Проволока сварочная флюсовая для чего
Обновлено: 16.05.2024
Использование полуавтоматической сварки значительно повышает производительность за счет непрерывной подачи электрода. Это позволяет выпускать больше продукции за смену и делать длинные швы более качественными. Но для надежного и герметичного соединения требуется правильно подбирать сварочную проволоку. Каким маркам отдают предпочтение профессионалы и любители, разбирались наши эксперты. Мы учитывали ассортимент выпускаемой продукции, поведенческие характеристики при сварке, а также отзывы специалистов.
Недостатки
Несмотря на большое количество плюсов, как и у любой другой вещи, у проволоки имеются и свои отрицательные качества.
Во-первых, стоимость такого типа элемента достаточно высокая, а значит, варить флюсовой проволокой не всегда выгодно, с точки зрения стоимости или себестоимости. Во-вторых, найти такой электрод в продаже гораздо труднее, чем любой другой. В-третьих, случается и так, что даже при помощи флюсового материала не удается решить проблему плохой свариваемости материала и приходится тратить средства на дополнительные меры, что еще сильнее увеличивает себестоимость процесса.

Три правила выбора
- Ориентируйтесь на материал заготовки. Так, для работы с низкоуглеродистой сталью лучше остановиться на наиболее востребованном варианте – с медным покрытием, например СВ-08Г2С диаметром 0,8 или 1 мм.
- Помните о том, что разный диаметр рассчитан на разные показатели силы тока и определенное оборудование. Так, для полуавтоматов предлагаются товары в диапазоне 0,6-1,6 мм, а для сваривания с помощью присадочных прутков и электродов – до 5 мм.
- Обращайте внимание на толщину заготовки: для 3-5 мм понадобится модификация 2 мм, а для обработки листов до 25 мм не обойтись без «расходника» в 7 мм.
Все это универсальные рекомендации, следовать которым можно в обычных условиях. Когда же речь заходит о решении специфических задач, только эксперт сможет грамотно подобрать расходные материалы под выбранную технологию и сварочный режим, и экспериментам тут не место.
Разновидности проволоки
На сегодняшний день важно учесть не только толщину и диаметр, но и то, с чем необходимо работать.
К примеру, что касается стали, то нельзя использовать одну и ту же проволоку с одними и теми же параметрами для любого материала, так как они могут быть из разных групп, допустим, по уровню легирования состава. К тому же есть еще и такой материал, как нержавейка. Что касается сварки меди, то здесь необходимо применять расходник с диаметром 0,8 мм, который специально создается для эксплуатации с медными деталями. Такая проволока поможет улучшить качество шва при сварке с нормальными температурами.
Что касается основных технических характеристик и их значений, то они следующие:
- предел прочности составляет 480-580 МПа;
- предел текучести от 400 до 490 МПа;
- относительное удлинение находится в пределах от 22 до 27%;
- в качестве защитного газа, если это необходимо, можно использовать углекислый.

Основные направления применения
Чаще всего сварочный аппарат, который работает с использованием такого типа проволоки, применяется для соединения таких материалов, как цветной металл, легированная сталь и другие высоколегированные вещества.
В зависимости от того, что именно предстоит сваривать, будет изменяться состав флюса. Допустим, если необходимо соединить между собой при помощи сварки материал, который принадлежит к группе низколегированных сталей, то нужно применять оксидный флюс. Если предстоит работать с цветным металлом, то флюсовая сварочная проволока должна иметь солевой состав. Для легированной же стали применяется комбинированный состав из оксида и солей.
Кроме того, будет изменяться и другой основной параметр проволоки — диаметр. Колеблется этот показатель в довольно больших пределах, от 0,6 мм до 8 мм. Конечно же, чем толще будет проволока для сварки, тем больше времени понадобится, чтобы она расплавилась. А от этого уже будет зависеть скорость подачи. Из-за этих факторов и получается, что если толщина материала низкая или его состав легко поддается свариванию, то использовать толстую проволоку просто невыгодно.

О проволоке с флюсом замолвим словечко…
Если варить газом по каким-то причинам невозможно, например из-за порывистого ветра, на помощь приходит этот «расходник». В отличие от других, со сплошной конструкцией, он состоит из металлической оболочки, заполненной флюсом специального состава. Преимуществ у такого решения несколько.
- Для работы нужно минимум оборудования: нет необходимости в устройствах для подачи газа и флюса.
- В отличие от обычных электродов, рассчитанных примерно на 20 А/мм2, эта «конструкция» позволяет применять сверхвысокие показатели тока – до 200 А/мм2. Неудивительно, что стальной сердечник плавится быстро и производительность увеличивается.
- Благодаря режиму открытой дуги оператор может следить за происходящим и принимать активное участие в процессе практически в любых направлениях.
- Технология обеспечивает идеально ровный наплавочный шов с таким химическим составом, добиться которого в обычных условиях невозможно.
В зависимости от способа и объекта сваривания используют порошковую проволоку разного диаметра: для наплавления открытой дугой – 2-3 мм, под флюсом – 3,6 мм, крупногабаритных конструкций – 5 мм.
Основные характеристики
Флюсовая проволока в норме (соответствие ГОСТу) обладает отличным качеством и легкостью сварки других металлов. В шве, образованном ею, содержится минимум примесей, ухудшающих механические и химические его свойства. Шов обычно крепок, минимально ошлакован и стоек к коррозии.
Сам процесс сваривания толстых деталей (более 5 мм) усложняется необходимостью подбора правильного электрода, режима работы аппарата.
Как следует из названия, флюсовая проволока уже содержит флюс, соответственно при работе ею нет нужды рассчитывать точные количества добавок. К тому же готовая смесь менее токсична и более однородна, чем составленная самим сварщиком.
По своему устройству флюсовая проволока состоит из двух частей:
- Внешняя оболочка — она представляет собой завитую спиралью ленту из нелегированной стали толщиной от 0.2 до 0.8 мм. Оболочка защищает сердечник.
- Сердечник — состоит из спрессованного порошка сложного состава. В него наиболее часто входят вещества раскисляющие расплав металла, стабилизирующие электрическую дугу, легирующие получающийся шов.
Основные преимущества
Начать стоит с того, что флюсовая проволока обладает высокой степенью плавления. Это позволяет применять ее для работы с тугоплавкими материалами. Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме перечисленных положительных качеств, можно и выделить и много других:
- хорошая защита сварочного участка;
- высокая скорость работ сопровождается экономичностью;
- можно осуществлять плавление на достаточно большую глубину, а во время работы отсутствуют брызги;
- при работе не выделяется вредных летучих веществ;
- можно управлять количеством кислорода, которое содержится в сварочном шве;
- использование сварочной технологии с флюсовой проволокой помогает оптимизировать структуру шва.
Стоит отметить, что защита сварочного участка возможна как раз благодаря тому, что в проводе содержится флюс. Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.

Выбор проволоки по диаметру
Как уже было описано выше, при сварке флюсовой проволокой используется элемент диаметром от 0,6 до 8 мм. Кроме скорости подачи, от этого параметра также зависит и скорость ее плавки. Эти несколько факторов очень важны и обязательно должны быть учтены при выборе.
Допустим, для того чтобы получить максимально возможный ровный шов, необходимо, чтобы проволока была длинной. К примеру, если необходимо сваривать между собой достаточно тугоплавкий материал, а шов должен быть прочным и толстым, то и толщину электрода необходимо брать большую. Если необходимо проводить работы с достаточно мягкими металлами в плане сваривания, то нет необходимости в использовании толстой проволоки.
Если диаметр был подобран верно и соблюдены все правила проведения работ, то сварка флюсовой проволокой без газа способна обеспечить высокое качество шва, высокий запас прочности и создать соединение, которое будет устойчиво к воздействию атмосферного влияния. Эти три фактора позволяют применять конструкции, соединенные таким образом даже в местах с экстремальными условиями, к примеру, в зоне с повышенным давлением.

Порошковый материал
На сегодняшний день активно используется и порошковая флюсовая проволока. Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Есть несколько основных требований, которые предъявляются к работе с таким расходником.
Во-первых, порошковый флюс должен обеспечивать стабильную дугу, а также легкость, с которой она будет появляться. Во-вторых, во время плавки должно отсутствовать разбрызгивание материала и равномерность плавки. Естественно, необходимо, чтобы конечный результат, то есть шов, не имел изъянов. Во время сварки на покрытии будет возникать шлак, который после остывания должен легко счищаться с поверхности.
Флюсовая проволока для полуавтомата — мобильность и качество соединений

Очень часто полуавтоматическую сварку приходится вести в местах с затрудненным доступом. В них сложно или вовсе невозможно использовать баллон с газом. Выходом, позволяющим сохранить преимущества сварочного полуавтомата, но при этом отказаться от громоздкого баллона, является использование флюсовой проволоки для полуавтомата.
Классификация и маркировка
Вся современная флюсовая проволока, как отечественного, так и импортного производства подразделяется на типы по семи признакам:
- Назначение получаемого соединения.
- Прочностные характеристики шва (сопротивление разрыву и ударная вязкость).
- Состав внутреннего сердечника.
- Тип образуемого в процессе сварки защитного покрытия.
- Положение в пространстве свариваемых деталей по отношению к электроду (здесь возможны варианты — только вертикально, только горизонтально, только в нижней горизонтальной плоскости, только в нижней вертикальной плоскости, в любом положении).
- Соединяемые металлы — это может быть сталь (легированная или нет), цветные металлы, сплавы.
- Способность к образованию внешней газовой защиты или нет (в последнем случае нужен баллон с углекислым газом).
В России, по ряду источников, наиболее популярны и распространены марки:
- ER70S-6;
- E71T-1;
- E71T-GS;
- T-8;
- T-GS;
- BlueWeld 802208;
- Forte.
Если нужно соединить металлические делали не толще 2 мм, то рекомендуется использовать проволоку 0.8 мм. В случае, когда толщина детали больше, но не превышает 5 мм — используют в 2 мм диаметром. При действительно массивных соединяемых деталях нужно использовать диаметром около 6-8 мм и более.
В зависимости от материала соединяемых сваркой деталей можно выделить три типа проволоки:
- Для сварки алюминиевых деталей. При работе с этим материалом без флюса обойтись невозможно.
- Для сварки медных деталей. Чаще всего встречается 0,8 мм диаметром.
- Для стальных изделий. Предполагает предварительную подготовку места соединения.

По своему устройству флюсовая проволока состоит из двух частей:
Сварка флюсовой проволокой без газа
Прежде чем начать процесс сварки нужно настроить на аппарате рекомендуемые показатели тока. Далее нужно проверить состояние подающего рукава (на предмет изношенности) и отсутствие смещения податчика. Нужно откалибровать и подающие ролики — они не должны слишком сильно жать во избежание деформации и неравномерной подачи.
Соединяемые детали нужно очистить от оксидной пленки и при толщине больше 4-5 мм — сформировать скосы. После возникновения электрической дуги ее ведут снизу вверх детали (если она расположена вертикально). Ручку горелки нужно держать под углом к свариваемым поверхностям — это стабилизирует сварочную ванну, предохраняет от преждевременного растекания металла из нее.
Скорость выведения шва рекомендуется держать около 15-20 мм в секунду. При формовке шва в несколько проходов нужно дождаться остывания слоя и очистить его поверхность от шлаковой корки — иначе второй и последующие швы получатся низкокачественными из-за посторонних примесей.
Особенности сварки
У начинающих сварщиков часто происходит так, что даже при медленной подаче полуавтоматом не формируется сварной шов. Детали, вместо соединения просто прожигаются электрической дугой.
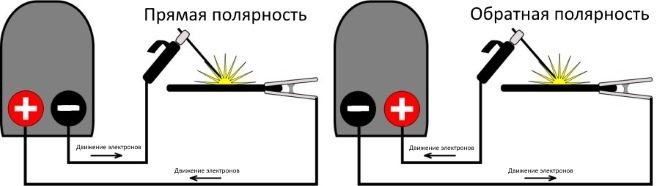
Для того, чтобы этого не происходило, нужно выдерживать расстояние около 40-45 мм от начала ванны. Кроме этого нужно перед работой поменять полярность вашего сварочного полуавтомата. Она должна быть прямой.

- Прямая полярность означает, что «-» подключается к горелке, а «+» к свариваемой детали.
- Материал турецкого производства имеет много негативных отзывов. Наиболее качественный шов дает проволока итальянского производства. Но у нее есть существенный недостаток — высокая цена. Наиболее приемлемым соотношением цена-качество обладает производимая в нашей стране и в Китае
Из-за отсутствия выделения при сварке газа не происходит охлаждения шва — это увеличивает риск прогара. Поэтому рабочее напряжение нужно подобрать минимальным (соотнося с типом материала свариваемых деталей). Скорость же подачи должна быть на грани максимальной. Чисто практически это можно охарактеризовать как начало дискомфорта для держащей горелку руки.
Важно! Кромку соединяемых деталей, если их толщина превышает 5 мм, нужно слегка сточить. Это облегчит формирование сварочной ванны. Если металл заготовок нестоек к окислению, то его нужно защитить от образования оксидного налета
Главным залогом создания качественных сварных швов является правильно подобранная скорость подачи сварочным полуавтоматом.
Алюминиевая проволока для сварочного полуавтомата — виды и применение

Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения

Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)

Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм
Удобнее всего воспользоваться приводимой ниже таблицей.

При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм ), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.

Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.

К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:

Полуавтоматическое сварочное оборудование чаще всего используют в быту. Такие аппараты не громоздкие, но не хуже автомата работают на создание конструкций.
Владельцы дачных участков и автомобилей покупают полуавтоматы для решения проблем с ремонтом деталей и больших конструкций.
Даже обязательное использование баллонов со сжатым газом и проволоки для присадки не опускает полуавтомат в глазах сварщиков.
Кроме того, вы не всегда можете взять с собой газовый баллон. Работа на выезде или сварка конструкций на высотках и столбах невозможна с использованием газовой среды.
Сварщики знают, что такие работы полуавтоматом обходятся и без газа, тут хватит и одной присадочной проволокой.
При этом нужно учитывать нюансы сварки, которые мы опишем в нашей статье. Если ваша цель — аккуратные швы и отсутствие проблем в процессе, советуем прочитать материал до конца.
- Возможна ли сварка без газа?
- Сваривание без газа обычной проволокой
- Технология
- Подведем итог
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Разновидности и применение
Сварка самозащитной порошковой проволокой востребована в труднодоступных местах. Это могут быть высотные работы или в тоннелях под землей. Небольшой полуавтомат можно повесить на плече, а для выполнения сварки необходима только розетка с 220 V. Благодаря такой компактности эта технология широко применяется на строительных площадках и монтажных работах. Сборка и сварка металлических конструкций таким способом производится очень быстро. Но для сварки труб под высокое давление она не годится.
Проволока широко используется благодаря разнообразию диаметров, минимальное значение которого начинается от 0,8 мм и заканчивается на 2,4 мм. Это позволяет сваривать как тонкие листы стали, с толщиной стенки 1,2 мм, так и толстые стороны до 7-10 мм. Этим способом можно работать с углеродистой сталью, оцинкованным железом и нержавейкой. Для этого важно правильно выбирать материал самой проволоки и вид внутреннего наполнителя.
Подведем итог
Сварщик не всегда может взять на место работы газовый баллон и присадочный материал. Эта проблема решается применением сварки полуавтоматом без газа. В этом случае присадочную проволоку нужно заменять на проволоку с «начинкой» из порошкового флюса.
Он повторяет некоторые свойства среды инертных защитных газов. Но плотность и надёжность такого шва будет намного ниже, чем при классической MIG/MAG методике. Поэтому каждый раз выбирать проволоку порошковую не стоит.
Не экспериментируйте с обычной присадкой без использования газа. Швы, которые вы получите этим путём будут бракованными, а конструкция склонной к коррозии и трещинам.
Сочетание газа и присадки подобрано давно и испытало само себя. Эта технология — патент опытных мастеров, и изменять её плохая идея. Желаем удачи!
Технология сварки полуавтоматом без газа
Флюс компонуется из деоксидирующих веществ, препятствующих поглощению кислорода, а также шлакообразующих элементов и различных присадок. Это марганец, железо, кремний, никель и другие легирующие добавки, позволяющие получить при малых токах требуемую температуру плавления.
Состав флюса, сходный с составом на поверхности типовых электродов, зависит от требуемых характеристик свариваемых материалов и шва. При нагревании флюс полностью сгорает, образуя при этом защитное газовое облако вокруг области расплава металла.
Флюсовая проволока изготавливается в различных вариациях:

Флюсовая проволока для полуавтоматической сварки без газа
- трубчатая простая;
- трубчатая двухслойная;
- двуполостная с одним загибом;
- двуполостная с двумя загибами.
Стальные стенки проволоки-электрода тонкие, они не способны выдержать резкие рывки, сжатие или изгибы. Это необходимо учитывать при настройке подающего электрод механизма, а также в процессе сварки, избегая рывков, поворотов и скручиваний шланга сварочного аппарата.
Сварочные полуавтоматы, использующие эту технологию, должны иметь возможность изменения обратной полярности на прямую. Сварка полуавтоматом без газа, в противоположность сварке с применением газобаллонного оборудования, требует прямого подключения – на электрод подается «минус», свариваемая заготовка подключается к «плюсу». Это подключение дает более высокую температуру, необходимую для сгорания флюсового порошка и создания предохранительной среды.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.

Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Рекомендуем! Виды контактной сварки
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Конструкция, принцип действия сварочного полуавтомата
Сварочный полуавтомат представляет собой агрегат, работающий от электрического тока. Им преобразовывают электроэнергию в тепловую с помощью электрической дуги.
Сварка труб, кузова авто, других изделий из меди, титана, стали и нержавейки проводится электродной проволокой, которую нужно подавать в точку сварки постоянно.
В качестве электрода предполагается расход калиброванной проволоки определенной толщины.
Покрывают ее чаще всего медью, чтобы получить высокий уровень скольжения электроконтакта.
Проволока расположена на специальной катушке, что дает ей возможность при работе разматываться равномерно, ее расход будет под контролем.
Аппарат для сварки имеет:
- Устройство подачи электрода — схема механизма в разных моделях может отличаться подачей проволоки, ее расход можно регулировать, в аппарате может быть различное количество прижимных роликов. В зависимости от конструкции данного механизма зависит цена аппарата;
- Горелка — отличается потребляемой мощностью, каждый вид горелки может охлаждаться разными способами. Чем выше мощность, тем больше цена полуавтомата;
- Источник электроэнергии;
- Пистолет;
- Шланги различного диаметра;
- Редуктор для газа.
Сварочный полуавтомат может быть представлен несколькими видами, которые делят по характеристикам:
- По способу перемещения. Полуавтоматы бывают переносными или передвижными, их используют в домашних условиях или в небольших мастерских для ремонта кузова автомобиля, труб, прочих изделий. Также есть стационарная техника — чаще всего используется на предприятиях. Цена переносного аппарата меньше, чем стоимость стационарного;
- Способ защитных швов. Защитный шов может производиться газом, слоем флюса, порошковой проволокой;
- Тип порошковой проволоки. Может использоваться сплошная стальная или алюминиевая проволока. Есть универсальные сварки, где установлено два вида проволоки — цена такого полуавтомата будет выше.
Сварщик в процессе работы может сталкиваться с разными металлами, в том числе и изделиями из нержавейки. В связи с этим разработчики полуавтомата внедрили режимы сварки полуавтоматом.
Настройка агрегата позволяет выбрать именно тот режим, давление, скорость подачи проволоки, которые нужны для сварки определенного тонкого металла или нержавейки.
Режимы могут быть такие:
- применяя короткое замыкание для дуговой сварки, или не применяя его;
- крупнокапельные, среднекапельные, мелкокапельные виды;
- применяя разбрызгивание флюса, не применяя его.
На выбор режима сварки также влияет назначение детали автомобиля, на которую нужно наложить шов.
Для облегчения проведения сварки, специалист может выбрать цикличную сварку — там применяется дуговой метод. Иногда применяется точечная сварка или импульсная.
Бывает сварка, где часть тонкого свариваемого металла, труб или нержавейки перемещается струйным методом или сваривается путем кругового переноса металла.
ВАЖНО ЗНАТЬ: Аргонная сварка (аргонодуговая) — технология и оборудование
На практике часто используют импульсный дуговой режим, если при сварочных работах применяется сварка в среде углекислого газа. Ток при этом обратной полярности.
Таким образом, металл плавится при работе не очень быстро, но сварочный дуговой режим получается стабильным, шов — очень прочный.
Сварка в защитных газах применяется для соединения кузова, деталей автомобиля, труб, выполненных из цветного тонкого металла, меди, титана, оцинковки, легированной, углеродистой стали, нержавейки.
Применяется углекислота в баллоне углекислого газа, где высокое давление. Настройка расхода производится через пистолет. Особенно пригодится этот метод для сварки оцинковки.
Редуктор стабилизирует давление газа до того, как он попадет в зону рабочего процесса. Схема сварки с газом показана на видео.
Сварочный полуавтомат обладает рядом преимуществ в сравнении с обычной сваркой:
- высокое качество швов;
- при сваривании небольшого шва процесс может осуществляться на вертикальных поверхностях, т.е. растекаться металл не будет;
- при работе полуавтоматом в окружающую среду не выделяются вредные вещества.
Процесс сварки с применением полуавтомата

Процесс сварки полуавтоматом.
В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки — сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.
Самозащитная (флюсовая) проволока: плюсы и минусы, особенности процесса сваривания

Полуавтоматическую электросварку (MIG/MAG) не обязательно проводить в газовой среде. В ряде случаев можно освободиться от тяжелых баллонов, воспользовавшись флюсовой самозащитной сварочной проволокой.
Чаще всего для работы с флюсовой проволокой используют инверторные MIG/MAG-устройства. Инверторы компактны, отличаются более высоким КПД и меньшей чувствительностью к качеству напряжения сети, чем трансформаторы.
Безгазовую сварку используют для соединения сталей (низкоуглеродистых, высокоуглеродистых, высоколегированных, легированных) и нержавейки. Способ соединения металлов подходит как для производственных, так и бытовых нужд.
Сварка полуавтоматом без газа:
1. ускоряет процесс создания неразъемных соединений – благодаря проволоке, подающейся в автоматическом режиме;
2. обеспечивает удобство при работе – не нужно возиться с газовыми баллонами.
Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой.
- нет необходимости покупать дорогостоящий баллон с газом;
- сварщику не нужно перемещать по рабочей зоне тяжелые баллоны;
- при безгазовой сварке сгорание присадки приводит к созданию устойчивого защитного облака над сварочной ванной, в то время как поток вещества при газовом методе легко сдувается ветром или сильным сквозняком;
- массивное сопло горелки не перекрывает обзор сварщику, некоторые газы при газовой сварке создают чрезмерно светящееся облако вокруг дуги.
- ниже качество сварного шва по сравнению MIG/MAG-электросваркой в защитной газовой среде;
- порошковая проволока с флюсом – это довольно дорогой продукт;
- расходный материал отличается хрупкостью, поэтому с ним следует быть предельно аккуратным;
- полуавтомат без газа необходимо настраивать в зависимости от состава флюса;
- степень разбрызгивания металла выше, чем при использовании MIG/MAG с газом;
- применение флюсового порошка в расходном материале приводит к образованию на поверхности шва шлака, который следует убирать молотком или специальной металлической щеткой.
Сварочный аппарат с проволокой без газа можно часто увидеть у профессиональных сварщиков, работающих на высоте или в стесненных пространствах. Это обуславливается тем, что в подобные условия трудно доставить полуавтомат с газовой защитой.
Особенности процесса сваривания MIG/MAG-сварочником без газа.
Внимание! Рабочее помещение должно хорошо проветриваться, или должна быть предусмотрена вытяжная система над рабочим местом, так как, сгорая, флюс образует облако защитного газа, пары которого поднимаются вверх.
Подготовка
Перед процедурой сварки необходимо:
1) очистить свариваемые поверхности;
2) подготовить проволоку;
3) задать правильную силу тока сварочной дуги;
4) настроить подходящую скорость подачи расходного материала в рабочую зону;
5) выбрать правильную полярность под флюсовую электросварку;
6) произвести тестовую сварку, изменить параметры сварочника (при необходимости).
Металл перед варкой зачищают от загрязнений шлифмашинкой. Далее поверхности обезжиривают техническим спиртом или ацетоном. Катушку с флюсовой самозащитной проволокой аккуратно устанавливается на привод полуавтомата. Держите порошковую проволоку за свободный конец во время установки, чтобы он не размотался. Далее прокрутите его вперед, проденьте через направляющий ролик с соответствующим диаметром канавки. Если ролик, направляющий проволоку и наконечник не соответствуют типу используемого расходника, их следует заменить на подходящие варианты. Следующий шаг – поджатие регулировочного валика проволоки. Будьте внимательны: если поджать элемент слишком слабо, расходник будет проскальзывать, но слишком сильно затягивать его тоже не нужно – во избежание деформации флюса. Теперь осталось прогнать расходник через направляющий канал на выход горелки, включив MIG/MAG-сварочник. Чтобы проволока не зацепилась, снимите токоподводящий наконечник. Значение силы тока при сварке полуавтоматом без газа подбирается в зависимости от толщины деталей, между которыми вы планируете делать шов. В этом деле вам поможет специальная таблица в инструкции к инвертору. Бывает, что рекомендуемые значения производитель наносит на внутреннюю сторону крышки полуавтомата. При выборе недостаточной силы тока получится шов низкого качества. Если установить большее значение, то электродуга с большой вероятностью прожжет заготовки насквозь. Сварка инверторным полуавтоматом без газа проходит в режиме прямой полярности: горелка должна быть подключена к «минусу», а масса – к «плюсу».
Такая конфигурация способствует лучшему расплавлению проволоки и сгоранию присадки без остатка. Это обеспечивает создание максимально концентрированного газового облака в сварочной зоне, и, следовательно, лучшую защиту от образования пор.
После подключения клеммы массы и запуска инвертора следует разжечь дугу на верхнем сегменте будущего соединения. Далее нужно постепенно спускаться вниз. Для оптимального формирования сварочной ванны сварочную горелку рекомендуется слегка наклонять вперед. Ведите электродугу плавно и не допускайте наплывов, подавая расходный материал к передней кромке зоны сварки. Не ведите горелку рывками, иначе сварочная дуга будет нарушаться и приводить к неравномерному заполнению шва расплавом. Поскольку самозащитный материал представляет собой металлическую трубочку с порошком внутри, валик, идущий за горелкой, получается довольно узким по сравнению с тем, что получается в процессе применения сплошной проволоки с газовой защитой. Для расширения валика необходимо совершать колебательные движения горелкой: круговые и продольные для угловых соединений и поперечные – при сварке встык. Для соединения толстых заготовок сварку следует выполнять в несколько слоев. Чтобы в шве не появлялись трещины, первый слой необходимо сформировать на низком ампераже
Читайте также: