Провод для аргонной сварки
Обновлено: 19.05.2024
Ранее мы рассказывали о том, как подобрать электрод , газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Все о проволоке для сварки аргоном
Знать все о проволоке для сварки аргоном — такой же обязательный момент для любого сварщика, как и умение подбирать электроды, виды и характеристики тока. Выбор этой проволоки тоже не так прост, как кажется. Да и ее применение может грозить целым рядом подводных камней, если работать неправильно.

Особенности
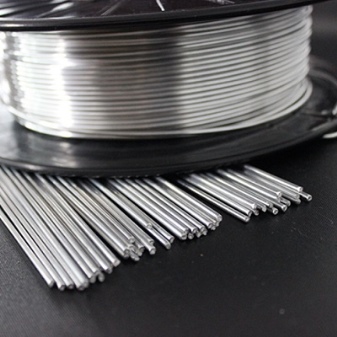
Главная черта проволоки для аргоновой сварки — это ее внешний вид. В большинстве случаев подобные компоненты представляют собой скрученные в бобины металлические прутки. Вставлять подобные бобины нужно в механизм подачи. Сама поступающая проволока может иметь цельную либо полую структуру. Также встречаются изделия с вкраплениями. Материал присадки должен быть строго тот же, что и материал обрабатываемого изделия.
Все попытки нарушать это правило ни к чему хорошему не приводят. Отгрузка в бобинах удобна для индустриального использования. В ручном режиме подают проволоку в рабочую зону преимущественно при кустарных работах. Каких-то других особых требований в общем случае технология не предъявляет.


Сплошной тип проволоки получают из чистого металла. В составе таких приспособлений не может быть каких-либо примесей, присадки также использоваться не должны. Несмотря на простоту, такие типы проволоки применяются сварщиками наиболее широко. Именно их в основном и берут для сварки в газовой среде. Порошковая проволока для аргонной сварки практически не подходит, потому что она предназначается именно для замены внешней газовой защиты выделяющимися при плавлении порошка веществами.
Наиболее интересно активированное изделие. Оно сочетает достоинства сплошного и порошкового решений без их недостатков. Различия касаются и типа свариваемых материалов. Присадочная проволока для аргонодуговой обработки черного металла — один из самых частых вариантов. Основное распределение таково:
- порошковая проволока вынужденно применяется для манипуляций с углеродистыми сталями, позднее подвергаемыми термообработке (хотя обычно это и не самый хороший выбор);
- алюминиевая нужна для работы с алюминием (в ее составе могут быть марганцевые, кремниевые, магниевые и иные включения);
- нержавеющая сварочная проволока — применяемая в работе со сталью, легированной хромом либо никелем;
- омедненная (в основном применяется при сварке интенсивно легированной или умеренно-легированной заготовки);
- простая стальная (предпочтительна для работ со слабо легированным металлом).



Нержавеющей проволокой активно пользуются, чтобы варить сталь, содержащую хром либо никель. На выходе должен получаться очень качественный шов.
Появление трещин почти исключено, как и возникновение коррозионных процессов. При использовании нержавеющей проволоки количество брызг сводится к минимуму. Дуга будет работать очень активно и стабильно, а срок службы шва заметно вырастает.
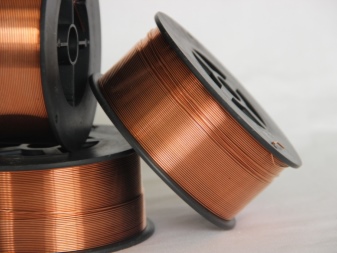
Омедненная проволока имеет те же положительные свойства, что и ее нержавеющая разновидность. К тому же она еще и помогает экономить наконечники вне зависимости от используемого сварочного аппарата. Поставки омедненной проволоки подразумевают обычно ее наматывание на пластмассовую кассету. Типовая толщина варьируется от 0,6 до 1 мм. Омедненная проволока (к примеру, СВ-08Г2С) облегчает повторный запуск сварочной дуги и помогает стабилизировать ее горение в любом режиме. Альтернативный продукт ESAB предназначен для работы с:
- инструментальной сталью;
- стальными сплавами, используемыми в судостроении;
- штампованным металлом;
- алюминием;
- чугуном.

Простая стальная проволока для аргонной сварки применима практически в любой сфере индустриального производства. Классифицируют этот расходный материал по большому количеству показателей. Очень важную роль, наряду с сечением, имеет механическая прочность материала. Также важен его точный химический состав — как всегда, чем ближе к обрабатываемому изделию, тем лучше и эффективнее работа. Может применяться только проволока, маркированная сокращением «Св», ее сечения колеблются от 0,03 до 1,2 см.
Алюминиевый материал востребован при манипуляциях со сплавами алюминия, где доля кремния ограничена 3%. Предельное содержание меди при этом колеблется от 3 до 5%. Подобный присадочный материал:
- гарантирует повышенную прочность;
- дает тот же окрас, что и сами заготовки;
- не уступает в коррозионной устойчивости алюминиевым конструкциям.
Алюминиевые присадки востребованы в производстве автомобилей, речных и морских судов. Достаточно массово применяют такую проволоку при сварке контактирующих с водой конструкций. Но важно понимать, что чистый алюминий на практике не используется, он всегда смешан с другими веществами — иначе достаточной прочности не обеспечить.
Этот момент характерен и для сварочных присадок. Однако там доля добавок не превосходит 1%.
Запчасти и комплектующие для аппаратов TIG
Запчасти для аргонодуговых аппаратов TIG - комплектующие, необходимые для проведения профилактических и ремонтных мероприятий.


Вентильная, Максимальная сила тока 180 А, Диаметр электрода от 1 до 4 мм, Продолжительность включения (ПВ) 35 %, Воздушное, Длина шлейфа 4 м, Вес 1,9 кг



Максимальная сила тока 110 А, Диаметр электрода от 1 до 1,6 мм, Продолжительность включения (ПВ) 35 %, Воздушное, Длина шлейфа 4 м, Вес 1,8 кг

Вентильная, Максимальная сила тока 140 А, Диаметр электрода от 1 до 4 мм, Продолжительность включения (ПВ) 35 %, Воздушное, Длина шлейфа 4 м, Вес 1,3 кг

Максимальная сила тока 180 А, Диаметр электрода от 1 до 4 мм, Продолжительность включения (ПВ) 35 %, Воздушное, Длина шлейфа 4 м, Вес 2,5 кг



Вентильная, Максимальная сила тока 180 А, Диаметр электрода от 1 до 4 мм, Продолжительность включения (ПВ) 35 %, Воздушное, Длина шлейфа 8 м, Вес 3,5 кг




Вентильная, Максимальная сила тока 110 А, Диаметр электрода от 1 до 3,2 мм, Продолжительность включения (ПВ) 35 %, Воздушное, Длина шлейфа 4 м, Вес 1,3 кг


Максимальная сила тока 110 А, Диаметр электрода от 1 до 1,6 мм, Продолжительность включения (ПВ) 35 %, Воздушное, Длина шлейфа 8 м, Вес 3,4 кг



Максимальная сила тока 180 А, Диаметр электрода от 1 до 4 мм, Продолжительность включения (ПВ) 35 %, Воздушное, Длина шлейфа 8 м, Вес 4,8 кг

Приобретая те или иные аксессуары для аргонодугового сварочного аппарата, вы делаете оборудование функциональнее, а работу безопаснее. Заменяя стандартную горелку на более прогрессивную модель, вы получаете возможность удалённого управления и настройки силового агрегата, увеличивается качество шва, упрощается рабочий процесс в целом. Любой сварочный аппарат TIG требует обслуживания. Своевременная смена быстро изнашиваемых деталей сварочного инвертора TIG позволит продлить срок службы основных элементов оборудования.
Уроки сварки: Как выбрать газ, электрод и сварочную проволоку для TIG-сварки?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
- Сварочный газ
- Электроды
- Присадочный пруток
Суть сварочного процесса TIG-оборудованием
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает - Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки .
Сварочный газ – аргон или смеси?
Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
- WP (зеленые электроды) - вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) - универсальные электроды для сварки на постоянном и переменном токах
Цвет / Состав
Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси.
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия.
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание.
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки.
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях.
Используются для сварки особо ответственных соединений.
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
проволока для аргонодуговой сварки

При выполнении аргонодуговой сварки неплавящимся (вольфрамовым) электродом в качестве присадочного материала используется сварочная проволока. В зависимости от свариваемых материалов подбирается вид проволоки, обеспечивающий производство качественного шва.
Область применения, назначение
Химические элементы, входящие в состав таких материалов как нержавеющие стали, чугуны, титановые сплавы, алюминиевые сплавы и других цветных металлов при сварке активно взаимодействуют с воздухом. Естественно о качестве таких швов ничего хорошего сказать нельзя. Решить проблему соединения вышеуказанных материалов позволяет защита зоны соединения инертным газом аргон. При этом не требуется специальная обработка шва после окончания процесса.

Проволока титановая сварочная 7 мм. ВТ1-00св. Фото БВБ-Альянс
Применение аргонодуговой сварки при ремонте автомобилей дает возможность продлить срок службы ремонтируемым деталям. Сложной конфигурации изделия, изготавливаемые с ее помощью, получают товарный вид непосредственно после сварки. Обработка швов для таких деталей практически невозможна и качественное соединение — технологический способ решения проблемы.
Обозначения и маркировки
Присадочные материалы, которые используются в аргонодуговой сварке, отличаются разнообразием. На каждый из видов имеется свой стандарт, согласно которому выполняется обозначение и маркировка сварочной проволоки. Так, например:
- легированная (нержавеющая) обозначается по ГОСТ 2246-79, например, легированная проволока Св-08Г2С-О (или ее аналог — ER70S-6);
- сварочная алюминиевая по ГОСТ 7871-75; , например, ВТ1-ооСв – по ГОСТ 27265-87; (которую нередко путают с омедненной) сварочная – по ГОСТ 16130-90.
Для каждого из материалов существует свой вид сварочной проволоки, который детализируется в зависимости от марок внутри самого вида.
Для нержавеющей стали
В проволоке для нержавеющих сталей обязательно содержится хром. Кроме него в состав могут входить никель, титан, молибден и другие. Аргон является хорошей защитой, которая позволяет сохранить требуемое наличие легирующих элементов в процессе сварки. Это важный фактор, обеспечивающий сохранение коррозионной стойкости сварного шва.

Сварочная проволока СВ-10Х16Н25АМ6 для нержавеющих сталей
Для алюминия
Расходный материал при аргонодуговой сварке алюминиевых сплавов может подаваться в зону соединения вручную или с помощью механизированной подачи (автоматы, полуавтоматы). Высокая химическая активность алюминия при взаимодействии с кислородом нейтрализуется созданием оборудования, где сварка с присадкой из алюминиевой проволоки надежно защищена аргоном.

Алюминиевая проволока DEKA ER4043 0,8 мм. по 0,5 кг. в упаковке. Фото DEKA
По дуплексу
Развитие технологии выплавки сталей в металлургической промышленности приводит к созданию материалов с особыми свойствами. Дуплексные стали как раз из этой области. Они обладают высокой коррозионной стойкостью при повышенной прочности. Кроме этого, они хорошо свариваются. Однако, чтобы сохранить свои уникальные свойства после соединения материалов, эта технология должна обеспечить следующие условия:
- в качестве присадочного материала должна быть проволока, изготовленная из такого же дуплекса;
- сохранность легирующих элементов должна быть надежно выполнена с помощью инертного газа (аргона).
Популярные марки
- Св-04Х19Н11М3. Хром-никелевая, обладающая коррозионной стойкостью сварочная проволока. Предназначается для полуавтоматической сварки нержавеющих сталей на постоянном токе в среде защитного газа аргон, например: 10Х17Н13М3Т, 03Х17Н14М2 и подобных. Обладает высокой стойкостью к межкристаллитной коррозии. Используется в сварочных технологиях нефтехимической промышленности, пищевой и других отраслях машиностроения.

Нержавеющая сварочная проволока ESAB OK Autrod 2209 — 0,8mm — 5,0kg. Фото Сварочные Технологии
- Сварочная проволока Lincoln Electric LNM (ER 5356, аналог Св-АМг5). Применяется в технологии полуавтоматической сварки с защитным газом аргон для соединения алюминиевых сплавов, где содержание марганца превышает 3%.
- Проволока сварочная ESAB OK Autrod 2209. Применяется для стандартных дуплексных сталей, содержащих 22% Cr, 5% Ni, 3% Mo.
Справка. Проволока марки ПАНЧ-11, производимая российским предприятием, используется для работы с чугунными деталями.
Сертификация, ГОСТ
Количество примесей в аргоне, их состав влияют на качество шва при аргонодуговой сварке. Особенно требовательна к чистоте газа сварка алюминиевых и титановых сплавов. ГОСТ 10157-79 регламентирует физико-химические показатели аргона. Объемная доля аргона первого сорта должна быть не менее 99,987%, высшего – не менее 99,993%.
Отличительные особенности, достоинства и недостатки
Для обеспечения нормального функционирования технологического процесса требуется достаточно сложное и громоздкое оборудование. Это является основным недостатком данного вида сварки. Однако возможность выполнить качественное соединение заготовок материалов, которые другими методами сварить нельзя, делает этот недостаток необходимым условием для проведения работ.

Нержавеющая проволока DEKA ER308LSi 1,6 мм. по 15 кг. Фото DEKA
Следует отметить, что расход аргона и материалов сильно зависит от материала свариваемых заготовок. Это зависит от требований к степени защиты сварочных швов. Самый большой расход аргона требуется при сварке титановых сплавов, несколько меньший — для алюминиевых. Самый маленький расход аргона потребуется для нержавеющих сталей.
Рекомендации по использованию
Поверхность сварочной проволоки, собственно как и всю околошовную зону перед сваркой требуется зачищать от оксидной пленки, масла, жира, других загрязнений и обезжиривать, например, ацетоном. Одной из причин плохого соединения металла сварного шва и основного металла является как раз плохо зачищенная поверхность.
Производители
Широкое распространение аргонодуговой сварки заставляет производителей сварочных материалов выпускать максимально большой ассортимент продукции для этого вида сварочных соединений. Самой большой номенклатурой обладают американские и европейские производители: Lincoln Electric и ESAB, а также китайская компания DEKA. Шведский концерн является также производителем обширного спектра полированной проволоки.
Справка. Порошковые проволоки обладают массой достоинств, производимые многими предприятиями, обладают массой достоинств, что делает их популярным расходным материалов.
Где купить
Продажей проволоки разных видов, в том числе и для аргонодуговой сварки, занимаются производители и поставщики. Некоторые предприятия, предлагающие качественную и соответствующую стандартам продукцию, представлены в отдельном разделе нашего сайта.
Читайте также: