и скорость плавления электрода увеличивается. Для такой сварки предпочтительнее источники питания с возрастающей ВАХ и возрастающей или жесткой внешней характеристикой.
Сварочные трансформаторы
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
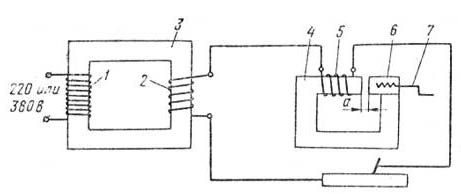
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
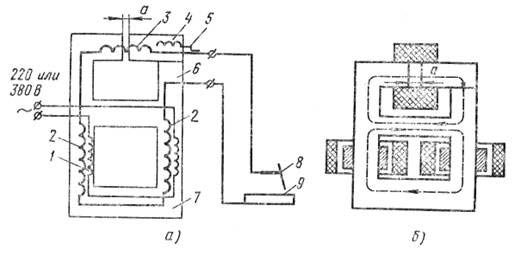
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
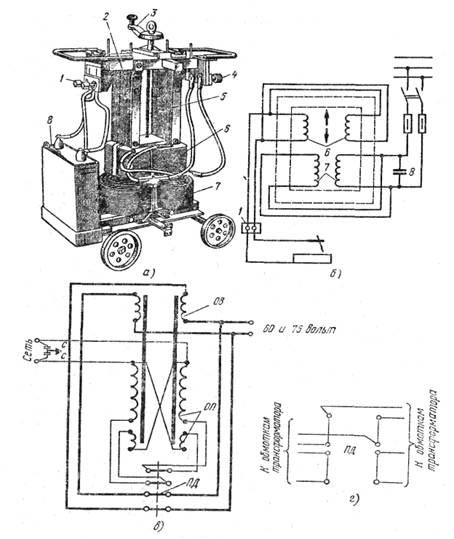 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 ~ однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Читайте также: