Размеры катета при сварке труб
Обновлено: 20.09.2024
Сварной шов измеряется значениями нескольких параметров. Кроме высоты, глубины и ширины провара, существует не менее важная составляющая – катет сварного шва.
Что это такое?
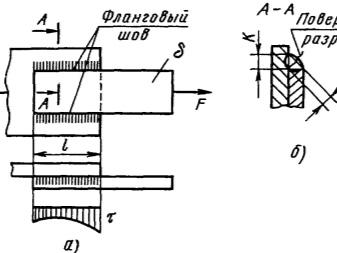
Сварочный шов в поперечном срезе – по сути, треугольник с кривыми, выпуклыми сторонами наружу. Высота шва – расстояние от плоскости свариваемых конструкций, с той стороны, откуда идёт провар, до верхушки (центральной точки наплыва). Ширина – фактически расстояние между параллельными его кромками, где сам шов переходит в материал (сплав или металл) свариваемых листов, профилей, уголков и т. д. Глубина – расстояние от плоскости, в которой лежат состыкованные по краю, свариваемые металлические поверхности, до крайней (нижней) точки, до которой добралась расплавляемая в процессе сварки сталь стержня электрода.
Катет – величина, применяемая к состыкованным под прямым углом деталей.
Чтобы было до конца ясно, обратимся к школьному курсу геометрии. Катет – сторона треугольника, в котором обязательно присутствует прямой угол. Под этим углом и стыкуются края свариваемых деталей. В сварочном деле чаще используют катет вертикальной, а не горизонтальной стороны. Она является прилежащей к прямому углу стороной воображаемого треугольника сварного шва в поперечном разрезе. Простыми словами, катет сварного шва – расстояние от плоскости соприкосновения краёв (граней) деталей до верхней точки (по вертикали), до которой добралась расплавленная при сварке электродная сталь, смешиваемая с поверхностным слоем стали верхней примыкающей детали. Но катет не менее легко рассчитать для соединений в виде тавра или нахлёста (две плоские детали, чьи стыкующиеся рёбра разнесены).


Как его рассчитать?
Определение катета сварного шва сочетается с условием теоремы Пифагора, гласящей, что квадрат значения гипотенузы (по сути, шов без усиления, чья косая грань в идеале ровная) равен сумме квадратов значений катетов. Здесь используется правило равнобедренного треугольника с прямым углом – и верхний, и нижний катеты, если смотреть на поперечный разрез шва, одинаковы. Точный, ровный шов без усиления может быть исполнен на конвейере – человеку сделать такой шов сложно: в большинстве случаев даже многоопытному сварщику удастся шов с усилением (наплывом) или ослаблением (вмятиной), а не «срезанный».
Простейшая формула для углового шва – вычисление катета по закону: T = S * cos 45º, где Т – значение катета шва, S – ширина наплыва.
Для вычисления значения катета измерьте ширину шва. Косинус половины прямого угла равен 0,7. Например, когда ширина валика равна 3 мм (шов сварен посредством прямого ведения электрода с такой же толщиной стержня), катет шва равен 2,1 мм. В исключительных случаях, где требуется, к примеру, катет не равнобедренного (в том числе и египетского) треугольника, расчёт осуществляется по меняющемуся углу.
Существует и другой метод расчёта катета: квадрат его значения соизмерим объёму расплавляемой электродной стали. В общем и целом, катет шва определяется по ГОСТам 11534-75 и 5264-80. Например, когда катет возрастает на 1 мм при длине шва в 10 мм, расход электродной стали (по объёму) больше на 1/5 от первоначального значения. При сварке деталей с толщиной стали до 4 мм внахлёст катет выбирается таким же. Большие значения выбираются по 40% толщины стали, к которым дополнительно прибавляют 2 мм.
При сварке, к примеру, полос стали в тавр (Т-образную деталь), катеты сварных швов должны быть одинаковыми с обеих сторон.
То же самое относится к профтрубе, части которой обрезаны под углом в 45 градусов перед сваркой.
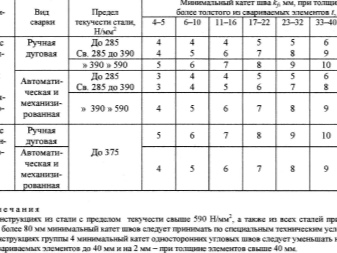
Таблица размеров катета в зависимости от иных параметров шва и метода сварки позволит точно рассчитать его величину.
Вид соединения
Вид сварки
Предел текучести стали, Н/мм2
Минимальный катет шва при сваривании деталей из более толстых элементов (расчёты в миллиметрах)
Что такое катет шва при сварке и какие критерии его контроля?

Виды сварки
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.

Влияние режима сварки на форму шва.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.

Параметры сварного шва.
Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.

Катет сварного шва.
Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
В профессиональной сфере рассчитывается каждый параметр стыка, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет, чтобы он приобрел требуемые параметры и как провести сварку.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для контроля выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
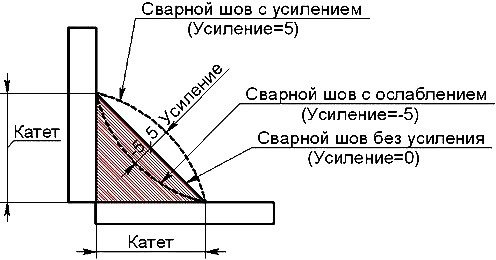
Сварной шов с усилением.
Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
Расчет сварных соединений
Сварка - наиболее доступный, надежный и эффективный способ соединения отдельных деталей при создании металлоконструкций. При соблюдении сварочных технологий швы получаются прочными, а готовые изделия качественными. Но в зависимости от условий проведения сварки, толщины и вида свариваемого металла характеристики соединений могут быть разными. Определить насколько прочным и монолитным будет изделие поможет расчет сварных швов, проведенный перед процессом сваривания.
Выполненный в процессе составления проекта расчет сварных соединений позволяет выбрать правильно материал, которые будет обладать достаточным запасом прочности и сможет выдерживать возлагаемые на него нагрузки.
Методика расчета соединений
Различают несколько разновидностей сцеплений металла и для каждой из них расчет сварного шва проводится индивидуально. В зависимости от расположения свариваемых деталей соединения разделяются на:

- угловые, когда перпендикулярно одна к другой располагаются свариваемые детали. Для повышения прочности конструкции необходимо правильно определить предельные усилия на сварной угловой шов;
- стыковые. Здесь соединяются торцы деталей, при этом одна часть выступает продолжением второй. Такой способ сцепления сопровождается минимальными показателями концентрации напряжения и считается самым рациональным. Швы могут быть прямыми и косыми;
- нахлесточные, при которых элементы деталей немного накладываются один на другой. Как правило применяют такую технологию при сваривании металлов, толщина которых не превышает 5 мм, когда необходимо укрепить шов;
- тавровые. Внешне напоминают угловые. Скрепляемые элементы располагаются под прямым углом друг к другу, но соединяются торцами. При производстве металлоконструкций такие стыки применяются довольно часто. Им характерна простота исполнения, экономичность и высокая прочность. Для качественного выполнения такого типа соединений хорошим помощником будет методичка, расчет таврового сварного соединения по ней можно выполнить с безупречной точностью, и избежать возможных ошибок.
Как рассчитывают сечение сварного углового шва или других видов соединений? Существуют общепринятые формулы, по которым проводится расчет сварочных швов разных стыков. Также в свободном доступе в интернете есть специальная программа расчета сварных соединений, по которой при введении необходимых параметров можно получить требуемый результат.
Какие параметры потребуются для расчета
Чтобы с минимальной погрешностью провести расчет сварки, следует знать какие параметры влияют на прочность стыков. Для определения процесса сжатия и растяжения материала следует применять формулу:

При расчете потребуются следующие показатели:
- Yс - коэффициент преобладающих на рабочем месте условий. параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва;
- Rу - сопротивление свариваемого материала с учетом предела текучести. Определяется по стандартным таблицам;
- Ru - сопротивление металла в соответствии временного сопротивления. Значения для подставки в формулу нужно поискать в таблицах;
- N - максимально допустимая нагрузка, которую шов способен выдерживать;
- t - минимальная толщина материала свариваемых элементов;
- lw - наибольшая длина сварного соединения, при расчете ее уменьшают на 2t;
- Rwу - определяемое в зависимости от предела прочности сопротивление.
В случае, когда необходимо сварить в единую конструкцию разные по структуре металлы, показатели Ru и Ry берутся по материалу с наименьшей прочностью.
Так же если требуется провести расчет сварочного шва на срез, то показатели следует выбирать того материала, у которого прочность меньше.

При проектировании стальных конструкций основным требованием является обеспечение максимально возможной прочности стыка и неподвижности соединяемых им элементов. Согласно требований и с учетом расположения и размеров швов можно с точностью установить оптимальный их тип. Если для создания металлоконструкции требуется выполнить сразу несколько швов, то располагать их необходимо таким образом, чтобы на каждый из них равномерно распределялась нагрузка.
Определить такие параметры можно посредством математических вычислений. Если полученные результаты будут неудовлетворительными, то в конструкцию необходимо внести изменения и еще раз провести все расчеты с новыми параметрами.
Особенности расчетов для изделий с угловыми стыками
Определение длины сварного шва на отрыв проводится с учетом силы, направленной к центру тяжести. Сечение при подсчетах следует выбирать с высокой степенью опасности.
Расчет сварного шва на срез осуществляется по формуле:

Вне зависимости от типа металлов каждый из показателей влияет на прочность стыков:
- N - максимальная нагрузка, которая на стык оказывает давление;
- ßf, ßz - указаны в таблице и не зависят от марки стали. Как правило ßz равно 1, ßf - 0,7;
- Rwf - значение сопротивления срезу. Указано в таблицах ГОСТов;
- Rwz - существующее на линии стыка сопротивлению. Значения стандартные и берутся из таблицы;
- Ywf - составляет 0,85 для стыка, материалу которого свойственно сопротивление 4200 кгс/см²;
- Ywz - для всех марок стали составляет 0,85;
- с - коэффициент условий рабочей среды, стандартное значение из таблиц;
- kf - указывает на толщину создаваемого шва, измерять следует по линии сплавления;
- lw - исчисляется по общей длине стыка, уменьшенного на 10 миллиметров.
Вычислять значения можно по линии соединения или по свариваемому материалу. Расчет угловых сварных швов выполняется на основании сечения.
Чтобы понять, как правильно осуществить расчет сварных соединений и конструкций примеры и задачи можно посмотреть на специализированных сайтах в интернете.
Расчеты при нахлесточных стыках
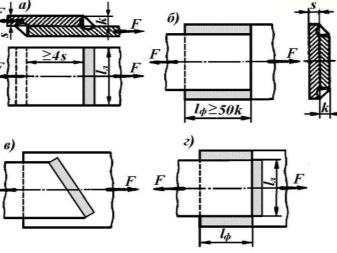
Расчет сварочного шва, выполняемого внахлест выполняется с учетом типа и положения соединения, поскольку при такой технике стыки могут быть угловыми, лобовыми и фланговыми.
При сваривании металлических деталей внахлест определяется прочность линии скрепления и минимальная площадь сечения. Формула площади сварного шва подразумевает использование меньшей высоты треугольника условного стыка. При одинаковых размерах катетов этого треугольника для ручной сварки высота составляет 0,7.
При автоматической и полуавтоматической сварке глубина нагревания материала больше, поэтому за высоту принимаются указанные в типовых таблицах условные показатели.
Как рассчитать длину сварочных стыков от массы металла
Для определения длины соединения существует формула, обозначающая соотношение массы наплавки на протяженности одного метра спая.
Формула следующая: L = G/F × Y, в которой L обозначает протяженность сварочного шва, G - вес наплавляемого металла, F - площадь поперечного сечения, Y - удельный вес присадки.

Полученное значение следует умножить на определенные измерениями метры. Чтобы правильно провести исчисления целесообразно предварительно посмотреть пример, расчет длины сварного шва по которому выполнен в реальности.
Нужно понимать, что ни одна формула не способна обеспечить безупречно точного результата. Расходный материал следует покупать с запасом примерно 5-7%. Иногда удается немного сэкономить на присадке, но это под силу только опытным сварщикам, обладающим соответственными навыками.
Порядок проведения расчетов сварных стыков
Чтобы определить какие нагрузки способен выдерживать образуемый при сварке стык, необходимо правильно подобрать все необходимые данные для расчета сварного шва. Предотвратить ошибки при математических исчислениях можно, если при их выполнении придерживать следующего порядка:
- Определить с минимальными погрешностями пространственное положение, форму и размеры, характерные сварочному соединению.
- Далее на контактируемую со свариваемым элементом площадь повернуть следует опасное сечение (с наивысшим напряжением). Необходим поворот в случаях, когда на исследуемой конструкции плоскость стыка не соответствует его сечению. После поворота должно образоваться новое сечение, которое называют расчетным.
- Дальнейшие действия состоят в поиске на образовавшемся вследствие поворота сечении центра масс.
- Следующий этап - перемещение в центр масс внешней приложенной нагрузки.
- Установить какое напряжение в расчетном сечении возникает в момент воздействия всех силовых нагрузок, в частности нормальной и поперечной усилий, изгибающего и крутящего моментов.
- Когда известно напряжение необходимо найти в сечении точку, подвергающуюся наибольшим нагрузкам. В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.
- Вычисляется максимально допустимое напряжение, которое будет оказывать силовое воздействие на полученный в результате сварки шов.
- Завершающий этап состоит в сравнении максимальных показателей суммарного и допустимого напряжений. Это позволит получить расчетное сопротивление сварного шва и определить размеры, которые обеспечат полноценную и безопасную эксплуатацию создаваемой металлоконструкции. Для большей достоверности полученной информации рекомендовано провести дополнительный проверочный расчет.
Не нужно забывать о том, что актуальным расчет сварного шва на срез или прочность будет только в том случае, когда строго соблюдена технология создания соединений. В любом случае важно и нужно рассчитывать стыки, поскольку только с точность установленные параметры способны обеспечить прочные и долговечные сварочные соединения.
Дефекты сварных соединений при неправильных расчетах
В случае со сварочными металлоконструкциями следует понимать, что эффективная и безопасная их работа и расчет угловых сварных швов, стыковых, тавровых или нахлесточных непосредственно взаимосвязаны между собой. Если проигнорировать или же неправильно выполнить исчисления, то существенно повышаются риски образования дефектов и неточностей в готовом изделии.
Чаще всего возникают следующие браки:
- подрезы. Образуются по линии соединения или возле него канавки, приводящие к быстрому разрушению конструкции;
- поры. Визуально они практически незаметны, возникают вследствие проникновения газов, образующихся в процессе плавления электрода и металла;
- непровары. Участки, на которых недостаточно расплавился металл, в результате чего на варочном стыке возникли пробелы;
- сторонние включения. Одна из наиболее опасных ошибок, вследствие которой значительно понижается прочность соединения и со временем в нем возникают трещины;
- холодные и горячие трещины. Первые образуются после остывания конструкции из-за окисления в процессе плавления. Вторые возникают в процессе плавления металла при нарушении сварочной технологии, например, при неправильном выборе электродов.
Избежать всех этих дефектов можно если предварительно выполнить вычисления по существующим формулам. Это поможет создать качественные соединения, способные выдерживать критические нагрузки и усилия при эксплуатации конструкции.
Калькуляторы сварных швов
Существуют специализированные калькуляторы, с помощью которых без особых навыков несложно провести расчет длины сварного шва, определить оптимальные параметры угловых, точечных и стыковых соединений.
Проверить по калькулятору можно все существующие типовые стыки с прилагаемыми к ним нагрузкам с разными силовыми усилиями. Исчисления помогут выбрать подходящий к конкретной конструкции размер и тип стыкового соединения, а также безошибочно подобрать материал для сваривания. Расчеты позволяют установить необходимые геометрические значения сварочного шва и провести его проверку на прочность.
Не рекомендовано к точечным соединениям, стыкам с разделкой кромок и к электрозаклепкам прилагать усталостную нагрузку, поскольку расчет таких швов не поддерживается и результаты будут неточными. Также при вычислениях не учитываются изменения механических характеристик металлов, возникающие вследствие воздействий остаточных напряжений и температурных режимов.
Инструменты для контроля размеров сварных швов
Геометрические параметры сварочных соединений определяются с помощью специальных инструментов, позволяющих с минимальными погрешностями измерить основные показатели и характеристики, выполненных технологией сваривания конструкций.

К числу таких инструментов принадлежат типовые шаблоны, универсальные устройства и измерители, принцип действия которых состоит на замерах одного конкретного параметра.
У каждого профессионального сварщика должен быть в наличии набор измерительных инструментов для проведения замеров для предварительных расчетов перед процессом сваривания, а также определения качества шва готовой конструкции.
Интересное видео
Разбираемся в чертежах сварочных швов по ГОСТу

Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Катет сварного шва

Катет сварного шва наряду с другими параметрами (высотой, длиной, шириной и т. д.) определяет качество всего соединения. От правильности его расчета зависит, насколько прочным получится стык и сможет ли изделие выполнять свои функции.
Несмотря на кажущуюся простоту расчета, при выборе катета имеются свои «подводные камни». В нашей статье мы расскажем, в чем важность этого параметра, рассмотрим способы его вычисления, а также разберем ошибки, которые связаны с величиной катета сварного шва.
Определение катета сварного шва
Сварка позволяет создать прочное соединение на изделии из металла, способное служить долгие годы. Однако при формировании швов важно учитывать целый ряд нормативов. Так, катет сварного шва определяет, смогут ли тяжелые металлоконструкции крупных размеров справляться с постоянными эксплуатационными нагрузками.
Но, прежде чем разбираться, как определить катет сварного шва, следует понять, о чем идет речь, и какие функции ложатся на катет в конструкциях.
Правильно выполненное угловое сварное соединение в разрезе имеет форму равнобедренного треугольника. А расстояние от начала одного стыкового соединения до конца второго и является его катетом. Иначе говоря, так называют длину плоскости наибольшего треугольника, имеющего равные стороны и не выходящего за пределы поперечного сечения.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Размер катета определяет прочность сварного шва. Допустим, при данном минимальном показателе не стоит ждать высокой прочности, что объясняется малой площадью сечения.
Тогда как слишком большое значение чревато деформацией металла, связанной с увеличением объема наплавки. Кроме того, большая величина вызывает увеличение энергозатрат в процессе сварки.
Расчет катета сварного шва
Сечение углового сварного шва близко по форме к треугольнику, поэтому вычислить высоту и длину его сторон можно таким образом:
T – искомая величина катета сварного шва;
S – ширина валика/гипотенуза треугольника;
cos45° – стандартное значение, имеющее коэффициент 0,7.
Разберем расчет на примере. Допустим, есть угловое соединение, у которого валик имеет ширину 5 мм. Тогда вычисление выглядит таким образом: 5 × 0,7 = 3,5 мм. То есть катет равен 3,5 мм.
Стоит отметить, что данная формула может использоваться, если наплавленный металл равномерно закрывает обе стороны углового соединения.

На данный момент установлены точные параметры сварного шва для деталей любой толщины – все показатели были получены опытным путем. Чтобы сформировать прочное соединение и не допустить перерасхода присадки, рекомендуется придерживаться таких показателей:
Толщина заготовок, мм
Вид соединения
Минимальный катет сварного шва, мм
Тавровое с двухсторонним проваром
Тавровое с односторонним проваром/угловое с односторонним проваром
Получается, что катет сварного шва имеет величину в 30-100% от толщины заготовки, и чем последняя тоньше, тем он ближе по размеру к сечению детали. Если необходимо соединить элементы различной толщины, при выборе катета учитывают больший показатель.
Так, сваривая детали сечением 5 и 10 мм с проваром с одной стороны, необходимо обеспечить катет в 6 мм. Во время подобной операции считают, что толщина обеих сторон составляет 10 мм.
Если за основу брать характеристики тонкой стороны, усиление на толстом металле окажется слабым и получится ненадежное соединение. Правда, не менее важно грамотно подобрать силу тока и вести дугу в соответствии с определенной техникой.

Помимо большого катета шва сварного соединения, слишком маленький тоже становится проблемой неопытных сварщиков. Здесь на кромках остается недостаточно наплавленного металла, из-за чего снижаются прочностные характеристики соединения. Поэтому при изломе или вибрации шов треснет, не справившись с нагрузкой.
Хотя малый катет позволяет сократить количество необходимых расходников, он подходит лишь для неответственных соединений, допустим, при изготовлении мангала, стола, пр.
Другая распространенная ошибка – формирование несимметричного катета, где нижняя полка шва оказывается очень широкой, а верхняя – короткой. Это объясняется ошибкой при выборе техники и режима, из-за чего горячий металл просто стекает вниз.
Внешне шов выглядит широким, но на самом деле он только немного находит на вертикальную сторону. В результате соединение неспособно выдерживать значительные нагрузки.
Измерение катета сварного шва
При определении интересующего нас показателя используют различные шаблоны по высоте катета (если в чертеже для обозначения катета сварного шва использована буква «z»), по толщине шва (если обозначен как «а») или по длине гипотенузы (отсутствуют обозначения).
Стоит пояснить, что гипотенузой называется самая длинная сторона прямоугольного треугольника, расположенная напротив прямого угла. Во время сварочных работ роль гипотенузы играет лицевая часть шва.
Шов может иметь разные виды усиления. Для замера катета с любым усилением чаще всего применяют универсальные шаблоны, такие как WG01, WG1, WG2+. Указанные шаблоны измеряют длину катета сварного шва, не затрагивая усиление, то есть гипотенузу.
Немного менее удобны шаблоны с плоскими гранями, так как предполагают определение размеров катета за счет измерения гипотенузы. Недостаток этого подхода кроется в том, что он не позволяет измерять шов с усилением или валиком. Поэтому для оценки длины катетов на усиленных швах выбирают шаблоны, которые имеют вогнутую сторону или гипотенузу.

Либо замеры могут производиться по толщине шва при помощи шаблона Ушерова-Маршакова, если в чертеже перед размером стоит «a».
Правила выбора катета сварного шва
От катета зависит надежность конструкции, поскольку он влияет на площадь соединения элементов и наливочного материала. При грамотном выполнении сварочных работ нагрузка равномерно распределяется по всей площади контакта деталей, благодаря чему изделие справляется, например, с сильными ударами.
Однако не стоит полагать, что большой шов – это гарантия высокой надежности. Помимо этого, требуются подробные расчеты нагрузок, не допускается перенапряжение металла, в противном случае есть риск, что деталь согнется и станет непригодной для дальнейшей эксплуатации.
А значит, сварочный стык должен выбираться под конкретные задачи и свариваемые материалы. Поэтому, задавая размеры катета сварного шва, нужно знать, какие характеристики от него требуются. Основным показателем является форма: важно, чтобы соединение было однородным, равномерным – проверить эти свойства можно просто визуально.
Если говорить подробнее, хороший шов имеет одинаковую высоту и ширину по всей площади контакта. Тогда нагрузки равномерно распространяются вдоль всего соединения.
Говоря о таком свойстве, как однородность, важно учитывать, что материалы, имеющие разный состав, обычно плохо свариваются. Избежать дефектов позволяет правильный выбор электродов.
Также необходимо, чтобы шов имел правильное геометрическое расположение и максимально охватывал соединяемые заготовки.
Глубина провара является еще одним значимым показателем, ведь если детали не контактируют по всей доступной площади, изделие не справится с серьезными нагрузками.
Специалисты заранее просчитывают все характеристики стыка, добиваясь таким образом максимальной прочности конструкции. Чтобы работать по аналогичной схеме, важно уметь рассчитать катет сварного шва – тогда удастся задать ему нужные параметры и выбрать необходимый подход к проведению работ.

Шов рассчитывают на основании типа обрабатываемых заготовок, точнее, учитывают все параметры материалов, такие как размеры, ширина, пр. Нужно понимать, что от толщины и длины изделия зависят его стойкостные характеристики.
Длина считается основным показателем при расчете и выборе типа шва, ведь она влияет на прочность соединения. Если длина достаточно большая, возрастает расход материалов изделия, а также становится возможной их деформация.
Избежать дефектов получится, создав качественное и надежное металлическое изделие при помощи шаблонов – обычно достаточно универсального образца.
Факторы, влияющие на катет сварного шва
Катет угловых и тавровых сварных швов зависит от таких особенностей:
- Направленность горелки/электрода. Когда при формировании угловых швов электрод или горелку держат под углом 45°, расплавленный металл стекает на нижнюю полку, вызывая занижение вертикального катета. Чтобы изменить высоту катета, получить правильный треугольник в сечении шва, рекомендуется выбрать угол в пределах 20–30°, направив конец электрода на вертикальную поверхность.
- Размещение конструкции. Шов на угловом соединении с большей вероятностью получится равномерным, если изделие будет находиться в положении «в лодочку». Это позволяет обеспечить ровную поверхность сварочной ванны, ведь металлу некуда стекать, поэтому он одинаково покрывает кромки обеих заготовок.
- Скорость перемещения дуги. Слишком быстрое движение приводит к образованию узкого шва с маленьким катетом. За счет сварки с задержкой добиваются увеличения катета и высоты шва. Лучше всего подбирать скорость на черновой заготовке, чтобы иметь возможность проверить разные варианты и после этого браться за работу на ответственной конструкции.
- Сила тока. Недостаточный показатель приводит к поверхностному наложению присадки, не обеспечивая полноценного проплавления металла. В итоге соединение оказывается ненадежным, несмотря на значительный катет сварного шва. Избыточная сила тока обеспечивает глубокое проплавление, однако приводит к повышенной текучести металла. Из-за этого на вертикальной стороне образуются дефекты, которые называются подрезами.
- Индуктивность. Данный показатель определяет скорость переноса капли расплавленного металла во время сварки полуавтоматом. При помощи грамотной настройки удается качественно прогреть заготовку, наложить аккуратный шов, параллельно снизив количество брызг металла.
- Свойства присадки. При наличии в стержне плавящегося электрода или проволоки полуавтомата высокотемпературных добавок получается более густая сварочная ванна, а это влечет за собой увеличение размеров катета сварного шва. Тогда как низкотемпературные сплавы быстрее растекаются, что приводит к снижению интересующего нас показателя.
Проверка качества сварного шва
Невозможно добиться надежного, крепкого соединения лишь благодаря правильному расчету размеров катета сварного шва. Необходимо также соблюдать технологию работ, отслеживать, чтобы шов по всей длине был однородным и равномерным.

Убедиться в прочности и большом сроке службы соединения можно при помощи нескольких методов, среди которых наиболее популярными считаются:
- Разрушающий. Испытания осуществляют на специальных макетах, что позволяет оценить прочность стыков и всей конструкции. Для этого изделие подвергают повышенным механическим нагрузкам, химическим, металлографическим исследованиям, пр.
- Неразрушающий. Сюда входит визуальный осмотр, проверка при помощи магнитных волн, ультразвука и иных приборов.
Рекомендуем статьи
Для проведения визуального контроля мастеру не требуются специальные навыки или дорогостоящее оборудование. Однако данный метод не позволяет выявить все проблемы. Чтобы не допустить формирования дефектов на сварочном шве, стоит выполнять такие рекомендации:
- в месте проведения сварочных работ недопустим сквозняк, сильный ветер, так как подобные условия чреваты формированием пористого шва;
- не превышайте допустимую силу сварочного тока, чтобы не нарушить структуру металла;
- зазор подбирается в соответствии с толщиной обрабатываемого металла;
- работайте с короткой дугой;
- не допускайте попадания воды на металл или электроды, используя постоянный ток;
- шов должен иметь одинаковую ширину по всей своей длине, ведь даже небольшие отклонения приводят к неравномерному распределению нагрузок и повышенному риску растрескивания соединения с его дальнейшим полным разрушением;
- важно, чтобы глубина провара была равномерной, иначе вероятны внутренние трещины;
- при выборе электродов учитывайте их диаметр и состав, ведь, например, для выпуклых валиков необходимы расходники, обеспечивающие вязкую и густую консистенцию металла – жидкий расплав приведет к формированию вогнутой линии.
Выбранный режим влияет на качество сварки и форму соединения между заготовками. Чтобы увеличить глубину и сократить ширину шва, необходимо передвигать электрод с большей скоростью. Если нужно уменьшить глубину и увеличить ширину, стоит изменить напряжение.
Эти несложные советы вместе с правильными расчетами катета сварного шва позволяют добиться высокого качества и значительной прочности соединений.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: