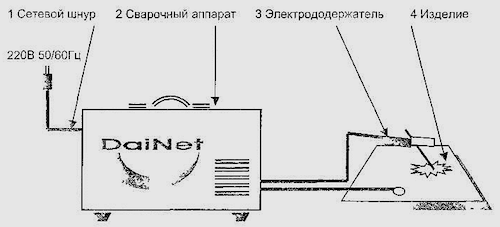
Прямое подключение сварочного аппарата
Обновлено: 16.05.2024
От выбора полярности зависит процесс сварки, качество шва, расход электрода. Рассмотрим, чем отличается прямая и обратная полярность при сварке.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения "прямая и обратная полярность". От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой "скачке" с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим "крокодил" крепится к изделию.
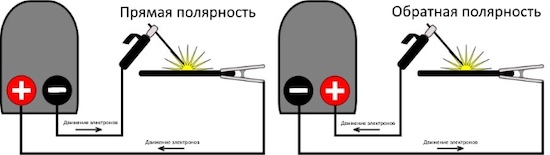
Если держатель установить в разъем "-", а кабель массы подключить к "+", получится прямая полярность. При подключении наоборот (держатель к "+", а массу к "-") полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где "+", там температура будет выше.
При сварке на прямой полярности "+" на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает "плюс" на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно "повести" при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с "плюсом" на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает "скакать" и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с "минусом" на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности "классическим" способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Функция "Форсаж дуги" тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении ("+" на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Ставим точку в вопросах прямой и обратной полярности в сварке

Чтобы варить качественно, нужно знать многие тонкости сварки постоянным током. Одна из них, это обратная полярность, когда к электроду подсоединён плюс инвертора, а не минус.
Многие почему-то забывают о том, что ток течёт от плюса к минусу. Да, здесь есть множество противоречий, но следует знать, что ток может перетекать сразу в двух направлениях.
При отрицательном заряде ток течёт от минуса к плюсу, а при положительном заряде, наоборот, от плюса к минусу. Что касается ручной дуговой сварки инвертором, то при подключении электрододержателя к плюсу аппарата, мы получим обратную полярность.
Ставим точку в вопросе прямой и обратной полярности в сварке
Поэтому если вы постоянно путаете, где обратная, а где прямая полярность при сварке инвертором, просто запомните, что ток течёт от плюса к минусу. Таким образом, подсоединив к держаку плюс, сварка будет сильнее разогревать электрод, а не свариваемый металл.

Ну и наоборот, если к электроду подвести минус, а к металлу плюс от инвертора, то мы получим прямую полярность. В таком случае метал, будет нагреваться сильнее, и мы сможем больше углубить корневой шов. На самом деле все очень просто, от плюса к минусу.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
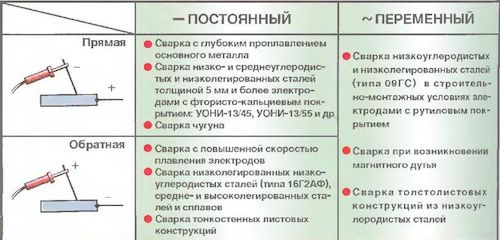
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.

Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Как варить инвертором: советы новичкам
Услуги профессиональных сварщиков стоят довольно дорого и не всем по карману. Поэтому для большинства домашних мастеров наилучшим выходом будет приобретение собственного сварочного аппарата и осваивание сварки инвертором. Эти компактные современные устройства пришли на смену громоздким сварочным трансформаторам и стали настоящим прорывом в данной области. Они доступны по цене, просты в освоении и дальнейшей эксплуатации.
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.

Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Как работает инверторная сварка
Перед тем, как варить инвертором, необходимо изучить теорию и разобраться, как работает это устройство. В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.

Независимо от модификации устройства, формирование дуги во всех случаях происходит в момент контакта электрода и металлической заготовки. Деталь и стержень расплавляются и образуют ванну. В это же время происходит частичное расплавление обмазки электрода, переходящей в газообразное состояние. Образовавшийся газ перекрывает доступ кислорода к сварочной ванне, защищая, тем самым, заготовку от окисления. Такая же защита обеспечивается, когда проводится сварка алюминия инвертором.
У каждого электрода имеется свой диаметр, соответствующий заданной силе тока. Если она по каким-то причинам снижается относительно установленной нормы, то сварочный шов просто не сможет образоваться. И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала. По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
Еще одной особенностью сварки является соблюдение постоянного зазора между электродом и деталью. Это поможет избежать самопроизвольного гашения дуги во время работы. Поэтому стержень в зоне сварки следует вести ровно, с постоянной скоростью движения.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.

Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
То есть, полярность выбирается в первую очередь в зависимости от параметров детали, подлежащей соединению. На толстые заготовки подается плюс, в результате они хорошо прогреваются и соединяются, образуя качественный сварочный шов. Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Подготовка к сварочным работам
Любые сварочные работы требуют предварительной подготовки. В первую очередь нужно подготовить защитную спецодежду:
- Грубые тканевые перчатки или рукавицы.
- Костюм (куртка и брюки) из грубой натуральной ткани. Плотность материала должна препятствовать возгоранию при попадании искр во время работы. Ворот и рукава обеспечивают защиту рук и шеи.
- Кожаная обувь закрытого типа на толстой подошве.
- Сварочная маска, оборудованная фильтром для защиты глаз. Выбор фильтра производится в соответствии со сварочным током. Очень удобна маска хамелеон, где фильтр самостоятельно определяет яркость дуги и создает нужную степень затемнения.
На следующем этапе подготовки следует позаботиться о безопасных условиях труда и организации рабочего места.
С этой целью необходимо выполнить следующее:
- Сварочный стол полностью освобождается от посторонних предметов, особенно тех, которые легко воспламеняются от искр.
- К рабочей площадке подводится полноценное освещение.
- Под ногами сварщика размещается деревянный настил, обеспечивающий защиту от поражения электротоком.
Отдельно выбираются электроды для сварки алюминия инвертором и в случае необходимости готовятся к работе. Если есть сомнения в качестве изделий, они высушиваются при высокой температуре от 2 до 3 часов. Выбор электродов зависит от свойств металла свариваемых деталей. Ученикам для тренировки подойдут изделия марки МР или АНО.
Уроки сварки инвертором для начинающих включают и подготовку самих деталей. При помощи металлической щетки полностью удаляется ржавчина со всех кромок. Они очищаются от старой краски, жира и других загрязнений. После этого поверхности обрабатываются уайт-спиритом, бензином или другими растворителями.
Первые шаги начинающих сварщиков
После того как все подготовлено, можно приступать к непосредственному решению задачи, как научиться варить инвертором. Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
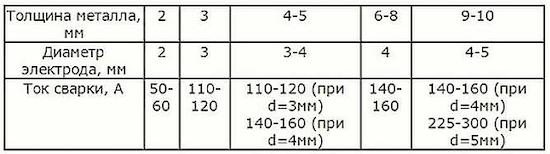
После включения питания выполняется регулировка и выставление сварочного тока по параметрам, указанным в таблице. Для 3-х миллиметровых электродов потребуется от 90 до 120А. При необходимости, корректировка показателей осуществляется уже во время работы. Если вместо валика на шве образуются хаотичные полоски, ток следует увеличить. И, наоборот, при образовании слишком жидкого металла и сложностях с перемещением сварочной ванны, ток необходимо уменьшить. Все регулировки выполняются в соответствии с конкретными условиями работы и должны соответствовать выбранному инверторному аппарату.
Рекомендуется отдельно потренироваться в разжигании дуги. Это можно сделать двумя способами: конец электрода ударяется об деталь или им нужно провести по свариваемой плоскости так же, как чиркнуть спичкой. Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
После освоения дуги можно переходить к обучению движениям. С этой целью на толстом массивном металле прокладываются валики. Предварительно мелом проводится черта, обозначающая шов. После зажигания дуги, электрод касается детали, расплавляя металлические поверхности и создавая сварочную ванну. От нее он двигается далее, по обозначенной линии, при этом большое значение придается соблюдению правильного наклона.
Угол наклона и другие положения электрода
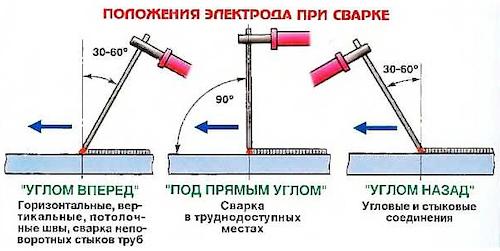
Движение сварочной ванны обеспечивается правильным наклоном электрода, угол которого составляет в среднем 45-50 градусов. За счет изменения угла меняется и ширина самой ванны, по-разному решается, как правильно сваривать металл. Наиболее оптимального положения можно добиться опытным путем, в ходе тренировок. Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Существуют и показатели, которые требуют соблюдения, чтобы хорошо научиться варить сварочным инвертором. Например, это длина дуги, то есть расстояние между концом электрода и деталью, составляющее, в среднем, 2-3 мм. Бывают и очень короткие дуги – до 1 мм, а также длинные – от 5 мм и выше до полного отрыва. Практические занятия рекомендуется проводить на среднем расстоянии, чтобы изначально получился ровный шов.
Слишком большой зазор может привести к недостаточному прогреву металла, размазанному шву и ненадежному соединению. Если же дуга очень короткая – форма шва получается слишком выпуклой из-за маленькой зоны разогрева. Такие соединения сопровождаются канавками, подрезающими шов по длине и снижающими прочность сварки.
Основная рекомендация специалистов – не жалеть электродов на уроки сварки инвертором. Кому-то будет достаточно и нескольких штук, чтобы прочувствовать суть процесса, а в некоторых случаях счет может идти на килограммы. Зато все движения отработаются до автоматизма, и рука в дальнейшем будет сама работать и сделает все нужные движения.
Подключение сварочного инвертора
Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
Подготовка к работе и подключение
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Соединение с электрической сетью
При подключении сварочного инвертора к домашней сети, нередко возникают проблемы технического характера. Поэтому данная процедура должна выполняться правильно и предельно аккуратно, с учетом особенностей местной электропроводки. Следует учитывать и возможную бесперебойную работу аппарата, с точными интервалами времени, отводимыми на сварку и технические перерывы.
В первую очередь необходимо изучить характеристики и тип розетки, куда выполняется подключение инвертора. Обычно, при работе на максимальном токе, инвертор способен выдать на выходе 140 А. При таких показателях вполне достаточно розетки на 16 А. В старых домах до сих пор стоят изделия на 10 ампер и соответствующая проводка, которая может не выдержать повышенных нагрузок. Следует проверить наличие и состояние предохранительных пробок, автоматов.
Если в качестве защиты установлены так называемые жучки, то при росте нагрузки их наличие может вызвать тяжелые последствия – короткое замыкание, оплавление проводки, возгорание и т.д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
В некоторых случаях может возникнуть так называемая просадка сети, когда напряжение падает до 150 В и ниже. Это первый признак недостаточного сечения сетевых проводов. Если напряжение падает ниже минимально допустимого предела, то к такой сети нельзя подключать сварочное оборудование. При использовании в работе удлинителя, смотанный провод нужно размотать на полную длину. В противном случае, в местах скруток может возникнуть индуктивное сопротивление, которое, в свою очередь, приведет к перегреву изоляции, вплоть до ее расплавления. Если намотки все-таки не удается избежать, она не должна быть слишком плотной, чтобы обеспечивалась естественная вентиляция.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.

С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.
Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
В комплект к сварочному аппарату рекомендуется создавать удлинители разной протяженности, кратной 10 м. Короткие переноски лучше не использовать. При оптимальных размерах переноски она не оказывает заметного влияния на общее состояние цепи и величину ее напряжения. Сечение кабеля, используемого в удлинителе, и сечение домашней проводки должны быть примерно одинаковыми. Применять бытовые переноски для подключения сварочной аппаратуры категорически запрещается.
Как подключить инвертор в режимах разных полярностей
Для силовых кабелей предусмотрены специальные клеммы, обозначаемые плюсом и минусом. Многие начинающие пользователи не задумываются, как подключить сварочный инвертор и соединяют провода без учета полярности и реальных условий работы.
Между тем, разница все же присутствует и зависит она от законов физики, в соответствии с которыми происходит движение электронов. Имея отрицательный заряд, они в любых условиях перемещаются от минуса к плюсу, в том числе и при включении в эту цепочку инвертора. Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса – с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анод представляет собой деталь, а катодом является электрод. Сварочный шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды оказываются подключенными к плюсовой клемме, а свариваемая деталь соединяется с минусом. В этом случае сильнее будет разогреваться электрод.
Основным фактором выбора полярности является толщина соединяемых заготовок. Более массивный металл требует на стыке более сильного прогрева, для лучшего взаимного проникновения расплавленных частиц. Тонкие материалы, наоборот, нельзя сильно прогревать во избежание прожога и неравномерного сварного шва.
Читайте также: