Протокол сварки полиэтиленовых труб
Обновлено: 17.05.2024
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
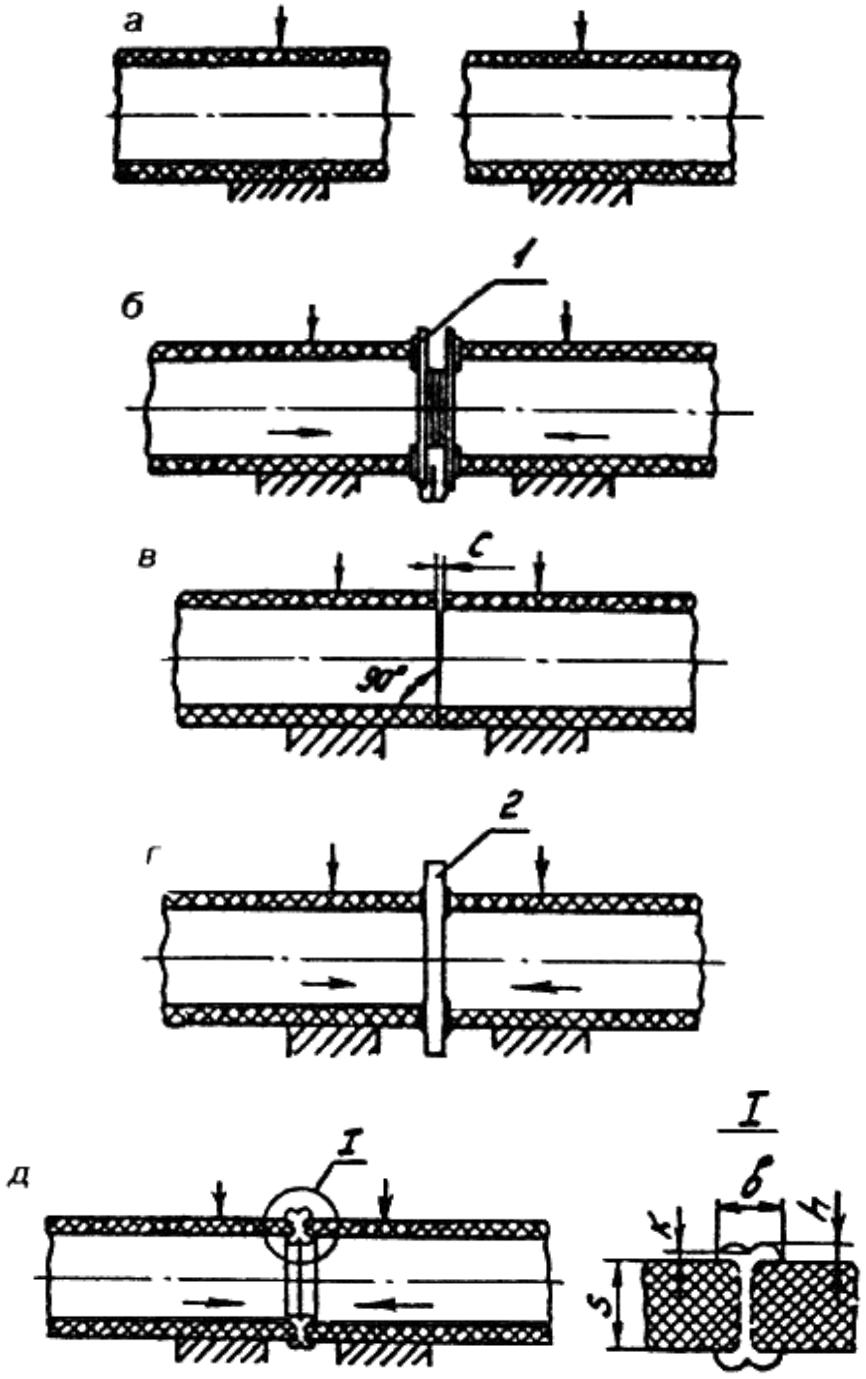
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.
Содержание
В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
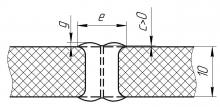 | |
g — высота грата;
е - ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ≥ 5 образцов |
| Разработал: | (подпись, дата) | Фамилия И.О. |
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | ||||
| Способ сварки | ЗН | ||||
| НД | СП 42-101-96; СП 42-105-99 | ||||
| Вид соединения | стыковое | ||||
| Сварочное оборудование | ЗНШ | ||||
| Ф.И.О. сварщика | |||||
| Характеристика деталей: | |||||
| завод-изготовитель | |||||
| марка материала | |||||
| дата выпуска | |||||
| номер сертификата (ГОСТ/ТУ) | |||||
| диаметр трубы | 50 мм | ||||
| толщина стенки, (SDR) | 4,5 мм (11,1) | ||||
| Клеймо сварщика | |||||
| Технологические параметры сварки* | |||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин | |
|---|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 | |
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС - можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Протокол сварки полиэтиленовых труб
ГОСТ Р 55276-2012
(ИСО 21307:2011)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ И ФИТИНГИ ПЛАСТМАССОВЫЕ
Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем
Plastics pipes and fittings. Butt fusion jointing procedures for polyethylene (PE) pipes and fittings used in the construction of gas and water distribution systems
Дата введения 2014-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ "НУЦСК" при МГТУ им.Н.Э.Баумана), Национальным агентством контроля сварки (НАКС) и ООО "ТЭП" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт является модифицированным и включает в себя идентичные основные нормативные положения международного стандарта ИСО 21307:2011* "Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем" [ISO 21307:2011 "Plastics pipes and fittings - Butt fusion jointing procedures for polyethylene (PE) pipes and fittings used in the construction of gas and water distribution systems", MOD]. При этом дополнительные положения, учитывающие потребности национальной экономики Российской Федерации и современный российский опыт, приведены в приложении ДА.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им стандарты, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Ноябрь 2019 г.
Введение
Многие композиции бимодальных полиэтиленов (ПЭ), таких как ПЭ-80 и ПЭ-100, сопровождаются специальными указаниями производителей по сварке труб из них.
Указания по сварке часто различаются для материалов одних и тех же градаций. Целью стандартизации является стимулирование использования одинаковых процедур для одинаковых материалов. Существует необходимость рассмотреть общемировую практику и создать наилучшие процедуры стыковой сварки ПЭ, обеспечивающие самое высокое качество сооружения надежных и эффективных трубопроводов.
1 Область применения
Настоящий стандарт устанавливает общие принципы, касающиеся процедур сварки, используемых в строительстве, а также подходы к оценке качества сварки соединений нагретым инструментом встык, включая сварку фитингов (ИСО 8085-2) и труб, используемых в строительстве газопроводных (ИСО 4437) и водопроводных (ИСО 4427) распределительных систем, сваренных на оборудовании, которое соответствует ИСО 12176-1. Процедуры сварки должны соответствовать ИСО/ТС 10839, национальным правилам или отраслевым руководящим документам. В частности, этот стандарт устанавливает ряд проверенных процедур сварки для труб и фитингов с толщиной стенки до 70 мм включительно. Стандарт принимает во внимание используемые материалы и компоненты, процедуры сварки, оборудование и оценки качества сварного соединения. Его можно применять в сочетании с соответствующими национальными нормами и стандартами.
Примечание - При проведении сварки нагретым инструментом встык труб и фитингов с толщиной стенки более 70 мм необходимо проконсультироваться с производителями труб, фитингов и сварочного оборудования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты. Последующие поправки или изменения действительны для датированных ссылок настоящего стандарта только после введения поправок и изменений к нему. Для недатированных ссылок применяется последнее издание ссылочного документа (включая изменения к нему).
ИСО 1167-1 Термопластичные трубы, фитинги и узлы для транспортировки жидкостей. Определение стойкости к внутреннему давлению. Часть 1. Общий метод (ISO 1167-1, Thermoplastics pipes, fittings and assemblies for the conveyance of fluids - Determination of the resistance to internal pressure - Part 1: General method)
ИСО 1167-3 Термопластичные трубы, фитинги и узлы для транспортировки жидкостей. Определение стойкости к внутреннему давлению. Часть 3. Подготовка образцов (ISO 1167-3, Thermoplastics pipes, fittings and assemblies for the conveyance of fluids - Determination of the resistance to internal pressure - Part 3: Preparation of components)
ИСО 1167-4 Термопластичные трубы, фитинги и узлы для транспортировки жидкостей. Определение стойкости к внутреннему давлению. Часть 4. Подготовка узлов (ISO 1167-4, Thermoplastics pipes, fittings and assemblies for the conveyance of fluids - Determination of the resistance to internal pressure - Part 4: Preparation of assemblies)
ИСО 4065 Трубы из термопластов. Таблица универсальных толщин стенок (ISO 4065, Thermoplastics pipes - Universal wall thickness table)
ИСO 4427 (все части) Системы пластмассовых трубопроводов. Полиэтиленовые (РЕ) трубы и фитинги для водоснабжения [ISO 4427 (all parts), Plastics piping systems - Polyethylene (PE) pipes and fittings for water supply]
ИСО 4437 Полиэтиленовые (ПЭ) трубы для подземной подачи газообразного топлива. Метрическая серия. Технические характеристики [ISO 4437, Buried polyethylene (РЕ) pipes for the supply of gaseous fuels - Metric series - Specifications]
ИСО 8085-2 Полиэтиленовые фитинги для сварки с полиэтиленовыми трубами используемых для подачи газообразного топлива. Метрическая Серия. Технические характеристики. Часть 2: Удлиненные фитинги для сварки встык, для муфтовой сварки с использованием нагретого инструмента и для использования с электросварными фитингами (ISO 8085-2, Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels - Metric series - Specifications - Part 2: Spigot fittings for butt fusion, for socket fusion using heated tools and for use with electrofusion fittings)
ИСО/ТС 10839 Полиэтиленовые трубы и фитинги для транспортировки газообразного топлива - Свод практических правил по проектированию, применению и монтажу (ISO/TS 10839, Polyethylene pipes and fittings for the supply of gaseous fuels - Code of practice for design, handling and installation)
ИСО 12176-1 Пластмассовые трубы и фитинги - Оборудование для сварки полиэтиленовых систем - Часть 1: Сварка нагретым инструментом встык (ISO 12176-1, Plastics pipes and fittings - Equipment for fusion jointing polyethylene systems - Part 1: Butt fusion)
ИСО 13953 Полиэтиленовые (РЕ) трубы и фитинги - Определение прочности на разрыв и характера разрушения образца из сварного соединения встык (ISO 13953 Polyethylene (РЕ) pipes and fittings - Determination of the tensile strength and failure mode of test pieces from a butt-fused joint)
АСТМ Ф 2634 Стандартные методы лабораторных испытаний полиэтиленовых (ПЭ) сварных соединений встык с использованием метода ударного растяжения (ASTM F 2634, Standard test method for laboratory testing of polyethylene (PE) butt fusion joints using tensileimpact method)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 пониженное давление при охлаждении: Пониженное давление, которое используется после соединения оплавленных торцов заготовок при охлаждении в процедуре двойного низкого давления.
3.2 время охлаждения в машине под давлением: Период времени, в течение которого закрепленное в машине соединение остается под давлением.
3.3 время охлаждения в машине без давления или вне машины: Дополнительный период охлаждения, который может потребоваться после охлаждения под давлением до перемещения или монтажа. Используется для обеспечения оптимальной прочности соединения, особенно когда сварка проводится при высоких температурах окружающей среды.
3.4 давление перемещения: Давление в системе привода сварочной машины, необходимое для перемещения подвижного зажима с зафиксированной в нем заготовкой. Давление перемещения определяется экспериментально, зависит от силы трения в машине и трения заготовки о поверхность земли или трения в опорах, на которые уложена заготовка.
3.5 сварочное давление: Фактическое давление в плоскости сварки трубы или фитинга во время соединения.
3.6 измеряемое давление: Фактическое давление, считанное с измерительного прибора сварочной машины.
3.7 технологическая пауза: Время, затраченное на отделение трубы от нагретого инструмента (нагревателя), извлечение нагревателя и сведение оплавленных концов труб или фитинга до образования физического контакта.
3.8 температура нагревателя: Температура поверхности нагревателя, измеренная в области контакта со свариваемой трубой или фитингом.
3.9 давление прогрева: Давление, необходимое для обеспечения полного постоянного физического контакта свариваемых поверхностей трубы или фитинга с нагревателем на всем протяжении времени прогрева.
3.10 время прогрева: Время, на протяжении которого нагреватель контактирует с трубой под давлением прогрева на второй стадии оплавления.
3.11 минимальный размер первичного валика: Минимальная величина размера первичного валика, которая должна быть достигнута после стадии выравнивания.
3.12 давление на стадии выравнивания: Давление, которое оказывают концы трубы или фитинга на нагреватель в период образования первичного валика на первой стадии оплавления. Включает давление перемещения.
3.13 время образования первичного валика (время выравнивания): Время первой стадии оплавления, затраченное на образование непрерывного валика определенного размера, по окружности концов труб и фитингов.
3.14 размер первичного валика: Размер валика формируемого на концах труб или фитингов на стадии выравнивания.
Примечание - Размер первичного валика измеряется в миллиметрах.
3.15 время сварки соединения: Период, выделенный для образования вторичного валика от смыкания оплавленных торцов до охлаждения при пониженном давлении (процедура двойного низкого давления).
3.16 номинальная толщина стенки , мм: Толщина стенки, установленная в ГОСТ ИСО 4065 и соответствующая минимальной допустимой толщине стенки в любой точке .
3.17 оператор: Лицо, наделенное полномочиями сооружать полиэтиленовые (ПЭ) трубопроводы из труб и фитингов на основе письменного соглашения с оператором трубопровода.
3.18 оператор трубопровода: Частная или общественная организация, уполномоченная проектировать, конструировать, эксплуатировать, а также обслуживать трубопроводные системы.
4 Процесс сварки нагретым инструментом встык
4.1 Основные положения
Полиэтиленовые (ПЭ) трубы для сварки в соответствии с этим стандартом должны отвечать требованиям ИСО 4437 (либо ИСО 4427) и Российским нормам. Фитинги должны соответствовать ИСО 8085-2 и Российским нормам.
Сварка соединений в соответствии с этим стандартом должна производиться на оборудовании, отвечающем требованиям ИСО 12176-1 и Российским нормам.
Сварка должна выполняться квалифицированными операторами на машинах, обеспечивающих точную центровку заготовок. Подготовка и уровень квалификации оператора должны соответствовать требованиям сварочной процедуры. Технология сварки должна быть оформлена письменно в виде технологической инструкции (спецификации или проекта производства работ), утверждена организацией по строительству трубопроводов до начала строительства. Технологическая инструкция должна включать технические требования к методу сварки, параметрам сварки, оборудованию для сварки, условиям сварки, квалификации оператора и методам контроля качества, которые должны использоваться.
Указания по контролю качества приведены в разделе 6.
4.2 Принцип сварки
Сварка нагретым инструментом встык заключается в следующем: при помощи нагревателя разогреть концы двух труб или фитинга (заготовок) до заданной температуры, соединить их под давлением и охладить соединение под давлением в течение определенного времени.
Процесс сварки включает следующие основные элементы:
a) очистка концов труб, фитингов, поверхностей торцевателя и нагревателя;
b) крепление соединяемых заготовок;
c) торцовка концов труб или фитингов;
d) контроль качества сборки заготовок под сварку;
e) измерение давления перемещения;
f) оплавление концов трубы или фитинга;
g) соединение концов труб или фитинга;
h) выдержка концов трубы или фитинга под давлением в течение всего времени охлаждения в машине;
i) охлаждение в машине без давления или вне машины, если это предусмотрено инструкцией.
Содержание основных элементов объясняется более подробно в разделах 4.3-4.10.
4.3 Очистка концов труб, фитингов, поверхностей торцевателя и нагревателя
Прежде чем закрепить свариваемые заготовки в машине, следует очистить их внутри и снаружи, протереть совмещаемые поверхности чистой тканью без ворса. Из зоны сварки должны быть удалены все загрязнения.
Протоколирование параметров стыковой сварки труб из ПНД
В соответствии с требованиями Госгортехнадзора РФ и действующими "Строительными правилами" сварка полиэтиленовых труб, газопроводов и других трубо-проводов, относящихся к опасным производственным объектам, должна выполняться оборудованием средней или высокой степени автоматизации.
- Получение от оператора информации о свариваемых трубах, а также идентификационных данных объекта сварки и оператора. Характеристики труб используются для расчета параметров сварки.
- Измерение температуры окружающего воздуха. Информация о температуре используется для уточнения рекомендуемой температуры свароч ного зеркала, а также для рекомендации о допустимости или недопустимости выполнения сварки.
- Измерение температуры нагревателя для сравнения ее с расчетным значением.
- Измерение текущего давления масла в гидросистеме аппарата для сравнения его с расчетным значением давления на соответствующей фазе сварочного процесса, а также для определения момента разведения и сведения труб.
- Определение текущего положения подвижных зажимов центратора - только для устройства высокой степени автоматизации (CNC).
- Сохранение параметров сварочного процесса в памяти устройства, распечатка параметров в виде протокола на встроенном или внешнем принтере, передача протоколов из памяти устройства в компьютер.
Такая ограниченная связь со сварочным аппаратом позволяет, как правило, выполнить устройство автоматизации и протоколирования в отдельном модуле, который с комплектом кабелей можно в любое время приобрести отдельно и подключать к сварочному аппарату по мере необходимости.
При высокой степени автоматизации электронное устройство не только рассчитывает оптимальные параметры процесса, но также непосредственно управляет сварочным зеркалом и гидравлической системой. Такая тесная связь со сварочным аппаратом заставляет конструкторов, как правило, размещать электронное устройство в едином корпусе с гидравлическим агрегатом сварочного аппарата.
- Полнографический дисплей, который позволяет одновременно отображать, например, классическую кривую давления и текущую фазу сварочного процесса, рекомендуемые и фактические значения основных параметров, подсказки оператору о возможных ошибках и дальнейших действиях.
Для сравнения, прежние версии устройств имели в лучшем случае 5-строчный буквенно-цифровой дисплей. - Измерение давления не только в прямой ветке гидросистемы, но и в обратной. Таким образом исключается возможность ошибки при автоматическом определении устройством момента разведения труб независимо от размера сварочного аппарата и свариваемой трубы.
Для сравнения, ранее устройства снимали исключительно показания датчика давления только в прямой ветке гидросистемы. Поэтому на некоторых сварочных машинах резкий сброс давления при переходе от фазы оплавления к фазе нагрева иногда ошибочно интерпретировался устройством как начало фазы перестановки (фаза 3). - Удобный поиск любого из 1000 протоколов, сохраненных в памяти устройства. Любой протокол можно открыть на дисплее и просмотреть все сохраненные в нём данные перед распечаткой.
Ранее поиск нужного протокола был делом весьма затруднительным из-за невозможности полностью отобразить его на дисплее. - Передача сохраненных протоколов из памяти устройства в компьютер в виде файла txt. Файл открывается приложением «Блокнот», стандартно интегрированным в Windows. Прежние устройства требовали установки на компьютер специального программного обеспечения, которое, к тому же, предлагалось за весьма существенную цену.
- Семь паролей (для различных уровней доступа) позволяют изменить любые настройки программы - от выбора языка до изменения формул расчетов технологических параметров.
Например, главный инженер предприятия может в зависимости от уровня опасности объекта увеличить или уменьшить допуски на любой из технологических параметров. - Простая перенастройка устройства на работу как с полевой машиной для монтажа трубопроводов, так и с цеховой машиной для стыковой сварки листов или угловой сварки труб для производства фасонных изделий.
- Простая настройка устройства на работу со сварочным аппаратом любого мирового производителя, даже старых образцов. Если у гидравлического агрегата вашего сварочного аппарата нет подходящих гнезд для подключения датчиков давления, можно использовать переходники гидравлических разъемов. Если аппарат не имеет выхода датчика температуры нагревателя, используется дополнительный датчик-клипса, который крепится на периферийную область сварочного зеркала.

Рис.1: Комплект поставки устройства
автоматизации аппарата стыковой сварки
Новейшая тенденция - изготовление устройств автоматизации высокого уровня в виде отдельного модуля, который можно закрепить на гидравлическом агрегате или установить на подставке. Такая конструкция, как и в случае с устройством автоматизации среднего уровня, позволяет покупателю приобретать электронный модуль по мере необходимости, а также использовать его в полевых условиях только в случае целесообразности.
ГОСТ P 55142-2012
ИСПЫТАНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВ И ТРУБ ИЗ ТЕРМОПЛАСТОВ
Testing of welded joints of thermoplastic sheets and pipes. Test methods
1 РАЗРАБОТАН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ НУЦСК при МГТУ им.Н.Э.Баумана), Национальным агентством контроля сварки (НАКС), ООО "Группа ПОЛИПЛАСТИК"
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Июнь 2020 г.
6 В настоящем стандарте реализованы основные положения стандартов Немецкого союза по сварке и смежным технологиям* (ДВС 2203-1, 2, 3, 4, 5, 6 "Испытания сварных соединений листов и труб из термопластов. Методы испытаний - Требования" (DVS 2203-1,2,3,4,5,6 " an Tafeln und Rohren aus thermoplastischen Kunststoffen
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2021 год
Поправка внесена изготовителем базы данных
Разработка национального стандарта была осуществлена в целях создания современной отечественной нормативной базы в области сварки полимерных материалов. Его введение позволит повысить конкурентоспособность отечественного оборудования, совместимость и взаимозаменяемость продукции, процессов и услуг, повысить уровень гармонизации отечественной нормативной базы с международными и региональными стандартами.
Настоящий стандарт устанавливает общие принципы оценки качества сварки соединений пластмассовых листов и труб.
Указания по испытаниям сварных соединений необходимы переработчику полуфабрикатов и заготовок из термопластов и потребителю изделий. Процедуры сварки должны соответствовать международным, национальным правилам или отраслевым руководящим документам.
Стандарт учитывает используемые материалы и компоненты, процедуры сварки, оборудование и оценки качества сварного соединения. Его можно применять в сочетании с соответствующими национальными нормами и стандартами.
Размеры свариваемых заготовок и испытуемых образцов приведены в соответствующих частях. Если размеры свариваемых заготовок и испытуемых образцов выходят за рамки настоящего стандарта, то требования к сварным соединениям следует определять путем специальных исследований.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 4648 (ISO 178:2010) Пластмассы. Метод испытания на статистический изгиб
ГОСТ 11262 (ISO 527-2:2012) Пластмассы. Метод испытания на растяжение
ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14782 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18197 (ISO 899-1:2003) Пластмассы. Метод определения ползучести при растяжении
ГОСТ 18599 Трубы напорные из полиэтилена. Технические условия
ГОСТ 24157 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
Действует ГОСТ ISO 1167-1-2013 "Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод".
ГОСТ 26277 Пластмассы. Общие требования к изготовлению образцов способом механической обработки
ГОСТ Р 50838 (ИСО 4437:2007) Трубы из полиэтилена для газопроводов. Технические условия
Действует ГОСТ Р 58121.2-2018 (ИСО 4437-2:2014) "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы".
ГОСТ Р 51613 Трубы напорные из непластифицированного поливинилхлорида. Технические условия
ГОСТ Р 52134 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 52779-2007 (ИСО 8085-2:2001, ИСО 8085-3:2001) Детали соединительные из полиэтилена для газопроводов. Общие технические условия
Действует ГОСТ Р 58121.3-2018 (ИСО 4437-3:2014) "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 3. Фитинги".
ГОСТ Р 54792 Дефекты в сварных соединениях термопластов. Описание и оценка
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Общие требования
3.1 Область применения
Выбор методов испытаний принимается в зависимости от технологии производства и условий эксплуатации. При этом необходимо обратить внимание на то, что результаты испытаний зависят от условий изготовления испытуемых образцов и от самих условий испытания. Результаты испытаний должны подтверждать соответствие расчетных свойств сварных соединений реальным нагрузкам, возникающим в процессе эксплуатации.
3.2 Материалы и свойства
Настоящим стандартом охватываются материалы, приведенные в таблице 1, применяемые при изготовлении труб, соединительных деталей и листов.
Читайте также: