Расчет сварочного тока при контактной сварке
Обновлено: 03.05.2024
Исходными данными для расчёта точечной сварки являются:
-толщина свариваемого металла S;
-марка свариваемого металла.
Основными расчётными параметрами режима точечной сварки являются:
-величина сварочного тока Iсв;
-усилие на электродах Fсв;
-время сварки (протекания сварочного тока) tсв;
-диаметр контактной поверхности электрода dэ.
Дополнительными расчётными параметрами являются:
-минимальная величина нахлёстки деталей bн;
-минимальный шаг точек Hтм;
-величина тока шунтирования Iш;
-время предварительного сжатия деталей tсж;
-время проковки сварной точки tпр;
-время цикла сварки tц;
-режим работы машины ПВ.
Расчёты начинают с определения диаметра контактной поверхности электрода dэ, который зависит от толщины свариваемого металла S(мм):
dэ=2·S+3 при S 3 (2.1)
dэ=1,5·S+5 при S>3 (2.1.1)
Диаметр ядра точки dя(мм):
Остальные размеры электродов рекомендуется определить по таблице 3.3. источника [1].
Время сварки определяется в зависимости от жёсткости режима. Для алюминиевых и медных сплавов требуются жёсткие режимы, а низкоуглеродистые стали можно сваривать на мягких и жёстких режимах. Жёсткость режима учитывается с помощью коэффициента сварки Кt, зависящего от материала и толщины (таблица 2.1).
Тогда время сварки:
Для толщин 0,5–1,5 мм величину Кt следует выбирать по верхним пределам, а для толщин 2-5 мм – по нижним.
Усилие сжатия электродов зависит от типа материала, его толщины, жесткости режима сварки и определяется по формуле:
Таблица 2.1 – Значение коэффициента времени сварки
| Материал | Kt, c |
| Низкоуглеродистые стали | 80-300 |
| Нержавеющие стали | 80-160 |
| Жаропрочные стали | 150-300 |
| Алюминий и его сплавы | 70-100 |
| Титан и его сплавы | 100-160 |
| Латуни | 80-160 |
Коэффициент Кр зависит от материала и жёсткости режима и выбирается по таблице 2.2. Большие значения – для жёстких режимов.
Таблица 2.2 – Значение коэффициента давления
| Материал | Кр, Н/м |
| Низкоуглеродистые стали | (1,2…2,5)10 |
| Нержавеющие стали | (3,5…4,0)10 |
| Сплав АМг6 | (2,5…2,5)10 |
| Титан и его сплавы | (1,2…2,5)10 |
| Латуни | (1,2…2,5)10 |
Величину сварочного тока можно определить на основании уравнения теплового баланса смотреть (рисунок 2.1):
где Qээ- выделяющаяся в зоне сварки энергия;
q1- теплота, расходуемая на нагрев и плавление металла;
q2- теплота, расходуемая на нагрев металла, окружающего ядро;
q3- теплота, идущая на нагрев электродов.
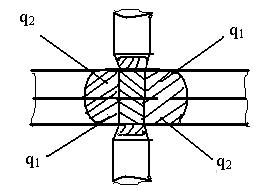
Рисунок 2.1 – Распределение тепла при точечной сварке
Сварочный ток рассчитывается по Закону Джоуля-Ленца:
где mr– коэффициент, учитывающий изменение общего сопротивления деталей между электродами rээ:
mr =1 для низкоуглеродистых сталей;
mr =1,15 для Al и Mg сплавов;
mr =1,2 для нержавеющих сталей;
mr=1,4 для Ti – cплавов.
rd.k– cопротивление деталей к концу процесса сварки, определяемое по таблице 1.2 источника [1].
Энергия q1, затрачиваемая на нагрев до Тпл столбика металла высотой 2 S и диаметром dэ:
где с – объёмная теплоёмкость металла.
Теплота х2 расходуется на нагрев металла в виде кольца шириной х2, окружающего ядро. Значение х2 определяется временем сварки tсв и температуропроводностью материала:
Для сталей и сплавов х2=1,2 ;х2=3,1 и меди. Если площадь кольца ·х2 (dэ+х2) и высота его 2∙S, средняя температура нагрева , тогда:
где k1 – коэффициент, равный 0,8.
Потери теплоты в электроды qв учитываются нагревом условного цилиндра в электродах высотой х3 до средней температуры Тэ=Тпл/8.
Коэффициент k2 = 1 для цилиндрического электрода; k2= 1,5 для электрода с конической рабочей частью и плоской рабочей поверхностью;
k2 =2 для электрода со сферической рабочей поверхностью.
где Сэ – теплоёмкость плотности металла электрода кДж/(кг∙°С);
- плотность кг/м 3 [1].
Зная все составляющие формулы 2.6, вычисляют действующее значение сварочного тока.
Силу сварочного тока можно определить по формуле, предложенной К. А. Кочергиным [1]:
где dт-диаметр ядра, см;
ρт-удельное электрическое сопротивление, Ом∙см.
Затем определяются остальные параметры режима точечной сварки.
Минимальная величина нахлёстки:
Минимальный шаг точек:
Нтм=14+S 2 , мм . (2.14)
При постановке ряда точек часть токов протекает через ранее сваренные токи, т. е. Возникает шунтирование тока (рисунок 2.2).
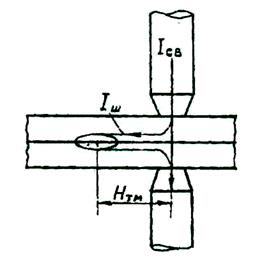
Рисунок 2.2 – Схема шунтирования тока
Значение тока шунтирования Iш вычисляется через соотношение электрических сопротивлений зоны сварки rээ и щунта rш:
где bпр – приведённая с учётом растекания тока ширина шунта, равная:
Сопротивление rээ вычисляется по формуле:
где h =0,5·S – средняя величина проплавления детали;
а – коэффициент температуропроводности металла.
После вычисления тока шунтирования определяют суммарный ток I2:
В заключении проводятся расчёты времени предварительного сжатия tсж, времени проковки tпр и времени цикла tц:
Время паузы зависит от веса, габаритов деталей и выбирается по (таблице 2.3) или экспериментально.
Время цикла определяется как сумма:
Режим работы машины характеризуется соотношением ПВ в %:
Таблица 2.3 – Время паузы при точечной сварке
| Кантов-ка (мм) | Масса узла (кг) | ||||||||
| 0,5 | |||||||||
| Время паузы tп (с) | 0,03 | 0,042 | 0,054 | 0,066 | 0,078 | 0,09 | 0,096 | 0,102 | 0,114 |
| 0,042 | 0,054 | 0,072 | 0,084 | 0,096 | 0,108 | 0,114 | 0,12 | 0,132 | |
| 0,072 | 0,084 | 0,096 | 0,108 | 0,12 | 0,132 | 0,138 | 0,15 | 0,168 | |
| 0,108 | 0,120 | 0,144 | 0,102 | 0,18 | 0,198 | 0,21 | 0,222 | 0,246 | |
| 0,144 | 0,168 | 0,192 | 0,216 | 0,24 | 0,284 | 0,296 | 0,302 | 0,324 |
Все полученные значения расчётных параметров сводятся в таблицу 2.4 и строится циклограмма сварки
Расчет режима точечной сварки
Расчет режимов сварки
Наиболее распространенный способ стыковой сварки деталей разных сечений. Этим способом успешно сваривают различные стали и цветные металлы. Перед оплавлением применяют предварительный подогрев, что дает возможность уменьшить припуск на сварку, расширить зону нагрева деталей, уменьшить мощность сварочной машины. Для нагрева ток подается отдельными импульсами длительностью 0,2 — 0,5 с, чередующимися с паузами такой же длительности. Импульсы подогрева создаются кратковременным замыканием деталей при возвратно - поступательном движении подвижного стола машины.
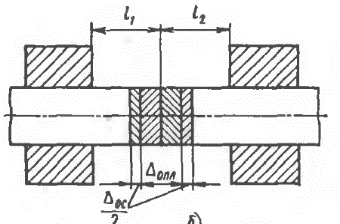
Рисунок 8 - Установочная длина при стыковой сварке оплавлением
Рисунок 9 - Схема формирования стыкового соединения при стыковой оплавлением
Параметры режима стыковой сварки оплавлением: установочная длина l1, l2, припуски на оплавление Δопл и осадку Δос, скорости оплавления υопл и осадки υoc, токи оплавления Iопл и осадки Iог, а также усилие осадки Foc, длительность оплавления tопл и осадки toc, а также осадки под током toc.т.
Скорость оплавления определяется величиной перемещения подвижной плиты стола S в единицу времени.
Подогрев задается температурой Тпол или длительностью tпод, длительностью пауз tпз и числом импульсов тока и пауз п. Иногда задают напряжение холостого хода Uх.х или программу его изменения. На рисунке 10 приведена циклограмма процесса стыковой сварки оплавлением с подогревом.
Установочная длина l и припуск на сварку Δсв зависят от размеров и формы сечения, способа сварки и свойств свариваемого металла. С увеличением сечения, теплопроводности и электропроводимости значение l также увеличивается. При сварке разнородных металлов l разная. [16]
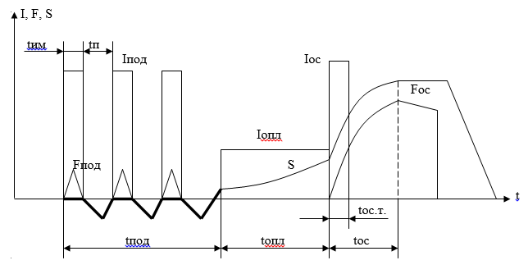
Рисунок 10 - Циклограмма процесса стыковой сварки оплавлением с подогревом
| Обозначение | Название | Рекомендации по определению |
| lуст | Установочная длина | (7.2) |
| Δсв | Общий припуск на сварку | |
| Δопл | Припуск на оплавление | |
| Δос | Припуск на осадку | Определяется по номограммам. |
| vопл | Скорость оплавления | Зависит от плотности тока, степени подогрева и марки стали. |
| Iопл | Ток оплавления | (7.7) где d – диаметр детали, см vопл - средняя скорость оплавления, см/с |
| Обозначение | Название | Рекомендации по определению |
| Iос | Ток осадки | Т.к. происходит возрастание тока в 2-5 раз во время осадки, то необходимо снижение тока за счет фазовой регулировки. |
| Pос | Давление осадки | Определяется по таблицам в зависимости от площади деталей, ширины зоны разогрева и интенсивности окисления торцов при оплавлении. |
| Tпод (для Ксоп) | Температура подогрева | Определяется по таблицам в зависимости от площади поперечного сечения и марки стали. |
Таблица 10 - Параметры режима контактной стыковой сварки оплавлением и способы их расчета
С увеличением l увеличиваются сопротивление сварочного контура и потребляемая мощность, расширяется зона нагрева и уменьшается жесткость свариваемых деталей. При малой l много теплоты отводится в зажимные губки и зона интенсивного нагрева сужается. Это затрудняет пластическую деформацию и требует увеличения усилия осадки.
Режим стыковой сварки оплавлением характеризуется следующими параметрами:
1.установочной длиной l, мм;
2.припуском на оплавление ΔОПЛ, мм;
3.припуском на осадку ΔОС, мм;
4.скоростью оплавления VОПЛ, мм/с;
5.скоростью осадки VОС, мм/с;
6.током оплавления IОПЛ и током осадки IОС;
7.длительностью осадки под током tОС. Т.
8.температурой подогрева перед сваркой Т°ПОД;
9.временем подогрева tПОД;
10.усилием осадки РОС, кг.
Расчет:
Расчеты режимов контактной сварки производим для калибра цепей 34х126.
1. Принимаем установочную длину2. Припуски на оплавление
ΔСВАРКУ =ΔОПЛ+ΔОС (на оплавление + на осадку) выбирают по монограммам в зависимости от площади сечения заготовок. Принимаем припуск на сварку равный 14 мм.
Припуск на оплавление обычно составляет 0,7÷0,8 общего припуска на сварку.
3. Припуск на осадку
Припуск на осадку будет равен 4 мм.
Припуск на осадку под током составляет (0,3÷1,0)ΔОС.
Осадку под током принимаем 1,5 мм.
4. Скорость оплавления (или его длительность) зависят от плотности тока, степени подогрева детали и от марки стали.
Для легированных сталей средняя VОПЛ=2,5÷3,5мм/с.
5. Скорость осадки (VОС, мм/с) должна быть не ниже определённого предела, который растёт с увеличением склонности металла к окислению. Высокая скорость осадки особенно важна в первый момент (когда закрывается зазор между оплавленными торцами), затрудняет образование окислов и способствует их более полному удалению из стыка. После осадки на 30÷40% скорость осадки может быть уменьшена в 2÷3 раза. Принимаем начальную скорость осадки 80-100мм/с
6. Ток при оплавлении можно ориентировочно рассчитать для сварки крупных деталей по следующей зависимости:
d – диаметр детали, см;
VОПЛ – средняя скорость оплавления, см/с.
Плотность тока к концу оплавления возрастает и для изделий сечением 250÷1000мм 2 из сталей составляет 25÷30А/мм 2 , а при сварке крупных изделий 5А/мм 2
Iопл = 22,700-27200 А
Отключение тока целесообразно производить во второй стадии осадки, но не слишком задерживаясь, так как при осадке происходит значительное уменьшение контактного сопротивления, что приводит к возрастанию тока в 3÷5 раз, то есть может возникнуть перегрев метала в зоне стыка, и к укрупнению размеров зерна.
Во время осадки силу тока уменьшают путём фазового регулирования.
Время подогрева tПОД возрастает с увеличением площади сечения деталей от нескольких секунд при сварке деталей S=500÷1000мм 2 .
Длительность импульсов подогрева (tИМП) обычно составляет 0,1÷0,3с.
При стыковой сварке кольцевых деталей возникает шунтирование тока через кольцо, что требует увеличения мощности (до50%) по сравнению с деталями незамкнутой формы.
8. Давление осадки зависит от свариваемых материалов, вида сварки (непрерывным оплавлением и оплавлением с подогревом) (PН. П.>PОПЛ. С ПОДОГРЕВОМ) и может изменяться в широких пределах. Ориентировочное значение удельного давления 4-6 кг/мм 2
Оптимальные режимы сварки отработанные и установленные на сварочной машине.
Расчет силы тока при сварке
Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки

Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.
Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.

Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
Диаметр электрода, мм
Толщина металла, мм
Сила тока, А
Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
d электрода, мм
Пространственное положение
Нижнее
Вертикальное
Потолочное и полупотолочное
Сварка не выполняется
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение

Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара. Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Читайте также: