Регулятор контактной сварки ркс
Обновлено: 25.04.2024

Основные сведения об изделии и технические данные.
Регуляторы контактной сварки РКС-502 и РКС-801, в дальнейшем именуемые "регуляторы", предназначены для комплектации контактных электросварочных машин.
Регуляторы обеспечивают:
- управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан (для регулятора РКС-801 - два клапана) постоянного тока;
- регулирование длительности позиций сварочного цикла с цифровым отсчетом;
- управление тиристорным контактором и регулирование величины сварочного тока;
- автоматическую настройку на коэффициент мощности cosφ с изменением полярности включения первой полуволны сварочного тока;
- стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
Принцип работы регулятора

Рассмотрим работу регуляторов в режиме "Одиночная сварка".
При подаче на регулятор напряжения питания зажигается индикатор "При замыкании контактов педали сварочной машины инвертор на VT9 опрокидывается и сигнал подается на блок цикла на D10.3, запускается триггер D3.8 "Предварительное сжатие". Одновременно, на блоке счета счетчик D6 вырабатывает импульсы счета для позиций "XI", a D8 для "XI0". При совпадении количества импульсов на дешифраторах D7 (для "XI") и D9 (для "Х10") с количеством периодов, установленных на переключателе позиций "Предварительное сжатие", в блок цикла поступает сигнал, запускающий счет позиции "Сжатие". Аналогичным образом работают остальные режимы схемы.
При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если переключатель "Режим работы" регулятора установлен в положении "Серия сварок", и дает только один цикл в положении "Одиночная сварка". В режиме "Серия сварок" выдержка "Предварительное сжатие" исключается после прохождения первого сварочного цикла. При размыкании педали после прохождения выдержки "Сжатие" обеспечивается прохождение полного сварочного цикла. В случае размыкания педали на выдержке "Сжатие" сварочный цикл прекращается, сварочная машина возвращается в состояние ожидания.
Индикация прохождения сварочного цикла осуществляется с помощью индикаторов, установленных на лицевой панели.
Для регулятора РКС-502 на блоке счета имеется схема на элементах D5.1, D4.3, D3.6, которая с помощью переключателя "Х4" позволяет увеличить длительность одновременно всех позиций цикла в 4 раза. (Для регулятора РКС-801 элементы D1.2, D4.1, D4.2, переключатель "Х2" и увеличение длительности позиций в 2 раза соответственно)
Для работы регулятора по циклу длительность каждой выдержки должна быть не менее "01" (1 периода). Длительность "00" является запрещенной.
Схема блока стабилизаторов является типовой, ее принцип работы приведен в справочниках и специального описания не требует.
Блок регулировки тока обеспечивает формирование импульсов управления тиристорным контактором, автоматическую регулировку cosφ и стабилизацию сварочного тока. Сигнал с первичной цепи силового трансформатора контактной машины через промежуточный трансформатор попадает на диодный мост VD17-VD20, формируется на элементах VT12, D4.6, D5.4, Dl.l, D2.1, сдвигается по фазе на необходимую величину на элементах С6, VT9, VT10 и импульсы управления с элементов D7, VT11 подаются на блок усилителей.
Регулировка нижних пределов действующего значения сварочного тока производится схемой на элементе D8 у изготовителя и дополнительной подстройки не требует. Стабилизация сварочного тока осуществляется при установке переключателя в положение "Включено" на лицевой панели.
Блок усилителей предназначен для усиления импульсов управления тиристорными контакторами (схема на VT1, VT2) и включения клапана (VT3) для РКС-502 или клапанов (VT3, VT6) (для РКС-801).
В блоке предусмотрена электронная защита цепей питания клапана от перегрузок по току (VT7, VT8, VT9, VT10). Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.

Элементы D1, D3, D4, D5 (дополнительно D2 для РКС-801) служат для управления регулятором с помощью внешних сигналов. Схема подключения цепей внешнего управления регуляторами приведена в приложении 11.
Переключателем "Компенсация" можно отключить стабилизацию, что увеличивает величину тока на 15%.
Сварочный ток можно отключить переключателем "Ток включен". Такой режим необходим при наладке машины.
Регулятор РКС-801 выполняет также следующие дополнительные функции:
- регулировку величины сварочного тока для позиций "Сварка 1" и "Сварка 2", задаваемой переключателями "Нагрев 1" и "Нагрев 2" соответственно. Нулевое положение переключателя соответствует минимальной величине сварочного тока (50%), положение "9" - максимальное;
- в режиме импульсной сварки позиции "Охлаждение" и "Сварка 1" могут отрабатываться до 9 раз в одном цикле. Количество импульсов задается переключателем "Число импульсов";
- первый импульс сварочного тока позиции "Сварка 1" может быть промодулирован. Суть модуляции состоит в том, что первая полуволна сварочного тока имеет значение минимальной величины и за десять периодов нарастает до максимального значения (которое должно быть установлено переключателем "Нагрев 1"). При установке переключателя "Нарастание" в положение "9", время модуляции наибольшее, и составляет 0,2 сек. При установке переключателя в положение "0" первый импульс сварочного тока импульс не модулируется;
- клапан 2, управляемый регулятором, осуществляет дополнительное обжатие заготовки на позициях "Сжатие" ("Повышенное усилие 12) и на позициях "Проковка 1", "Сварка 2", "Проковка 2" ("Повышенное усилие 2"). Повышенные усилия могут быть отключены соответствующими переключателями. Сигнализация работы клапана 2 на повышенном усилии 2 осуществляется индикатором. Срабатывание клапана 2 на повышенном усилии 2 можно задержать на 1. 9 периодов с момента окончания позиции "Сварка 1" при помощи соответствующего переключателя (длительность позиции "Проковка 1" должна быть не меньше значения задержки).
РКС-801М, Регулятор контактной сварки

Регулятор контактной сварки РКС-801 М используется для комплектации контактных электросварочных машин; предназначен для управления циклом сварочных машин переменного тока с переменным усилием сжатия. Регулятор предназначен для подключения к сети переменного тока напряжением 380 В частотой 50 Гц.
Товар в наличии:
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 15 000 руб. в течение 3-х рабочих дней
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Оплата через терминал корпоративной банковской картой в магазинах на ул. Лукиных, 4 и ул. Косарева, 93.
Ограничений на сумму заказа нет.
Технические характеристики
| Характеристика | Значение | ||
|---|---|---|---|
| Напряжение питания, В | 2х380 | ||
| Частота, Гц | 50 | ||
| Потребляемая мощность, ВА | 75 | ||
| Изменение действующего значения сварочного тока при колебаниях напряжения питающей сети +5 до –5% | ±3 | ||
| Пределы регулирования длительности сжатия сварочного цикла, с | 01~199 | ||
| Пределы регулирования длительности "Проковка 1" сварочного цикла, с | 01~199 | ||
| Пределы регулирования длительности "Сварка 1" сварочного цикла, с | 01~199 | ||
| Нижний предел регулирования действующего значения сварочного тока, % | 50 | ||
| Пределы регулирования длительности паузы сварочного цикла, с | 01~199 | ||
| Пределы регулирования длительности "Проковка 2" сварочного цикла, с | 01~199 | ||
| Среднее значение напряжения питания клапанов на сопротивление 51±5% Ом, В | 24±2,5 | ||
| Пределы регулирования длительности охлаждения сварочного цикла, с | 01~199 | ||
| Амплитуда импульса включения тиристоров на сопротивление 6,2 Ом ±5%, В | 20±5 | ||
| Число импульсов сварочного тока | (1+9)+1 | ||
| Пределы регулирования длительности предварительного сжатия сварочного цикла, с | 01~199 | ||
| Длительность импульса включения тиристоров на сопротивление 6,2 Ом ±5%, мкс | 200±100 | ||
| Максимальное время модуляции переднего фронта импульса сварочного тока позиции «Сварка 1», с | 0,2+0,08 | ||
| Пределы регулирования длительности "Сварка 2" сварочного цикла, с | 01~199 | ||
| Масса, кг | 6.5 | ||
| Габаритные размеры индивидуальной упаковки (ДхШхВ), мм | 250х230х255 | ||
| Масса в упаковке, кг | 7 | ||
Сопутствующие документы:
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Спасибо, что обратились к нам! Менеджер обязательно свяжется с Вами в ближайшее время.
Подробное описание товара
Регулятор контактной сварки РКС-801М (СЭЛ.0818) предназначен для комплектации контактных электросварочных машин.
Регулятор обеспечивает:
- управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан постоянного тока;
- регулирование длительности позиций сварочного цикла с цифровым отсчетом;
- управление тиристорным контактором и регулирование величины сварочного тока;
- стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети от плюс 5% до минус 10%.
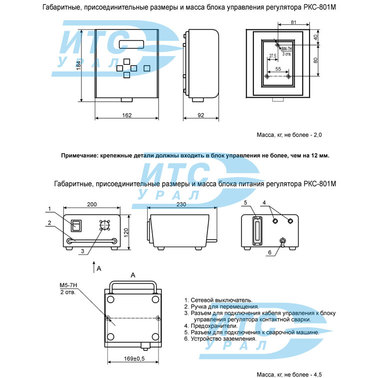
Конструктивно РКС-801 М состоит из двух функциональных блоков: блока управления и блока питания, соединенных между собой кабелем управления. Регулятор подключается к сварочной машине при помощи разъема РШАГКУ-20. На передней панели блока управления расположены органы управления и экран жидкокристаллического индикатора (ЖК-индикатор).
Блок управления регулятора РКС-801М предназначен:
- для управления фазой включения тиристорного контактора;
- для усиления импульсов управления тиристорным контактором, а также для включения клапанов.
- для измерения напряжения и частоты питающей сети.
Блок питания регулятора контактной сварки РКС-801М предназначен:
- для преобразования напряжения питающей сети в напряжение необходимой величины с целью питания блока управления регулятора;
- для понижения напряжения, снимаемого с тиристорного контактора и необходимого для управления его фазой включения.
Управление регулятором контактной сварки РКС проводится путем замыкания и размыкания контактов педали сварочной машины.
Блок управления регулятором контактной сварки РКС-801М выполнен на основе микроконтроллера. Данная конфигурация позволила уйти от дискретных микросхем, снизить энергопотребление и массогабаритные показатели регулятора, повысить его быстродействие и надежность.
На передней панели расположены: ЖК-индикатор, кнопки управления и символы сварочного цикла: сжатие, охлаждение, сварка, проковка, пауза, повышенное усилие, число импульсов сварочного тока, модуляция тока, фазовый нагрев, циклический / одноцикловый режим работы регулятора, которые носят исключительно информационный характер. Символы выделены в отдельную колонку и расположены в левой части панели регулятора.
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
РКС-801, Регулятор контактной сварки

Описание товара
Регулятор контактной сварки РКС-801 предназначен для управления последовательностью действий машин точечной контактной сварки. РКС-801 состоит из пульта управления и блока питания. Код товара: 03217.
| Характеристика | Значение | ||
|---|---|---|---|
| Напряжение питания, В | 2х380 | ||
| Частота, Гц | 50 | ||
| Пределы регулирования длительностей позиций, с | 0,02-2 | ||
| Количество регулируемых позиций сварочного цикла, шт | 8 | ||
| Выходное напряжение для питания клапана, В | 24 | ||
| Масса пульта управления, кг | 1 | ||
| Масса блока управления, кг | 2.5 | ||
| Габаритные размеры пульта управления (ДхШхВ), мм | 184х162х91 | ||
| Габаритные размеры блока управления (ДхШхВ), мм | 240х190х120 | ||
Регулятор контактной сварки РКС-801 предназначен для управления последовательностью действий машин точечной контактной сварки. РКС-801 состоит из пульта управления и блока питания.
РКС-801 cнят с производства, рекомендуем обратить внимание на РКС-801М
Преимущества регулятора РКС-801:
1. Микропроцессорное управление контактной сваркой.
2. Графический цифровой дисплей для отображения режимов и их значений.
3. Энергонезависимая память установленных режимов.
4. Малогабаритный выносной пульт регулятора контактной сварки с безопасным напряжением питания.
5. Стандартный разъем для подключения к контактной машине.
6. Регулирование длительности позиций сварочного цикла с цифровым отчетом.
7. Управление тиристорным контактором и регулирование величины сварочного тока.
8. Стабилизация действующего значения сварочного тока при колебаниях напряжения питающей сети.
9. Современный дизайн и эргономика.
Аналоги к данному товару можно посмотреть и потрогать в специализированных сварочных магазинах
Регулятор для машин контактной сварки РКС - 15- 3
Продажа реостатов, блоков, регуляторов со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на регуляторы РКС-15-3 запрашивайте в отделе сварочного оборудования.

| Производитель: | |
| Напряжение питания, В: | 380 |
| Габаритные размеры, мм: | 285х305х160 |
| Масса, кг: | 8 |
Дополнительно
| потребляемая мощность не более, ВА | 60 |
| отклонение действующего значения сварочного тока от заданного при колебаниях напряжения питающей сети от 0,9 до 1,05 номинального значения не более, % | ± 3 |
| диапазон задаваемых значений COS F | 0,2 - 0,8 |
| Пределы регулирования выдержек времени сварочного цикла, периодов сетевого напряжения: | |
| сжатие 1 | 0 - 99 |
| сжатие 2 | 1 - 99 |
| модуляция | 0 - 99 |
| нагрев 1 (СВ1) | 1 - 99 |
| проковка 1 | 0 - 99 |
| нагрев 2 (СВ 2) | 0 - 99 |
| проковка 2 | 0 - 99 |
| пауза 1 | 1 - 99 |
| Параметры входных сигналов (педаль): | |
| тип входного сигнала | "сухой контакт" |
| напряжение питания постоянного тока, не более, В | 30 |
| сопротивление замкнутого контакта, не более, Ом | 60 |
| Параметры выходных сигналов (Y1, Y2): | |
| остаточное напряжение, не более, В | 2,5 |
| напряжение питания постоянного тока, не более, В | 30 |
| выходной ток, не более, А | 0,5 |
| Параметры импульсов управления тиристорными контакторами: | |
| амплитуда выходного напряжения на сопротивлении нагрузки - 6,2Ом +/- 5%, не менее, В | 15 |
| длительность импульса на уровне 15В, мкс. | 100 - 300 |
Микропроцессорный програмируемый одноплатный регулятор контактной точечной и рельефной сварки РКС - 15 - 3 предназначен для управления циклом сварки сварочных машин переменного тока.
- управление 8 - ми позиционным технологическим сварочным циклом («Сжатие 1», «Сжатие 2», «Модуляция», «Нагрев 1», «Пауза 1», «Нагрев 2», «Проковка 2», «Пауза 2»);
- управление одним тиристорным контактором и двумя электропневматическими клапанами привода сжатия электродов;
- дискретный отсчет времени и регулирование длительности позиций технологического сварочного цикла с дискретностью - 1 период сетевого напряжения;
- регуляторы типа РКС - 15-3 дополнительно обеспечивают многоимпульсный режим сварки с использованием технологических операций - «Обжим» и «Задержка ковки»;
- фазовое регулирование сварочного тока в диапазоне (25 - 100)% от его полнофазного значения;
- параметрическую стабилизацию сварочного тока при колебаниях сетевого напряжения в диапазоне от плюс 5% до минус 10% от номинального значения;
- плавное нарастание переднего фронта первого импульса сварочного тока (режим модуляции переднего фронта первого импульса сварки-«Нагрев 1»);
- работу сварочной машины одиночными циклами или работу в автоматическом режиме (пока замкнута цепь запуска), при этом выдержка времени «Сжатие 1» из последующих циклов исключается;
- работу сварочной машины в режиме шовной сварки.
Степень защиты персонала от прикосновения к токоведущим частям и от проникновения воды IP 42 по ГОСТ 14254 - 96.
По способу защиты человека от поражения электрическим током блок относится к классу 01 по ГОСТ12.2.007.0-75.
Крепление корпуса всех типов регуляторов осуществляется с помощью четырех специальных лап, входящих в комплект поставки вместе с крепежом, и имеющих два варианта крепления - вдоль длинной или вдоль узкой стороны корпуса.
Разъем подключения внешних входных и выходных сигналов и болт внешнего заземления корпуса регуляторов расположены на задней стенке корпуса регуляторов.
Регулятор для машин контактной сварки РКС - 16
Продажа реостатов, блоков, регуляторов со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на регуляторы РКС-16 запрашивайте в отделе сварочного оборудования.

| потребляемая мощность не более, ВА | 60 |
| отклонение действующего значения сварочного тока от заданного при колебаниях напряжения питающей сети от 0,9 до 1,05 номинального значения не более, % | ± 3 |
| диапазон задаваемых значений COS F | 0,2 - 0,8 |
| Пределы регулирования выдержек времени сварочного цикла, периодов сетевого напряжения: | |
| сжатие 1 | 2 - 254 |
| сжатие 2 | 2 - 254 |
| модуляция | 0 - 99 |
| нагрев 1 | 1 - 99 |
| проковка 1 | 0 - 99 |
| нагрев 2 | 0 - 255 |
| проковка 2 | 0 - 254 |
| пауза 1 | 2 - 254 |
| задержка ковки | 0 - 254 |
| Параметры входных сигналов (педаль): | |
| тип входного сигнала | "сухой контакт" |
| напряжение питания постоянного тока, не более, В | 30 |
| сопротивление замкнутого контакта, не более, Ом | 60 |
| Параметры выходных сигналов: | |
| остаточное напряжение, не более, В | 2,5 |
| напряжение питания постоянного тока, не более, В | 24 +/- 2,5 |
| выходной ток, не более, А | 0,5 |
| Параметры импульсов управления тиристорными контакторами: | |
| амплитуда выходного напряжения на сопротивлении нагрузки - 6,2Ом +/- 5%, не менее, В | 15 |
| длительность импульса на уровне 15В, мкс. | 100 - 300 |
регуляторы типов РКС - 16, РКС -16Ш и РКС - 17 обеспечивают автоматическое измерение COSF и настройку на значение COSF сварочной машины.
*Габаритные размеры, без учета горизонтальных размеров лап крепления
Микропроцессорный програмируемый одноплатный регулятор контактной точечной и рельефной сварки РКС - 16 предназначен для управления циклом сварки сварочных машин переменного тока с переменным усилием привода сжатия электродов.
Регулятор выполнен на базе однокристального микропроцессорного программируемого контроллера типа 68 HC 908 AZ 60 и обеспечивает выполнение следующих функций:
- возможность задания технологических сварочных режимов (программ сварки) по стандартным последовательным каналам связи типа RS-232 или CANи управление регуляторами по этим же каналам.
Регуляторы выполняют функции измерения следующих параметров:
- действующего значения сварочного тока (текущее и среднее значения во время нагревов);
- значение COSF вторичного контура сварочной машины - напряжения питающей сети.
На жидкокристаллический индикатор, расположенный на передней панели управления выводится следующая информация:
- технологические параметры программируемых циклов сварки;
- текущее и среднее значения сварочного тока;
- напряжение питающей сети;
- количество сварок (По дополнительному требованию Заказчика).
Разъемы подключения внешних входных и выходных сигналов и болт внешнего заземления корпуса регулятора расположен сзади, на противоположной стороне панели управления.
Читайте также: