Ремонт алюминиевой лодки холодной сваркой
Обновлено: 18.05.2024
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
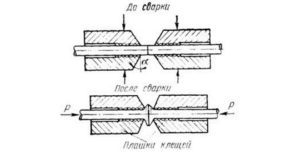
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.
Холодная сварка для алюминия
Для мелких работ по ремонту металлических изделий, когда нужно заделывать трещины, восстанавливать утраченные части, а также залатывать дыры, теперь совсем не обязательно пользоваться сварочным аппаратом. Холодная сварка для алюминия может решить многие проблемы достаточно быстро, удобно, а главное – эффективно. Конечно же, здесь от стандартной сварки только одно название, ведь нагрева и деформации металла здесь не происходит. Холодная сварка для алюминия представляет собой ремонтный стержень, которые имеет наполнитель из алюминия. Он предназначается для ремонта поверхностей деталей, которые не подвержены ржавчине. При нанесении на чистую поверхность он показывает отличные качества склеивания, которые хорошо подходят для металлических изделий.

Холодная сварка для алюминия
Благодаря наполнителю материал обладает такими свойствами, как и тот, что на самом изделии, которое ремонтируется. Свою популярность он обрел благодаря легкости применения, так как для подготовки требуется минимум дополнительных процедур. Основной сферой применения является ремонт оконных алюминиевых рам, деталей автомобилей, судов, лодок, различных емкостей, профилей и прочих вещей. Холодная сварка алюминия может использоваться как в быту, так и в промышленных сферах. Во время использования все требуется смешать и размять до нужной консистенции, а потом заделывать поломки, как пластилином. После некоторого времени высыхания образуется неразъемное соединение, которое позволит изделию прослужить еще долгое время.
Принцип сварки деформациейПомимо вышеуказанного клея существует еще другая холодная сварка для алюминия, которая предполагает использования принципа деформации. Этот метод уже можно отнести к понятию сварки, в отличие от предыдущего. В данном случае деформация получается благодаря давлению, которое воздействует на заготовки, плотно прилегающие друг к другу. Здесь не используется дополнительный нагрев, благодаря чему метод и получил свое название. Пластическая деформация является естественным процессом при сильном сжатии деталей. Это получается за счет сдвига, или так называемого скольжения поверхности материала. Данный процесс можно проводить как при обыкновенной температуре, так и при минусовой, что уже нельзя допускать при использовании клея. Сам процесс происходит мгновенно за счет быстрого схватывания без глубокой диффузии. Это один из самых древних методов сварки, который используется в промышленности и по сей день.
Сильное соединение при этом возникает с помощью дополнительного устройства. Постепенно напряжение между поверхностями начинает возрастать, пока они не начнут свариваться, образуя монолитное соединение. Его качество зависит от чистоты поверхности и физико-механических свойств материала. Такой способ отлично подходит для тех металлов, которые чувствительны к нагреву.
Методы холодной сварки алюминияУ многих людей возникает вопрос, можно ли холодной сваркой заварить алюминий и как это сделать. Все зависит от того, какую именно разновидность клея вы выберете. Существуют варианты, которые состоят из одного бруска. Его следует применять методом разминания, чтобы придать материалу пластичность. Необходимо выделить определенную часть материала, которая понадобится для ремонта, и начать разминать его, как пластилин. Вскоре состав превратиться в мягкую субстанцию, что хорошо поддается лепке и сможет принять любую нужную форму. Ее нужно нанести ровным слоем на поверхность, требующую ремонта и плотно прижать. Для труб желательно использовать стягивающие жгуты, чтобы увеличить надежность и герметичность. После того как все высохнет, жгут можно снимать.
Если клей холодная сварка для алюминия представлена в виде двухкомпонентной жидкости, то здесь следует применять несколько иной метод. Перед использованием компоненты, состоящие из клейкого вещества и металлического наполнителя, следует перемешать в отдельной неметаллической емкости. Все перемешивается до получения однородной пластичной массы. После этого ее наносят шпателем или другим подобным инструментом на то место, которое нужно заделать. Сохнет такой состав зачастую несколько дольше, так что стоит учитывать и этот факт.
Если нужно сделать восстановление утраченной поверхности, то состав наносится не весь сразу, а слоями не более 5 мм. В таком случае, всю процедуру может потребоваться проводить несколько раз, выдерживая полный цикл высыхания. В этом случае можно получить высокое качество соединения, крепость которого будет соответствовать, а иногда даже превышать, оригинальный материал.
Технические характеристикиДанная продукция имеет ряд характерных особенностей, которые определяются ее характеристиками. Конечно же, у каждой марки могут быть свои особенности, но в большинстве случаев характеристики имеют следующий вид:
| Время первичного высыхания, минуты | Время полного высыхания, часы | Минимальный температурный предел эксплуатации, градусы Цельсия | Максимальный температурный предел эксплуатации, градусы Цельсия | Объем упаковки, граммы |
| 30 | 5 | -40 | +300 | 57/115 |
Если применяется холодная сварка для алюминия высокотемпературная, то ее верхний предел может быть выше 700-100 градусов Цельсия. Некоторые дополнительные вещества, которые вносятся в состав, также могут изменять характеристики, но они зачастую являются узконаправленными и встречаются не так часто.
Выбор холодной сваркиПодбор правильной марки во многом определяет качество последующей операции по ремонту. Для этого нужно обращать внимания на определенные параметры, которые вам важны. Здесь нужно найти баланс между ценой и качеством, так как проверенные производители могут предлагать достаточно дорогостоящую продукцию. В первую очередь нужно обратить внимание на температурный режим, в котором может производиться эксплуатация материала. Он должен совпадать или превышать тот, в котором вы будете вести работу.
Далее следует обратить внимание на то, с какими поверхностями может идти взаимодействие. Ведь встречаются составы, предназначенные только для алюминия, но бывают и универсальные. «Обратите внимание! Здесь же не стоит забывать о наличии металлического наполнителя из алюминия. Дело в том, что некоторые универсальные составы, которые подходят и для алюминия в том числе, могут не содержать в себе это металл, хотя и производят его склейку.
Емкость упаковки имеет значение, если вы часто пользуетесь этим веществом. Здесь все просто, так как чем больше материала в ней, тем относительно дешевле он стоит за единицу веса. Упаковка должна быть удобной для хранения и перевозки, ведь нередко приходится использовать холодную сварку для ремонта в дороге и на выезде. Если часто возникает необходимость в срочных ремонтах, то вещество должно иметь быстрый период высыхания. Этот параметр может отличаться в различных марках в несколько раз.
Особенности примененияПолная инструкция к применению каждой разновидности пишется на упаковке, но для данного типа есть ряд своих особенностей, которые нужно знать вне зависимости от представленной марки.
- В первую очередь, когда используется холодная сварка для алюминия в домашних условиях или на работе, все процедуры стоит проводить в специальных защитных перчатках. Следует максимально исключить возможность контакта кожи с материалом.
- Поверхность, с которой ведется работа, должна быть обезжирена и очищена от мусора, налета и прочих лишних вещей. В ином случае качество соединения будет падать.
- При подготовке смеси желательно использовать неметаллические предметы, в том числе и емкости. Если клей предназначен для сцепления металлических деталей, то на таких поверхностях он меньше будет вступать во взаимодействие еще до непосредственного использования.
«Важно! После использования следует тщательно убрать остатки холодной сварки, как с инструментов и места подготовки, так и с мест на деталях, где остались лишние куски. В ином случае, после высыхания от них будет достаточно сложно избавиться.»

Применение холодной сварки для алюминия
Производители и популярные маркиСтоит ознакомиться, какие бывают холодные сварки по алюминию, чтобы сделать правильный выбор.
Особенности соединения алюминия с помощью холодной сварки
Алюминий – широко распространенный металл, он используется в большинстве отраслей промышленности в чистом виде и в сплавах. Несмотря на массу достоинств, есть у материала и недостатки, в частности, существует проблема соединения деталей. Из-за мягкости способ болтового скрепления изделий не подходит, а аргоновая сварка трудоемка и дорога. На помощь мастерам приходит холодная сварка — для алюминия этот метод будет идеален, особенно, если к стыку не предъявляется высоких требований на разрыв и удары.
Для алюминиевых деталей подходят три способа стыкования, все они могут именоваться «холодной сваркой». Первый используется на заводах, иных крупных производствах и основывается на механизме диффузии. Взаимное проникновение частиц металлов друг в друга присуще не только алюминию, но именно у этого материала процесс происходит быстрее. Диффузия металлов достигается путем оказания давления особыми стержнями (пуансонами), в результате формируются новые молекулярные связи, появляется крепкий шов.

Еще один метод соединения компонентов – сварка сдвигом. Здесь давление на заготовки будет не точечным, а сплошным со смещением в горизонтальной плоскости. В данном случае создается соединение на большой поверхности. Для работы используются станки, обладающие высокой силой и прижимной способностью.
В домашних условиях сваривать изделия перечисленными способами можно, но есть технология проще. Это холодная сварка или склеивание алюминия специальными химическими составами. В их основе – эпоксидная смола. Также средства содержат металлический порошок, серу, иные минеральные компоненты и присадки. По внешнему виду они напоминают мастику, пластилин или являются жидкими. Смола способна как бы расплавлять поверхность деталей, обеспечивая молекулам взаимное проникновение. В результате получается надежный, крепкий шов.
Применение холодной сварки
Ремонт и склейка деталей холодным свариванием применяется в промышленности, быту. Метод незаменим в аварийной ситуации, когда нужно срочно починить разрыв трубы, поломку крепления. Чаще всего такая мера будет временной, по мере возможности заплатку снимают и заваривают дефект аргоном либо меняют деталь. Для ремонта автомобилей клеи на основе эпоксидной смолы тоже подходят: ими заделывают бамперы, элементы салона, реконструируют иные детали. Сварка хорошо крепится к корпусу авто, после чего его шлифуют, красят.
В продаже есть высокотемпературные средства, они наносятся аналогичным образом, при эксплуатации могут выдерживать температуры до +1000 градусов. Такие материалы после контакта с огнем становятся еще более прочными.

Можно ли заварить детали из алюминия своими руками? Для создания неразъемного соединения нужно разрушить оксидную пленку, которая присутствует на поверхности металла, а также плотно прижать изделия друг к другу. Это поможет создать новые кристаллические решетки между молекулами в соединениях. Стоит подробнее рассмотреть три возможных метода сварки деформацией, чтобы выбрать лучший.
Точечная сварка
Точечная холодная сварка является самой популярной, для ее проведения не нужны зажимы. Качество готового стыка будет зависеть от выраженности деформации металла в сварной точке. Нормы по соотношению глубины вдавливания к толщине изделия таковы:
- чистый алюминий – 60-70%;
- сплавы алюминия – 75-90%.
Данная методика подходит лишь для деталей не более 1,5 см толщиной, зато они могут быть достаточно габаритными. Листы укладываются внахлест, сдавливаются пуансонами точечно, с определенным интервалом. Недостатком методики является негерметичность стыка.

Шовная сварка
Для выполнения такого способа стыкования деталей нужно особое оборудование – кольцевой пуансон или вращающийся ролик. Путем оказания переменного давления стык становится сплошным. Если требуется односторонняя сварка, ролик может быть неподвижным. Для двухсторонней сварки применяются два подвижных устройства. Механизм помогает сдавить детали на нужную глубину и получить качественный шов.
Недостаток технологии серьезен. Из-за сильного сплошного сдавливания крепость самой конструкции уменьшается. Поэтому методика была усовершенствована и соединила в себе элементы шовной и точечной техник. Стык создается в ходе вращения ролика с выступами, который оказывает давление на детали точечно. Готовый стык является прерывистой цепью сваренных участков, потому конструкция остается прочной.
Стыковая сварка
Метод подразумевает использование зажимных устройств (губок), причем их размеры определяют максимальную длину деталей, чем накладывают на процесс определенные ограничения. Изделия сжимаются своими торцевыми частями и зоной, соприкасающейся с губкой. Далее на опору направляется осевое давление, способствующее формированию прочного шва. Минусом методики можно назвать сложность извлечения устройства из губок.

Для мастера использование клеевых составов является самым доступным методом сваривания алюминия. Такие составы реализуются в любых строительных, хозяйственных магазинах. Лучше сразу покупать средство проверенного производителя, не самое дешевое, иначе сварной шов прослужит недолго.
Выбор клея для сварки
При покупке следует внимательно изучить инструкцию, рассмотрев такие параметры:
- диапазон рабочих температур;
- степень адгезии;
- стойкость к агрессивным условиям.
В отношении алюминия удобнее пользоваться пластилинообразными средствами, особенно, если ремонт производится в экстренном режиме. Все составы являются двухкомпонентными, потому перед применением требуют смешивания составляющих со строгим соблюдением пропорций. Большинство сварок работают при температурах до +130 градусов, некоторые – до +260 градусов. При необходимости можно купить высокотемпературной средство, которое стоит намного дороже.

Пошаговый процесс холодной сварки
Для замешивания массы нельзя применять металлические инструменты, иначе она вступит в реакцию с ними раньше положенного времени. Перед работой нужно надеть средства индивидуальной защиты: перчатки, респиратор, поскольку до застывания испарения эпоксидной смолы вредны для здоровья.
Порядок работы с клеем для сварки таков:
- Обезжирить поверхность. В противном случае качество сцепления сильно пострадает. Для этого этапа лучше применять спирт, ацетон. Полностью высушить поверхность непосредственно перед склейкой.
- Подготовить материал. Из упаковки достать двухслойный брусочек, строго перпендикулярно отрезать кусок необходимого размера. Размять массу пальцами, предварительно смочив перчатки холодной водой. Использовать средство нужно в течение 15-20 минут в зависимости от марки.
- Приложить клей на место будущего стыка. После аккуратного накладывания деталей их надежно фиксируют на 40-50 минут, пока сварка не затвердеет. Лучше не трогать изделия 2-3 часа, а пользоваться ими только спустя сутки, хотя многие производители указывают меньший срок.
- Удалить лишнюю клеевую массу. Пока материал окончательно не застыл, с боков надо убрать вылезший клей при помощи наждачки, острого ножа.
Если необходимо заполнить глубокий дефект, на него последовательно наносят слои толщиной до 0,5 см, дожидаются полного высыхания. Затем повторяют процесс нужное количество раз.
Меры предосторожности
При работе с холодной сваркой обязательным является применение спецодежды, особенно, когда работа ведется в таких условиях:
- в агрессивной среде, местах с повышенной температурой или экологически опасных зонах;
- при регулярной смене условий;
- с сосудами, находящимися под давлением.
Перчатки применяются даже при работе с небольшими кусочками клея для сварки. Он сильно раздражает кожу, потому при случайном попадании ее нужно хорошо промыть с мылом. При проникновении средства в глаза, несмотря на использование защитных очков, их промывают, после обращаются к врачу. В помещении нужно оборудовать вытяжку или обеспечить приток свежего воздуха иным способом, иначе можно получить отравление парами эпоксидной смолы и растворителей.
Преимущества и недостатки клеевой методики
Клей для холодной сварки – удобное приспособление, с ним можно быстро провести ремонт алюминиевых и иных изделий в быту. Если создать сплошной шов, он будет герметичным, влагостойким, практически не подверженным разрушению даже при вибрации (благодаря эластичности). Высокотемпературные составы позволяют склеенным деталям работать в самых тяжелых условиях.
Прочие достоинства метода клеевой сварки:
- простота, отсутствие необходимости опыта работы;
- дешевизна ремонта;
- малое время до начала эксплуатации изделий;
- отсутствие отходов и затрат на электроэнергию;
- возможность создавать швы, заделывать ямки, сколы, царапины;
- возможность сварить алюминий с любыми иными материалами.

Минусом можно назвать то, что сварку нельзя использовать на посуде и иных принадлежностях, контактирующих с пищей. Также детали, которые ежедневно подвергаются ударным нагрузкам, лучше сразу сварить аргоном – прочность клеевого шва быстро снизится. Дешевые составы обычно плохо переносят сильное давление, хотя есть средства, препятствующие даже усилию на разрыв.
Производители и популярные марки
Не стоит покупать составы для сварки неизвестных производителей, лучше клеить детали из алюминия надежными материалами. Выбор марок велик, хорошо себя зарекомендовали следующие:
- Алмаз;
- Mastix;
- Zollex;
- Abro; ;
- Loctite;
- Weicon.

Для деталей авто из алюминия, дюралюминия можно воспользоваться сваркой Полирем-Алюминий (она подойдет и для бытовых нужд). Средство предназначено специально для алюминия и его сплавов, позволяет провести качественный ремонт без сварочного аппарата. Холодная сварка годится для радиаторов авто, кузова, панелей, головок цилиндров, трубопровода. В любом случае, качество шва будет зависеть от предварительной подготовки, соблюдения инструкции и надежности фиксации, чему следует уделить пристальное внимание.
Холодная сварка для алюминия: какая лучше, выбор высокотемпературного состава Холодная сварка для алюминия: какая лучше, выбор высокотемпературного состава
Выбор и применение холодной сварки для ремонта радиаторов и труб отопления
О методе холодного сваривания радиаторов знает любой сантехник. Далеко не каждый раз есть возможность применить горячую сварку, зато ремонт при помощи специальных клеевых составов доступен практически всегда. Холодная сварка для труб отопления пригодится при протечке, поможет ликвидировать проблему быстро и своими руками.
- Холодная сварка – что это, применение для системы отопления
- Состав холодной сварки
- Разновидности сварки
- Способы использования
- Температурные показатели смеси
- Преимущества и недостатки
- Виды и производители
- Инструкция для холодной сварки труб
- Меры безопасности
- Починка чугунного и других видов радиаторов
Холодная сварка – что это, применение для системы отопления
Технология склеивания металлов использовалась еще в древности, в результате создавались неразъемные соединения без риска окисления деталей. Под холодной сваркой понимают технологический процесс соединения изделий без дополнительного нагрева, в результате чего их поверхности подвергаются пластической деформации. Последняя разрушает пленку окислов, которая не ранее не давала металлам состыковаться. Сварка происходит в короткий промежуток времени в результате схватывания. На вид этот клеящий состав напоминает шпаклевку, производится на основе эпоксидной смолы.

Сейчас холодная сварка широко применяется для соединения таких металлов:
- чугун;
- сталь нержавеющая;
- медь;
- олово;
- алюминий;
- никель;
- свинец.
При помощи сварочного клея можно производить ремонт стальных и алюминиевых батарей, чугунных радиаторов, биметаллических радиаторов. Полимерные изделия для трубопровода тоже допустимо заварить таким способом. Речь идет о пропиленовых трубах, которые применяются для монтажа системы отопления. При точном соблюдении технологии возможно заклеить трубу, стояк, радиатор с любым дефектом, хотя прочность стыка будет несколько уступать таковой после электродуговой сварки.
Состав холодной сварки
Клей для металла и пластика производится из эпоксидной смолы – полимера, имеющего высокие прочностные характеристики. Именно эта смола отвечает за однородность, пластичность массы, способность заделать даже минимальные трещинки и заполнить ямки. Эпоксидка может загустеть только при контакте с отвердителем, который идет в комплекте (в некоторых средствах он находится в твердой форме, активируется после попадания на воздух и перемешивания).
В составе холодной сварки есть различные наполнители, оптимизирующие технические свойства: стальной порошок (упрочняющая добавка), сера, пластификаторы. При ремонте радиаторов нужно обязательно обратить внимание на такие добавки, они обязаны быть в замазке.

Разновидности сварки
Все средства, относящиеся к данному виду, делятся на пластичные и текучие. Последние обязательно являют собой двухкомпонентные смеси – один флакон содержит эпоксидную смолу с добавками, второй – отвердитель. Пластичные массы реализуются в тюбиках, флаконах, баночках, ими можно замазать трубу или радиатор без разведения. Масса на вид напоминает пластилин, состоящий из двух брусочков, которые нужно перемешать между собой путем разминания пальцами. Есть возможность отделить небольшой кусочек массы, а остальную часть сохранить до следующей необходимости.
Способы использования
Для ремонта труб нужно приготовить все необходимое – само средство для сварки, ацетон или спирт, наждачку, ветошь и зажимы. Методика заделки радиаторов несколько различается в зависимости от типа сварки – жидкой или пластичной. Важно подобрать подходящее средство, которое годится для труб, находящихся под давлением (металлических или полипропиленовых). Далее надо подготовить, смешать материал, причем с жидкими средствами следует работать быстрее.
Способы применения сварки:
- простое заклеивание дефекта кусочком массы, расплющенной и размятой пальцами;
- использование специальных стекловолоконных тканей, нитей для смачивания эпоксидкой с последующим заматыванием резиной, проволокой или без такового;
- наклеивание на крупный дефект с покрытием металлической заплаткой.

Если течь сильная, можно своими руками сделать состав еще более прочным. Нужно взять любую алюминиевую или бронзовую деталь, немного сточить ее над бумагой, получив металлический порошок. Его нужно добавить в эпоксидную массу, которой потом пропитать витки нитей или ткани.
Температурные показатели смеси
В зависимости от точного состава и конкретного от производителя, температурный диапазон применения сварки может сильно варьироваться. Большинство средств выдерживают замораживание, например, клей Mastix не утратит свойств даже при — 60 градусах. Подавляющее количество дешевых эпоксидок работает только до +150 градусов, потому для сварки радиаторов и труб отопления их использовать можно (работа теплосети обычно осуществляется при +95…+110 градусах).
Более качественные средства выдерживают до +260 градусов, но есть и высокотемпературные смеси – их применяют даже в экстремальных условиях (до +1300 градусов). Хотя нет смысла тратиться на приобретение таких средств, можно купить простой низкотемпературный состав.

Преимущества и недостатки
Технология позволяет устранить течь трубы с высокой надежностью. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Прочие преимущества таковы:
- удобство, легкость методики даже для новичков;
- отличное качество шва, которое зависит, преимущественно, от типа материала, а не от скорости работы;
- отсутствие необходимости в покупке специальных инструментов, оборудования, техники и дорогостоящих материалов;
- минимум энергозатрат;
- противопожарные, противовзрывные свойства эпоксидки;
- низкая стоимость ремонта;
- доступность холодной сварки – клеи продаются в любом магазине.

Минусы у технологии тоже есть. Сварка такого типа не рассчитана на слишком высокие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше применять горячую сварку или менять участок полностью. Важно соблюдать меры подготовки – в противном случае качество сварного шва снизится. Долговечность холодной сварки ниже, чем у стандартного сваривания – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта. По сути, такой ремонт считается специалистами временной мерой.
Виды и производители
Обычно сварка холодным методом применяется, когда финансово нецелесообразно использовать горячий способ либо это затруднительно. Такие ситуации случаются при появлении минимального дефекта, повреждении габаритного изделия, риске серьезных внутренних напряжений в трубе.
Для ремонта можно применять следующие типы средств:
- универсальные – применяются для заклейки металла, пластика, камня, дерева, стекла, бетона и большинства иных материалов;
- автомобильные – если на материале указано, что он выдерживает высокие температуры, то использовать его в ремонте труб разрешается;
- для пластика – обычно термостойкость подобных средств достигает +260 градусов и выше, потому они тоже пригодны для работ.

Не годятся средства с пометкой «для дерева», «для сантехники». Они, как правило, не являются термостойкими, да и качество сцепления будет ниже. Лучше найти конкретную сварку для работы по металлу, пластику с четким указанием температурного режима. Есть даже суперводостойкие средства для работы под водой, их тоже можно использовать для холодной сварки.
Отечественные составы стоят дешевле импортных, но по качеству не уступают последним. Только не стоит брать самую дешевую сварку, она наверняка даст низкое качество сварного шва. Самыми востребованными средствами считаются такие:
- Hi-Gear. Универсальный клей, его часто покупают владельцы авто для заклеивания элементов, подвергающихся серьезным нагрузкам. Такой клей поможет устранить любую течь системы отопления.
- «Титан». Годится для любых материалов, не портится от воздействия воды и высоких температур.
Также спросом пользуются сварки ABRO, «Полимет», «Алма», Wurth Liquid, Permatex Cold Weld.

Инструкция для холодной сварки труб
Для начала нужно качественно подготовить основание. Для этого все участки, на которые будет наноситься смола, очищаются от ржавчины, грязи, старой краски. Обработать их можно наждачкой, чтобы сразу убрать все загрязнения. Слишком стараться не следует, иначе на поверхности останутся глубокие царапины. Зато мелкие потертости будут кстати – они усилят адгезию. Непосредственно перед свариванием детали надо обезжирить растворителем (обычно ацетоном) или помыть с моющим средством. Если есть возможность, нужно просушить стыки феном для волос – нагрев улучшит сцепление.
Клей готовят в зависимости от инструкции. Для изготовки жидкого клеящего состава в смолу добавляют строго отмеренное количество отвердителя. Время жизни состава также указано в инструкции, далее начинается его полимеризация. Обычно период равен 10-15 минут или чуть больше. Немного продлить это время можно путем охлаждения средства.
Пластилинообразные мастики готовят путем разминания руками, предварительно надев перчатки и намочив их водой. От стержня следует отрезать нужное количество материала, остальную массу убрать. Резать надо только строго поперек, иначе соотношение эпоксидки и отвердителя будет неверным. По мере готовности цвет массы станет равномерным, при этом она нагреется из-за выделения тепла.
Ремонт осуществляют таким образом:
- нанести клей на место будущего стыка, прямо в пробоину, чтобы обеспечить проникновение массы вглубь;
- второй вариант – намотать стеклонить, стеклоткань, покрыть жидким составом, уже начавшим немного густеть;
- разгладить средство снаружи маленьким шпателем или иным плоским приспособлением, немного смочив его в воде;
- в течение нескольких минут можно менять положение смеси;
- если пробоина слишком большая, на нее придется посадить металлическую заплатку (прямо на холодную сварку);
- зафиксировать участок на 15-60 минут в зависимости от указаний инструкции, применяя зажим;
- по возможности, нельзя подвергать соединение интенсивным нагрузкам в течение 1-24 часов, хотя для большинства сварок достаточно 1-1,5 часов.
Если ремонт проводится в помещении с низкой температурой, клей надо скатать в шарик и позволить массе внутри прогреться до +40…+50 градусов. Время выдерживания шарика не должно быть больше времени жизни смеси (обычно его не держат более 4 минут). Для эффективного прогревания шарика его надо делать массой не меньше 50 г. Нужно помнить, что для ремонта сложных соединений и узлов лучше сразу воспользоваться горячей сваркой или заменить детали, холодный стык может оказаться ненадежным.
Меры безопасности
После высыхания материал является безопасным для человека, но при работе с ним надо соблюдать осторожность. Все работы проводят в перчатках, не допуская прямого контакта эпоксидки с кожей. Нельзя пользоваться для резки смолы ножом для пищевых продуктов. При контактировании с массой кожу промывают водой с мылом.
Починка чугунного и других видов радиаторов
Работа с радиаторами аналогична заклеиванию дефектов на трубах. Поверхность очищают, обезжиривают. Можно для этой цели применять спирт, нанося его ватным тампоном. Далее берут шарик смолы примерно 2 см диаметром, разминают его, смешивая компоненты. Прижимают смолу к месту повреждения, разглаживают, удерживают ветошью или зажимом.

Обычно на полимеризацию хватает 30-40 минут, но использовать батарею лучше спустя сутки, не раньше. Естественно, подача воды перед ремонтом должна быть отключена. Если требуется удалить свищ, нужно взять стеклоткань и жидкое средство, обмотать участок и надежно проклеить его.
Холодная сварка – отличная временная мера до завершения отопительного сезона. Она поможет устранить течь трубы или радиатора быстро и без хлопот!
Холодная сварка для труб и батарей отопления – виды, свойства и правила применения Холодная сварка для труб и батарей отопления – виды, свойства и правила применения
Читайте также: