Расчет режимов полуавтоматической сварки в среде защитных газов
Обновлено: 17.05.2024
При сварке и наплавке под флюсом, для более глубокого проплавления, рекомендуется использовать высокие значения плотности тока в электродной проволоке (а ≥40 ÷ 50 А/мм 2 ), а при наплавке для снижения глубины проплавления принимается а≤ 30 ÷ 40 А/мм 2 . Диаметр электродной проволоки желательно выбирать таким, чтобы он обеспечил максимальную производительность сварки (наплавки) при требуемой глубине проплавления. Зависимость силы сварочного тока и его плотности на глубину проплавления приведена в табл. 10 приложения. Зависимость напряжения дуги от силы сварочного тока (флюс АН-348А) следующая:
Наплавку рекомендуется выполнять при постоянном токе прямой полярности. Вылет электродной проволоки принимается 30 ÷ 60 мм, при этом более высокие его значения соответствуют большему диаметру проволоки и силе тока. Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле:
где dПР – диаметр проволоки, мм; ρ – плотность металла электродной проволоки, г/см 3 (для стали ρ =7,8 г/см 3 ).
Коэффициент расплавления проволоки сплошного сечения при сварке под флюсом определяется по формулам:
для переменного тока:
для постоянного тока прямой полярности:
для постоянного тока обратной полярности
αР= 10 ÷ 12 г/Ач
Скорость сварки, м/ч, рассчитывается по формуле:
где αН - коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание, принимается равным 0,02 ÷ 0,03.
При наплавке под флюсомFB - площадь поперечного сечения одного валика, см 2 , укладываемого за один проходможно принять равной 0,3 ÷ 0,6 см 2 .
Масса наплавленного металла, г, определяется по формуле:
где VН - объем наплавленного металла, см 3 .
Объем наплавленного металла, см 3 , определяется из выражения
где Fн – площадь наплавленной поверхности, см 2 ; h – высота наплавленного слоя, см.
Расход сварочной проволоки, г, определяется по формуле
де GH – масса наплавленного металла, г; Ψ – коэффициент потерь.
Расход флюса, г/пог.м, определяется по формуле
Время горения дуги, ч, определяется по формуле
Полное время сварки, ч, определяется по формуле
де kП – коэффициент использования сварочного поста принимается равным 0,6 ÷ 0,7.
Расход электроэнергии, кВт ч, определяется по формуле
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO– мощность источника питания, работающего на холостом ходе, кВтч (на постоянном токе 2,0÷ 3,0 кВт, на переменном – 0,2÷ 0,4 кВт).
Марки флюса приведены в табл. 5.3.
| Cварочный ток, А | 200-400 | 400-800 | 800-1200 |
| Толщина слоя флюса, мм | 25-35 | 35-45 | 45-60 |
Технические характеристики аппаратов для автоматической сварки (наплавки) под флюсом приведены табл.6 приложения.
6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения
В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке:

Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле:
где а – плотность тока в электродной проволоке, А/мм 2 (при сварке в СО2 а=110 ÷ 130 А/мм 2 ; dЭ – диаметр электродной проволоки, мм.
Механизированные способы сварки позволяют применять значительно большие плотности тока по сравнению с ручной сваркой. Это объясняется меньшей длиной вылета электрода.
Напряжение дуги и расход углекислого газа выбираются в зависимости от силы сварочного тока по табл. 6.1.
Зависимость напряжения и расхода углекислого газа от силы сварочного тока

При сварочном токе 200 ÷ 250 А длина дуги должна быть в пределах 1,5 ÷ 4,0 мм. Вылет электродной проволоки составляет 8 ÷ 15 мм (уменьшается с повышением сварочного тока).
Скорость подачи электродной проволоки, м/ч, расчитывается по формуле:
где αР – коэффициент расплавления проволоки, г/А ч ; ρ – плотность металла электродной проволоки, г/см 3 (для стали ρ =7,8 г/см 3 ).
Значение αР рассчитывается по формуле:
Скорость сварки (наплавки), м/ч, рассчитывается по формуле:
где αН - коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15;FB - площадь поперечного сечения одного валика, см 2 . При наплавке в СО2 принимается равным 0,3 - 0,7 см 2 .
Масса наплавленного металла, г, сварке рассчитывается по следующим формулам:
при наплавочных работах:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см 3 ); VН - объем наплавленного металла, см 3 .
Время горения дуги, ч, определяется по формуле:
Полное время сварки (наплавки), ч, определяется по формуле:
где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57).
Расход электродной проволоки, г, рассчитывается по формуле:
где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15).
Расход электроэнергии, кВт ч, определяется по формуле:
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO–мощность источника питания, работающего на холостом ходе, кВт. На постоянном токе Wо = 2,0÷ 3,0 кВт, на переменном – Wо= 0,2÷ 0,4 кВт.
Справочные сведения по оборудованию для сварки в СО2 приведены в табл. 4,5,7 приложения.
6.1. Расчет режимов ручной дуговой сварки (наплавки)
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:

В многослойных стыковых швах первый слой выполняют электродом 3–4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1–1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле:
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице:

Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве.
Если толщина металла S ≥ 3dЭ, то значениеIСВ следует увеличить на 10–15%. Если же S ≤ 1,5dЭ, то сварочный ток уменьшают на 10–15%. При сварке угловых швов и наплавке, значение тока должно быть повышено на 10–15%. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10–15%.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги UД= 22 ÷ 28 В.
Расчет скорости сварки, м/ч, производится по формуле:
где αН – коэффициент наплавки, г/А ч (принимают из характеристики выбранного электрода по табл. 9 приложения); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см 2 ; ρ – плотность металла электрода, г/см 3 (для стали ρ =7,8 г/см 3 ).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см 3 ).
Расчет массы наплавленного металла, г, при ручной дуговой наплавке производится по формуле:
где FНП – площадь наплавляемой поверхности, см 2 ; hН – требуемая высота наплавляемого слоя, см.
Время горения дуги, ч, (основное время) определяется по формуле:
Полное время сварки (наплавки), ч, приближенно определяется по формуле:
где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 ÷ 0,55.
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле:
где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 9 приложения).
где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO–мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т– полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице:

Выбор и обоснование источника питания сварочной дуги может быть осуществлен по табл. 1–5 приложения.
Как рассчитать скорость сварки полуавтоматом?
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
Основное
Есть такое понятие – режим сварки. Это определенное количество параметров, которые применяются во время сварки. Они зависят от того, в какой ситуации происходит сварка.
Есть несколько основных настроек, которые должен знать сварщик. Их необходимо уметь находить, что далее мы и будем делать. Эти три настройки – это скорость, которая находится при помощи следующих параметров: силы ток и напряжения дуги.
От того, правильные ли настройки зависит насколько качественным будет соединение. Также это влияет на то, какого размера будет шов и сколько времени он пробудет прочным.
Поэтому нужно правильно их рассчитывать, чтобы соединение смогло прослужить дольше.
Мы рассчитали таблицу показателей для разных ситуаций, которой можно пользоваться в начале работы. Профессионалы должны сами уметь считывать все эти характеристики, чтобы шов был качественным.
Поэтому вы можете пользоваться ею в начале своего пути, но постепенно привыкать делать вычисления самостоятельно. Для этого рекомендуем выучить нужные формулы.

Расчёт режимов при полуавтоматической сварке в СО2
Сведения о стандартных типах соединений, швов и форм подготовки кромок для дуговой сварки в защитных газах приведены в ГОСТ 14771-76.
Основными параметрами режима сварки в среде углекислого газа являются:
- · Диаметр электродной проволоки, dэл, мм.
- · Сила сварочного тока, Iсв, А.
- · Напряжение на дуге, Uд, В.
- · Скорость сварки, Vсв, м/ч.
- · Расход защитного газа, GСО2, кг.
Дополнительными параметрами являются:
- · Род тока.
- · Полярность при постоянном токе.
Диаметр электродной проволоки dэл выбирается в зависимости от толщины свариваемых деталей. При выборе диаметра электродной проволоки при сварке швов в нижнем положении следует руководствоваться данными таблиц 1.9.1.1 и 1.9.1.2 методического пособия.
Исходя из данных вышеуказанных таблиц, я принял решение использовать проволоку диаметром 1,6 мм, так как данной проволокой можно сваривать металл толщиной от 5 до 13 мм, что укладывается в диапазон толщин деталей колонны. Минимальная толщина по изделию составляет 5,6 мм, максимальная 12 мм.
Определю сварочный ток для каждого шва по формуле:
Где: — расчётная глубина проплавления, мм. Определяется по формуле:
— коэффициент пропорциональности зависящий от диаметра проволоки. Определяется по таблице 1.9.1.4 методического пособия.
При dэл = 1,6 мм составляет 1,55
Где: — глубина проплавления, мм. Берётся из таблицы 1.9.1.3 методического пособия.
— количество проходов. Определено для каждого шва в пункте 1.4
Найдём силу сварочного тока для каждого шва.
Определю расчётную глубину проплавления:
Для угловых швов где — толщина металла (может быть использован катет шва).
Полученные значения подставлю в формулу:
Для шва У4 принимаю
Определю напряжение на дуге по формуле:
Напряжение на дуге составит 38,3 В.
Для угловых швов где — катет шва
Для шва Н1 принимаю
Напряжение на дуге составит 29,1 В.
Для шва Т1 принимаю
Скорость сварки определяется по формуле:
Где: — коэффициент наплавки. Выбирается по катету шва или толщине металла из таблицы 1.9.1.5 методического пособия.
— плотность металла. Для углеродистых и низколегированных сталей
— расчётная площадь поперечного сечения наплавленного металла
определяется по формуле:
— общая площадь поперечного сечения шва, см2. Рассчитано в пункте 1.4
Найду скорость сварки для каждого шва:
для толщины металла более 6 мм
Подставлю значения в формулу:
Скорость сварки шва У4 составит 46м/ч.
для катета 6 мм
Скорость сварки шва Н1 составит 21,1 м/ч
Скорость сварки шва Т1 составит 21,1 м/ч
Подсчитаю расход сварочных материалов.
Расход электродной проволоки рассчитывается по формуле:
Где: — масса наплавленного металла, кг. Определяется по формуле:
Где: -общая длинна швов одного вида, см. смотри пункт 1.4
Найду расход электродной проволоки для каждого шва:
Исходя из количества затраченной электродной проволоки можно определить количество использованного защитного газа (СО2) по формуле:
Результаты расчётов заносятся в таблицу 1.9.1
Таблица 1.9.1: Режимы сварки в СО2.
Расход электродной проволоки
Всего на сварку конструкции было потрачено 3,59 Кг сварочной проволоки и 5,38 Кг защитного газа (СО2).
Расчёт расхода электроэнергии
Если известна масса наплавленного металла , то расход электро-энергии W, кВт*ч, можно вычислить из удельного расхода электроэнергии по формуле:
Где: — удельный расход электроэнергии на 1 Кг наплавленного металла, (кВт*ч)/кг. При автоматической и полуавтоматической сварке на постоянном токе, (кВт*ч)/кг.
Для расчёта я принял среднее значение (кВт*ч)/кг
Кг (смотри таблицу 1.9.1)
Подставлю имеющиеся значения в формулу и найду средний расход электроэнергии, кВт*ч.
Средний расход электроэнергии на изготовление одной колонны составит 23,3 кВт*ч. сварка металлический сталь
Нормы расхода проволоки
Наличие норм расхода проволоки, которые представляются в виде количества расходного материала в единицах массы на один погонный метр шва, позволяет сориентироваться в количестве проволоки для выполнения конкретного вида сварочных работ. При механизированном способе сварки (автоматическая, полуавтоматическая, распространенной технологии аргонодуговой сварки) нормы расхода значительно меньше, чем при ручном.
Для того, чтобы сварочное соединения служило долго и было качественным очень важно провести правильные расчёты. Это улучшит режим, а соответственно работу сварщика и работу предприятия.
Вычисления нужно делать самостоятельно, чтобы результаты были более точными, а продукт – лучше по качеству, потому что у многих ситуаций есть свои особенности.
Есть рекомендации новичкам, но они предназначены только для начального этапа становления сварщика.
Но в некоторых ситуациях лучше изучить нормативные документы, чтобы установить подходящие параметры, так как там обычно пишут какая скорость нужна и тд.
Расчет: формула
При выполнении разовой работы можно самостоятельно посчитать примерный расход проволоки. Увеличив получившийся результат на обязательные в работе технологические потери, получите гарантированный задел сварочной проволоки для выполнения сварочных работ.
Расчет ведется по формуле N=G*K,
- где N – норма расхода проволоки;
- G – масса наплавленного металла в сварочном шве;
- К – коэффициент, учитывающий повышенный расхода материала для создания имеющейся наплавки.
Для расчета массы наплавленного металла, самым трудным будет точно определить площадь (F) поперечного сечения наплавки. Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Плотность (γ) наплавки зависит от вида материала сварочной проволоки. По формуле F*γ находится масса (G) наплавки 1 метра шва. Коэффициент К зависит от пространственного положения сварочного шва, применяемого защитного газа и других особенностей деталей. Этот расчет даст возможность избежать непроизводительных расходов времени при проведении сварочных работ.
Механизм подачи материала
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате, отвечает механизм подачи. Он позволяет регулировать скорость подачи проволоки в широком диапазоне значений.

Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
- В случае расположения механизма в корпусе принцип работы основан на выталкивании проволоки в зону сварки. Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства.
- Механизм может располагаться на самой горелке. Тогда он будет выполнять тянущее действие, подтягивая проволоку на себя. Преимущества такого способа заключаются в применении рукавов достаточно большой длины. Однако сварочная головка с увеличенным весом и габаритами создает существенные неудобства в работе сварщика.
- Механизмы подачи с комбинированным исполнением имеют право на существование, но применяются крайне редко.
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
- стационарный ролик, который имеет возможность осуществлять только вращающие движения, канавки на ролике выполняются в согласование с диаметром протягиваемой проволоки;
- ролик с подвижной осью, соединенной с прижимным устройством и канавками с зеркальным отображением расположенных на стационарном ролике;
- прижимное устройство, регулирующее давление на проволоку;
- электропривод с червячным редуктором приводит в движение стационарный ролик;
- электронная схема управляющая параметрами (изменение скорости подачи, прерывание на заданный промежуток времени подачи и другие) устройства;
- направляющие втулки с диаметром несколько большим диаметра проволоки, устанавливаемые до и после устройства.
Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.
Катушки и катушкодержатели

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
- При надевании новой кассеты обязательно придерживать конец проволоки, чтобы не допустить разматывания катушки.
- Проволока должна попасть в канавку ролика.
- Для протягивания использовать холостой ход электропривода (без подачи газа) на режиме самой высокой скорости подачи.
- Не допускать застревание в рукаве или токосъемнике.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Разделы: Сварочная проволока
легированные сварочные проволоки, медная сварочная проволока, порошковые сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная алюминиевая, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная, сварочная нержавеющая проволока, сварочная проволока титановая
Кол-во блоков: 11 | Общее кол-во символов: 12888
Количество использованных доноров: 3
Информация по каждому донору:
Определение и расчет режима сварки полуавтоматом в среде защитных газов

В большинстве случаев использовать сварочный полуавтомат вместе с защитным газом-прекрасная идея.
Такой метод предоставляет широкий спектр возможностей, таких как скорость и качество при сварке разных металлов – меди, алюминия, сталей, и прочих.
Однако перед началом сваривания необходимо изучить специфику работы с таким набором оборудования, научится подбирать режим сварки полуавтоматом в среде защитных газов и только тогда это действительно упростит работу мастера.
Актуальность

Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера. Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Основные параметры
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов. Для этого разберемся в основных составляющих полуавтомата.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности. К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.
Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная. Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
Сила, полярность и род сварочного тока

После правильно подобранных материалов, следующим шагом будет настройка режима полуавтомата для работы в среде защитных газов. Эти три параметра – сила, род и полярность сварочного тока являются основными, и непременно присутствуют даже в дешевых образцах.
Давайте рассмотрим подробнее каждый из них. Силу напряжения настраивают, исходя их особенностей материала, с которым вы будете работать, и, конечно, диаметр электрода. В зависимости от силы тока меняется, например, глубина провара.
Поговорим про остальные два параметра. Самый распространенный среди мастеров высокого класса метод сваривания в среде защитного газа – задать такие параметры: постоянный ток и обратная полярность.
Сделайте вы наоборот – и получите весьма нежелательный результат в виде неустойчивого горения дуги и, как следствие, значительно ухудшите результат своей работы.
Следуя правилам, не забывайте и про исключения: если работаете с алюминием, ток необходим именно переменный.
Чтобы не попасться на удочку, как и все новички, обязательно обратите внимание на напряжение сварочной дуги. А ведь именно этот важный параметр обеспечивает нужную глубину провара металла и само сварочное соединение.
Для настройки ориентируйтесь на силу сварочного тока. Если металл разбрызгивается, а в материале появляются нежелательный поры, значит напряжение слишком большое, и защитный газ не сможет проникнуть в нужную зону.
Скорость подачи проволоки

На качество вышей работы влияет механизм. Который обеспечивает подачу проволоки. При полуавтоматический сварке это залог точной и слаженной работы.
Как только вы приступаете к свариванию, сразу же настройте этот параметр сварки полуавтоматом в среде защитных газов – не слишком быстро и не слишком медленно. Только это может гарантировать вам ровный и прочный шов.
Опять же, следует руководствоваться силой тока при настройке данного параметра. Нужно стремиться к тому, чтобы скорость подачи обеспечивала стойкость дуги и равномерное формирование тока.
Скорость сварки

Следующее – это скорость сварки. Она влияет в основном на физические характеристики вашего шва. Для этого существуют стандарты расчета режима сварки полуавтоматом в среде защитных газов, однако с опытом вы сможете регулировать ее самостоятельно, в зависимости от специфики металла и его размеры.
Так, чем толще ваш материал, тем выше должна быть скорость и уже шов. Но и чрезмерная спешка недопустима, и приведет только к тому, что электрод перестанет находиться в зоне защитного газа и просто окислится под влиянием кислорода.
Ну а медлительность – залог рыхлого и пористого шва.
Наклон электрода

Наконец, угол преткновения всех начинающих мастеров во время сварки – это угол наклона электрода. В основном все стараются держать электрод наиболее удобным методом, но это значительный промах, который непременно даст о себе знать.
Ведь это главным образом влияет на итоговый результат.
Какие есть варианты сваривания? В основном их два, рассмотрим каждый из них. Сварка углом вперед – так вы лучше видите края, но при этом хуже область свари. При этом глубина получается меньше.
Сварка углом назад же все наоборот – здесь необходимо руководствоваться спецификой процесса. Первый тип отлично подойдет для тонкого материала, а вот второй можно применять с материалом любой другой толщины.
Таблицы расчета

С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
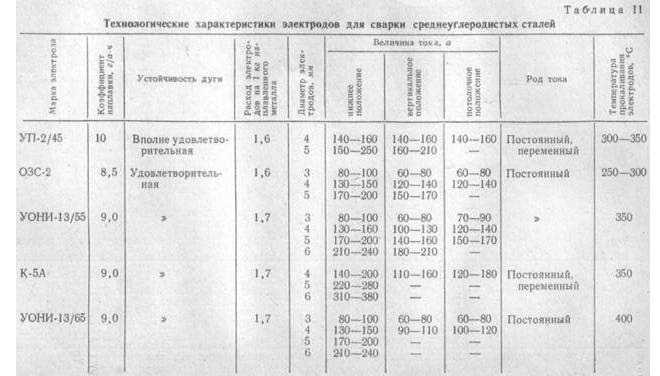
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
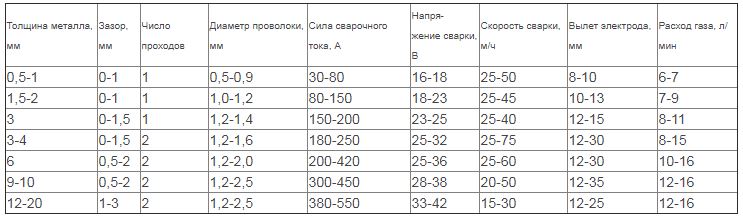
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.

Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
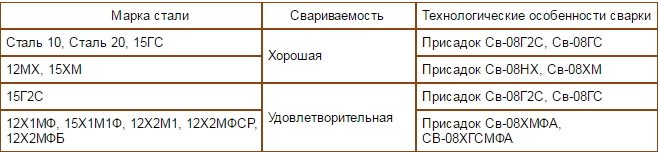
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.

Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
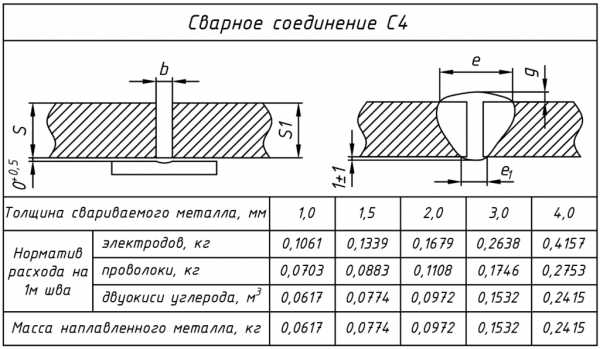
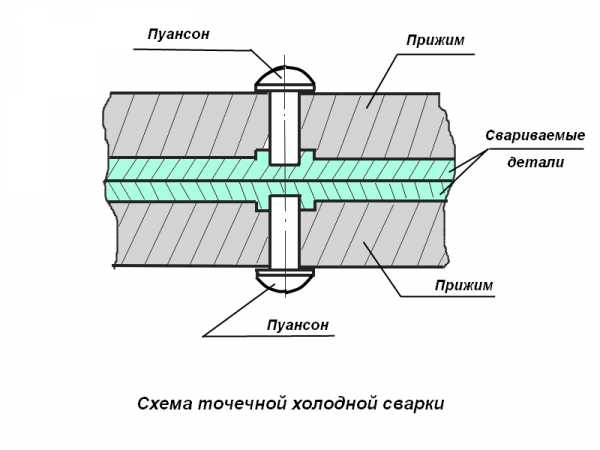
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов - воспользоваться таблицами
Заключение
Хоть эта статья и не раскрывает всех тонкостей расчета режима сварки полуавтоматом в среде защитных газов, таких как необходимое для работы давление углекислого газа, как рассчитать настройки в углекислом или других защитных газов.
Это всего лишь начало на пути от новичка к опытному мастеру. И этот сайт создан, чтобы облегчить ваш путь рекомендациями и советами, которые выведут вас на новый уровень гораздо быстрее.
Не бойтесь пробовать и ошибаться, ведь только так опыт приобретает свою цену. Успехов вам!
Читайте также: