Ремонт сварка литых дисков
Обновлено: 06.05.2024
Не смотря на значительно большую устойчивость (в сравнении со стальными дисками) к механическим повреждениям вследствие попадания в яму, на бровку, проезда «бетонного полицейского» и т.д. на высоких скоростях, литые диски нередко после таких ударов либо теряют геометрическую форму (гнутся), либо частично разрушаются (сколы, трещины, потеря фрагментов). Очевидно, степень повреждения напрямую зависит от скорости и рельефа дорожного покрытия, которые в свою очередь определяют силу удара, приходящуюся на диск, а также точку приложения этой силы.
Подлежит ли восстановлению поврежденный литой диск?
В абсолютном большинстве случаев литые диски восстановлению не подлежат, но точный ответ на этот вопрос очень сильно зависит от характера и степени повреждения диска, а также от способа, которым Вам предлагают произвести ремонт диска. Главное, что нужно понимать – литые диски производятся путем отлива раскаленного сплава в специальную форму, после чего обязательно проходит процесс закалки и искусственного старения. Именно благодаря этой технологии литой диск, как готовое изделие, обладает всеми своими потребительскими характеристиками.
Сварка литых дисков

Трещины, сколы, а также отломанные фрагменты литого диска в шинных центрах обычно предлагают лечить методом сварки колесных дисков аргоном. На поверку, таким способом можно восстановить только внешний вид диска, но не пригодность его к дальнейшей эксплуатации по назначению.
Исходя из структуры сплава в готовом диске, а также из физики процессов нагревания сплава и его дальнейшего остывания однозначным является то, что литой диск ни при каких обстоятельствах нельзя нагревать, ни локально, ни полностью. Причем, как бы мастера шинного центра не хвалили свое оборудование и навыки, Вы должны понимать, что восстановление первоначальной структуры сплава в условиях шинного центра (любого) просто невозможно. Даже для оценки этой структуры нужны мощности научно-исследовательского института, а для ее воспроизводства, кроме того еще нужны полноценные заводские условия.
Дабы не вдаваться в глубокое обоснование этой позиции с использованием малознакомых потребителю терминов, типа «остаточные деформации», «энергия абсорбции», «внутреннее напряжение металла» и т.д., просто приведем цитату из п. 2.3. «Рекомендаций по безопасности и сервису для колесных дисков», опубликованных Ассоциацией европейских производителей колесных дисков (EUWA – Association of European Wheel Manufacturers):
«Любой ремонт повреждений обода или диска путем нагревания, сварки, добавления или удаления материала абсолютно запрещен» . Подобные рекомендации есть у всех организаций, в той или иной мере причастных к производству литых дисков .
Что это означает? А означает это, что при любом нагревании (в т.ч. при сварке) сплав, из которого сделан диск полностью меняет свои структуру и характеристики и уже просто физически не может выдерживать те нагрузки, которые приходятся на колесо автомобиля. Последствия будут сильно зависеть от конкретной ситуации – от нарушения геометрии диска на сравнительно небольшом ухабе или яме, и до полного его разрушения при более серьезных проблемах на дороге и/или высокой скорости. Ну а чем чревата потеря колеса на большой скорости – лучше даже и не думать.
На диске, который подвергался любой термической обработке (нагревание) ездить не просто не рекомендуется – а категорически нельзя и опасно! И никаких компромиссов тут нет и быть не может.
Прокатка (рихтовка) литых дисков

Прокатка (рихтовка) литого диска обычно предлагается в шинных центрах в случаях, когда при очередной бортировке шины выясняется, что диск имеет некоторую деформацию, которая вызывает статический дисбаланс (простыми словами – диск бьет). Сама прокатка диска производится на оборудовании, аналогичном тому, на котором прокатывают стальные диски, но при этом мастера в шиномонтажах часто нагревают деформированные участки диска паяльной лампой или другим способом. Таким способом диски ремонтировать категорически нельзя! (ответ на вопрос «почему?» есть выше).
Единственный относительно безопасный вариант – попробовать «выстучать» загнутые (деформированные) участки обода и потом прокатать, не прогревая. Но процесс этот достаточно трудоемкий и длительный, поэтому цена такого ремонта достаточно высока и возьмется за него далеко не каждый мастер.
Да и актуально это исключительно в самых легких случаях, когда в принципе можно обойтись и без рихтовки диска, поскольку при более сложных деформациях качественно «выстучать» диск уже невозможно, во всяком случае без его нагрева.
Очень важно понимать, что гретый литой диск уже в любом случае непригоден для установки на автомобиль, поэтому при покупке литых дисков б/у нужно обязательно внимательно осмотреть все поверхности каждого диска. Разогрев обычно оставляет на диске соответствующие пятна, которые смыть невозможно. Поэтому, если диски не красились определить разогревы диска в прошлом обычно не составляет труда.
Покраска литых дисков

Многие современные шинные центры предлагают услугу порошковой покраски литых дисков. Есть ли смысл вкладывать деньги во внешность дисков?
Восстановление лако-красочного покрытия диска в принципе возможно, но делать это должны профессионалы, причем речь идет именно о специалистах в области покраски дисков, а не покраски кузова автомобиля, поскольку требования к качеству покраски в отношении колесных дисков намного выше. Ведь лако-красочное покрытие дисков значительно больше подвергается воздействию грязи, воды, реагентов, которыми посыпают (поливают) улицы зимой, чем любая часть кузова автомобиля, верно?
Поэтому, диск нужно качественно подготовить к покраске, полностью удалив старое лако-красочное покрытие. Кроме того, после покраски диск обязательно следует проверить на наличие статического дисбаланса, вызванного неравномерным слоем краски и лака на разных участках поверхности диска. А для этого, как минимум нужно специальное оборудование.
Общая рекомендация: если Вы решили покрасить литые диски – Вам необходимо найти специалистов в этой области, имеющих необходимые условия и оборудование, а также хорошие отзывы и рекомендации. После этого крайне рекомендуется заключить письменный договор, в котором будут указаны гарантийные обязательства на выполненные работы. Без всего этого Вы сильно рискуете получить либо непригодные для дальнейшей эксплуатации колесные диски, либо же диски утратят свой внешний вид.
Почему нельзя варить диски. Подробно. v.1.3

Внимание ! В статье многабуков (автор в курсе, да, можно это не повторять в каментах). Целевая аудитория статьи — люди, которые способны воспринимать и анализировать что-то больше, чем мемасики из вконтакта.
Всем привет. До этого я уже публиковал несколько своих статей про диски. А вот тут я уже сделал попытку, на скорую руку убедить людей не заниматься опасной и бесполезной тратой своих денег.. Начал я с того что рассказал о кованных дисках, как начало, введение и основу понимания будущего. Можете продолжить потом там — там тоже есть что узнать.
К делу:
Не секрет, что в каждом гараже можно встретил адептов сварки сломанного хлама, которые с пеной у рта, убеждают неокрепшие умы простых пользователей в абсолютной безопасности и выгодности этого процесса. Ну, т.е. мол, варенный оригинал даже ЛУЧШЕ, чем новый диск — стоит дешевле, а качество тоже, идите мол, ремонтируйтесь у нас. Это всё — глупость вперемешку с элементарным невежеством. Поэтому я решил всё же закончить начатое, и ниже будет подробное и развернутое объяснение моей позиции по ремонту автомобильных дисков.
Начать, наверное, следует с небольшой исторической ссылки. Отрежем всё скучное и начнем сразу со сладкого. Расцвет сварочных технологий в мире начался во время Второй мировой войны. Именно тогда были заложены основы всех современных технологий сварки. Немаловажно, что одним из реальных, а не псевдо-лидеров в этом направлении, был СССР. Но, так было не всегда — нас заставила нужда, а до войны ситуация со сваркой была плохая. В ходе прошедшей в 1938 г. на Ижорском заводе конференции, технологи завода печально констатировали, что многие сварные конструкции поражены трещинами. Никак не удавалось качественно сварить бронелисты. В те далекие годы, сотрудникам завода пришлось хитрить и корректировать состав броневой марки стали, ухудшая ее рабочие характеристики — лишь бы улучшить ее свариваемость. То бишь, люди обдуманно пошли на ухудшение свойств конструкции для увеличения выхода годной продукции.
Спустя два года, в 1940 г. сотрудники Института электросварки АН УССР сумели уже самостоятельно воссоздать метод автоматической сварки под слоем флюса ( запатентованный в 1936 г. американской фирмой «Линде»). Однако то был процесс для рядовой стали, а для сварки брони метод не подходил, требовалось еще время … но начало было положено.
К лету 1941 года, были завершены лабораторные испытания технологического процесса сварки и оборудования для него. Новый метод продемонстрировал великолепное качество: при испытании сваренной конструкции Т-34 снарядным обстрелом — оказался разбит не шов, а броневой лист !
6 ноября 1941 г. нарком танковой промышленности В. А. Малышев, будучи в Нижнем Тагиле, подписал приказ №0204/50, содержащий предписание всем предприятиям отрасли: «В связи с необходимостью в ближайшее время значительно увеличить производство корпусов для танков и недостатком квалифицированных сварщиков на корпусных и танковых заводах, единственно надежным средством для обеспечения выполнения программ по корпусам является применение уже зарекомендовавшей себя и проверенной на ряде заводов автоматической сварки под слоем флюса по методу академика Патона.


Это была точка отсчета победы в будущей войне. От процесса, где самым главным были индивидуальные знания каждого конкретного сварщика (часто — противоречивые), сварка превратилась в конвейер. На сварочных аппаратах могли работать кто угодно, студент театрального техникума, учитель математики из сельской школы, художник. Кто угодно ! настолько процесс был автоматизирован. С этого момента сварка всё больше переставала быть "магией" в руках уникальных специалистов, опыт полученный на заводах формализовывался и систематизировался. Любой желающий мог с ним ознакомиться просто заглянув в справочник.
Почему диски алюминиевые.
Если не вдаваться в глубокий анализ, то это самый дешевый и сердитый сферический конь (материал) в вакууме. По показателям отношения прочности к плотности — высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Проблема сварки Al сплавов.
Проблем при сварке Al сплавов масса, большинство из них узкопрофессиональны, но я выделю только наиболее значимые и важные для вашего понимания:
• Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С. При расплавлении алюминия он перекатывается внутри этой пленки наподобие ртути.
• При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
• Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания. Что влияет и на балансировку колес (любых изделий) в целом.
• Если говорить о сварке алюминия своими руками, то ваш сплав будет неизвестной марки, к которому придется подбирать сварочный режим и адекватные дополнительные материалы. И пробовать придется прямо на вашем диске!
Общие сведения
При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов могут изменяться в зависимости от состава сплава, используемого присадочного металла, способов и режимов сварки. Для всех способов сварки характерно наличие больших скоростей охлаждения и направленного отвода тепла. При кристаллизации в этих условиях в структуре металла образуется эвтектика,
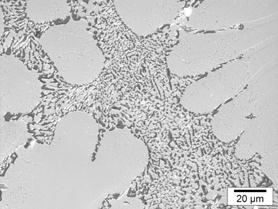
Которая снижает пластичность и прочность металла. В связи с этим, в швах возможно возникновение кристаллизационных трещин при застывании.

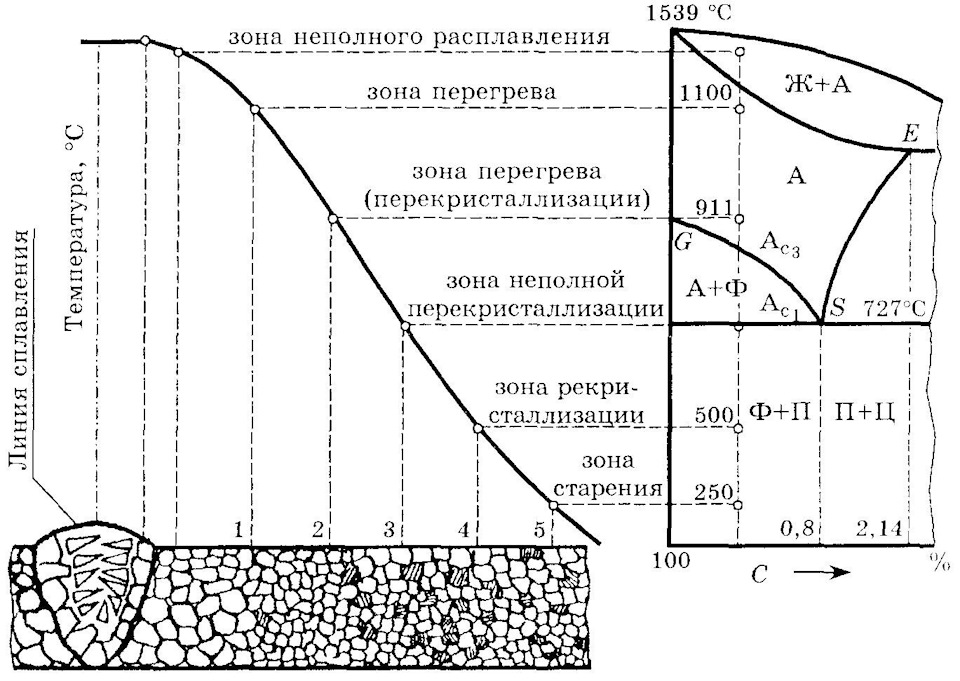
Свойства сварных соединений зависят также от процессов, протекающих в околошовных зонах. При сварке чистого алюминия и сплавов, неупрочняемых термической обработкой, в зоне теплового воздействия наблюдается рост зерна и некоторое их разупрочнение, вызванное снятием нагартовки (он же наклёп — упрочнение происходящее при изменении структуры и фазового состава материала в процессе пластической деформации при холодной обработке).
Рост зерна и разупрочнение нагартованного металла при сварке изменяется в зависимости от способа сварки, режимов и степени предшествовавшей сварке нагартовки. Свариваемость сплавов АlMg (систем алюминий-магний, большинство дисков именно такие) осложняется повышенной чувствительностью их к нагреву и склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву. Способность этих сплавов образовывать пористость в зонах термического воздействия связывается с наличием молекулярного водорода. После обработки образуются несплошности в виде каналов или коллекторов, в которых водород находится под высоким давлением.
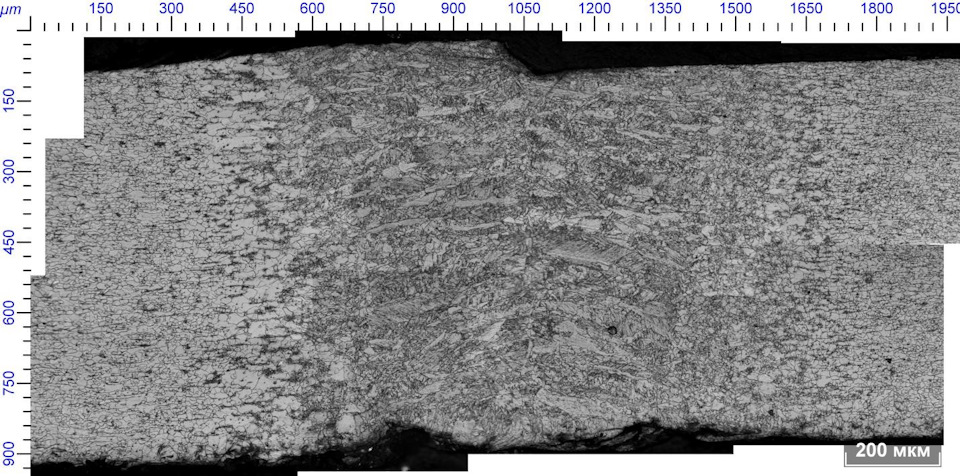
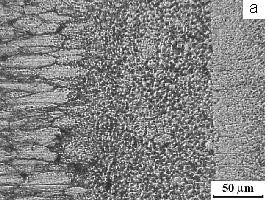
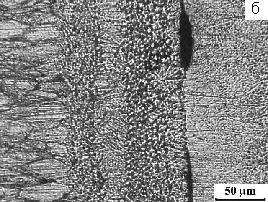
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом состоянии и так же способствует образованию кристаллизационных трещин. Это происходит независимо от способа сварки и исходного состояния металла, в непосредственной близости от шва. Ширина этой зоны меняется в зависимости от способа и режимов сварки. Наиболее широкая зона появляется при газовой сварке и более узкая при способах сварки с жестким термическим воздействием.
Распределение эвтектики в этой зоне изменяется в зависимости от исходного состояния сплава. В сварных соединениях, полученных при сварке закаленного сплава, эвтектика располагается в виде сплошной прослойки вокруг зерен. Последующей термической обработкой не удаётся восстановить свойства металла в зоне, прилежащей к шву, что приводит к большому изменению прочности соединений и делает ненадёжными эти соединения в эксплуатации.
А места соединений всегда будут местами концентрации напряжений и очагами разрушения под нагрузкой.
Подготовка под сварку
Важным этапом на пути к результату (которым часто пренебрегают), является подготовка шва. При подготовке деталей из алюминиевых сплавов под сварку профилируют свариваемые кромки, удаляют поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических растворителей (обычны уайтспирит). Удаление поверхностной окисной пленки является наиболее ответственной операцией подготовки деталей. При этом в основном удаляют старую пленку окислов, содержащую значительное количество адсорбированной влаги.
Окисную пленку можно удалять с помощью металлических щеток. После зачистки кромки вновь обезжиривают растворителем. При этом, нельзя подготовить и отложить на завтра, продолжительность хранения деталей перед сваркой после зачистки 2—3 ч. При сварке деталей из сплавов алюминия, содержащих магний повышенной концентрации (например, сплава АМгб), перед сваркой кромки деталей и особенно их торцовые поверхности необходимо зачищать шабером. Применение при аргонодуговой сварке флюсов, наносимых на торцовые поверхности перед сваркой в виде дисперсной взвеси фторидов в спирте, также способствует уменьшению количества окисных включений в металле шва.
Соединение
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, выполнить которые можно любыми способами сварки. Для устранения окисных включений в металле швов применяют подкладки с канавкой или разделку кромок с обратной стороны шва, что в некоторых случаях обеспечивает удаление окисных включений из стыка в формирующую канавку или в разделку. При разделке кромок угол их раскрытия ограничивают с целью уменьшения объема наплавленного металла в соединении и как следствие — вероятности образования дефектов. Площади сечения деталей в зоне соединения делают приблизительно одинаковыми.
Присадки
Улучшение кристаллической структуры металла швов при сварке алюминия и некоторых его сплавов достигается модифицированием в процессе сварки. Поэтому при сварке используют присадки (цирконий, титан, бериллий). Введение этих элементов в небольших количествах позволяет улучшить кристаллическую структуру металла швов и снизить их склонность к трещинообразованию.
При выборе присадочного металла учитывают возможность появления в структуре металла швов различных химических соединений. При сварке сплавов алюминия, содержащих магний, с применением присадочной проволоки, содержащей кремний, в металле швов и особенно в зоне сплавления появляются иглообразные выделения Mg2Si, снижающие пластические свойства сварных соединений. Неблагоприятно влияют на свойства соединений из сплавов системы Аl—Mg ничтожно малые добавки натрия, которые могут попадать в металл шва через флюсы.
Самое интересное. Дуговая сварку в среде защитных газов ("Варю аргоном")
Самый массовый и «бытовой» вариант для сварки алюминия и его сплавов. В качестве защитного газа применяют аргон чистотой не менее 99,9% (по ГОСТ 10157-79) или смесь аргона с гелием. С вероятностью 99% вам предложат варить именно так. Если предложат варить электродами вручную, это стопроцентный win и премия Дарвина для ваших дисков. А заводские методы Вам скорее всего будут недоступны.
Основным преимуществом процесса является высокая устойчивость горения дуги. Благодаря этому процесс используется при сварке тонких листов. При ручной сварке горелку перемещают с наклоном «углом вперед». Угол наклона горелки к плоской поверхности детали около 60°. Присадочная проволока подается под возможно меньшим углом к плоской поверхности детали. При механизированной или автоматической сварке неплавящимся электродом горелка располагается под прямым углом к поверхности детали, а присадочная проволока подается таким образом, чтобы конец проволоки опирался на край сварочной ванны, скорость подачи меняется от 4—6 до 30—40 м/ч в зависимости от толщины материала.
Что мы можем получить после сварки?
Представим, что были соблюдены все рекомендации, мастер был трезв, Луна была в зените, а Марс сошелся с юпитером. То есть, в лабораторных условиях, при соблюдении всех тонкостей процесса (автоматизация, зачистка, обезжиривание, профессионализм сварщика, 100% соответствие режима сварки – свариваемому материалу, присадки и т.д., и т.п.) предел прочности образцов, сваренных шовной сваркой, зависит от толщины металла и, например, для сплава AMг6 составляет в среднем 80% предела прочности на растяжение основного металла. Это при условии, что Ваш автомобиль в этих дисках стоит на месте и ничего не происходит. Не забывайте, что у вас уже не цельный диск, а «составной», с которым надо обходиться уже по-другому. Простой пример — наступает лето, и Вы соскучились по покатушкам. Смотрим на график ниже
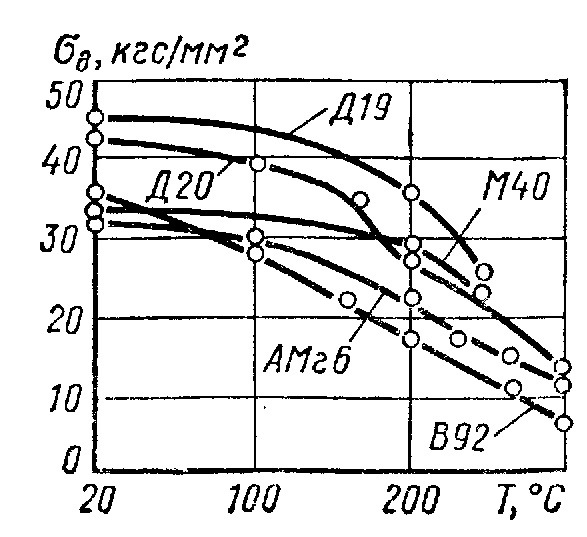
Нас интересует начальный участок кривой В92 (например, как самой показательной). Тут можно легко оценить потери прочности при нагреве всего до 100 градусов, которые легко достигнуть при активной езде летом.
Вот например видео (длительность — 1 минута)
Или вот такой вариант (длительность — 30 сек)
Вместо 343 МПа (~35 кгс/мм2) вы получите 274 МПа (~28 кгс/мм2). Потери – больше 20%! Ну, конечно, скажет пытливый читатель, а почему именно эта кривая? А вы точно знаете из какого именно сплава сделаны Ваши диски?
А у меня никогда не бывает 100 градусов ! А что, на 10% потерь вы согласитесь со спокойной душой?
В сухом остатке
Механические свойства сварных соединений из алюминиевых сплавов зависят от массы входящей информации — технологии их получения, состояния материала до сварки, обработки после сварки, всем этим, Вы не обладает в полной мере.
Важно понимать, что в сварных конструкциях, которые проектируются с учетом характеристик прочности сварных соединений в основном используют полуфабрикаты из деформируемых сплавов – у них микроструктура и хим. состав более-менее приспособлены к сварке и природная прочность материала (а также распределение нагрузок) компенсирует ослабление в местах сварки. А большинство ремонтирующихся в гаражах дисков – литые с неизвестной историей. Я глубоко сомневаюсь, что Вам делали, или обещают сделать именно хотя бы приблизительно так как описано выше (или даже лучше, по авторской методике), глубоко погружаясь именно в Вашу конкретную задачу. Скорее всего вы просто очередной клиент с деньгами…
Вспомните начало статьи, про Т-34, там люди работали с известными материалами, по известным режимам, на автоматизированном оборудовании и даже так – косячили. Думаете что-то кардинально изменилось? Думаете, что именно ваш мастер высоко квалифицирован? Человеческий фактор — это основной фактор нестабильности качества, даже на производстве где есть контроль. Как вы сможете проконтролировать результат работы и её качество — рентген ? ультразвук ? на глазок ? на слово ?
Учитывая всё вышесказанное я бы оценил прочность сварного шва в ваших дисках как 30-50% от исходной. Ну, т.е. вы покупаете новые диски и смело снимаете с них 30-50% толщины, а затем сразу, едите наваливать на трек, смотреть на результат! Неудачные наезд зимой на бордюр или на что угодно при обгоне – может быть фатален.А если у вас еще и проставки установлены … уууу.
Помните, что:
1) У вас обязательно, как бы вы ни старались произойдет изменение кристаллической структуры в области сварки и как следствие – ухудшение механических свойств. Они будут неоднородны по всему диску. Улучшит ли это ваш диск ?
2) Место сварки потенциально будет менее пластично (более хрупко) и менее прочно. Это концентратор напряжений. В отдельных случаях, прочность сварного шва может достигать прочности основного материала. Будет ли это в вашем случае ?
3) При сварке дисков КРАЙНЕ важна квалификация сварщика и оснащенность конторы, и максимум что вы сможете достигнуть это 80-90% процентов от свойств основного материала, но это только в теории. Вам проводят контроль качества или Вы верите на слово ?
4) Как бы на первый взгляд хорошо не выглядела сварка, диск всё равно поведёт (и вы никак это не сможете проверить) что может отразиться и на балансировке колес и управляемости автомобиля в целом.
На сладкое — при действии знакопеременных нагрузок прочность соединений относительно невелика. Например, напряжения в листе при усталостном разрушении точечной сварки составляет всего 20 МПа. Для сравнения, у эпоксидной смолы этот показатель 20-90 МПа, т.е. в теории, эффект будет тот же, что и просто склеить поксиполом или моментом.
Так что, если вы владелец автомобиля с ватным диваном вместо подвески, и у вас маленькая трещина вдоль обода, то вполне возможно вам то всё равно, но, если вы владелец турбовой зажигалки, с жесткой подвеской и вдруг решили сэкономить на дисках, купив отремонтированные, то, пожалуйста, не выезжайте на общественные дороги.
P.S Кратикий ликбез почему тут появляются странные комментарии — находится по этой ссылке.
P.P.S. Не вошедший в статью доп. материал по теме есть еще в блоге. Большое спасибо тем, кто держится конструктива, делиться этим материалом со своими подписчиками и комментирует.
Напоминаю про одно из основных правил drive2 — "Материться и переходить на личности категорически запрещено".
Грамотный ремонт легкосплавного диска(ТИГ сварка)

Место ремонта зачищается во всех плоскостях…
И обезжиривается, если это необходимо.

После наносится пенетрант(комплект контроля проникающим методом. ПВК)

ждем не более 5 мин и удаляем излишки пенетранта…

Берем второй баллончик из комплекта и наносим проявитель…

ждем его полного подсыхания…

И видим как раскрывается деффект(который раньше трудно было заметить)…

Через 7-10 мин, пенетрант проявляется полностью на поверхности проявителя и становится возможным понять характер и направление дефекта.

Распиливаем диск строго по дефекту, прибавив около 10-15мм к длине пила…

После этого удаляем следы от капиллярного контроля и приступаем к сварке…
Начинаем со внутренней стороны диска, от спиц к ободу(для того чтобы не накапливались усадочные напряжения). Делаем подкладной св.шов, предварительно можно "пройтись" дугой по разделанным кромкам диска, дабы избежать попадания возможных дефектов в основной металл…

Переворачиваем диск и снова зачищаем, но уже новый шов…


После того, как все зачистили и удалили следы окислов, БЕЗ присадки, те дугой "размешиваем" — одну стенку разделки с другой и подкладочным швом…

Далее начинаем заполнять уже "бывшую" разделку по толщине…


Получаем шов такого вида…

И снова переворачиваем диск для зачистки места посадки покрышки…


После этого собираем покрышку, накачиваем до 4-5бар и еще раз смотрим на "травит/не травит" — в месте соприкосновения "резина-диск"
Всем спасибо, за внимание!
На этом урок по качественному ремонту алюминиевого диска окончен!
Я всегда могу вам помочь со сваркой в среде аргона. Аргонодуговая сварка в Истре и Дурыкино
Наша страница на DRIVE2:


26 марта 2015 Метки: ремонт катализатора , замена катализатора на пламегаситель , обманка лямбды , установка обманки лямбды , выбить катализатор , сварка алюминия в истре и дурыкино
Комментарии 21
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Привет. Хорошая работа, приятно смотреть.
Подскажи, какой аппарат лучше взять для восстановления дисков, у меня свой шиномонтаж.

Дело не в аппарате, дело в руках аргонщика. А аппарат можно взять самый китайский.
Как провести сварку дисков аргоном?
Автомобильные диски, выполненные литьевым способом, из года в год создают все большую конкуренцию обыкновенным штампованным изделиям. Однако вопреки заявленной изготовителями надежности, сварка литых автодисков – довольно востребованная услуга на станциях технического обслуживания, что обусловлено не в такой мере недочетами самого диска, сколько плохим качеством российских дорог. Нередко встречающиеся ямы и неровности на дорожном покрытии имеют возможность стать фактором возникновения сколов и трещин, которые, в принципе, вполне реально восстановить посредством сварочного агрегата и грамотно подобранных расходников.


Особенности
Самый рациональный способ восстановления автодисков – это аргонодуговая сварка, предусматривающая заплавку появившихся трещин с помощью электродуги в среде защитных инертных газов (также благородных или редких), в частности аргона.
К плюсам такого метода сварочных работ относится следующее:
- при работе с защитным газом нет потребности в дополнительной подготовке дисков (за исключением тщательной зачистки поврежденных участков);
- при сварке в газовой среде на ремонтируемых участках не появляется оксидная пленка;
- ремонт изделий таким методом дает возможность восстанавливать литые изделия в самых малодоступных и незащищенных местах.
К особенностям подобного способа сварки относят потребность использования при восстановлении материала, свойства которого обязаны отвечать свойствам металла, применяемого при производстве дисков. Прежде чем приступить к сварке изделий аргоном, непременно нужно прояснить химсостав их материала, указываемый в нанесенной на диск маркировке.
При подготовительных работах к восстановлению также необходимо уделить внимание степени повреждения изделий, что даст возможность верно выбрать мощность сварочного агрегата (инвертора).




Виды повреждений
В большей степени часто встречающимися повреждениями литых дисков бывают:
- трещины;
- сдвиг по радиусу и оси;
- сколы;
- нарушение защитного покрытия.
Как подготовить поверхность?
Как и все сварочные работы, восстановление делится на подготовительную стадию и сварочную. К первой относится подготовка требуемого оснащения и расходных материалов. И, конечно, подготовка непосредственно автодисков.
Нужное оснащение и расходники:
- угловая шлифовальная машинка;
- агрегат для аргонной сварки;
- электроды;
- средства персональной защиты.


Наиболее значимый шаг при подготовке перед сварочными работами – это верный подбор электродов. Материал, из которого произведен электродный стержень, должен отвечать материалу, из которого выполнены колесные диски. Следует заметить, что изготовители на собственной продукции ставят штамп с маркировкой, где указывается структура материала. Поэтому сложностей с выбором расходников скорее всего не будет.
Зачастую случаются ситуации, когда в сервисе после восстановления автодиска, мастер рекомендует практиковать его исключительно в качестве запасного. Это не означает, что технологический процесс был проведен не по правилам либо недоброкачественно. Попросту использовались электроды, не подходящие к материалу изделия. Этому есть причина – подходящего расходного материала не оказалось в наличии, а терять клиента и денежные средства мастер не пожелал.
Дальнейшие действия – это подготовка непосредственно литого автодиска. Если повреждением является только трещина, то процедура подготовки ограничивается разделкой трещины и снятием покрытия краски возле нее с 2-х сторон, отступив 1 сантиметр по всей длине. Когда трещина расположена вдоль, то предпочтительнее сделать прорез через всю толщину. С поперечной этого делать не следует, только выполнить ее разделку. Если трещина, ориентированная поперек, возникла на тонкостенном автодиске, то разделать ее нужно будет под фаску, имеющую форму буквы V. Если изделие толстое, то разделку можно выполнить в форме буквы X.
Если повреждением является скол, что, как правило, и происходит, то процедура подготовки будет более трудоемкой и затребует немного больше времени. Меньше проблем, когда скол является элементом самого изделия. А когда этот фрагмент взят от стороннего колесного диска, то требуется первым делом сравнить свариваемые элементы на предмет совпадения материалов. Как уже говорилось ранее, можно сверить маркировку.
Теперь необходимо обыкновенный листок бумаги поместить на повреждение и обрисовать его очертания. Вырезается шаблон по конфигурации повреждения и приставляется к элементу, взятому с другого изделия, его конфигурация переносится на диск. Теперь необходимо по разметке произвести вырез. Затем вырез на автодиске чистится от шероховатостей и прочих загрязнений, очищается и периметр повреждения от краски на расстоянии одного сантиметра. Надо сказать, это выполнить можно угловой шлифовальной машинкой, остальные способы не в такой степени эффективны. С заплаткой производятся точно такие же действия.
Применение подходящих сварочных газов при ремонте литых автодисков, в равной мере как и подбор сварочной проволоки, – это те аспекты, которым электросварщик обязан уделять первостепенное внимание.
Все о сварке дисков

Знать все о сварке дисков необходимо не только самим сварщикам, но и автовладельцам. Ведь они должны хотя бы в общих чертах понимать достоинства и недостатки разных технологий, ключевые требования. А профессионалам сварочного дела жизненно важно еще как следует представлять себе и подготовку к работе.
Самый важный факт, который сразу необходимо иметь в виду — сварка дисков в условиях дома вполне допустима и даже дает довольно неплохие результаты. Предубеждения на ее счет обычно связаны именно с несоблюдением установленной технологии. Придется обязательно перед ремонтом автомобильных дисков обзавестись надежным, мощным сварочным аппаратом. Следующий немаловажный момент — каждый тип колесных элементов требует своего особого обращения. Это связано с тем, что получают их по разной технологии.
Так, при создании литых конструкций используют алюминий, магний и медь. Эти металлы плавят в определенных пропорциях. Прочность получающегося вещества вполне прилична. Но когда ездят на высокой скорости по неровным участкам, весьма вероятно появление трещин. И не все такие дефекты можно заварить.
Обычно потребность в работе возникает, когда появляются:
трещины в бортах диска;
расколы тех же бортов.



Важно: когда трещина охватывает весь диаметр детали, заниматься сварочными работами нельзя. Никакая прочность шва не компенсирует уже нарастающие напряжения во внутренних слоях. Раскол всего колеса становится вероятен даже при минимальной механической нагрузке. Также спецификой сварки литых дисков будут:
неизбежное изменение структуры сплава и его механических параметров;
потеря части заявленных изготовителем свойств;
непригодность каких-либо методов, кроме аргонной сварки.
Для кованых дисков также крайне широко применяют сварку в защитной среде аргона. Но встречаются деформации подобных колесных деталей нечасто. Потому-то они и являются «редкими гостями» в автомастерских. Что касается легкосплавных конструкций, то дать им единую характеристику нельзя. Ведь состав сплавов и их основные свойства могут сильно отличаться, и потому один диск сваривается прекрасно, а другой, внешне на него похожий, быстро покрывается трещинами.

Способы
Литой диск обычно сваривают, наплавляя специальный пруток на деформацию. Отсутствие окисления металла (при грамотном исполнении работы, разумеется) позволяет гарантировать плотность и стабильность шва. При наличии инверторного аппарата можно проводить также аргонодуговую сварку. В этом случае применяют неплавкий электрод из вольфрама и специальную присадку.
Сварочная поверхность окажется даже более ровной, чем при обычных работах на воздухе.



Что необходимо?
Для работы потребуются:
устройство электродуговой сварки с подачей переменного тока по стандартам TIG AC/DC;
прутки для добавления присадок;
УШМ и некоторые другие приспособления для расчистки поверхности;
индивидуальные средства защиты;
баллоны с аргоном;
газовые расходомеры на основе манометров;
термометры (особенно важны, если предстоит работать часто).



Подготовка
Как и всякое другое металлическое изделие, автомобильный диск должен быть тщательно вычищен от пыли и прочих загрязнений. При наличии трещин производится «запил». Если же обнаружили скол, придется готовить к сварке края диска. Выполняют это так:
зачищается участок около фаски;
весь металл обезжиривается при помощи ацетона.
Трещины расширяют, убирая краску не только на поврежденной поверхности, но и в радиусе 1 см от нее. Подготовка к устранению сколов сложнее. Понадобится обрабатывать как проблемную зону, так и заготовку, которая будет ее закрывать после ремонта. Сформировать заплату точно необходимой формы поможет обвод бумаги, приложенной к пораженному участку, карандашом по контуру.
Все, что приваривают, должно быть зачищено от краски минимум на 1 см от края; идеальный способ решить эту задачу — использование «болгарки».



Технология
Как только завершены все приготовительные манипуляции, надо браться за работу, и действовать придется быстро, пока эффект не пропал. Место, назначенное для сварки, прогревают горелкой. Изменение цвета нагреваемого металла зависит от его состава, и этот момент обязательно надо узнавать заранее. Как только достигнут необходимый прогрев, сразу начинают применять присадочный материал. Малейшая задержка недопустима!
Заплатку на скол начинают наносить, прихватывая ее слегка. Это существенно повысит качество сцепления. На толстых дисках сварку ведут поэтапно, с аккуратным расположением швов друг над другом. Подобное требование гарантирует надежность и длительную службу подготавливаемого соединения.
Как только работы завершены и металл остыл, требуется прочистить сварочный шов при помощи УШМ и приготовить его к окрашиванию.


Первоначальный прогрев металла должен происходить до 200 — 250 градусов. Если этого не сделать или повысить температуру больше положенной, сварка может только усилить деформацию диска. К сведению: вместо газовой горелки иногда применяют резаки модели РЗП-300 в режиме бескислородной работы. Начинают с кругового прохода по всей конструкции, и затем уже нагревают необходимую зону. В обоих случаях греть отдельные точки нельзя, нужно совершать колебательные движения по окружности.
Для самой сварки профессионалы часто рекомендуют электроды модели WL-15 с золотистым окрасом. Диаметр инструмента может составлять 0,24 либо 0,3 см. Присадочные прутки должны быть идентичны по составу с материалами самих дисков. Диаметр их в норме совпадает с сечением электрода или близок к нему. Важно: лучше наплавить немного больше металла, чем нужно, и затем убрать его болгаркой, чем сделать некачественный шов.
Сплавы алюминия можно заваривать плавкими электродами модификации ОК 96.50. Пораженную зону в этом случае прогревают горелкой либо паяльной лампой до 300 градусов. Чтобы улучшить розжиг электрода, его согревают до 150 градусов. Заплатки прихватывают на концах и лишь после этого работают с основной длиной.
Глубокие трещины требуется заделать изнутри, добиваясь выхода наружу сварочного расплава.



О том, как выполнить сварку литого диска аргоном, вы можете узнать ниже.
Читайте также: