Ремонт и обслуживание сварочного оборудования
Обновлено: 05.07.2024
В перечень услуг компании СВАРБИ, предоставляемых в Москве, входит также ремонт сварочного оборудования.
Ремонт сварочных аппаратов выполняется оперативно и качественно. Стоимость услуг весьма умеренна. Ремонт аппаратов выполняется после предварительной их подготовки: очистки от пыли.
В нашем сервисном центре осуществляется ремонт сварочного оборудования по гарантии следующих марок:
Помимо гарантийного ремонта наш сервисный центр осуществляет платный ремонт (не гарантиный случай) сварочного оборудования любых других марок.
- AMI
- AURORA
- AWELCO
- AWI
- BestWeld
- BlueWeld
- BRIMA
- CEA
- Cebora
- Champion
- COLT
- CONTACT
- Daewoo
- DECA
- Elitech
- Elkraft
- ESAB
- EUROLUX
- EWM
- FIT
- FoxWeld
- FRONIUS
- FUBAG
- GYS
- HELPER
- HELVI
- HITACHI
- HUMMER
- HUTER
- KEMPPI
- KOLNER
- KUHTREIBER
- Lincoln Electric
- LInkor Semali
- LORCH
- MERKLE
- Migatronic
- NEON
- Nordberg
- PowerMan
- ProfHelper
- PRORAB
- Quattro Elementi
- Redbo
- Rilon
- RUCELF
- SELCO
- Stanley
- TECNA
- TELWIN
- Triton
- Viking
- WESTER
- WIEDERKRAFT
- Атлант
- БАРС
- Бизон
- ВМЕ
- Диолд
- ДУГА
- ЗУБР
- Интерскол
- Кавик
- Калибр
- Карунд
- Кедр
- КЕДР
- Корд
- Корсар
- Кратон
- Лесник
- Линкор
- Микроша
- Парма
- Патон
- Плазер
- Плазма
- Рекорд
- Ресанта
- Рикон
- Сварис
- Сварог
- Сибирь
- СИМЗ
- Сорокин
- СОЮЗ
- Спец
- Ставр
- СЭЛМА
- Термит
- Титан
- Торус
- ТСС
- Ударник
- Уралтермосвар
- ФЕБ
- Форсаж
- Циклон
- Энергия
- ЭнергоМаш
- Энкор
- ЭСВА
- ЭТА
Выход из строя сварочного оборудования – это еще не повод избавляться от него и тратить массу денег на его замену, так как есть оптимальное решение этой проблемы. Квалифицированные специалисты мастерской «СВАРБИ» осуществляют профессиональный ремонт и обслуживание сварочного оборудования. Это экономически целесообразное решение, которое выгодно по целому ряду причин:
- Широкий профиль оказываемых услуг – специалисты сервисного центра в Москве занимаются гарантийным и послегарантийным ремонтом сварочных аппаратов, выпрямителей, трансформаторов, пуско-зарядных устройств.
- Применение высокотехнологичного оборудования – позволяет не только значительно повысить качество и надежность результата, но и сделать ремонт более оперативным.
- Доставка – заказчик может сам привезти оборудование на пункт приема и забрать его по окончании ремонта, но у него также есть возможность воспользоваться услугами оперативной доставки засчет нашего сервисного центра.
Преимущества сервисного центра «СВАРБИ»
- Ремонтом сварочного оборудования занимаются только квалифицированные специалисты, что обеспечивает исключительно профессиональный подход.
- «СВАРБИ» - это один из крупных в Москве современный сервисный центр, осуществляющий гарантийное и послегарантийное обслуживание.
- Доступные цены, полностью оправданные высочайшим качеством результатов.
Правила обслуживания сварочного оборудования
Сварочное оборудование является звеном технологической цепочки большинства промышленных предприятий. Наряду со всеми другими видами производственного оборудования, сварочная аппаратура охвачена системой планово-предупредительных ремонтов, включающей в себя регулярное проведение процедур текущего технического обслуживания, а также различных видов ремонта, текущего или капитального.
Содержание проверки
Виды мероприятий, относящихся к процедурам технического обслуживания и их периодичность, определяются порядком, изложенным в действующих нормах и правилах. Причем для различных типов оборудования существуют свои нормы, однако есть и общие правила обслуживания.
Электросварочные аппараты, по своей сути являясь электроустановками, должны эксплуатироваться, а также проходить техническое обслуживание в соответствии с действующими нормами, которыми для них являются Правила Технической Эксплуатации Электроустановок Потребителей, содержащие соответствующий раздел. Согласно этим правилам, проверка сварочного оборудования должна проводиться в следующих объёмах:
- проведение внешнего осмотра аппаратов;
- контрольное включение в режиме холостого хода не менее чем на 5 минут;
- замеры величин сопротивления изоляции;
- контроль исправности цепей защитного заземления;
- производство испытаний повышенным напряжением.
Периодические проверки, включающие контроль сопротивления изоляции, внешний осмотр и контрольное включение в рамках технического обслуживания, должны осуществляться при вводе сварочного оборудования в работу после длительного перерыва в эксплуатации.
Также это необходимо делать при обнаружении видимых следов механических или электрических повреждений, но в любом случае, не реже, чем 1 раз в 6 месяцев. Персонал, осуществляющий такие проверки, должен делать записи установленной формы в специально предназначенный для этого журнал.
Нормативы испытаний, проводимых при техническом обслуживании, должны соответствовать изложенным в Приложении 3 Правил, а также инструкциям по эксплуатации и проведению технического обслуживания.
Ремонт и профилактическое обслуживание

Ремонт и обслуживание аппаратов, предназначенных для выполнения сварочных работ, должны осуществляться специалистами, обладающими достаточной квалификацией, входящими в состав специализированных подразделений.
В случае отсутствия на предприятии ремонтного персонала соответствующего уровня, работы должны выполняться на договорной основе ремонтниками профильных организаций.
Сварочное оборудование, наряду с термическим, относится к объектам, являющимся источником повышенной опасности. По этой причине разработаны специализированные нормативные документы, регламентирующие порядок контроля его состояния. Эти положения сформулированы в руководящем документе РД 34.10.127 – 34.
Периодичность осмотров
В соответствии с этим документом, все ремонтные и профилактические мероприятия, относящиеся к обслуживанию сварочного и термического оборудования, должны выполняться в прямом соответствии с графиком, утверждённым главным техническим специалистом предприятия.
Особо подчёркивается важность своевременной поверки технических средств измерений, которыми комплектуются аппараты для сварки. Для этой цели установлено, что в подготовке графиков обслуживания сварочной техники должен принимать участие специалист, ответственный за метрологию на предприятии.
Таким образом, плановая остановка оборудования на ремонт или техническое обслуживание должно быть приурочено к сдаче измерительных приборов в поверку.
Согласно нормативам, устанавливаемым данным руководящим документом, в рамках обслуживания необходимо регулярно проводить мероприятия по текущему контролю технического состояния оборудования:
- сварочные аппараты переменного и постоянного тока (трансформаторы и выпрямители) осматриваются два раза в месяц; подлежат осмотру 1 раз в неделю;
- аппараты для автоматической и полуавтоматической сварки осматриваются ежедневно.
Факт проведения проверки (осмотра), а также полученный результат, фиксируется в журнале установленной формы.
Особые проверки
Особая форма проверки устанавливается при контроле вновь поступающего оборудования, оборудования, вышедшего из ремонта, а также, простаивающего более трёх месяцев.
В этих ситуациях осуществляется проверка наличия и комплектности технической эксплуатационной документации аппарата (паспорт, инструкция по эксплуатации, схемы).
Производится визуальный контроль технического состояния оборудования, если аппаратура новая, удаляются излишки смазки, снимается транспортный крепёж, при его наличии осуществляется протяжка ослабленных болтовых соединений.
Проверяется наличие действующей (то есть, не просроченной) отметки (наклейки) поверяющей организации на корпусах измерительных приборов. При необходимости, отметка о сроке проведённой поверки делается в соответствующей графе паспорта оборудования.

Измеряется уровень электрического сопротивления изоляции. Необходимо также включить оборудование для определения его рабочего состояния.
Замеры сопротивления изоляции проводятся между обмотками (для трансформаторов и выпрямителей), а также между каждой обмоткой и корпусом оборудования.
При этом следует руководствоваться рекомендациями, изложенными в технической документации прибора. Если в инструкции по эксплуатации отсутствует описание методики проведения испытаний, проводить их следует в соответствии с ГОСТами. Так, автоматические сварочные аппараты испытываются в соответствии с нормами ГОСТ 8213.
Полуавтоматические сварочные устройства – по нормам ГОСТ 18130. Испытания устройств на основе сварочного инвертора проводятся по ГОСТ 7237. Аппараты переменного тока (трансформаторы) – по ГОСТ 7012.
Электрические генераторы в рамках обслуживания подлежат испытаниям по ГОСТ 304. Аппараты, использующие выпрямленный сварочный ток – по ГОСТ 13821.
Сварочные аппараты частных владельцев
Для того чтобы сварочное оборудование в мастерской частного владельца работало надёжно, за ним должен осуществляться надлежащий уход. Бремя выполнения ремонта и технического обслуживания в данном случае лежит на самом владельце.
Наиболее распространённый тип сварочного оборудования, находящегося в частном владении, это инвертор для выполнения ручной электродуговой сварки. Как проверить его работоспособность, подробно написано в прилагаемой к нему инструкции.
Для долгой и успешной эксплуатации такого аппарата следует соблюдать несколько простых правил. Режим нагрузки аппарата не должен превышать рекомендованный инструкцией по эксплуатации.
Корпус прибора и дополнительные аксессуары (провода, зажимы, электрододержатель) нужно содержать в чистоте. Состояние элементов, подверженных износу, необходимо постоянно контролировать и своевременно заменять. Это относится к держателю электродов и зажимам для деталей.

Периодически, в зависимости от интенсивности эксплуатации изделия, необходимо проводить процедуру технического обслуживания сварочного оборудования.
В частности, если это сварочный инвертор, нужно иногда снимать крышку корпуса для удаления пыли и нагара, откладывающихся на поверхности радиаторов охлаждения электронных компонентах схемы.
Для этого можно воспользоваться мягкой кистью, или продуть пылесосом. Скапливающаяся внутри корпуса пыль препятствует нормальному отводу тепла от нагревающихся силовых элементов, что может послужить причиной преждевременного выхода их из строя.
Элементы схемы инвертора принудительно охлаждаются вентилятором. Обслуживание кулера заключается в очистке его лопастей от пыли и смазке подшипника жидкой смазкой.
Признаком того, что пора провести техническое обслуживание, является увеличение громкости работы вентилятора. Это вызывается нарушением балансировки устройства накопившейся на вращающихся лопастях грязью.
При каждом обслуживании, сопровождающимся вскрытием корпуса, кроме очистки от пыли следует проверять затяжку винтовых креплений деталей, не допуская их разбалтывания.
Обслуживание сварочного оборудования
Сварочный аппарат УДГУ-302
Основные термины и определения
Система технического обслуживания и ремонта техники – Совокупность взаимосвязанных средств, документации технического обслуживания и ремонта и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему.
Техническое обслуживание сварочного оборудования (Профилактическое обслуживание, Технический уход) – Комплекс операций по поддержанию исправности оборудования.
Ремонт – Комплекс операций по восстановлению исправности или работоспособности изделий.
Периодичность технического обслуживания (ремонта) – Интервал времени или наработка между данным видом технического обслуживания (ремонта) и последующим таким же видом или другим большей сложности. (Примечание: под видом технического обслуживания (ремонта) понимают техническое обслуживание (ремонт), выделяемое (выделяемый) по одному из признаков: этапу существования, периодичности, объему работ, условиям эксплуатации, регламентации и т.д.).
Периодическое техническое обслуживание – Техническое обслуживание, выполняемое через установленные в эксплуатационной документации значения наработки или интервалы времени.
Регламентированное техническое обслуживание – Техническое обслуживание, предусмотренное в нормативно-технической или эксплуатационной документации и выполняемое с периодичностью и в объеме, установленными в ней, независимо от технического состояния изделия в момент начала технического обслуживания.
Плановое техническое обслуживание – Техническое обслуживание, постановка на которое осуществляется в соответствии с требованиями нормативно-технической или эксплуатационной документации.
Капитальный ремонт – Ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые.
Средний ремонт – Ремонт, выполняемый для восстановления исправности или частичного восстановления ресурса изделия с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей.
Плановый ремонт – Ремонт, постановка на который осуществляется в соответствии с требованиями нормативно-технической документации
Требования нормативных документов по обслуживанию сварочного оборудования
Эксплуатация сварочного оборудования должна производиться в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» (ПТЭ).
Требования Правил технической эксплуатации электроустановок потребителей:
- П.1.2.3 Для выполнения обязанностей по организации эксплуатации электроустановок руководитель назначает ответственного за электрохозяйство организации;
- П. 3.1.21 На предприятии должна действовать система технического обслуживания и ремонта СО (установок), разработанная и осуществляемая с учетом ПТЭ, инструкций по эксплуатации СО, указаний завода изготовителя и местных условий;
- П. 3.1.22 Сопротивление изоляции измеряется не реже 1 раза в 6 месяцев, а также при длительных перерывов в работе и механических повреждениях;
- П. 1.6.10 Установленное оборудование должно обеспечиваться запасными частями и материалами. Состояние, условия поставки, хранение контролируется ответственным за энергохозяйство
Система обслуживания и ремонта сварочного оборудования (ППР) в организации включает:
- наличие ответственного за электро хозяйство, который обязан обеспечить своевременное и качественное техническое обслуживание и планово-предупредительный ремонт (П.1.2.6. ПТЭ);
- наличие ответственного за эксплуатацию сварочного оборудования В соотв с п. 3.1.23 ПТЭ при наличии службы Гл. сварщика ответственность возлагается на него, который «Возглавляет разработку графиков проведения планово-предупредительного и капитального ремонта сварочного оборудования»;
- наличие графиков ППР, составленных ответственным за энергохозяйство, утвержденные техническим руководителем Потребителя (п. 1.6.3. ПТЭ)
Графики ППР должны предусматривать проведение текущих ремонтов (обслуживание), средних и капитальных. Так, для источников обще промышленного назначения рекомендуется следующая последовательность плановых ремонтов: пуск (К) – Т – С – Т – С – Т – С – Т – К. При этом период между ремонтами устанавливается в зависимости от сложности оборудования, условий эксплуатации, интенсивности работы. Т –от 3 до 6 месяцев, С- от 1-3 года, К- 3-6 лет. Так что меж ремонтный цикл от одного капитального ремонта до другого составляет срок службы сварочного аппарата, составляющий, как правило — 6 лет. В паспортах на отдельные марки оборудования указываются периоды обслуживания и объемы работ , например, для ВДУ 506 один раз в месяц проводится очистка от пыли и проверка состояния контактов, один раз в 3 месяца проверка блоков управления.
В сответствии с п. 1.6.7 ПТЭ СО, выработавшее срок службы, указанный в паспорте, должно пройти техническое освидетельствование, комиссией возглавляемой техническим руководителем. с целью оценки состояния, установления сроков дальнейшей работы и условий эксплуатации.
Результаты работы комиссии должны отражаться в акте и технических паспортах сварочного оборудования с обязательным указанием срока последующего освидетельствования.
Сварочное оборудование, выработавшее установленный технической документацией срок эксплуатации и не проходившее техническое диагностирование, должно быть выведено из эксплуатации. До списания экономично выполнять не более 1 — 3 капитальных ремонтов.
Внеплановый ремонт источника назначают при выявлении его неработоспособного состояния
Ежедневное обслуживание источника выполняется сварщиком перед началом работы. Он осматривает источник для выявления внешних повреждений, проверяет наличие заземления, крепление сварочных кабелей и герметичность газовых и водяных коммуникаций. Выявленные замечания докладывает мастеру.
Периодическое обслуживание выполняется электротехнологическим персоналом (наладчиком, электриком службы энергетика цеха).
Текущий ремонт, как правило, выполняется наладчиком прямо на посту сварки без полной разборки, но с отключением от сети. При этом устраняются неисправности путем замены или восстановления отдельных частей, что и обеспечивает работоспособность источника до более серьезного ремонта.
Средний ремонт выполняется, как правило, на ремонтном участке, при этом ресурс источника восстанавливается путем замены или восстановления неисправных его частей.
Капитальный ремонт может выполняться на ремонтном участке или на специализированном ремонтном предприятии. При этом добиваются исправности источника с полным восстановлением его ресурса. Для этого приходится заменять и восстанавливать любые части источника, в том числе базовые, такие как обмотки трансформаторов, блок управления, выпрямительные блоки и т.п.
В соответствии с требованиями НТД на сварочные работы на ОТО в части эксплуатации СО все виды ремонта должны быть отражены в «Журнале учета состояния СО» с указанием заменяемых элементов.
Размещение, подключение, заземление СО должно удовлетворять требованиям ПТЭ, ПУЭ,и ПОТ РМ 020.
Контрольно-профилактические работы по обслуживанию сварочного оборудования
Техническое обслуживание содержит регламентированные в паспорте или НТД операции для поддержания исправности изделия в течение всего его срока службы. В техническое обслуживание в зависимости от вида СО входит контроль его технического состояния (в том числе измерение сопротивления изоляции), очистка, смазывание, крепление болтовых соединений, замена некоторых изнашивающихся частей изделия (например, подающих роликов), регулировка и т.д.
Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на:
- ежедневные;
- ежемесячные;
- полугодовые;
- годовые.
Контрольно-профилактические работы должны производится периодически.
При ежедневном обслуживании необходимо:
- Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
- Проверить заземление источника питания.
- Проверить надёжность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
- После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно (1 раз в месяц) нужно:
- Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
- Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надёжный электрический контакт.
- Проверить надёжность всех винтовых соединений.
- Проверить затяжку крепления силовых катушек.
- Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на и хповерхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
- Проверить сопротивление изоляции токоведущих частей.
- Проверить состояние блока управления, фильтра защиты от радиопомех защитных цепей нужным способом, установить отсутствие механических повреждений конденсаторов.
- В сварочных преобразователях нужно проверить состояние коллектора, а в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
- Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налёта металлических частиц.
- Смазать тугоплавкой смазкой все трущиеся места.
- В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить её.
Один раз в год нужно:
- Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
- Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утверждённых главным инженером. В графиках, помимо сроков (дат)контроля, указываются фамилии лиц, ответственных за проведение этих операций.

Сварочный аппарат ВД252
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности

Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.

При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.

К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.

Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.

Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Залог надёжности и долговечности оборудования для проведения сварочных работ – его регулярное обслуживание. Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта. Заказать техническое обслуживание оборудования для сварки можно, обратившись в специализированный сервисный центр. В некоторых случаях решить задачу могут и сами владельцы аппаратов. Для этого нужно иметь определённые знания и навыки, т.к. любая самостоятельная попытка провести обслуживание аппарата может привести к негативным последствиям.

Выполнение контрольно-профилактических работ
Для разных типов сварочных устройств действуют свои нормы, но есть и общие правила техобслуживания. В соответствии с ними нужно делать следующее:
проводить внешний визуальный осмотр аппарата;
проверять заземление источника питания;
замерять величины сопротивления изоляции;
выполнять контрольное включение в режиме холостого хода на 5 минут и более;
контролировать исправность цепей защитного заземления;
производить испытания повышенным напряжением;
тщательно удалять пыль и грязь;
проверять надёжность винтовых соединений;
смазывать тугоплавкой смазкой все трущиеся части и др.
Проводить периодические проверки необходимо во время ввода аппарата в эксплуатацию после долгого хранения и в случае обнаружения явных следов повреждения, но не реже одного раза в 6 месяцев. Специалисты, которые осуществляют проверку, должны делать соответствующие записи в журнал установленной формы.
Обслуживание сварочного оборудования может быть регламентным и аварийным. Первое проводится для профилактики и предупреждения возможных проблем, второе – при возникновении поломок.
В каких случаях требуется ремонт
Проведение ремонта – это многоэтапный процесс, который начинается с диагностики и заканчивается устранением обнаруженных поломок. Любые отклонения в функционировании сварочного аппарата могут стать основанием для проведения ремонта. Самые распространённые признаки, которые указывают на неисправности:
оборудование начало перегреваться;
сварочная дуга отсутствует или её технические показатели нестабильны;
у электродов появился эффект «залипания»;
аппарат перестал включаться.
Причины подобных поломок разнообразны. Это может быть износ отдельных узлов оборудования: охлаждающего вентилятора, проводов, контактов, платы и др. Неисправности могут возникнуть и в том случае, если прибор используется с нарушением требований к его эксплуатации. Другие причины: отклонение показателей напряжения, механические повреждения и удары.
Мероприятия по обслуживанию и ремонту оборудования должны проводиться только квалифицированными специалистами. Также не нужно забывать, что сварочный аппарат относится к категории оборудования, которое требует особой осторожности в использовании.
Периодичность осмотра оборудования
Выполняя обслуживание сварочного оборудования, особую важность нужно уделять своевременной поверке измерительных средств, которыми оно укомплектовано. Для этого к работе должен привлекаться специалист, который отвечает за метрологию.
Мероприятия по контролю за техническим состоянием оборудования проводятся в соответствии со следующей периодичностью:
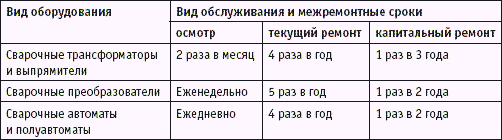
Проведение особых проверок
Особая форма проверки необходима при контроле оборудования: вновь поступающего на предприятия, вышедшего из ремонта и простаивающего более 3 месяцев. В таком случае специалисты проверяют комплектность эксплуатационной документации оборудования. Она должна включать:
инструкцию по эксплуатации;
Если аппарат новый, то выполняется визуальная проверка его технического состояния, удаление излишков масла и транспортного крепежа. Также необходимо проверить наличие действующей наклейки (отметки) поверяющей компании на корпусе каждого измерительного прибора.
Обязательно измеряйте уровень электрического сопротивления изоляции. Это делается между обмотками (для выпрямителей и трансформаторов), а также между корпусом устройства и каждой обмоткой. Руководствуйтесь рекомендациями, которые изложены в технической документации, прилагаемой к аппарату. Если ничего о проведении испытаний в ней нет, то действуйте в соответствии с ГОСТами:
Для автоматических аппаратов – ГОСТ 8213.
Полуавтоматические устройства – ГОСТ 18130.
Электрические генераторы – ГОСТ 304.
Аппараты, в которых используется выпрямленный сварочный ток – ГОСТ 13821.
Рекомендации для частных владельцев сварочных аппаратов
Корпус устройства, электродержатель, зажимы и провода необходимо держать в чистоте. Элементы, которые подвержены наибольшему износу, нужно регулярно осматривать и своевременно менять на новые. К ним относятся держатель электродов и зажимы для деталей.
Особое внимание уделите сварочному инвертору. Увеличение громкости работы вентилятора говорит о том, что пора провести техобслуживание оборудования. Причина этому – нарушение балансировки устройства за счёт грязи, которая накопилась на вращающихся лопастях. В таком случае нужно убрать крышку корпуса и удалить пыль с поверхности радиаторов охлаждения. Используйте пылесос или мягкую кисточку. У кулера нужно удалить пыль с лопастей и смазать подшипник.
После каждого обслуживания, которое сопровождается вскрытием корпуса, обязательно проверяйте затяжку винтовых креплений. Не допускайте, чтобы они разболтались.
Читайте также: