Простой в повторении и изготовлении сварочный
Обновлено: 15.05.2024
Заканчиваю инвертор. Топология асинхронный прямоходовой полумост, в народе "косой мост" или "косой полумост", кому как нравится. Собирал инфу по всем форумам, штудировал схемы промышленных аппаратов. Если получится хорошая машинка, то выложу схему, печатки и т.д. А сейчас трабл, как мне кажется.
Дошло дело до настройки силовой части.
1) Метода Бармалея
витки первички для лучше всего подобрать эксперементально, намотай тонким проводом пробную первичку с запасом, воткни последовательно с ней резистор на 1-2ом, на него повесь осцил, выставь нужную тебе частоту, все это дело включай сразу в 300в через лампочку 100-200вт между электролитами и косым мостом(в ж. точные расчеты транса и всякие ЛАТРы с плавным повышением до 300в, не нужно это совершенно. ). Смотри пилу на резисторе, уменьшай число витков первички до появления признаков насыщения(верхушка пилы начинает резко тянуться вверх), затем для устранения признаков насыщения транса на твой выбор: 1)можно опять добавить немного витков. 2)можно увеличить частоту. 3)сделать небольшой зазор в трансе 0,05-0,2мм. У каждого пункта есть свои плюсы и минусы, что тебе важнее, решай сам.
Мужики, мелкий совет по настройке прямохода.
Режим х.х., осциллограмма сток-исток нижнего ключа при максимальной длительности импульса:
импульс, потом фронт выключения до питания, потом в паузе почти горизонтальная полка на уровне питания, потом опять импульс.
Так вот в конце паузы перед импульсом должен быть небольшой плавный загиб вниз от питания. Он означает, что в паузе сердечник полностью размагнитился (до остаточной) и ток через замыкающие диоды больше не идёт. А если его нет - значит не успел размагнититься, возможно накопление. К тому же при этом ключ открывается, когда через замыкающий диод ещё идёт ток. Если ключ шустрый, а диод не шибко быстрый - может даже стрельнуть.
При снижении питания этот загиб уменьшается, если исчезает где-то при 2/3 ном. питания - допустимо.
И если есть RDC параллельно ключу, то если как-нибудь потом вдруг в процессе решил увеличить С, то надо опять проверить этот момент.

Вот осциллограммы "Бармалея по методу Чукчи":
Я намотал "пробный" транс. Подключил последовательно через резистор 1 Ом. Ключи питаются последовательно через лампочки, общей мощностью 120 Вт (3*40).
Сердечник E70. Зазора нет. Первичная обмотка 18,5 вит. Коэффициент заполнения 0.49. Частота 76 кГц. Напряжение питания (постоянка) 240 В.
Моя осциллограмма К-Э нижнего ключа:
Моя осциллограмма тока на резисторе 1 Ом
С методом Чукчи - все в ёлочку.
А вот с осциллограммой тока резистора - беда. Где лыжи не едут??
__________________
"Словом можно убить, словом можно спасти, Словом можно полки за собой повести." (с) Шефнер Вадим
Простой в повторении и изготовлении сварочный
Представляю самый маленький, лёгкий и достаточно простой в повторении сварочный инвертор. Он позволяет проводить сварочные работы электродами диаметром до 3мм.




Характеристики инвертора
- Размеры (ДхШхВ) — 180х105х80;
- Вес — 1100 грамм;
- Ток — 80А, можно выжать до 100А;
- Ток холостого хода — 170-200мА;
- Напряжение холостго хода — 60 вольт.
Инвертор собран в корпусе компьютерного блока питания.


Из-за нехватки места в этом корпусе не удалось обеспечить хороший обдув радиаторов силовых компонентов, поэтому он не предназначен для долговременной работы, но спалить несколько электродов подряд с его помощью можно.
Делать инвертор с нуля достаточно дорого, хорошие оригинальные детали дорогие, нужен опыт работы с импульсными источниками питания и в силовой электронике в целом, лучше и выгоднее купить заводской инвертор, а если решили собрать - то делайте полноразмерный инвертор и не скупитесь на охлаждении.
Схема инвертора
Данный сварочный инвертор — это однотактный прямоходовый преобразователь построенный на ШИМ контроллере UC3844. Выход микросхемы через драйвер управляет IGBT транзистором. Схема снабжена плавным пуском, защитой по перегреву. Обратная связь по току реализована через токовый трансформатор.
Инвертор собран на трёх платах:
- все силовые компоненты, трансформатор, дроссель, выпрямители, силовой транзистор и входная цепь размещены на материнской плате;
- схема управления;
- дежурный источник питания.


Схема управления
Больше половины компонентов, которые есть на схеме находятся на этой компактной печатной плате


В авторской версии вся схема собрана на одной плате, в моем же случае чтобы аппарат был максимально компактным управление перенес на отдельную плату. Она получилась очень компактная, меньше сделать крайне трудно если использовать выводные компоненты, а не смд. Монтаж очень плотный, на плате всего одна перемычка.
После сборки плата была проверена. На вход стабилизатора или диода подается напряжение около 30 вольт. База и эмиттер транзистора VT1 замыкаем между собой имитируя замкнутый термовыключатель, иначе сработает защита по перегреву и реле замкнет регулятор тока и как следствие микросхема перестанет вырабатывать последовательность импульсов. К выходу драйвера подключаем щуп осцилографа и наблюдаем красивый меандр с частотой порядка 30 кГц и заполнением около 44-х процентов. Проверяем защиту, убрав ранее установленную перемычку. Должно сработать реле, засветиться красный светодиод и заблокироваться работа микросхемы ШИМ. Плата управления готова, в дополнительной наладке эта часть не нуждается, если все собрано правильно, компоненты исправны и нет соплей на плате.
Исходная схема работает на частоте в 30 кГц, изначально хотел поднять ее, а также изменением соотношения количества витков обмоток снять с сердечника большую мощность, но конечные расчеты показали, что с сердечника даже при 30-и килогерцах спокойно можно взять мощность около 2-2,2кВт, а это где-то 80-90 Ампер тока, если учитывать просадку напряжения при сварке, примерно до 24-х вольт.
С учетом этого аппарат без проблем справляется с электродами в 3мм, но в моем агрегате для страховки максимальный ток ограничен на уровне 80 Ампер.
Силовой трансформатор
Так как сварочный аппарат планировался на небольшой выходной ток в районе 80 ампер, трансформатор покажется маленьким, но его хватает, хотя и работает он почти на пределе своих возможностей.
Схема однотактная и между половинками сердечника нужен немагнитный зазор 0,1-0,2мм, такой зазор без проблем можно сделать если использовать сердечник из двух половинок, например Ш-образный. Но проблема заключалась в том, что у меня в наличии не было такого сердечника с необходимой габаритной мощностью, единственные более менее хорошие сердечники были колцевого типа размером 47х26,5х15,5мм. Такой сердечник отлично будет работать в двухтактной схеме, в однотактной же нужен зазор.
Сначала делаем разметки, затем пилим сердечник, не полностью, пол миллиметра сполна хватит.


Далее устанавливаем сердечник на деревянные бруски примерно так, как это показано, по центру на месте пропила ставим металлический прут и аккуратно, но сильно бьем по нему молотком. В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.


Стягиваем половинки сердечника например каптоновым скотчем. В целом данный сердечник имеет изоляцию в виде краски, но дополнительная изоляция не будет лишней.


После мотаем первичную обмотку, в моем случае для намотки использован провод 1,2мм, расчет производился по программе, естественно в случае иных сердечников получим иные намоточные данные, поэтому количество витков указывать не вижу смысла. В данной схеме очень важно солблюдать начало намотки, на схеме они указаны точками, поэтому после намотки каждой из обмоток начала намотки желательно промаркировать.




Витки равномерно растянуты по всему кольцу, после намотки ставим изоляцию и мотаем фиксирующую обмотку.


Количество витков тоже самое, что и в случае первичной обмотки, но провод естественно тоньше, я использовал провод 0,3мм.


Мотать нужно так, чтобы витки фиксирующей обмотки находились между витками первичной обмотки.
После намотки фиксирующей обмотки опять ставим изоляцию и мотаем вторичную обмотку из 80 параллельных жил проводом 0,22мм. Жгут дополнительно изолирован каптоновым скотчем.


Трансформатор тока намотан на небольшом кольцевом ферритовом магнитопроводе, проницаемость сердечника 2400.


Сначала сердечник был изолирован каптоновым скотчем, затем намотана вторичная обмотка. Количество витков около 80, для намотки был использован провод с диаметром 0,24мм. Обмотка равномерно растянута по всему кольцу. Вторичная обмотка один виток двойным проводом по 1,2мм.
Для выходного дросселя в качестве сердечника взят тор размером 38,8х21х11,4 мм из порошкового железа. Кольцо имеет зелено синий окрас, специально предназначено для работы в качестве выходного дросселя.

Для намотки был использован жгут из 80 жил изолированных друг от друга проводов с диаметром 0,22мм каждая жила, то есть точно тоже самое, что и в случае вторичной обмотки трансформатора.


Индуктивность дросселя получилась около 35 микрогенри и этого мало, желательно индуктивность сделать в районе от 80 до 120 мкГн.

Выводы обмотки дросселя были очищены от лака, залужены.
Несколько слов о комплектующих

Реле в схеме плавного пуска полноразмерное 30-и амперное, как у больших инверторов, хотя плату изначально разрабатывал для установки более компактного реле.

Силовой IGBT транзистор, диоды в высоковольтной цепи преобразователя те, что по схеме, никаких отклонений.

В выходном выпрямителе использованы быстродействующие диодные сборки STTH6003. В одной такой сборке 2 диода с током в 30 ампер, катод общий, аноды также включены параллельно, в итоге получаем аналог 60-и амперного диода, обратное напряжение сборки 300 вольт.

Сборки установлены на общий радиатор, подложки не изолированы, т.к. катоды общие, выходной плюс снимается с радиатора.

Резистор в цепи плавного пуска на 5-10 ватт, сопротивление 10-30 Ом.
Дежурный блок питания
Это готовый источник питания универсального типа, который куплен на али и предназначен для работы в индукционных плитах в качестве дежурки, мощностью около 7 ватт.


Он выдает три напряжения: 5 вольт, 12 вольт и 18 вольт. Выходные напряжения задаются стабилитроном на 18 вольт. Этот стабилитрон я заменил на 24-х вольтовый, выкинул цепь 5 вольт, заменил некоторые конденсаторы на выходе на более высоковольтные и в итоге дежурка стала выдавать два напряжения: 15 вольт и 24 вольта.
Первое напряжение нужно для питания вентилятора, он у меня на 12 вольт, второе напряжение питает управление и реле. Такая дежурка имеет плавный пуск, защиту от коротких замыканий, построена всего на одной микросхеме.
Радиаторы охлаждения взяты от компьютерных блоков питания, с учетом наличия активного охлаждения и максимального тока сварки их хватает.

После сборки аппарат заработал сразу, без каких-либо отклонений. Первый запуск делался через страховочную лампу на 100 ватт, на осциллографе форма импульсов на всех обмотках правильная, напряжение холостого хода около 60Вольт.
Проверяем работу системы ограничения тока. Для начала ставим регулятор тока на минимум, цепляемся осциллографом на затвор силового транзистора и делаем короткое замыкание на выходе, видим, что длительность управляющих импульсов резко уменьшается, ток ограничивается, если этого не происходит, меняем местами начало и конец вторичной обмотки токового трансформатора.
Силовые дорожки на печатной плате дополнительно армированы медными лентами.

Выходные клеммы от мощного преобразователя 12-220 Вольт.


Для надёжности трансформаторы, дроссель и пара вертикальных плат были дополнительно приклеены к материнской плате с помощью эпоксидной смолы.




На балласте инвертор выдал честные 80 ампер, минимальный ток сделал в районе 20 ампер, при этом имеем уверенный розжиг дуги. Благодаря малому значению минимального тока можно сваривать даже тонкую жесть.
Сварочный инвертор(180 А) - асимметричный (косой) мост с микроконтроллерным управлением.
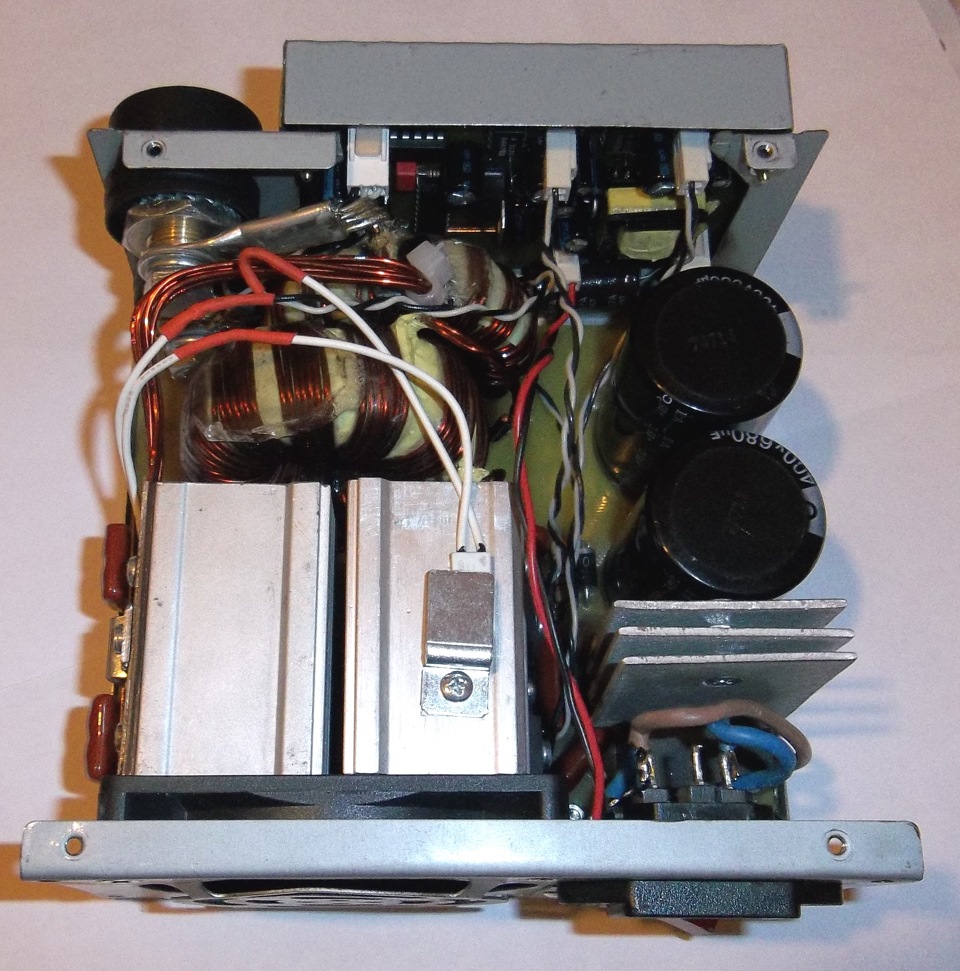
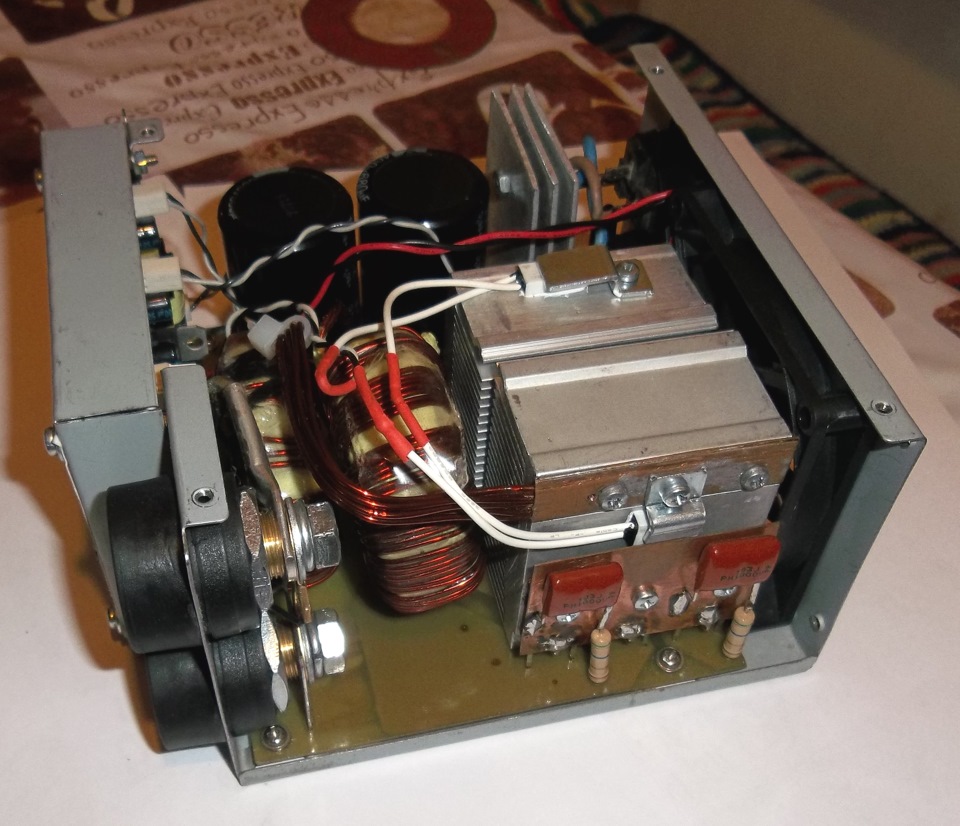
Силовая часть с блоком питания и драйверами.
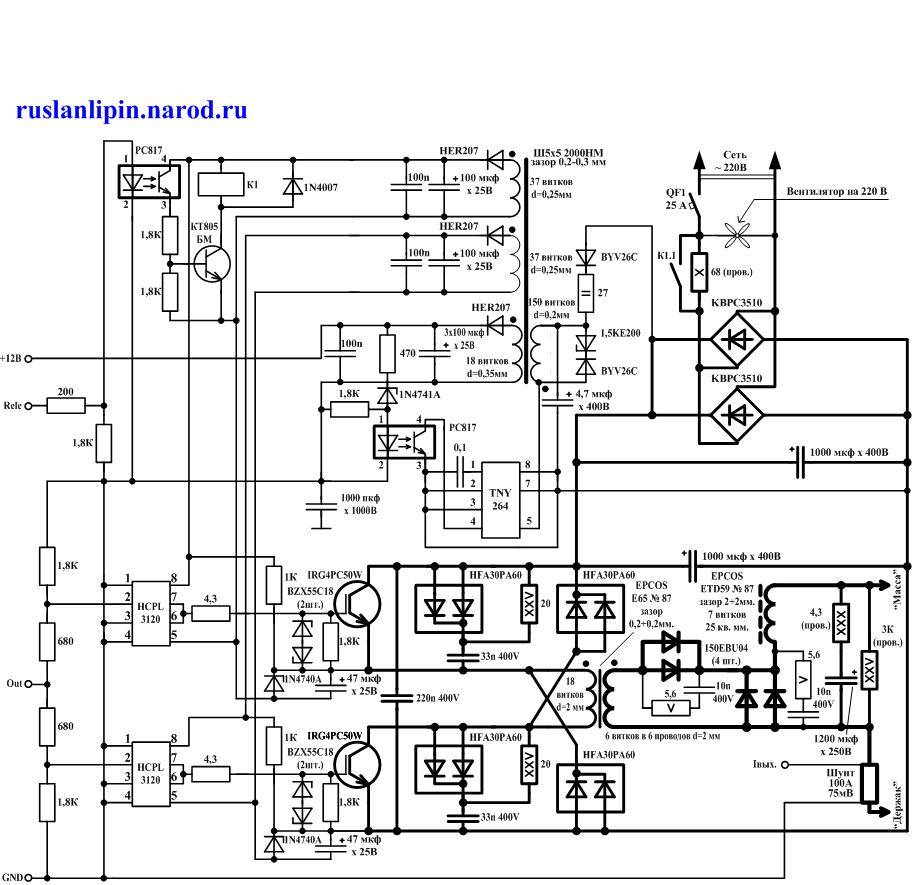
Представленный на схеме сварочный инвертор построен по схеме однотактного прямохода. На первичную обмотку сварочного трансформатора с помощью двух ключей подаются однополярные импульсы выпрямленного сетевого напряжения с заполнением не более 42 %. Магнитопровод трансформатора испытывает одностороннее подмагничивание. В паузах между импульсами магнитопровод размагничивается по так называемой частной петле. Размагничивающий ток благодаря обратно включенным диодам возвращает магнитную энергию, запасённую в сердечнике трансформатора обратно в источник, подзаряжая конденсаторы (2 x 1000 мкф x 400 В) накопителя.
На прямом ходу энергия передаётся в нагрузку через сварочный трансформатор и прямо включенные диоды выпрямителя (2x150EBU04). В паузе между импульсами ток в нагрузке поддерживается благодаря энергии, накопленной в дросселе. Электрическая цепь в этом случае замыкается через обратные диоды (2x150EBU04). Хорошо известно, что на эти диоды приходится бОльшая нагрузка, чем на прямые. Причина – ток в паузе течёт дольше чем в импульсе.
Конденсатор 1200 мкф x 250 В включенный в сварочные провода через резистор 4,3 Ом обеспечивает чёткое зажигание дуги. Пожалуй, это одно из удачных схемных решений для поджига в косом мосте.
Ключи косого моста работают в режиме жёсткого переключения. Причём режим включения заведомо облегчен всегда присутствующей индуктивностью рассеивания сварочного трансформатора. И, поскольку к моменту включения ключей считается, что магнитопровод трансформатора полностью размагничен, то по причине отсутствия тока в первичной обмотке, потерями на включение можно пренебречь. Потери на выключение – очень существенные. Для их снижения параллельно каждому ключу установлены RCD-снабберы.
Для обеспечения чёткой работы ключей, в моменты между включениями на их затворы подаётся отрицательное напряжение благодаря специальной схеме включения драйверов. Каждый драйвер питается от гальванически изолированного источника (около 25 В) блока питания. Напряжение питания “верхнего” драйвера используется для включения реле К1, контакты которого шунтируют пусковой резистор.
Блок питания (классический маломощный флайбэк) имеет 3 гальванически изолированных выхода. При исправных деталях начинает работать сразу. Напряжение для драйверов – 23-25В. Напряжение 12 В используется для питания блока управления.
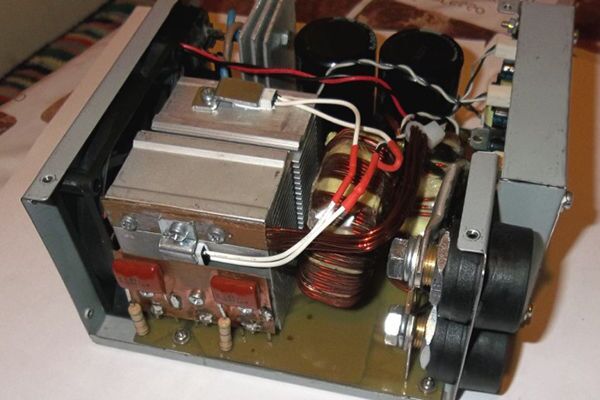
Существенные радиаторы нужно предусмотреть для входного выпрямителя, ключей и выходного выпрямителя. От размеров этих радиаторов и интенсивности их обдува будет зависеть постоянная времени работы аппарата. Поскольку аппарат обеспечивает существенный сварочный ток (до 180 А), ключи нужно обязательно припаять к медным пластинам толщиной 4 мм, затем эти “бутерброды” прикрутить к радиаторам через теплопроводную пасту. О том как это сделать написано здесь . В месте крепления ключей посадочное место радиатора должно быть идеально плоским без сколов и раковин. Желательно чтобы в месте крепления ключей радиатор имел сплошное тело толщиной не менее 10 мм. Как показала практика для лучшего отвода тепла не нужно изолировать ключи от радиатора. Лучше изолировать радиатор от корпуса аппарата. В обдув нужно поставить также трансформатор, дроссель и обязательно все резисторы мощностью 25 и 30 Вт. Остальные элементы схемы в радиаторах и обдуве не нуждаются.
Блок управления.
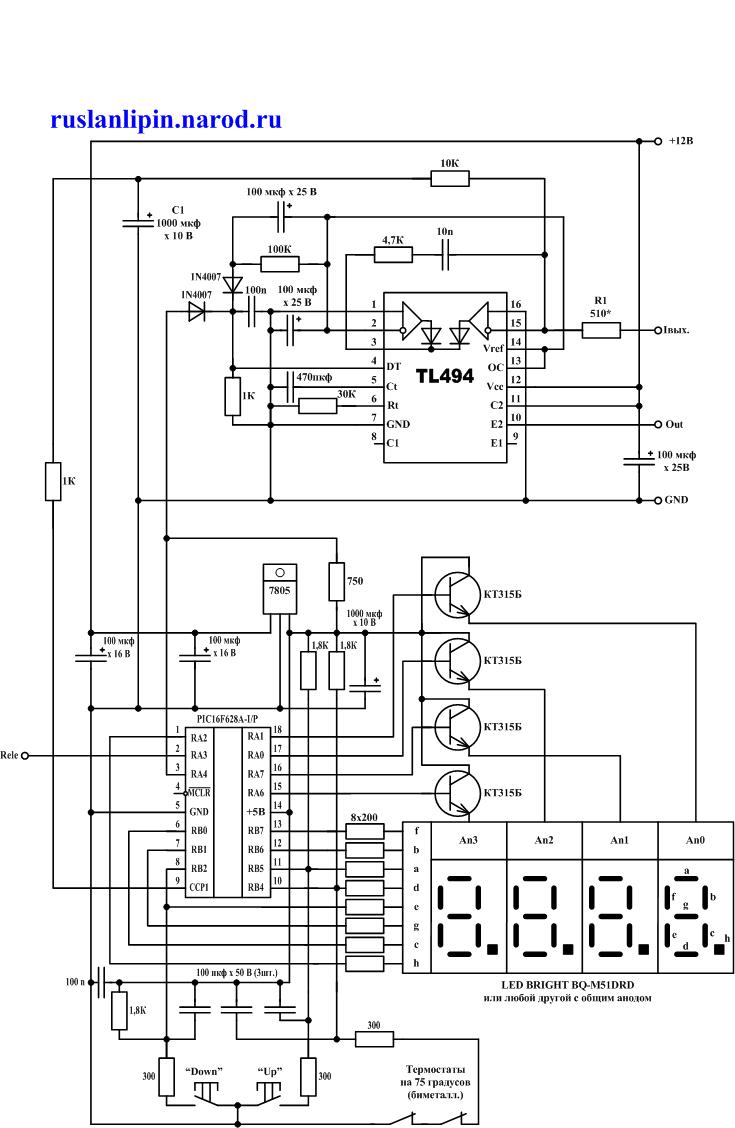
Прошивка микроконтроллера PIC16F628A-I/P
Блок управления построен на основе распространённого ШИМ-контроллера TL494 с задействованием одного канала регулирования. Этот канал стабилизирует ток в дуге. Задание тока формирует микроконтроллер с помощью модуля CCP1 в режиме ШИМ на частоте примерно 75 кГц. Заполнение ШИМ будет определять напряжение на конденсаторе C1. Величина этого напряжения определяет величину сварочного тока.
С помощью микроконтроллера выполняется так же блокировка инвертора. Если на вход DT(4) TL494 будет подан высокий логический уровень, то импульсы на выходе Out исчезнут и инвертор остановится. Появление логического нуля на выходе RA4 микроконтроллера приведёт к плавному старту инвертора, то есть к постепенному увеличению заполнения импульсов на выходе Out до максимального. Блокировка инвертора используется в момент включения и при превышении температуры радиаторов.
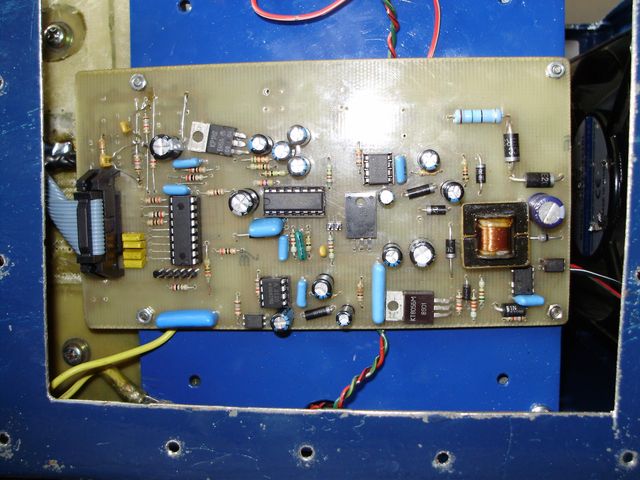
Вот что получилось в железе. Блок питания, драйвера и блок управления на одной плате.
В моём аппарате индикатор и клавиатура подключены к блоку управления через компьютерный шлейф. Шлейф проходит в непосредственной близости от радиаторов ключей и трансформатора. В чистом виде такой конструктив приводил к ложному нажатию на клавиши. Пришлось применить следующие спец. меры. На шлейф одето ферритовое кольцо К28x16x9. Шлейф скручен (насколько позволяла его длина). Для клавиатуры и термостатов использованы дополнительные подтягивающие резисторы 1,8К, зашунтированные керамическими конденсаторами 100 пкф. Такое схемное решение обеспечило помехоустойчивость клавиатуры, полностью исключены ложные нажатия клавиш.
Хотя, моё мнение – нужно не допускать помехи в блок управления. Для этого блок управления должен быть отделён от силовой части сплошным металлическим листом.
Настройка инвертора.
Силовая часть пока обесточена. Предварительно проверенный блок питания подключаем к блоку управления и включаем его в сеть. На индикаторе загорятся все восьмёрки, затем включится реле и, если контакты термостатов замкнуты, то индикатор покажет задание тока 20 А. Осциллографом проверяем напряжение на затворах ключей. Там должны быть прямоугольные импульсы с фронтами не более 200 нс, частотой 40-50 кГц напряжением 13-15В в положительной области и 10 В – в отрицательной. Причём в отрицательной области импульс должен быть заметно длиннее.
Если всё так, устанавливаем задание 20 А и включаем в сварочные провода нагрузочный реостат сопротивлением 0,5 Ом. Реостат должен выдерживать протекание тока не менее 60 А. К выводам шунта подключаем вольтметр магнитоэлектрической системы со шкалой на 75 мВ, например прибор Ц 4380. На нагруженном инверторе пытаемся изменять задание тока, и по показаниям вольтметра контролируем ток. В этом режиме реостат может издавать звук, напоминающий звон. Его не стоит боятся – это работает токоограничение. Ток должен меняться пропорционально заданию. Выставляем задание тока 50 А. Если показания вольтметра не соответствуют 50 А, то на выключенном инверторе впаиваем сопротивление R1 другого номинала. Подбирая сопротивление R1 добиваемся соответствие задания тока измеренному.
Проверяем работу термозащиты. Для этого обрываем цепь термостатов. На индикаторе высветиться надпись “EroC”. Импульсы на затворах ключей должны исчезнуть Восстанавливаем цепь термостатов. Индикатор должен показать установленный ток. На затворах ключей должны появиться импульсы. Их длительность должна плавно увеличится до максимальной.
Если всё так, можно попытаться варить. После 2-3-х минут сварки током 120-150 А выключаем инвертор из сети и ищем 2 самых горячих радиатора. На них нужно установить защитные термостаты. По возможности термостаты устанавливаются вне зоны обдува.
Самый простой сварочный инвертор своими руками
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Простой сварочный инвертор своими руками
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как сварочный инвертор Сварог Pro Arc 180 или Ресанта 250, внося свои изменения. Здесь представлена наиболее простая для самостоятельного воплощения схема.

Схема простого инвертора
Методика расчетаПеред тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока , которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%. Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц. Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалыДля того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.
Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.
Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.

Проверка напряжения на транзисторе
Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.

Намотанный вручную трансформатор в 100 витков
Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Сварочный инвертор



Комментарии 42
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

а мне такой сделаешь?
нужно как раз малыми токами машину поварить

Могу продать єтот. Но в любом случае он тебе не подойдет. Кузов єлектродом не варится. Нужен полуавтомат. Лучше купить самый дешовый полуавтомат чем пытаться варить кузов электродом.
а чего не пойдет твой? токи ж малые. 2 мм электрод потянет же

как аппарат ? работает? какими электродами варит? какой толщины металл проваривает?
Та нормально работает, уже и второй построен давно) 3-й варит
а помочь сможешь в сборке?
Тоже хочешь такой собрать?
да
для меня хватит
у меня другая проблема
не могу нормально печатные платы делать
у тебя есть скайП
есть, щас в лс кину
остро вопрос встал сварочника
Могу помочь консультацией

Супер в бытовухе больше и не нужен ! В гараж самое то по мелочи приварить, прихватить и обычно больше 2х электродов не палишь а смотришь де и как проварил и если надо еще раз проходишь, для электродов 2ки за глаза!
Таки да. Мало того — для электродов 3-ки за глаза :)
Все кто говорит что для 3-ки 120А мало — никогда не варили честными 120 амперами.
А вообще этот аппарат ушол в люди, а дома остался могучий резонансер — тот фиг перегреешь.
если хорошие электроды то и для 3-ки больше чем 95 А не накручиваю.
От и я о том же.
Просто сейчас развелось китайцев с заявленым током аж 250А вот люди и верят надписям.
А по факту там часто и 160А нету.

Силовая электроника — это вещь! Молодец!
Таки да! Спасибо :)

Первоисточник опубликовал. Конечно перегревается, куда ж без этого. Перегревается после 4-х спаленных один за другим электродов на токе 120А.
Тут уже компромис, либо огроменные радиаторы и вес но без перегревов, либо маленький вес но иногда приходится курить.
У меня дома резонансный мост стоит, вот тот не перегревался еще, но там вес 9кг. :(
Читайте также: