Прямая и обратная полярность при сварке переменным током
Обновлено: 30.04.2024
От выбора полярности зависит процесс сварки, качество шва, расход электрода. Рассмотрим, чем отличается прямая и обратная полярность при сварке.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения "прямая и обратная полярность". От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой "скачке" с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим "крокодил" крепится к изделию.
Если держатель установить в разъем "-", а кабель массы подключить к "+", получится прямая полярность. При подключении наоборот (держатель к "+", а массу к "-") полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где "+", там температура будет выше.
При сварке на прямой полярности "+" на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает "плюс" на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно "повести" при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с "плюсом" на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает "скакать" и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с "минусом" на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности "классическим" способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Функция "Форсаж дуги" тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении ("+" на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
ACϟDС. Понимание сварочного тока и полярности

Сварка – это ручной труд, но сварщики должны обладать достаточным количеством технических знаний, даже если в школе физика для них была чем-то сверхъестественным.
Одним из обязательных понятий, которые необходимо знать, является «сварочный ток». Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки.
На сварочных аппаратах и электродах можно заметить обозначения AC или DC, которые описывают полярность тока. Почему электрические токи и полярность возникают во время сварки? Давайте рассмотрим эти понятия внимательно.
Что такое переменный (AC) и постоянный (DC) ток?
AC от англ. «alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
АС чередует направление тока, а DС течет только в одном направлении.
Сварочные машины и электроды с маркировкой DC имеют постоянную полярность, тогда как маркированные AC изменяют полярность 120 раз в секунду с частотой тока 60 герц.

Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
Что такое полярность?
Электрическая цепь, возникающая при включении сварочного аппарата, имеет отрицательный и положительный полюс – это свойство называется полярностью. Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности может привести к большому количеству брызг, плохому проплавлению и потере контроля сварочной дуги.
При сварке переменным током соблюдать полярность не требуется!
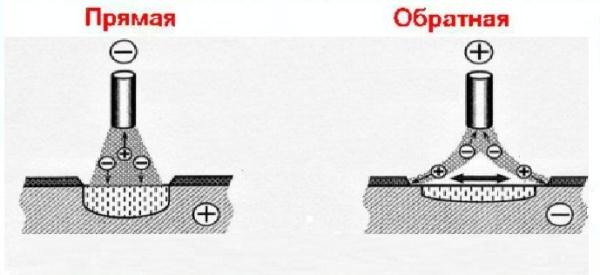
- сварка током прямой полярности
- сварка током обратной полярности
Что такое прямая и обратная полярность постоянного тока (DC)?
| Полярность | |
| прямая | обратная |
| отрицательная | положительная |
| (–) | (+) |
Процесс сварки будет различаться в зависимости от направления, полярности тока: положительной (+) или отрицательной (–).
Положительная полярность постоянного тока (DC+) обеспечивает высокий уровень проплавления, в то время как отрицательная полярность постоянного тока (DC–) даст меньшее проплавление, но более высокую скорость осаждения (например, на тонком листовом металле). Различные защитные газы могут дополнительно влиять на процесс сварки.

Сварка током прямой полярности
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (+) сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с клеммой (–).

При сварке током прямой полярности основная температурная нагрузка ложится на металлическую свариваемую деталь. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
Ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).

При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу.
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте - сварочные электроды и сварочное оборудование.
Преимущества и недостатки аппаратов переменного тока для сварки
Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с "постоянки" на "переменку". Чтобы понять преимущества и недостатки работы аппаратов на переменном токе, сравним их с моделями, вырабатывающими постоянное напряжение.
Различие переменного и постоянного тока
Во всех электрических сварочных аппаратах используется кабель массы и держателя/горелки. Один конец является плюсом, а второй — минусом. При замыкании контактов и удержании их на расстоянии 3-5 мм, образуется электрическая дуга, которой выполняется плавление кромок основного металла. При этом подается дополнительный присадочный металл для заполнения ширины шва:

Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц. Есть модели, способные вывести частоту до 100 кГц. После этого ток снова преобразовывается в постоянный и фильтруется.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.
Трансформатор КаВик ТДМ-252 AL
Выпрямитель ЭСВА ВС-300Б
Инвертор БАРСВЕЛД Profi TIG-217
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она "гуляет", труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга "плюется". Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева. Если не перегревать трансформатор, то он будет служить долгие годы.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение "скачет", аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор "выживет" в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:
Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для "переменки" электроды с целлюлозным покрытием.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 2 | 25-100 |
| 3-4 | 3 | 90-150 |
| 5-6 | 4 | 150-200 |
Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
Регулировка силы тока возможна двумя способами. Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Второй способ — ступенчатый. Он есть только у промышленных версий и заключается в переключении витков обмотки. Механизм действует быстро, но не позволяет установить точных значений. У большинства трансформаторов нет дисплея, поэтому дугу нужно пробовать на черновом металле каждый раз после изменения настроек.
Бывает, что сила тока убавлена до минимума, а металл все-равно прожигается. Тогда используют дополнительное приспособление — сталистую пружину, фиксируемую между прижимом массы и изделием. Ее витки создают дополнительное сопротивление, снижая силу тока. Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
Лучше использовать аппараты с постоянным током. Но если такой возможности нет, намотайте в один ряд поверх покрытого электрода оголенную медную проволоку. Она будет плавиться и добавляться вместе с присадочным металлом, смягчая сплав. Это сократит количество микротрещин при остывании чугуна.
Да, аппараты на переменном токе сильно гудят и тарахтят. Работать рядом целый день не комфортно. Снизить шум можно, установив аппарат на резиновый коврик, плотно стянув все соединения на корпусе, подложив в соприкасающиеся металлические части кожуха прослойки асбеста.
Если сам проводник целый, потребуется перемотать катушку трансформатора с нанесением нового слоя изоляции. В случае обрыва проводника нужна новая обмотка. Лучше доверить эту работу сервисному центру.
Сварочный ток обратной полярности

Виды сварки
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и методы сварки. Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного шва со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.

Прямая и обратная полярность.
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
По своей сути ток представляет собой движение заряженных частиц — электронов. Они двигаются от отрицательного полюса к положительному – это классика. Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.
Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.
Обратная полярность

Обратная полярность при сварке.
Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является электродуговая с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, дуга начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- ни в коем случае не варить с электродами, чувствительными к перегреву;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично. Иначе вы получите прожог;
- отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки

Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Ставим точку в вопросах прямой и обратной полярности в сварке

Чтобы варить качественно, нужно знать многие тонкости сварки постоянным током. Одна из них, это обратная полярность, когда к электроду подсоединён плюс инвертора, а не минус.
Многие почему-то забывают о том, что ток течёт от плюса к минусу. Да, здесь есть множество противоречий, но следует знать, что ток может перетекать сразу в двух направлениях.
При отрицательном заряде ток течёт от минуса к плюсу, а при положительном заряде, наоборот, от плюса к минусу. Что касается ручной дуговой сварки инвертором, то при подключении электрододержателя к плюсу аппарата, мы получим обратную полярность.
Ставим точку в вопросе прямой и обратной полярности в сварке
Поэтому если вы постоянно путаете, где обратная, а где прямая полярность при сварке инвертором, просто запомните, что ток течёт от плюса к минусу. Таким образом, подсоединив к держаку плюс, сварка будет сильнее разогревать электрод, а не свариваемый металл.

Ну и наоборот, если к электроду подвести минус, а к металлу плюс от инвертора, то мы получим прямую полярность. В таком случае метал, будет нагреваться сильнее, и мы сможем больше углубить корневой шов. На самом деле все очень просто, от плюса к минусу.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Читайте также: