Ремонт сварочного трансформатора своими руками
Обновлено: 20.09.2024
Данная техника является достаточно простой, так как имеет понятный принцип действия, который основан на минимальном количестве дополнительных деталей, хотя многие факторы зависят от конкретной модели. Именно это и является одним из главных достоинств, так как обеспечивает высокую надежность эксплуатации при ответственном процессе сваривания. Благодаря этому, ремонт сварочных трансформаторов также становится намного более простым, чем другой техники. Но даже самая надежная техника может выходить из строя, особенно, если речь идет о неправильной эксплуатации, которая противоречит заданным режимам.
Естественно, что у каждого аппарата имеются свои особенности, но у большинства из них уязвимые места являются одними и теми же. Самой слабой частью такого устройства, как сварочный трансформатор, является клеменная колодка. К ней подключаются соединительные кабели. Из-за плохого контакта, в то время как значение сварочного тока является достаточно высоким, соединение сильно нагревается. Через некоторое время соединение может разрушиться, так как разогреваются и соединяющие провода, что может привести к замыканию системы. Чтобы осуществить ремонт сварочного трансформатора своими руками в данном случае нужно зачистить поверхности контактов, перебрать греющееся соединение и обеспечить плотный контакт в дальнейшем. Но это один из самых простых способов, так как встречаются и более сложные поломки, требующие, для своего исправления, профессионального вмешательства и длительного ремонта.
Виды неисправностей и способы устраненияСамостоятельное отключение техники во время работы. Это случается из-за срабатывания внутренней защиты трансформатора. Когда трансформатор включается в сеть, то защита срабатывает на определенном этапе работы и производится отключение. Мощность сварочного трансформатора может быть не рассчитана на используемые режимы работы. Также это может происходить по причине замыкания цепи между проводами или корпусом и проводом, между листами электропровода, витками катушки или при пробое конденсаторов. Для ремонта в первую очередь нужно отключить технику от сети. Затем требуется найти место дефекта и устранить его. После следует восстановить изоляцию, а также, при необходимости, заменить конденсаторы.

Ремонт сварочного трансформатора
Сильный гул во время работы . Как правило, эта проблема сопровождается сильным перегревом. В качестве причины выделяется ослабление болтов, которые стягивают листы магнитопровода. Также может быть сломан механизм закрепления катушки или крепление сердечника. Все может иметь более банальный характер, так как гудение появляется из-за перегрузки техники, что также случается и при замыкании. Чтобы устранить неисправности сварочного трансформатора в данном случае нужно подтянуть все крепления, а также устранить неисправности в креплении катушек и сердечника. Проверить изоляцию в кабелях для сварки.
Большой перегрев аппарата . Зачастую здесь происходит нарушение правил эксплуатации, к примеру, превышение сварочного тока, который оказывается выше нормы. Также может быть слишком большие сварочные электроды или длительное время беспрерывной работы. В некоторых случаях просто оказывается неисправной система охлаждения. Для ремонта приходится заменить эту систему или более четко подбирать режимы.
Более низкое фактическое значение сварочного тока, чем должно быть по номиналу . Такое явление наблюдается, когда в питающей сети напряжение ниже, чем требуется. Таким образом, оно понижается и на выходе аппарата в пропорциональном соотношении.
Некорректная регулировка тока и прочих параметров . Здесь могут быть поломки в механизмах регулировки. Каждый такой механизм может быть уникальным для отдельного сварочного аппарата. Зажимы регулятора могут быть замкнутыми, а вторичные катушки просто заблокированы в одном положении, что мешает их перемещению. При ремонте снимается кожух корпуса и исследуются все механизмы, в которых может возникать проблема.
Обрыв дуги без возможности ее восстановления . В таких случаях вместо дуги появляются только искры. Причиной такой ситуации является пробой обмотки сварочной цепи, нарушение соединений клемм аппарата или замыкание между проводами.
При отсутствии нагрузок аппарат потребляет из сети большие токи. Здесь возникает замыкание витков обмотки, которое можно устранить с помощью восстановления изоляции. Также может спасти полная намотка сварочного трансформатора.
Техническое обслуживание- Производится очистка сварочного аппарата от пыли при помощи продувания.
- Проверяется сопротивление изоляции при помощи омметра. Сначала данные берутся между корпусом и первичный цепью, потом между корпусом и вторичной цепью. Значения не должны превышать 2,5 МОм. В ином случае технику нужно просушить теплым воздухом.
- Проверить напряжение в сети.
- Путем использования перемычек установить требуемый рабочий диапазон параметров.
- Проверить исправность автоматического выключателя.
- Включить аппарат и попробовать выставить различные параметры, проверяя тем самым устройства работы всех систем.
- Отключить технику от сети.
Во время технического обслуживания проверяется схема обмотки сварочного трансформатора, которая должна соответствовать номинальной. Также следует отдельно проверить заземление. Обмотки проверяются при помощи прозвона и если наблюдаются какие-либо неполадки, то следует узнать, как намотать сварочный трансформатор заново, чтобы устранить имеющиеся неполадки.
Если не проводить периодическое обслуживание и не контролировать работоспособность оборудования, своевременно отыскивая неполадки, то может случиться серьезная поломка, которая потом потребует дорогостоящего ремонта. Ведь лучше сразу узнать, как прозвонить вторичные обмотки сварочного трансформатора, чем потом менять всю катушку. Также это поможет узнать, соблюдается лир инструкция по эксплуатации сварочного трансформатора или же нужно менять рабочие параметры для сохранения работоспособности техники. На предприятиях периодичность обслуживания определяется регламентом.
Техника безопасности при проведении ремонта и обслуживанияРабота с трансформатором, в основном, грозит в себе риск поражения током. Поэтому, все условия должны отвечать правилам электробезопасности. В первую очередь, техника должна быть отключена от питания. Ее корпус и остальные детали должны быть надежно заземлены. Во время работы следует использовать изолированные инструменты, а также применять личные средства безопасности. Техника безопасности при ремонте сварочного трансформатора запрещает складывание инструментов непосредственно на самом трансформаторе или внутри него.
Запрещается эксплуатировать технику, которая имеет явные неполадки. Также не стоит приближаться к ней, поэтому, лучше разу отключить все от сети. Не стоит проводить работы с горячим оборудованием. После ремонта технику нужно проверять в режиме холостого хода, а после этого только пускать в дело.
Ремонт сварочного трансформатора
Сварочный трансформатор является самым простым источником сварочного тока (по сравнению со сварочными выпрямителем или инвертором), и, следовательно, самым надёжным. Но, время от времени, требуется и его ремонтировать. Чаще всего он то «не держит дугу», то «не варит». Рассмотрим простейшие отказы и способы их устранения.
Неисправности сварочных трансформаторов и методы их устранения
Физический принцип действия сварочного трансформатора ничем не отличается от обычного понижающего трансформатора. Он очевиден из поясняющего рисунка «Принцип действия понижающего трансформатора». Более подробно можно рассмотреть в этой статье устройство и принцип действия трансформаторного сварочника.

Внешний вид сварочника приведён на рисунке «Сварочный трансформатор».

Наиболее часто встречающиеся неисправности сварочных трансформаторов и методы их устранения сведены в таблицу. Причин возникновения неисправностей может быть много, одной из которых является отсутствие обслуживания, в частности, прочистки сварочного трансформатора от пыли.
ВНИМАНИЕ! При выполнении любого ремонта следует обязательно отключить аппарат от электросети.
| Описание неисправностей | Причины неисправностей | Методика устранения |
| Самопроизвольное отключение | Самопроизвольное отключение сварочного аппарата происходит за счёт срабатывания его электрозащиты при включении в питающую сеть. Причиной этого может быть: |
- короткое замыкание в высоковольтной или низковольтной цепях:
- между подводящими проводами и корпусом. ВАЖНО. Для исключения поражения обслуживающего персонала электрическим током является обязательным качественное заземление корпуса сварочника;
- проводов между собой;
- межвитковое замыкание в катушках;
- замыкание проводов (подводящих или катушек) на магнитопровод;
- электрический пробой конденсаторов;
- выход из строя других компонентов сварочного гаджета.
- замена проводов и восстановление разрушенной изоляции;
- замена конденсаторов и других вышедших из строя деталей и узлов на кондиционные.
- перегрузка:
- длительная работа без технологических перерывов на остывание;
- неправильно выбран сварочный электрод (марка, излишне большой диаметр и т. п.);
- неправильно выбран режим сварки (высокое значение сварочного тока и т. п.);
- шпилек, стягивающих «железо»;
- неисправности в креплении магнитопровода;
- нарушена регулировка механизма перемещения катушек;
- проверить электроизоляцию и устранить все дефекты;
- подтянуть весь крепёж;
- устранить нарушения в механизме перемещения катушек
- сварочный ток выше допустимого значения для данной модели оборудования;
- применяются сварочные электроды, модель и диаметр которых не соответствуют данному виду сварки;
- работа происходит без достаточного количества технологических перерывов (на остывание).
- разрушается механическое соединение;
- сгорает изоляция на концах проводов;
- разрушается электрическое соединение.
- перебрать и проверить состояние контактов;
- при необходимости зачистить их или заменить на кондиционные;
- обеспечить плотный зажим всех элементов
- пониженное напряжение в питающей электросети;
- неисправность регулятора величины сварочного тока.
- повышенное напряжение источника электропитания;
- неисправность регулятора величины сварочного тока.
Повышенное напряжение источника электропитания, чаще всего, случается при питании от мобильных генераторов. В электросетях этот параметр регулируется централизованно. Резкое увеличение возможно только в случае аварии (обрыв «нулевого провода» на КТП).
- неисправность в механизме ходового винта регулятора тока;
- короткое замыкание между контактами на зажимах регулятора;
- ограничена подвижность катушек вторичной обмотки;
- замыкание в катушке дросселя.
- посторонние предметы следует удалить;
- катушку дросселя заменить;
- контакты на зажимах регулятора и механизм ходового винта отрегулировать.
- нарушение изоляции обмотки высокого напряжения (первичной) и её замыкание на сварочную цепь (вторичная обмотка и всё, что следует за ней);
- замыкание между сварочными проводами;
- ослабло соединение сварочных проводов с клеммами аппарата.
- провести внешний осмотр и установить причину;
- при нарушении изоляции обмоток, последние следует заменять (перематывать трансформатор);
- на сварочных проводах восстановить изоляцию или их заменить;
- восстановить соединение сварочных проводов с клеммами аппарата.
Самое «тонкое место» сварочника – клеммная колодка.
![Клеммная колодка.]()
Перемотка сварочного трансформатора
Неисправности оборудования, для устранения которых потребуется перемотка катушек первичной и вторичной обмоток, указаны в таблице. Начинать ремонт следует с подготовки материалов:
- провод для первичной и вторичной обмоток (марку и количество можно узнать только после разборки сгоревшего аппарата);
- шеллак (можно заменить цапонлаком или краской ПФ);
- оправку (брусок) для намотки вторичной обмотки (по размерам каркаса катушки). Изготавливать его рекомендуется из клиньев. Иначе, после намотки с цельного бруска, снять будет очень проблематично. Размеры снимаются после разборки;
- лакоткань.
Разбираем трансформатор, разматываем обмотки и считаем витки и слои (обязательно записываем).
Рассчитываем длину провода по:
- длине «среднего витка». Это — среднее арифметическое между: максимальной длиной – витка наружного слоя и минимальной – внутреннего;
- количеству слоёв и витков.
Длина провода определяется, как произведение длины «среднего витка», количества витков в слое и количества слоёв.
На несгоревшей части обмотки визуально определяем марку провода и, измерив диаметр, рассчитываем его сечение. Теперь мы знаем: какого и сколько нам нужно провода.
Наматываем новые катушки: первичную обмотку из тонкого провода можно прямо на каркас, вторичную из провода большого сечения – на оправку. Предварительно наматываем один слой лакоткани. Витки наматываем плотно «один к одному», повторяя сгоревшую обмотку и строго придерживаясь количества витков. Каждый слой обмотки тщательно промазываем шеллаком или его заменителем и прокладываем слой лакоткани. После высыхания шеллак будет предотвращать перемещение проводов, вызванное их расширением при нагревании (по обмоткам протекает большой электрический ток), и разрушение изоляции. В купе с лакотканью это предотвратит межвитковое короткое замыкание и необходимость повторного ремонта.
После намотки, собираем катушки сварочного трансформатора и просушиваем их (в домашних условиях для этого можно использовать духовку). Температура и продолжительность зависит от применяемых материалов.
Производим окончательную сборку трансформатора. Тестером или любым другим омметром «прозваниваем» (проверяем целостность) обмоток. Первичная должна иметь электрическое сопротивление около 20 Ом, вторичная – «0», между обмотками – «бесконечность».
Проверяем работоспособность трансформатора путём измерения напряжения ХХ (холостого хода – оно указано в «Паспорте сварочного аппарата». Обычно 50…60 В). Первичную обмотку через электрический автомат (ВАЖНО! Автомат включать в цепь питания обязательно) включаем в электрическую сеть, и тестером (или любым другим вольтметром переменного тока) замеряем напряжение вторичной обмотки. Если всё сделано правильно, то величина этого электрического напряжения соответствует напряжению ХХ, указанному в «Паспорте».
Устанавливаем сварочный трансформатор на своё законное место в сварочнике и пробуем варить.
Ремонт сварочного трансформатора своими руками
Прежде, чем ремонтировать сварочный аппарат, который вдруг «перестал варить», проверьте следующее:
- соответствуют ли выбранная полярность и величина сварочного тока обрабатываемому материалу и применяемому электроду (материал и диаметр);
- достаточно ли хороший контакт зажима сварочного кабеля со свариваемой деталью;
- нет ли превышения времени непрерывной работы сварочного аппарата или банального обрыва кабеля.
Зачастую, устранение этих дефектов «оживит» ваш аппарат, и ремонт на этом будет закончен.
Если ничего из вышеперечисленного не обнаружено, то необходимо определить проблему и заняться её устранением. Снимаем корпус оборудования и проводим внешний осмотр. Часто вышедшие из строя узлы можно определить визуально: изменившая внешний вид контактная колодка, нарушение изоляции подводящих проводов, ослабленные контактные крепления и т. п. Замена этих деталей и узлов не вызывает трудностей и может быть произведена самостоятельно.
Если отсутствует напряжение ХХ на вторичной обмотке сварочного трансформатора, то необходима его перемотка. Технология этого процесса описана выше. Если у вас нет навыков аналогичного ремонта, и вы никогда не перематывали даже маломощный трансформатор, то рекомендуем обратиться в сервисный центр.
[help]Больше информации для самодельщиков можно взять в статье про самодельные трансформаторные сварочники.[/help]
Капитальный ремонт сварочного трансформатора
Капитальный ремонт сварочного трансформатора представляет собой наибольший по объёму вид планового ремонта, при котором производится:
- разборка агрегата;
- замена всех изношенных узлов и деталей.
- катушки первичной и вторичной обмоток;
- дроссель, конденсаторы и т. д.
- все контактные узлы: зажимы, колодки и т. п;
- подвижные узлы и механизмы.
После проведения капитального ремонта технические параметры сварочного трансформатора должны соответствовать новому прибору. Во многих случаях, по согласованию с Заказчиком, в ходе капремонта проводится модернизация сварочника.
Цена ремонта — стоит ли…
Цена ремонта состоит из двух основных составляющих:
- стоимость подлежащих замене деталей и узлов;
- стоимость работы.
При ремонте в «Сервисном центре» (или любой другой мастерской) добавятся ещё и накладные расходы.
Следует учитывать, что каждый ремонт, как бы он аккуратно не производился, не делает оборудование «совсем новым». Поэтому, определите стоимость вышедших из строя узлов и деталей, выясните, сколько будет стоить ремонт и сравните полученную сумму со стоимостью нового оборудования. В большинстве случаев, сварочник, «переживший» несколько ремонтов, есть смысл сдать в металлолом (медные обмотки дорого стоят) и приобрести действительно новый, а может быть и более современный и удобный инвертор.
Правила ремонта и обслуживания сварочных трансформаторов, устранение неполадок
![Трансформатор в разрез]()
Своими руками
Ремонт сварочных трансформаторов необходим при возникновении неполадок в устройстве, которые могут образоваться по ряду определенных причин (недержание дуги, выраженное отсутствие исправности) и требует более тщательного рассмотрения при условии наличия определенных навыков.
Такие аппараты являются надежными источниками сварочного тока и имеют явные преимущества в сравнении с индуктором и выпрямителем. При этом данные устройства нуждаются в правильной эксплуатации и при возникновении неполадок подлежат ремонту.
Работа аппарата
Принцип работы аппарата обеспечение регулировки правильного поступления тока, которое осуществляется 2 способами:
- непосредственное использование аппарата (обеспечение нужного электромагнитного поля), которое осуществляется специальными деталями. Необходимый эффект получают при изменении расстояния воздушного пространства;
- работа осуществляется при управлении таким процессом, как образование нужного электромагнитного поля (изменения значений воздушного зазора между двумя обмотками, новое число витков, использование других деталей).
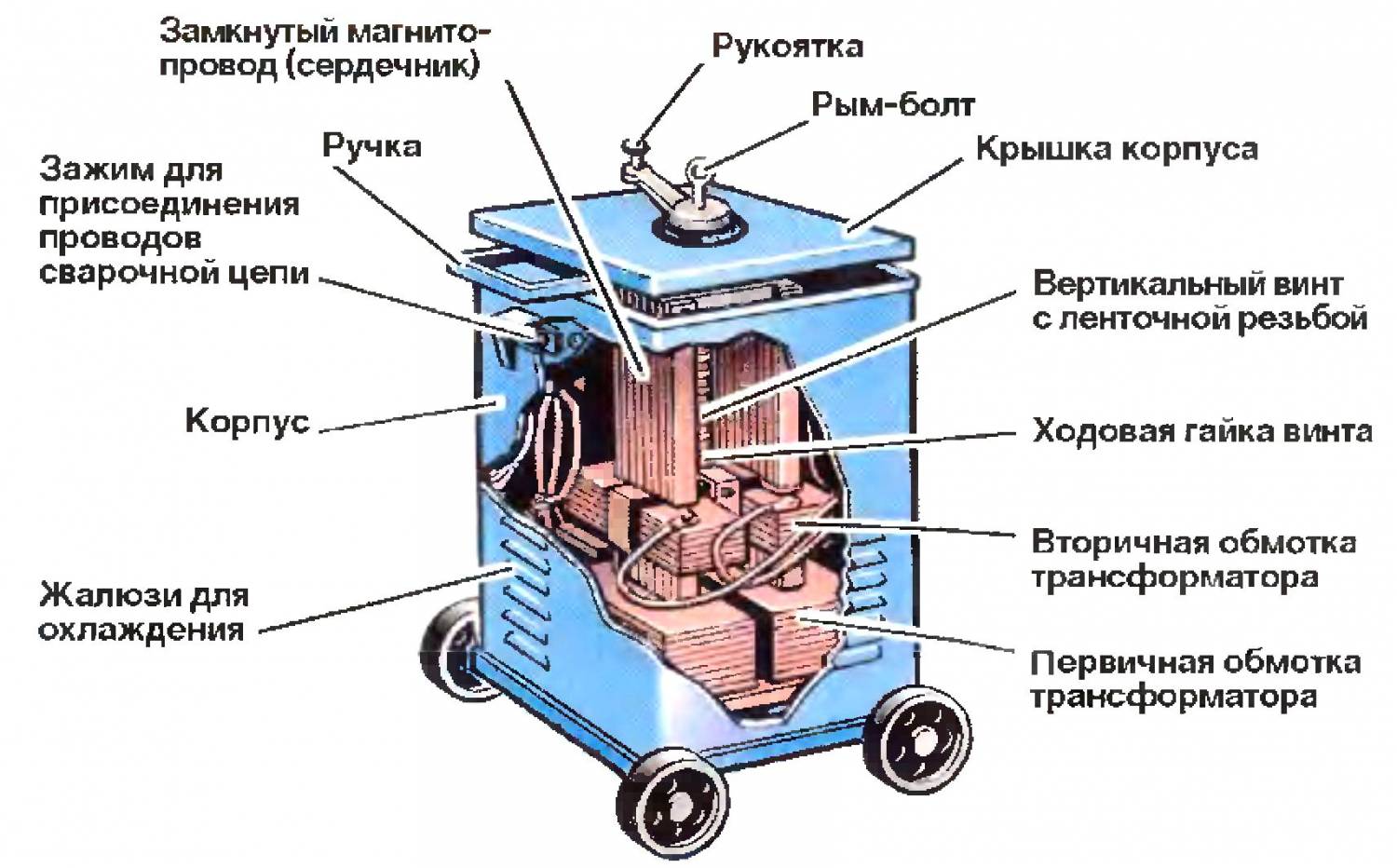
Устройство и системы аппарата более подробно описаны на нижеприведенном рисунке.
Магнитопровод со всеми системами сверху закрывается в защитный кожух, который подразумевает наличие специального охлаждающего жалюзи. Процесс правильного регулирования тока осуществляется за счет основных механизмов (перемещение подвижной обмотки при использовании вертикального винта, имеющего ленточную резьбу, ходовой гайки).
Провода подключены к зажимам, а сам трансформатор имеет довольно большую массу, поэтому для его передвижения используют специальный транспорт, а устройство оснащено рым-болтом.
Действие трансформатора не имеет отличий в сравнении с обычным аппаратом понижающего типа (информация указана на нижеприведенном рисунке).
Аппарат имеет строение в виде первичной, вторичной обмоток, которые размещены на магнитопроводе замкнутого типа (такое строение способствует увеличению электромагнитной связи).
Обмотки
Первичная и вторичная обмотки подключены к источникам тока, что способствует появлению тока переменного типа и образованию так называемого магнитного потока (Ф), который замыкается в магнитопроводе.
Поток Ф образует электродвижущую силу переменного характера (ЭДС е1 и е2) в обоих обмотках, которые по закону Максвелла становятся пропорциональны числу витков (N1, N2) и скоростям по изменениям потока (dФ/dt).
При пренебрежении падения уровня напряжения (в диапазоне не более 3–5 %) устанавливают такие значения e1≈U1 и e2≈U2. После математических исчислений получают связь между получаемым напряжением, числом витков U1/U2 = N1/N2.
Важно! При повышении вторичного напряжения число витков N2 имеет большее значение по сравнению с N1 для создания повышающего трансформатора.
Устройство понижающего типа создается в обратной пропорциональности (число витков N2 меньше чем N1).
Работа устройства основывается на преобразовании начального уровня напряжения на более низкий показатель (60 В холостого хода). Компоновка узлов устройства (информация на нижеприведенном рисунке).
Пояснения обозначений на рисунке:
- 1-изолированные провода для обмотки первичной;
- 2- обмотка вторичная без наличия изоляции, которая усиливает теплоотдачу;
- 3-магнитопровод (подвижная часть);
- 4-система подвеса устройства внутри аппарата;
- 5- механизм для управления зазора воздушного пространства;
- 6-ходовой винт;
- 7-включение ходового винта.
Схема
Схема трансформатора по функциональным характеристикам (нижеприведенный рисунок).
- зазор и магнитопровод;
- обмотка первичная и вторичная
- обмотка катушки реактивной.
Таблица выявления поломок и их исключение
Неисправности сварочных трансформаторов и правила их устранения рассмотрены в нижеприведенной таблице.
- возникновение короткого замыкания (высокое или низкое напряжение в сети);
- образования замыкания в корпусе и подводящих проводах;
- появление замыкания проводов, которые расположены между собой;
- образование замыкания между витками в катушке;
- образование замыкания провода в соединении с магнитопроводом;
- пробоина конденсаторов;
- поломка других механизмов сварочного устройства.
- сильная перегрузка;
- беспрерывная эксплуатация мотора;
- подборка сварочного электрода (не тот размер по диаметру, модель);
- несоответствующий выбор определенного темпа сварки (большие показатели тока);
- плохой крепеж узлов устройства;
- шпильки, которые стягивают «железо»;
- поломка прикрепленного магнитопровода;
- неправильный процесс передвижения катушек;
- образование короткого замыкания между кабелями;
- нарушенная изоляция в листах магнитопровода.
Подтягивание расшатанного крепежа.
- сварочный ток с высокими значениями в сравнении с указанными нормами в инструкции;
- использование деталей, которые не соответствуют заявленным размерам;
- проведение эксплуатации прибора в течение длительного промежутка времени без перерывов на остывание устройства.
- При сильном нагреве может полностью испортится вся электроизоляция, которая вызовет серьезную поломку и потребует полной починки испорченного устройства.
Основная причина поломки заключается в наличии плохого контакта электричества, вызывающего большое «переходное сопротивление».
Электрический ток выделяет немалое количество тепловой энергии и вызывает такие неисправности:
- разрушение соединений механического характера;
- перегорание проводов;
- разрушение электрического соединения.
- пересмотр и проверка все имеющихся контактов;
- произведение зачистки испорченных проводов или же их замена;
- плотный зажим всех элементов.
- невысокое напряжение в сети;
- поломка регулировки показателей сварочного тока.
- изменение настроек генератора;
- использование хорошего аппарата для стабилизации напряжения;
- проверка работы регулятора по величине сварочного тока и исключение неисправности.
- напряжение выше нормы в электросети;
- поломка регулятора тока;
- изменение настроек для регулировки показателей;
- проверка регулятора величины сварочного тока на наличие неисправностей и исключение работы устройства до устранения поломок.
- поломка устройства ходового винта по регуляции сварочного тока;
- возникновение короткого замыкания на зажимах регулирующего устройства между контактами;
- ограничение подвижных катушек повторной обмотки;
- возникновение замыкания в катушках дросселя.
- устранение посторонних предметов, которые выявлены в устройстве;
- замена катушек дросселя;
- регуляция контактов на основных механизмах.
- нарушение изоляции при изменениях значения напряжения, тока в сварочной цепи;
- замыкание сварочных проводов;
- ослабленное соединение проводов со сварочными клеммами аппарата.
- проведение внешнего осмотра и установление причины поломки;
- замена обмоток (перемотка трансформатора) при нарушении изоляции;
- восстановление или замена нарушенной изоляции;
- восстановление нарушенного соединения проводов и клемма аппарата.
Важно! Разборка сварочного трансформатора должна осуществляться с учетом правил техники безопасности и только при наличии надежного заземления корпуса сварочника.
Обслуживание по установленным нормам
Техническое обслуживание сварочных трансформаторов заключается в выполнении следующих действий:
- произведение очистки устройства от пыли и грязи при тщательном продувании;
- проверка сопротивления изоляции при помощи омметра (измерение данных между первичными, вторичными цепями, корпусом). Величина значения не должна превышать 2,5 Мом. При более низких показателях нужно произвести теплое высушивание трансформатора;
- проверка значения напряжения в электросети;
- установка необходимого рабочего диапазона параметров при использовании перемычек;
- проверка исправности автоматического выключателя;
- включение аппарата и выставление различных параметров для проверки работы всех устройств;
- отключение техники от сети.
При осуществлении технического обслуживания проверяют схему обмотки сварочного трансформатора, которая должна соответствовать номинальным показателям. Дополнительно просматривают надежность заземления.
Если же своевременно не проводить техническое обслуживание сварочного трансформатора, то серьезная поломка будет требовать капитального ремонта или же приведет устройство в полную неисправность.
Важно! Эксплуатация сварочных трансформаторов должна осуществляться строго по инструкции, а на производствах регламент проверки имеет свой установленный алгоритм.
Техника безопасности
Непосредственная работа со сварочными трансформаторами требует обязательного соблюдения определенных норм техники безопасности:
- отключение техники от электросети для дальнейшего осмотра;
- наличие надежного заземления корпуса сварочника;
- использование изолированных инструментов и личных правил безопасности во время проведения ремонта устройства;
- нельзя оставлять используемые инструменты в аппарате после осуществления ремонта;
- эксплуатация устройства запрещена, если оно имеет выраженные неисправности;
- исключение проведения работы с горячим оборудованием;
- проверка техники на предмет выявления неисправности должна осуществляться только после отключения от электросети.
Починка аппаратов с постоянным током
Простейшая схема сварочного аппарата позволяет изучить устройство и произвести необходимый ремонт по выявленной поломке.
Питание устройства строго от сети и составляет стандартные 220 Вольт. К первичной обмотке подключают предохранитель 10 А (перегорание детали позволяет быстро устранить неисправность за счет обеспечения простой замены). Также дополнительно подводят автомат SA1 на 16A.
Силовая часть устройства становится неисправной по таким же причинам, как и у трансформаторов. Электронная часть же с выпрямителем, блоком управления. В ней может быть выявлена неисправность диодного моста или других деталей.
Перемотка
Ремонт сварочных трансформаторов в текущем режиме при перемотке устройства требует выполнения определенных подготовительных действий по подбору необходимых материалов:
- провод для осуществления первичной, вторичной перемотки (количество, марку материала можно узнать только после полной разборки устройства);
- шеллак (заменяют цапонлаком, краской ПФ);
- оправка или брусок для обеспечения вторичной обмотки (по размерам замеренного каркаса катушки), изготовленного из специальных клиньев. Необходимые значения получают после разматывания;
- лакоткань.
Во время ремонта осуществляют разматывание обмоток, подсчитают витки, слои и записывают полученные значения на бумагу.
Расчет длины необходимого расстояния:
- получение длины «среднего витка» (среднее число между максимальной значением длины витка в наружных и внутренних слоях);
- число полученных слоев, витков.
Определение расстояния необходимого провода подразумевает умножение длины «среднего виска» их числа и количества слоев.
По уцелевшей части обмотки определяют нужный диаметр по сечению и марку провода. Первичную обмотку из тонкого провода наматывают сразу на каркас, а вторичную на оправку с предварительным наматыванием одного слоя лакоткани.
Витки наматываются плотно друг к другу и строго соблюдают количество витков. Каждый слой обмотки тщательно обрабатывают шеллаком и накладывают слой лакоткани. При высыхании материалов предотвращается перемещение проводов, которое может возникнуть при нагревании и разрушении изоляции.
После осуществления намотки собирают катушки починенного аппарата и тщательно просушивают их. При помощи тестера проверяют целостность обмотки.
Важно! Обмотка первичная должна быть со значением сопротивления около 20 Ом, а вторичная не более 0 Ом.
Исправность аппарата проверяют с измерением значений напряжения и одновременным включением устройства в электросеть. При соответствии всех данных починка прошла успешно и трансформатор можно использовать по назначению.
Самостоятельный ремонт сварочного трансформатора
Прежде чем самостоятельно осуществить ремонт по устройству и обслуживанию сварочных аппаратов необходимо проверить некоторые важные аспекты:
- соответствие необходимых параметров (выбранная полярность, величина тока обрабатываемые материалы, применяемые электроды (диаметр, размер);
- необходимый контакт кабелей и их зажим;
- возможное выявление превышения времени непрерывной работы или же обрыва кабеля.
Если же вышеперечисленные неисправности не были выявлены, то следует снять защитный корпус трансформатора и произвести внешний осмотр на предмет выявления визуальной поломки:
- изменение внешнего вида контактной колодки;
- нарушение изоляции одного из подводящих проводов;
- ослабление контакта крепления;
- отсутствие напряжения на вторичной обмотке требует осуществления перемотки трансформатора (данный процесс подробно рассмотрен выше).
Важно! При отсутствии навыков для правильной починки и обслуживания сварочных трансформаторов необходимо обратиться в сервисный центр и получить квалифицированную консультацию специалистов.
Осуществление полного ремонта
Капитальный ремонт сварочного трансформатора подразумевает выполнение следующих действий:
- полная разборка устройства;
- установка новых деталей, которые нужно заменить.
Детали, подлежащие замене:
- катушка первичной или вторичной обмотки;
- конденсаторы, дроссель;
- контактные узлы (колодки, зажимы);
- механизмы подвижного характера, узлы.
При осуществлении капитального ремонта все технические характеристики после замены деталей должны соответствовать прибору. Договоренность с заказчиком предполагает полный ремонт данного устройства для обеспечения более длительного срока эксплуатации и исключения повторной поломки.
Цены на ремонт
Стоимость по ремонту таких аппаратов основывается на 2 важных аспектах:
- стоимость деталей, которые необходимо заменить;
- оплата услуг за выполненную работу.
Для того чтобы выгодно произвести ремонт устройства необходимо предварительно учесть стоимость починки и сравнить ее с ценой нового трансформатора. В некоторых случаях выгоднее купить новый аппарат и не тратить лишнее время на устранение неисправности.
Важно! Испорченный трансформатор можно подвергнуть разборке и сдать медную обмотку на металлолом, а вырученные деньги потратить на покупку нового устройства.
Сварочные трансформаторы являются устройствами, которые требуют текущего ремонта по необходимости и регулярного технического обслуживания. При соблюдении таких норм можно легко предотвратить серьезные неисправности в аппарате.
Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
[note]Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.[/note]
![Внешний вид самодельного сварочного трансформатора. Ист. http://autokuz.ru/kuzovnoy-remont/kak-sdelat-svarochnyj-apparat-svoimi-rukami.html.]()
В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
[tip]Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.[/tip]
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
[important]Важно: изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается.[/important]
Самодельный сварочный трансформатор для дуговой сварки
[tip]Рекомендация: ознакомьтесь с материалом «Сварочный трансформатор: устройство и принцип действия«[/tip]
Прежде чем приступать к дальнейшей работе по изготовлению СТ, следует решить: что именно вы будете создавать. Вам необходимо:
- выбрать конструкцию и электрическую принципиальную схему будущего устройства;
- произвести электрический и, при необходимости, конструктивный расчёт его параметров.
Только после этого следует подбирать необходимую комплектацию, материалы и готовить, при необходимости,специальный инструмент.
Как рассчитать сварочный трансформатор. Схема
Вопрос, как рассчитать сварочный трансформатор самодельный, очень специфичен, так как он не соответствуют типовым схемам и общепринятым правилам. Дело в том, что при изготовлении самоделок параметры их компонентов «подгоняются» под уже имеющиеся в наличии комплектующие (в основном — под магнитопровод). Более того, часто случается, что:
- трансформаторы собираются не из самого лучшего трансформаторного железа;
- обмотки наматываются не самым подходящим проводом и много других отрицательных факторов.
В результате, самоделки греются и «гудят» (пластины сердечника вибрируют с частотой электросети: 50 Гц), но, при этом, «делают своё дело» — сваривают металл.
По форме сердечников различают трансформаторы следующих основных типов:
![Виды сердечника. Ист. http://v277.ru/svarka/65-svarochnyj-transformator.]()
Пояснения к рисунку:
[note]Трансформаторы стержневого типа, по сравнению с трансформаторами броневого типа, допускают большие плотности токов в обмотках. Благодаря этому они имеют более высокий КПД, но и трудоёмкость их изготовления значительно выше. Тем не менее, их используют чаще.[/note]
На стержневом сердечнике применяют схемы обмоток, приведённые на рисунке.
![Варианты конструкций обмоток на сердечнике стержневого типа. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – сетевая обмотка на двух сторонах сердечника;
- б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
- в – сетевая обмотка на одной стороне сердечника;
- г – соответствующая ей вторичная обмотка, включенная последовательно.
Для примера выполним расчёт СТ собранного по схеме «в» — «г». Его вторичная обмотка состоит из двух равных частей (половинок). Они расположены на противоположных плечах магнитопровода, а между собой соединены последовательно. Расчёты заключаются в определении теоретических и выборе действительных размеров магнитопровода.
Определяемся с мощностью СТ (по величине тока во вторичной обмотке) из следующих соображений. Для электросварки в быту чаще всего используются покрытые электроды Ø, мм: 2, 3, 4. Выбираем «золотую середину» для самых ходовых — 120…130 А. Мощность СТ определяется по формуле:
P = Uх.х. × Iсв. × cos(φ) / η, где:
- Uх.х. — напряжение холостого хода;
- Iсв. — ток сварки;
- φ — угол сдвига фаз между напряжением и током. Принимаем: cos(φ) = 0,8;
- η — КПД. Для самодельных СТ: КПД = 0,7.
[tip]Если произвести расчет магнитопровода по справочнику, то его сечение для выбранного тока равно 28 кв.см. На практике, сечение магнитопровода для той же мощности может варьироваться в пределах: 25…60 кв.см.[/tip]
Для каждого сечения необходимо определить (по справочнику) количество витков первичной обмотки для обеспечения на выходе заданной мощности. Мы лишь заметим, что чем больше площадь сечения магнитопровода (S), тем меньше понадобится витков обеих катушек. Это существенный момент, т. к. большое количество витков может не поместиться в «окно» магнитопровода.
Возможно использование магнитопровода старого трансформатора (например, от микроволновой печки, конечно, после некоторой его реконструкции – замены вторичной обмотки).
![Старый трансформатор. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
Если у вас нет старого трансформатора, то следует прибрести трансформаторное железо, из которого вы иизготовите сердечник СТ.
![Железо для магнитопровода. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – пластины Г-образной формы;
- б – пластины П-образной формы;
- в – пластины из полос трансформаторной стали;
- c и d – размеры «окна», см;
- S = a х b – площадь поперечного сечения сердечника (ярма), кв.см.
[help]Если правильно рассчитать магнитопровод, то обмотки СТ не будут греться, а сам сварочник будет надежно работать.[/help]
Расчёт количества витков первичных обмоток при напряжении питания сети 220…240 В, выбранных нами токах сварки и параметрах магнитопровода можно произвести по следующим формулам:
N1 = 7440 × U1/(Sиз × I2). Для обмоток на одном плече (по половине обмотки друг на друге, соединённые последовательно);
N1 = 4960 × U1/(Sиз × I2). Обмотки разнесены на разные плечи.Условные обозначения в обеих формулах:
- U1 – напряжение источника питания;
- N1 — количество витков первичной обмотки;
- Sиз — сечение магнитопровода (кв.см);
- I2 — заданный сварочный ток вторичной обмотки (А).
Выходное напряжение вторичной обмотки СТ в режиме холостого хода у самодельных сварочных трансформаторов находится, как правило, в пределах 45…50В. По следующей формуле можно определить её количество витков:
U1/U2 = N1/N2.Для удобства подбора силы сварочного тока, на обмотках делают отводы.
Намотка сварочного трансформатора и монтаж
Для первичной обмотки трансформатора применяется специальный термостойкий медный провод, имеющий хлопчатобумажную или стеклотканевую изоляцию.
[warning]Внимание: категорически не рекомендуем для намотки сварочного трансформатора использовать провода с резиновой изоляцией.[/warning]
С учётом выбранной выше мощности, электрический ток в первичной обмотке может достигать 25 А. Исходя из этих соображений, первичную обмотку СТ следует наматывать проводом, имеющим сечение ≥ 5…6 кв.мм. Это, кроме всего прочего, существенно увеличит надежность СТ.
Вторичная обмотка выполняется медной проволокой, сечение которой: 30…35 кв.мм. Особое внимание следует уделить выбору изоляции провода вторичной обмотки, так как по ней протекает большой сварочный ток. Она должна быть очень надёжной — особое внимание следует уделить теплостойкости.
При монтаже обмоток обратите внимание на следующее:
- намотка производится в одном направлении;
- между рядами обмоток прокладывается изолирующий слой дополнительной изоляции (рекомендуем – хлопчатобумажной).
Собранный СТ следует поместить в защитный кожух с отверстиями для вентиляции.
Видео
Посмотрите, как была реализована задача сборки аппарата:
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
![Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.]()
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
![Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.]()
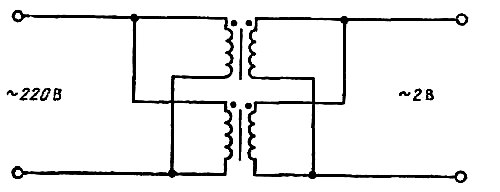
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
![Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
![Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
[help]Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.[/help]
Вот вариант точечного сварочника из микроволновки:
Рекомендации по эксплуатации
При выполнении сварочных работ необходимо выполнять требования по обеспечению безопасности труда:
- ;
- на сварщике должна быть специальная одежда;
- голова должна быть защищена маской сварщика (очень популярны маски «Хамелеон», оснащённые самозатемняющимся светофильтром) и т. п.
[important]При эксплуатации сварочного аппарата контактной сварки следует выполнять следующие дополнительные требования:
- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.[/important]
Выводы
Мы дали вам достаточно информации для того, чтобы сделать самодельный сварочный трансформатор:
Но, не смотря на это, рекомендуем «взвесить свои силы» и «крепко» подумать: а не лучше ли приобрести сварочник заводского изготовления? А может быть даже и более современный и удобный инвертор (смотрите плюсы и минусы, что лучше транформаторный или инверторный сварочник).
Другие материалы по трансформаторным сварочным аппаратам смотрите в соответствующем разделе.[/help]
Сварочный трансформатор: устройство и принцип действия
![Сварочный трансформатор. Перемещают на транспортной тележке. Ист. https://stmk.by/svarochnye-transformatory/]()
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
![Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.]()
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
![Fubag TR 300]()
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
![Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.]()
Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
![Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.]()
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
![Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.]()
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
Читайте также: