Ремонт и сварка бензобака
Обновлено: 05.10.2024
Топливный бак является основной деталью системы питания автомобиля, отвечающей за хранение топлива и его передачу через систему насосов и фильтров к устройству, готовящему горючую смесь (карбюратору или инжектору).
Очевидно, что основной неисправностью бензобаков являются течи, которые могут появляться по трем причинам:
- из-за действия коррозии на металлические баки;
- в результате механических повреждений (сильные вибрации, трение об асфальт, удары гравия и т. п.);
- в результате естественного старения материала, например, постепенного появления пористости в пластиковых баках.
На практике все факторы действуют одновременно, не только повышая риск остаться без источника энергии в дороге, но и снижая пожарную безопасность транспортного средства. Указать на проблему может стрелка уровня топлива – если вы заметили, что она движется слишком быстро или периодически «проваливается» вниз, лучше остановиться и осмотреть все элементы системы питания. Запах бензина в салоне и характерные «радужные» лужи в районе задней оси — верные признаки течи.
Общие правила ремонта бензобака
Обнаружив неисправность топливного бака, сразу же заглушите автомобиль и отключите зажигание – высокие температуры и электрические искры легко могут привести к возгоранию не только жидкого топлива, но и его паров. Вооружившись фонариком, мягкой щеткой и ветошью отправляйтесь искать течь. Обратите внимание: щетки с металлической щетиной категорически запрещается использовать при любом виде работ вблизи от легковоспламеняющихся материалов. Дальнейший алгоритм действий прост:
- Слейте топливо из бака в чистую емкость достаточного объема. Определите материал изготовления детали (твердый или мягкий пластик, сталь или алюминий).
- Осмотрите и ощупайте нижнюю и боковые поверхности бака. Заметная течь или едва ощутимая влажность укажут на приблизительное место пробоя.
- Если бак поврежден в труднодоступном месте, снимите его с автомобиля. В большинстве случае возможен ремонт без снятия.
- С помощью мягкой щетки очистите зону повреждения и прилегающие к ней поверхности от дорожной грязи, пыли и солей.
- В случае необходимости удалите истонченный коррозией материал, задиры и стружку; осторожно подровняйте кромки сколов и тещин.
- Проанализируйте размер и характер повреждения, после чего принимайте решение о целесообразности и способе ремонта.
Во всех случаях, кроме обширной коррозии и длинных сквозных трещин, ремонт обойдется дешевле, чем установка нового топливного бака. Некоторые простые поломки можно устранять незамедлительно, в чем хорошо помогают самозастывающие композитные материалы. Об одном из них сегодня и пойдет речь.
Ремонт бензобака холодной сваркой
Дорогостоящий ремонт топливного бака на СТО не всегда оправдан, а порой и вовсе невозможен. К примеру, как быть, если топливо начало вытекать на загородной трассе вдали от крупных населенных пунктов? На такой случай лучше всегда возить с собой хотя бы одну упаковку холодной сварки, которая, хоть и не обеспечит такой же надежности, как профессиональная пайка детали, легко справится как с небольшими течами, так и с относительно обширными зонами ржавления. Главное – выбрать правильный материал и уметь им пользоваться.
Выбор марки холодной сварки
Если холодная сварка используется для восстановления герметичности бензобака, она должна обладать высокими эксплуатационными характеристиками, среди которых особую роль играют:
- высокая прочность при средней упругости и эластичности;
- хорошие адгезирующие свойства;
- стойкости к вибрациям;
- стойкость к химическим средам.
Последний пункт наиболее важен, ведь бензин и присадки, входящие в состав, способны достаточно быстро разрушать структуру некоторых эпоксидных составов. Поэтому на выбранной вами упаковке холодной сварки обязательно должна стоять пометка «Бензостойкий» или «Стойкий к агрессивной среде».
Поговорка «скупой платит дважды» актуальна и в случае выбора холодной сварки для бензобака. Лучше приобрести качественный состав отечественного или западного производства, чем дешевые китайские продукты, способные нивелировать все усилия по восстановлению детали. Хорошим выбором будут:
- холодные сварки ТМ «Момент» – лучшее соотношение цены и качества, подойдут как для металлических, так и для пластиковых баков;
- AVS AVK-110 – недорогой универсальный состав, рекомендованный для герметизации пластиковых емкостей;
- «Поксипол» – прочная холодная сварка для металла, стойкая ко всем видам топлива, хорошо подходит для армирования при проведении крупных ремонтов;
- Abro Steel – прекрасное решение для быстрого устранения одиночных и множественных течей небольшого диаметра.
Все перечисленные холодные сварки лучше приобретать в виде двух отдельных брусков или тюбиков, содержимое которых смешивается непосредственно перед выполнением работ. Стержневые материалы менее эффективны, хоть и стоят на порядок дешевле.
Подготовительные работы
Перед восстановлением топливного бака холодной сваркой поврежденные поверхности защищают до основного материала, кроме зон, в которых сохранился естественный слой лакокрасочных материалов. Использование жестких щеток, наждачной бумаги и электрических инструментов допустимо лишь в том случае, когда из бака слиты все остатки топлива и удалены взрывоопасные пары. Если на подготовленной поверхности имеются следы, их удаляют специальным ингибитором. Прохудившиеся места удаляют, кромки трещин и сколов осторожно разделывают внутрь.
Следующий этап – придание материалу необходимой шероховатости. Ни одна холодная сварка не обеспечит должной адгезии на отполированном до блеска металле или пластике, поэтому обилие мелких царапин только положительно скажется на качестве ремонта.
На завершающей стадии подготовки, то есть непосредственно перед нанесением эпоксидных составов, поверхность обезжиривают химическими средствами. Использование бензина, керосина и других нефтепродуктов недопустимо, так как они оставляют тонкие масляные пленки. Хорошо подойдет спирт или растворитель.
Технологии холодной сварки бензобака
Самое простое решение – обильно замазать течь в несколько слоев. Такая методика допустима лишь для небольшого локального ремонта мелких повреждений, она крайне недолговечна, но все же позволит доехать до СТО. Лучшего результата можно добиться, используя стеклоткань или даже плотную чистую ветошь. В этом случае необходимо выполнить следующее:
- Подготовить поверхность бензобака так, как описано в предыдущем разделе.
- Измерить поврежденную зону и вырезать из армирующего материала (ткани, стеклоткани, марли, пластиковой сетки) латку нужного размера.
- Смешать компоненты холодной сварки в пропорции, указанной на упаковке. Разминать материал нужно влажными руками, лучше предварительно надеть перчатки. Некоторые марки сварки заранее подогреваются.
- Как только материал станет полностью однородным, нанесите его тонким слоем на прилегающие к прорехе поверхности. Приложите армирующий материал и вдавите его в клеевой состав так, чтобы сохранялся небольшой натяг.
- После полузастывания холодной сварки наносят ее следующий слой, на этот раз так, чтобы он полностью перекрыл армировку.
- В зависимости от размера прорехи накладывают один-четыре армирующих слоя так, как описано в пунктах 4 и 5. Каждый новый слой должен быть на 1,5-3 см шире предыдущего.
- Дождитесь полного застывания всех слоев холодной сварки, после чего проверьте бак на герметичность.
- Убедившись, что проблем с герметичностью нет, зачистите поверхность латки мелкой наждачной бумагой и прокрасьте вместе с остальным баком нитрокраской в несколько слоев.
Грамотно проведенный ремонт топливного бака холодной сваркой позволяет надолго избавиться от проблем течи, зачастую он не менее эффективен, чем выполненная в домашних условиях пайка. Кроме пластичной холодной сварки, можно воспользоваться и жидкими эпоксидными составами.
Как починить бензобак с помощью сварки

О СВАРКЕ
В процессе эксплуатации автомобиля возможно повреждение резервуара для хранения топлива, приводящее к течи горючего. Перед тем как заварить бензобак, необходимо демонтировать емкость и удалить взрывоопасные пары. Технология ремонта зависит от материала стенок бака (пластик или металл).
Причины нарушения целостности бензобака
Для хранения запаса горючего на автомобилях применяется резервуар сложной геометрической конфигурации, скрытый в нише под задними сиденьями. В некоторых машинах (например, в Жигулях с приводом на задние колеса) емкость находится внутри багажника за крылом.
Расположенный под днищем бак можно повредить при неаккуратном движении по грунтовой дороге, стальные емкости подвержены воздействию коррозии (как снаружи, так и изнутри).
Дополнительной причиной деформации и появления трещин в резервуарах является неисправность системы вентиляции.
Коррозия
Вода попадает в резервуар вместе с бензином или дизельным топливом, оседает в нижней части, разрушая металлические стенки. Внешняя часть емкости под днищем подвергается воздействию дорожных реагентов и грязи, что приводит к повреждению защитного покрытия и появлению очагов коррозии. Если бак изготовлен из химически инертного пластика, то поверхности не повреждаются водой и растворами солей.

Механическое повреждение
При движении по неровной дороге возможно повреждение резервуара камнями или ветками деревьев. На металлических емкостях образуются вмятины с микротрещинами, через которые начинает течь горючее. Пластиковые конструкции могут треснуть при сильном ударе или разорваться об острую кромку камня.
Неисправная система питания
Топливо забирается из резервуара механическим или электрическим насосом (зависит от года выпуска машины), падение давления внутри бака компенсируется через вентиляционный канал.
При засорении трубки давление внутри емкости падает, а стенки деформируются под воздействием атмосферы.
При отпирании заправочной горловины или после остановки двигателя резервуар принимает первоначальную конфигурацию, при последовательных циклических деформациях на стенках появляются усталостные трещины.
Правила ремонта топливного бака
Перед проведением сварки топливного бака (вне зависимости от типа горючего) необходимо соблюдать правила:
- все работы следует производить на емкости, снятой с автомобиля;
- перед началом пайки или сварки необходимо удалить жидкое топливо и пары;
- перед обработкой пламенем газовой горелки или дуговой сваркой рекомендуется заполнить резервуар водой, что устранит риск воспламенения остатков паров горючего.
Снятие бензобака
Для демонтажа необходимо:
- Довести уровень горючего до момента включения контрольной лампы аварийного остатка.
- Вынуть предохранитель топливного насоса и запустить двигатель для выработки топлива из магистрали.
- Отсоединить трубку и отключить кабели питания помпы и датчика уровня.
- Снять металлические хомуты и аккуратно вынуть бак (машину следует установить на эстакаду).
Алгоритм снятия зависит от конструкции транспортного средства. На карбюраторных автомобилях сброс давления не требуется, достаточно отсоединить трубки и кабели от модуля в корпусе резервуара. Затем потребуется отвернуть болты крепежных хомутов, демонтировать резервуар.
.jpg)
Промывка и очистка
Для удаления остатков бензина или солярки необходимо:
- Отвернуть пробку и аккуратно слить горючее в воронку, установленную в горловине канистры.
- Снять топливный модуль и собрать остатки огнеопасной жидкости шприцем или медицинской грушей.
- Выдержать резервуар на открытом воздухе на протяжении нескольких часов. Некоторые владельцы практикуют продувку бака потоком воздуха, подаваемым от бытового пылесоса, либо подключают источник углекислого газа (например, из огнетушителя). Допускается выпаривание резервуара потоком выхлопных газов, подаваемых по эластичному шлангу от наконечника глушителя другого автомобиля. Для окончательного удаления остатков топлива необходимо несколько раз промыть емкость проточной водой.
Выявление места течи
Для определения места течи необходимо установить на место топливный модуль, закрыть вентиляционные каналы и установить пробку с магистралью, подключенной к компрессору.
Внешнюю часть емкости следует покрыть мыльным раствором, при подаче избыточного давления (до 1,5 атм.) выходящий через трещины воздух станет надувать пузыри. Мастеру необходимо отметить поврежденный участок маркером или быстросохнущей краской.
Как запаять: основные правила
Металлические резервуары можно отремонтировать по технологии пайки оловянно-свинцовыми припоями:
Сварка полуавтоматом или аргонодуговым методом
Для восстановления целостности стальных баков возможна заделка трещин полуавтоматом с подачей защитного газа в зону сварки. Емкость предварительно промывают, заполняют водой либо обеспечивают непрерывную подачу углекислого газа (для предотвращения формирования взрывоопасных смесей). Место сварки предварительно очищают от следов грязи и масла, очистка шва от окалины не требуется.
Рекомендуется нанести слой грунта и покрыть бак краской или мастикой, снижающей скорость внешней коррозии (защитить резервуар от воздействия воды изнутри невозможно).
Ремонт топливного бака с помощью холодной сварки
Если использование сварочного аппарата невозможно (например, требуется экстренный ремонт в полевых условиях), то восстановить герметичность бака можно с помощью составов на основе эпоксидной смолы. Материал наносят на поврежденный участок, введенный в состав отвердитель обеспечивает полимеризацию состава.
Холодная сварка обладает хорошей адгезией к очищенному металлу, но не выдерживает вибраций и механических воздействий.
Если трещина расположена под крепежным хомутом, то ремонт топливного бака холодной сваркой невозможен.
Как выбрать сварку
При подборе композитного материала для заделки трещины необходимо использовать смеси, устойчивые к воздействию нефтепродуктов. Эта информация указывается производителями на упаковках. Примером является холодная сварка Mastix Aqua, специально разработанная для восстановления герметичности топливных баков, изготовленных из стального листа или формованных из пластика. После соединения компонентов массу наносят на поверхность (допускается обработка влажных или покрытых топливом стенок), полимеризация происходит за 1,5 часа (при +20°С).
.jpg)
Инструкция по заделке трещины
Для восстановления герметичности бака холодной сваркой необходимо:
- Найти место течи топлива, если доступ к трещине ограничен, то понадобится слить горючее и демонтировать резервуар с автомобиля.
- Очистить поверхность от грязи и счистить рыхлую краску и продукты коррозии щеткой или наждачной бумагой.
- Соединить компоненты сварки в пропорции, указанной производителем. Тщательно перемешать ингредиенты до получения однородной массы. Поскольку холодная сварка имеет ограниченный срок нанесения (7-10 минут после соединения компонентов), то для заделки больших повреждений потребуется подготовить несколько порций замазки.
- Нанести материал на поверхность бака пальцами, плотно прижимая смесь к основанию для устранения щелей и проникновения массы в неровности.
- Выждать 1,5-2 часа (зависит от требований производителя) и установить бак на штатное место. Если резервуар не снимался с автомобиля, то приступить к эксплуатации машины можно после полимеризации холодной сварки. В случае обнаружения повторной течи следует повторить процедуру ремонта без использования термического воздействия либо попытаться заделать трещины другими методами.
Использование эпоксидной смолы
Алгоритм ремонта с использованием эпоксидной смолы:
- Подготовить клей и заготовки для заплатки из стеклоткани. Рекомендуется использовать несколько слоев материала, каждый последующий должен перекрывать предыдущий на 20-30 мм.
- Смешать смолу и отвердитель в рекомендованной производителем пропорции, а затем пропитать первую заплатку в полученной клеевой массе.
- Аккуратно приложить заплатку на поврежденный участок, предварительно очищенный от грязи и следов топлива. При небольшой течи сливать горючее из бака не требуется, при большой необходимо очистить резервуар.
- Выждать 10-15 минут и нанести следующую заплатку, между слоями стеклоткани не допускается образования воздушных пузырей.
- Установить последний слой и обработать поверхность алюминиевой пудрой, которая смешивается с эпоксидной смолой и обеспечивает формирование защитного покрытия.
- Выждать 24 часа для окончательной полимеризации клея и проверить герметичность бака.
Ремонт пластикового бака
С 90-х гг. прошлого века началось массовое вытеснение стальных баков пластиковыми, отличающимися устойчивостью к коррозии и сниженной массой. Дополнительным преимуществом стала возможность изготовления емкостей сложной геометрической конфигурации (для повышения вместимости при расположении внутри ниши под полом кузова).
Используемый при литье полиэтилен имеет высокую механическую прочность и эластичность, резервуар может восстанавливать исходную конфигурацию после удара о препятствие.
Подготовка бензобака
Подготовка резервуара к ремонту состоит из этапов:
- слива топлива и удаления паров;
- промывки бака водой и определения сквозных отверстий;
- заделки трещин клеем или при помощи внешнего термического воздействия;
- проверки на герметичность;
- обратной установки на автомобиль.
Заклеить трещину
Алгоритм ремонта резервуара клеем:
- Очистить поверхность от грязи и обработать наждачной бумагой.
- Протереть ремонтируемый участок обезжиривающим составом.
- Пропитать эпоксидной смолой заплатку из стеклоткани и наклеить элемент на поверхность.
- Аккуратно разгладить заплату, удаляя пузыри воздуха.
- Выждать несколько минут и наклеить дополнительный фрагмент ткани, перекрывающий кромки первичной заплаты на 20-30 мм.
- После полимеризации смолы залить отремонтированный участок битумной мастикой для защиты стеклоткани от воздействия дорожных реагентов.
Пайка
Для пайки необходимы строительный фен, электрический паяльник мощностью 40-60 Вт с плоским жалом и листовой пластик. Обнаруженные трещины требуется предварительно заделать нагретым паяльником. Затем следует нанести полосы пластика, прогревая линию стыка потоком горячего воздуха от строительного фена (температура +330°…+350°С). По кромкам заплатки необходимо пройти паяльником, обеспечивая дополнительную герметизацию.
Для повышения прочности можно нанести еще слой пластиковых полос, направленных перпендикулярно первичной заплате. После завершения пайки восстановленную поверхность необходимо обработать абразивным инструментом. Для пайки используют полиэтиленовые полосы от подкрылков (например, от автомобилей ВАЗ), имеющие толщину не менее 2,5 мм. Ширина и длина заготовок для заплаты подбираются в зависимости от размеров ремонтируемого участка.
Использование заклепки или самореза
Для устранения мелких повреждений в дороге используют винт с кусочком резины, который вкручивают в отверстие в баке. Некоторые владельцы применяют вместо шурупов вытяжные алюминиевые заклепки. Набухающая под воздействием нефтепродуктов резина дополнительно герметизирует поврежденный участок. Технология не отличается высокой надежностью, подходит для экстренного ремонта. Рекомендуется восстановить герметичность с помощью эпоксидного клея или пайки.
Ремонт при помощи электросварки
Восстановить электросваркой возможно только баки, изготовленные из стального листа. После удаления остатков топлива необходимо заполнить резервуар водой, удалить следы ржавчины и грязи с места ремонта, а затем заварить трещину. Поскольку толщина стенки не превышает 1,5 мм, то необходимо установить минимальный сварочный ток, в противном случае возможен прожиг листа. После завершения сварочных работ шов следует очистить от окалины, обработать грунтом, покрыть слоем битумной мастики для защиты от внешних воздействий (дорожной грязи и реагентов).
Проверка герметичности
Для тестирования необходимо закрыть все отверстия в баке и создать избыточное давление в пределах 1,2-1,5 атм. Герметичный резервуар не пропускает воздух, параметр проверяют при помощи манометра.
На внешнюю часть бака можно нанести мыльный раствор, в случае утечки на поверхности будут образовываться пузыри.
В автомобильных хозяйствах резервуары тестируют заполнением керосином, емкость считается герметичной при отсутствии следов течи при выдержке заправленного бака на протяжении 10-12 часов.
Как заварить топливный бак
Течь в бензобаке возникает в результате физического износа либо вследствие повреждений со смятием корпуса. В пустом резервуаре накапливаются пары топлива, поэтому использование сварки и нагрева чревато взрывом. Многие автомобилисты спрашивают, как правильно заварить бензобак. Существует несколько способов ремонта: аргонодуговая и холодная сварка, пайка. Рассмотрим каждый из них подробнее.

О наличии течи свидетельствует повышенный расход топлива и специфический запах в салоне. Даже незначительная трещина является опасной для жизни водителя и пассажиров. Место протечки воспламеняется при попадании искры. Повреждения появляются в результате растрескивания корпуса во время езды, воздействия коррозии. Дефекты возникают при неисправностях в топливной системе автомобиля. Разряженное давление способствует постепенному растрескиванию стенок. Микротрещины постепенно увеличиваются, провоцируя течь. Прежде чем заварить бензобак, необходимо соблюсти правила безопасности:
- обязательно слить бензин или дизтопливо из резервуара;
- тщательно просушить и демонтировать бак, осмотреть на наличие повреждений;
- промыть внутри с использованием специализированных моющих средств;
- после мойки с применением бытовой химии тщательно выполоскать и просушить.
Мойка резервуара позволяет полностью удалить взрывоопасные пары. Способ ремонта подбирается исходя из материала, из которого бак сделан. Аргонодуговая сварка топливного бака пригодна только для металлических емкостей, пластиковые изделия рекомендуется ремонтировать холодной сваркой, горячая пайка — универсальный метод. Рассмотрим детальнее, как заклеить бензобак самостоятельно.
Холодная сварка пригодна для емкостей с твердыми пластиковыми стенками либо для металлических баков. К тонкостенным резервуарам клей плохо прилипает, поэтому такой ремонт будет неэффективным. Клеящий состав подбирают в соответствии с типом материала емкости. Ремонт бензобака холодной сваркой рекомендуется выполнять в перчатках. Трещину очищают от загрязнений и обезжиривают нефрасом.
Двухкомпонентные смеси соединяют в пропорции, указанной производителем. Готовый раствор необходимо использовать в течение 10-20 минут в зависимости от наименования бренда. Клей наносят на поврежденное место послойно и разглаживают, прижимая к поверхности. Через 2-3 часа после ремонта бак готов к использованию. Клей в форме бруска тщательно разминают влажной рукой и замазывают трещину.
Выбор холодной сварки
При выборе холодной сварки необходимо учитывать, что она должна быть устойчивой к бензину. Ней можно заклеивать только мелкие повреждения. Для устранения течи в дороге прекрасно подходит суперклей «Момент» либо подобные специальные составы других производителей. Ветошь нарезают на заплатки, пропитывают клеем и в несколько слоев крепят к пробоине. Такой способ ремонта является временным, он позволяет добраться домой либо к СТО и запаять отверстия капитально.

Для ремонта небольших повреждений своими силами можно применять эпоксидную смолу с отвердителем и стеклоткань. Площадь дефекта обрабатывают наждачной бумагой для повышения адгезии. После высыхания поверхности на трещину накладывают стеклоткань, пропитанную смолой. Каждый последующий слой укладывают после высыхания предыдущего. После отвердения последнего слоя латку обрабатывают антикоррозийным составом.
Пайка
По сравнению с холодной сваркой пайка топливного бака является более устойчивой к механическим воздействиям и внешним факторам. Для устранения течи подготавливают заплатку на 4-5 см больше, чем площадь повреждения. Ремонт пластиковых изделий выполняют по внешней части стенок бензобака паяльником мощностью 250 Ватт. При запайке необходимо подобрать заплатку из такого же материала. Тип пластика указывают на каждой детали. Чаще всего бензобаки изготавливают из ABS, полипропилена либо полиамида.
Для качественного сцепления необходима подложка мелкой армирующей сетки из металла либо меди. Подложку вплавляют в стенку бензобака, равномерно распределяя жидкий пластик по всей поверхности дефекта до появления нового равномерного покрытия. Процедуру выполняют быстро, чтобы пластик не отвердел, иначе образуются наплывы.
В металлических емкостях заделать отверстие можно заплаткой из тонкого металла либо меди. Разогреть корпус можно с помощью паяльной лампы или утюга. Заплатку прикрепляют легкоплавким припоем по всему периметру с помощью паяльника мощностью 500 Ватт, обработав предварительно места стыковки паяльной кислотой. После пайки необходимо дать остыть корпусу, затем покрыть залатанное место битумной мастикой либо краской. Покрытие защитит заплатку от коррозии.
Сварка топливного бака с помощью аргонодугового сварочного аппарата и вольфрамовых электродов считается наиболее надежным методом. Она надежно соединяет цветной металл с легированной сталью. Большинство бензобаков изготавливают из алюминия, поэтому инверторная сварка для ремонта непригодна. Место ремонта очищают от масел и загрязнений. Заплатку приваривают по всему периметру, стараясь поддерживать однородную газовую среду. Шов получается ровным и прочным. После остывания отремонтированный участок окрашивают либо покрывают битумной мастикой.
Ремонт пластикового бензобака
Ремонт с нанесением эпоксидного клея является самым быстрым. Это временная мера, позволяющая устранить течь в пути. Залатать дыру можно с помощью пластикового сварщика — экструдера. Сварка баков данным способом требует определенного опыта и знания технологии. Перед свариванием рекомендуется попрактиковаться на небольшом фрагменте пластика. Для правильного расчета продуктивности экструдера нужно знать размер поперечного сечения трещины. Сваривание начинают от края разлома, укладывая расплавленную пластиковую сварочную проволоку равномерно по всей ширине пробоины с небольшим запасом. Для тщательной сварки выполняют пересекающие трещину движения, полностью заполняя отверстие. Чтобы шов ложился ровно, необходимо, чтобы термофен и башмак аппарата были равномерно прогреты.
Сварочные работы. Этап четвертый. Бензобак.

Всем добрый вечер :-) Хоть я и решил придерживаться оригинального внешнего вида, я все таки решил заварить лючок бензобака. Будет 2 ровных задних крыла. Эстетично должно получится, ну и бенз тырить не будут))
В один прекрасный день я снял бак и обнаружил под ним вот такой прекрасный вид

Идиотское крепление брызговиков сыграло свою роль. Когда я его оторвал выяснилось, что под ним дыра, причем не маленькая. Вот такая (я уже все вымыл и прошелся железной щеткой)


Было решено приобрести эпоксидный клей и холодную сварку

До этого всегда пользовался "Момент Эпоксилин". В этот раз решил попробовать другой. В два раза дешевле, а эффект тот же)
Итак. Наносим резино — битумную мастику в 2 слоя на все пространство под баком

Кладем сеточку. Я положил слоя 4 для надежности и выливаем туда эпоксидку, ждем пока все это дело высохнет
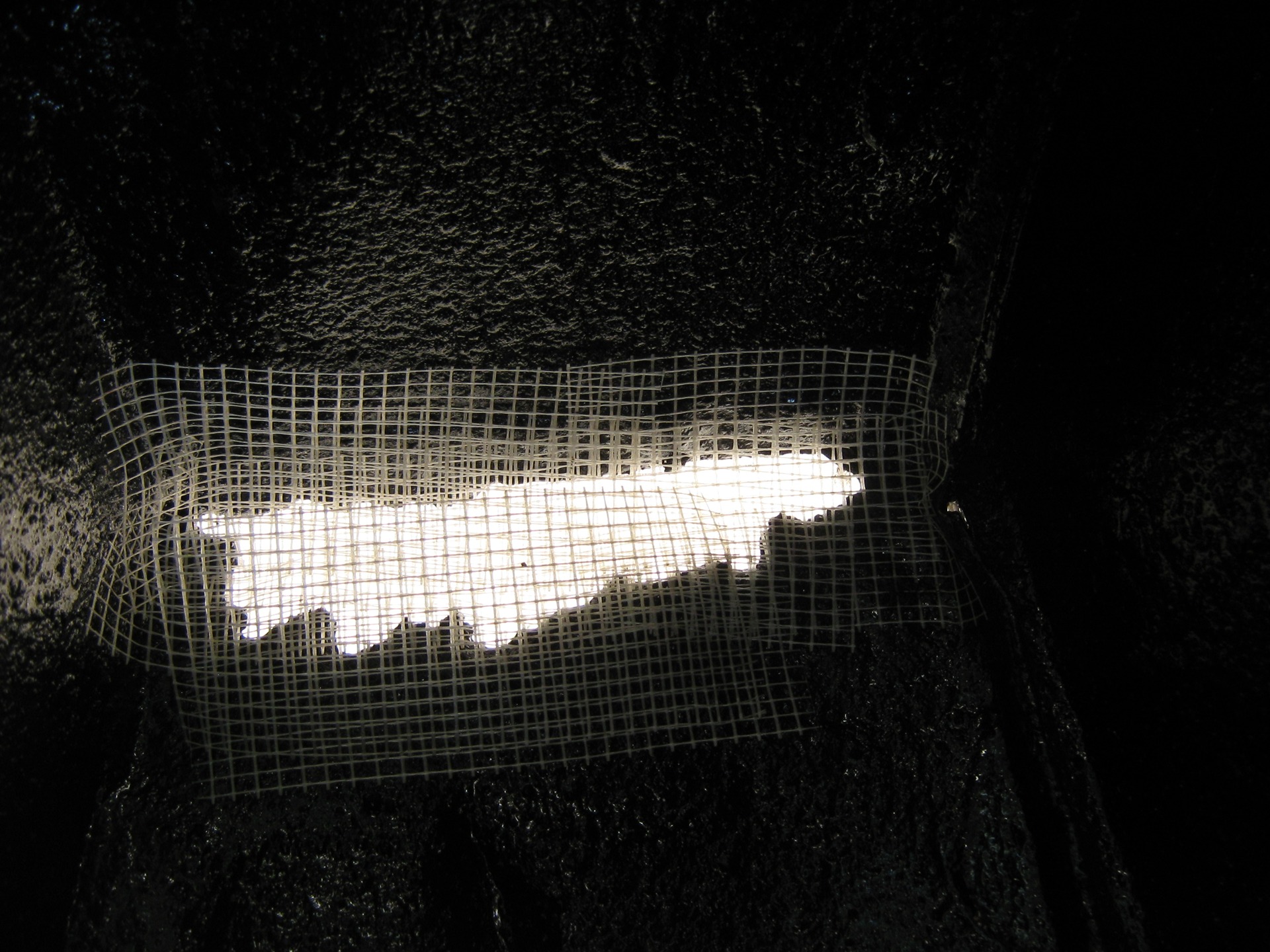
. Затем берем холодную сварку, читаем инструкцию и заклеиваем все дырку от начала и до конца ;-) Естественно изнутри и снаружи. Получается вот так



Чуть не забыл)) Не забываем все что мы обрабатываем покрывать несколько раз антиржавчиной :-).
Когда все это дело засохнет, обрабатываем все это еще одним слоем мастики.На этом заканчиваем пока с пространством под баком. Потом там все будет проклеено вибропластом.
Вернемся непосредственно к баку. Так как я решил заварить лючок, встал вопрос о переносе горловины. Не все сварщики захотели браться за это(( Пришлось поискать.В итоге нашел такого в моем Жэу. Так как бак нужно выпарить, прежде чем варить, звоню товарищу, так мол и так надо сделать он говорит ок, но я освобожусь поздно ночью, устроит? Я говорю канешн, куда деваться, на следующий день в 9 утра варить. В 4 утра едем в гараж :-) Один конец шланга от пылесоса "Ракета" (за неимением резинового шланга) суем в глушак к Лансеру, второй в мой помытый бензобак. Выпариваем 40 минут. Все, спать. В 8 30 звонок, Сергей вы где? Я готов варить. Я ноги в руки и в Жэу :-) Там человек по имени Рашит за скромную сумму в 500 рублей мне все и сделал. Он залил по горло воды и начал варить. Так как металл тонкий, а кемпи у него нет, пришлось варить газо сваркой, где используется ацетилен и карбид. Небольшой фотоотчет:
Непосредственно сама установка (ботинки не в счет :-)




Потом я довольный хватаю бак и еду с товарищем на мойку, чтобы кархером со средством его хорошо вымыть. Обошлось всего лишь в 50 руб) Затем в гараж. Кстати бак чуть меньше чем на половину был тоже покрыт мастикой в 2 слоя


. Так как скорее всего потом бак будет закрываться декоративной панелью, решено было заплатку и горловину покрасить в черный матовый. Дешево и сердито ;-) Ну и смотрится ниче так)) Все было зачищено
Сварка баков

Сварка баков необходима в том случае, если нарушилась герметичность и образовалась течь. Такая неисправность может возникнуть по причине физического износа либо вследствие повреждений со смятием корпуса. В пустом бензобаке могут скопиться топливные пары, поэтому применять обычную сварку и нагрев стоит с особой осторожностью, ведь это может стать причиной взрыва.
О том, как правильно заварить бак и устранить неисправность, думают многие автовладельцы. Есть разные способы ремонта: аргонодуговая и холодная сварка, пайка. Каждый из них имеет свои особенности. Рассмотрим технологии подробно и разберемся, что лучше выбрать.
3 причины сварки топливных баков
Из-за расположения топливного бака в задней части современных автомобилей повышается безопасность водителя и пассажиров.
При этом резервуар подвержен негативным воздействиям внешней среды, что сказывается на сроке его службы. Чаще всего встречаются следующие проблемы:
Большая часть выпущенных в XX веке авто оснащалась металлическими или алюминиевыми топливными емкостями. Со временем металл покрывался микротрещинами, некоторые из которых трансформировались в пробоины.
После того как для изготовления баков начали использовать пластик, проблема коррозии была полностью решена. На сегодняшний день металлическими топливными емкостями оснащаются только грузовые авто или спецтехника. Основной недостаток пластика заключается в низкой устойчивости к механическим повреждениям.
Российские дороги в большинстве своем не могут похвастаться высоким качеством. Съехав с трассы федерального значения, можно оказаться на участке без асфальтового дорожного покрытия. В таких условиях несложно повредить бензобак автомобиля.
Этот дефект встречается достаточно редко. Причиной его возникновения является высокое давление, которому подвергаются стенки топливного резервуара при эксплуатации авто.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Из-за появившихся в бензобаке трещин происходит утечка топлива, способного загореться от любой искры. Кроме того, через них в емкость будет попадать пыль, частички дорожного мусора. Оседая на дне и стенках, они при езде могут проникать в элементы топливной системы, приводя к поломке двигателя.
Следовательно, обнаруженные дефекты топливного бака необходимо устранить в кратчайшие сроки.
Общие правила сварки топливных баков

О негерметичности топливного резервуара можно говорить при увеличении расхода горючего и появлении в салоне авто специфического запаха. Даже если размеры трещины очень малы, она представляет серьезную угрозу для жизни водителя и пассажиров. Если на место протечки попадет искра, топливо воспламенится. Причинами появления трещин является коррозия, растрескивание корпуса резервуара при езде.
Еще одной причиной является разряженное давление, постепенно увеличивающее размеры трещин, через которые начинает протекать горючее. Прежде чем приступить к сварке баков, необходимо:
- освободить топливный резервуар от горючего;
- снять бак, просушить, осмотреть на предмет повреждений;
- помыть внутреннюю часть резервуара с помощью специальных моющих средств;
- прополоскать тщательно водой и высушить.
Благодаря мойке емкость полностью очищается от взрывоопасных паров. Выбор способа ремонта зависит от материала, из которого изготовлена емкость. Металлические топливные баки восстанавливают с помощью сварки аргоном, пластиковые – посредством холодной сварки, универсальным способом считается горячая пайка. Остановимся подробнее на самостоятельном ремонте топливной емкости.
Ремонт и сварка бака: пошаговый алгоритм

Поговорим о сварке баков, порядке работы, возможных осложнения и способах решения возникших проблем.
1. Как снять?
Способ демонтажа топливной емкости различается для разных марок автомобилей. Снять любой бак можно при помощи среднего набора инструментов.
Пошаговый алгоритм действий будет следующим:
- Топливо из бака сливается в заранее подготовленную емкость через сливную пробку, расположенную в нижней части резервуара. Если пробки нет, горючее придется откачивать вручную с помощью специального шланга.
- От топливной емкости отсоединяются датчики и вентиляционный шланг. В современных моделях авто используются быстроразъемные подключения, расположенные под задним рядом кресел или в багажнике.
- Ослабляются крепежные хомуты подвода горючего, снимаются трубки.
- Демонтируются крепления бака. Крепление большей части узлов автомобиля выполняется с помощью двух хомутов, которые фиксируются гайками. Для снятия емкости стоит привлечь помощника, который будет ее удерживать в процессе.
- Откручивается пробка заливной горловины, удаляется уплотнитель.
- Снимается клемма массы.
- Топливная емкость демонтируется.
Резервуар оценивается на предмет повреждений. В некоторых случаях сварку нержавеющих баков можно выполнять, не демонтируя их, достаточно, чтобы была возможность дотянуться электродом до поврежденной области.
2. Очистка.
Прежде чем приступать к сварке баков полуавтоматом, их необходимо очистить как снаружи, так и изнутри, полностью удалив загрязнения и следы топлива. Затем выбирается подходящий способ сварки.
Рекомендуем статьи по металлообработке
3. Как запаять?
Техника безопасности требует перед сваркой залить в бак воду, чтобы не возникла детонация паров топлива. На этапе подготовки очищают емкость от краски и ржавчины.
Ниже описан алгоритм сварки баков, имеющих незначительные повреждения:
- Обнаруживается место протечки.
- Поврежденная область зачищается, при необходимости восстанавливается геометрия узла.
- Место протечки обезжиривается с помощью любого растворителя.
- Трещина обрабатывается паяльной кислотой.
- Поверхность нагревается феном или лампой накаливания.
- Производится наплавка. Если поврежденная область достаточно велика, наплавка выполняется в несколько слоев.
- Остатки канифоли удаляются растворителем.
Можно также выполнять сварку баков аргоном.
Особенности холодной сварки топливных баков

Холодную сварку баков используют для пластиковых или металлических емкостей. Эффективность этого способа будет низкой при работе с тонкостенными резервуарами. Выбор клеящего состава зависит от типа материала. Работы с холодной сваркой выполняются в перчатках. Поврежденная часть емкости зачищается и обезжиривается с помощью нефраса.
Соединение двухкомпонентных смесей выполняется в указанных производителем пропорциях, готовый раствор используется не позднее 10–20 минут после приготовления. Состав послойно наносится на поврежденный участок, разглаживается. Резервуар можно использовать через 2-3 часа после холодной сварки пластиковых баков. Прежде чем использовать клей в форме бруска, его необходимо тщательно размять влажными руками, затем замазать трещину.
Делая выбор в пользу холодной сварки, важно помнить о ее устойчивости к бензину. Такой вариант ремонта применим только к незначительным повреждениям. Устранить мелкую протечку можно клеем «Момент» или аналогичным составом. Для этого следует порезать ветошь, пропитать ее клеем и приклеить к трещине в несколько слоев. Не следует забывать, что это лишь временная мера, позволяющая доехать до СТО.
Небольшие трещины также можно самостоятельно устранить с помощью стеклоткани и эпоксидной смолы с отвердителем. Поврежденный участок следует обработать наждачкой, чтобы увеличить адгезию, затем расположить на поверхности пропитанную смолой стеклоткань. Она накладывается слоями, каждый последующий – после высыхания предыдущего. Когда последний слой высохнет, латка покрывается антикоррозийным составом.
Альтернативные варианты сварки баков
Пайка баков делает их более устойчивыми к механическим воздействиям и внешним факторам. Чтобы устранить трещину, следует подготовить заплату, изготовленную из того же материала, что и сам топливный резервуар. Размер латки должен быть на 4-5 см больше, чем площадь повреждения. Тип пластика указан на деталях. Большинство баков изготовлено из ABS, полипропилена либо полиамида. Пластиковые емкости паяют с внешней стороны паяльником мощностью 250 Ватт.
Чтобы повысить качество ремонта, следует использовать подложку из медной или металлической мелкой армирующей сетки. Она вплавляется в стенку топливной емкости, затем по всей зоне трещины равномерно распределяется жидкий пластик, пока новое покрытие не станет равномерным. В процессе ремонта важна скорость работы, слишком медленные действия чреваты отвердеванием пластика и образованием наплывов.
Сварку металлических баков можно выполнять при помощи тонкой металлической или медной заплатки. Для этого емкость разогревается паяльной лампой или утюгом. Латка легкоплавким припоем крепится к поврежденному участку паяльником мощностью 500 Ватт, место стыковки обрабатывается паяльной кислотой. После остывания запаянной емкости отремонтированный участок обрабатывается краской или битумной мастикой для защиты от коррозии.
Наиболее надежным способом ремонта является аргонодуговая сварка баков. Использование вольфрамовых электродов позволяет надежно соединить цветной металл и легированную сталь. Для производства большей части топливных емкостей используют алюминий, в связи с чем применение инверторной сварки невозможно. Зона дефекта очищается от жиров и загрязнений. Заплатка приваривается по всему периметру пробоины. Чтобы получить ровный и прочный шов, необходимо в процессе сварки поддерживать однородную газовую среду. После того как корпус бака остынет, его красят или обрабатывают битумной мастикой.
Быстрее всего отремонтировать поврежденный топливный бак можно с помощью эпоксидного клея. Однако не стоит забывать, что такой ремонт является временным, позволяющим добраться до СТО. Латают пробоины пластиковым сварщиком – экструдером. Чтобы выполнить такую сварку баков, необходимы опыт и знание технологии. Прежде чем приступить к работе, стоит потренироваться. Для правильного расчета продуктивности экструдера следует узнать поперечный размер трещины.
Сварка баков начинается от края дефекта. Расплавленная пластиковая проволока укладывается с небольшим запасом по всей ширине пробоины. Чтобы повысить эффективность ремонта, необходимо перемещать экструдер таким образом, чтобы проволока пресекала трещину, заполняя ее. Для ровного шва важно равномерное прогревание термофена и башмака аппарата.
По окончании ремонта проверяется герметичность емкости. Выявить протечки позволяет опрессовка с рабочим давлением воздуха 10–15 кПа.
Если нет компрессора и емкости с водой, можно использовать традиционный способ проверки:
- разместить сухой резервуар на чистой ткани;
- залить в него керосин;
- выждать 12 часов.
Если на ткани не появятся пятна, значит, емкость герметична и готова к использованию.
Для сварки баков требуются определенные навыки. Важно не забывать о проверке его герметичности после восстановления. Если в точности соблюдать технологию ремонта, резервуар получит свои первоначальные характеристики.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: