Режим холостого хода сварочного источника питания это
Обновлено: 19.09.2024
Источники сварочного тока должны обладать хорошими динамическими свойствами, т. е. мгновенно реагировать на изменения вольтамперной характеристики сварочной дуги, что отличает их от источников тока, питающих силовую и осветительную (бытовую) сети, которые должны обеспечивать постоянное напряжение независимо от нагрузки (величины тока, идущего потребителям). Их внешняя вольтамперная характеристика близка к прямой, параллельной абсциссе и называется жесткой (линия А на рис. 3.6).
Внешней характеристикой источника тока называется зависимость напряжения на его выходных клеммах от тока в сварочной цепи.
Обмотку сварочных генераторов и трансформаторов необходимо предохранить от разрушения токами короткого замыкания при возбуждении дуги. Поэтому внешняя вольтамперная характеристика источников сварочного тока должна быть падающей (кривая Б на рис. 3.6). Напряжение при их работе уменьшается с увеличением тока, а при токе короткого замыкания оно падает до нуля.
Напряжение холостого хода обычно 60–80В, что достаточно для зажигания дуги и относительно безопасно для работы сварщика. Точка 1 на рис. 3.6 соответствует режиму холостого хода в работе источника тока, т. е. в период, когда дуга не горит и сварочная цепь разомкнута. Точка 3 соответствует режиму короткого замыкания при зажигании дуги, когда напряжение стремится к нулю, а ток повышается. Величина тока ограничена, чтобы не допустить перегрева токопроводящих проводов и источников тока.
Режим устойчивого горения дуги определяется точкой 2 на рис. 3.6 при пересечении вольтамперных характеристик дуги (кривая В) и источника сварочного тока (кривая Б).
Рис. 3.6. Внешние характеристики источников питания и электростатическая характеристика дуги
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные генераторы, выпрямители). Источники переменного тока более распространены.
Сварочные трансформаторы проще и надежнее в эксплуатации, долговечнее, у них выше КПД.
Однако устойчивость дуги при использовании постоянного тока значительно выше, чем при применении переменного тока. При питании переменным током нормальной частоты (50 Гц) происходит синусоидальное изменение напряжения и тока; ток в секунду 100 раз меняет свое направление, дуга периодически гаснет и зажигается, а при наличии недостаточной ионизации между электродами может прерваться.
При постоянном токе повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку на прямой и обратной полярностях. Последнее, вследствие более высокой температуры на аноде, позволяет проводить сварку электродами с тугоплавкими покрытиями и флюсами. Выбор источника питания дуги определяется конкретными условиями производства.
В современной сварочной технике применяют разные системы сварочных трансформаторов.
Трансформатор с отдельной дроссельной катушкой.Падающая вольт-амперная характеристика этого трансформатора (рис. 3.7, б, кривая 1) обеспечивается последовательным включением индуктивного сопротивления дросселя.
Понижающий трансформатор (рис. 3.7, а) состоит из магнитопровода 3 (сердечника), первичной 1 и вторичной 2 обмоток. Он снижает напряжение сети 220 или 380 В до напряжения холостого хода 60–80 В. Дроссель 5 предназначен для получения падающей внешней характеристики и регулирования величины сварочного тока. При прохождении переменного тока через обмотку дросселя 5, установленную на магнитопроводе 4 и представляющую собой катушку с большим индуктивным сопротивлением, в ней возбуждается ЭДС самоиндукции, направленная противоположно основному напряжению.
Причем чем выше величина сварочного тока, тем больше падает напряжение на дросселе и уменьшается величина напряжения на дуге. Этим обеспечивают получение падающей внешней характеристики сварочного трансформатора (рис. 3.7, б).
Регулирование сварочного тока производится изменением воздушного зазора δ в дроссельной катушке с помощью рукоятки 6. Увеличение зазора приводит к увеличению сварочного тока I св 2 и уменьшению кривизны падающей вольтамперной характеристики источника питания сварочной дуги.
Уменьшение зазора соответствует уменьшению сварочного тока Iсв1 и увеличению кривизны вольт-амперной характеристики (рис. 3.7, б).
Рис. 3.7. Сварочный трансформатор с отдельной дроссельной катушкой: а – схема; б – внешние характеристики трансформатора (1) и сварочной дуги (2)
Устойчивость горения дуги достигается сдвигом во времени между нулевыми значениями напряжения и тока на обмотке дросселя. Плавное регулирование величины сварочного тока обеспечивают изменением воздушного зазора рукояткой 6 в сердечнике дросселя. С увеличением зазора индуктивное сопротивление дросселя уменьшается, а сварочный ток увеличивается от Iсв1 до Iсв2, при уменьшении зазора – наоборот (рис. 3.7, б).
Трансформатор с увеличенным магнитным рассеянием и подвижной вторичной обмоткой(рис. 3.8). При работе трансформатора основной магнитный поток Ф0, создаваемый первичной 1 и вторичной 2 обмотками, замыкается через магнитопровод 3. Часть магнитного потока ответвляется и замыкается вокруг обмоток через воздушное пространство, образуя потоки рассеяния ФS1 и ФS2, которые индуктируют в обмотках ЭДС, противоположную основному напряжению. С увеличением сварочного тока увеличиваются потоки рассеяния и, следовательно, возрастает индуктивное сопротивление вторичной обмотки, что создает падающую внешнюю характеристику.
Для обеспечения плавного регулирования сварочного тока изменяют расстояние между обмотками трансформатора. При сближении обмоток (рис. 3.8, б) частично уничтожаются противоположно направленные потоки рассеянияФS1 и ФS2, что уменьшает индуктивное сопротивление вторичной обмотки и увеличивает сварной ток. Минимальный сварочный ток соответствует наибольшему расстоянию между обмотками и максимальному потоку рассеяния.
Рис. 3.8. Трансформатор с увеличенным магнитным рассеянием и подвижной вторичной обмоткой
Сварочные генераторыявляются электрическими машинами постоянного тока и в зависимости от конструктивных особенностей могут иметь падающие, жесткие, пологопадающие и комбинированные внешние характеристики. Наиболее распространены генераторы с падающими внешними характеристиками, работающие по одной из следующих трех схем:
с независимым возбуждением и размагничивающей последовательной обмоткой;
с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения;
Режим холостого хода трансформатора
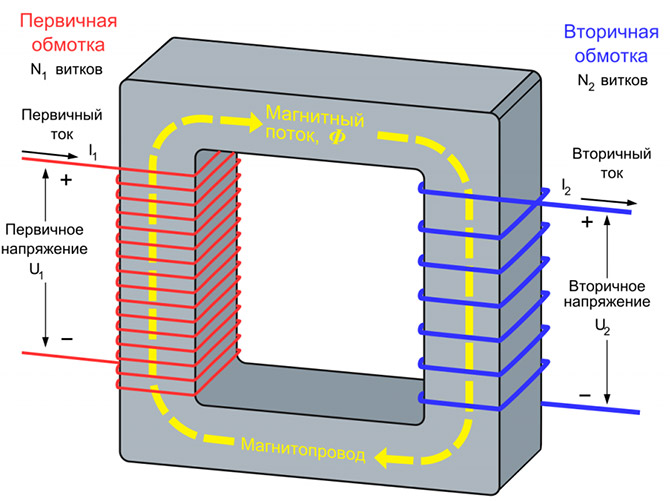
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Принцип работы трансформатора
Что такое режим холостого хода
Под режимом холостого хода понимают состояние устройства, при котором во время подачи переменного электротока на входную катушку выходная находится в разомкнутом состоянии. Данная ситуация характерна для агрегата, подключённого к электросети, при условии, что нагрузку к выходному контуру ещё не включили.

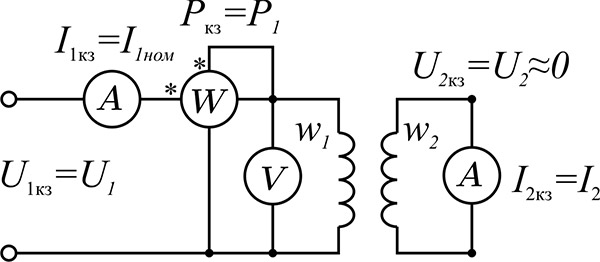
Режим короткого замыкания
В процессе эксперимента можно найти:
- электроток холостого хода (замеряется амперметром) – обычно его значение невелико, не больше 0,1 от номинального показателя тока первой обмотки;
- мощность, теряемую в магнитопроводе прибора(или другими словами потери в стали);
- показатель трансформации напряжения – примерно равен значению в первичной цепи, деленному на таковое для вторичной (оба значения – данные вольтметров);
- по результатам замеров силы тока, мощности и напряжения первичной электроцепи можно высчитать коэффициент мощности: мощность делят на произведение двух других величин.
Как проводится опыт холостого хода
При проведении опыта холостого хода появляется возможность определить следующие характеристики агрегата:
- коэффициент трансформации;
- мощность потерь в стали;
- параметры намагничивающей ветви в замещающей схеме.
Для опыта на устройство подаётся номинальная нагрузка.
При проведении опыта холостого хода и расчёте характеристик на основе данной методики необходимо учитывать разновидность устройства.
В данном состоянии трансформатор обладает нулевой полезной мощностью по причине отсутствия на выходной катушке электротока. Поданная нагрузка преобразуется в потери тепла на входной катушке I02×r1 и магнитные потери сердечника Pm. По причине незначительности значения потерь тепла на входе, их в большинстве случае в расчёт не принимают. Поэтому общее значение потерь при холостом ходе определяется магнитной составляющей.
Далее приведены особенности расчёта характеристик для различных видов трансформаторов.
Для однофазного трансформатора
Опыт холостого хода для однофазного трансформатора проводится с подключением:
- вольтметров на первичной и вторичной катушках;
- ваттметра на первичной обмотке;
- амперметра на входе.
Приборы подключаются по следующей схеме:

Для определения электротока холостого хода Iо используют показания амперметра. Его сравнивают со значением электротока по номинальным характеристикам с использованием следующей формулы, получая итог в процентах:
Iо% = I0×100/I10.
Чтобы определить коэффициент трансформации k, определяют величину номинального напряжения U1н по показаниям вольтметра V1, подключённого на входе. Затем по вольтметру V2 на выходе снимают значение номинального напряжения U2О.
Коэффициент рассчитывается по формуле:
K = w1/w2 = U1н/ U2О.
Величина потерь составляет сумму из электрической и магнитной составляющих:
P0 = I02×r1 + I02×r0.
Но, если пренебречь электрическими потерями, первую часть суммы можно из формулы исключить. Однако незначительная величина электрических потерь характерна только для оборудования небольшой мощности. Поэтому при расчёте характеристик мощных агрегатов данную часть формулы следует учитывать.

Потери холостого хода для трансформаторов мощностью 30-2500 кВА
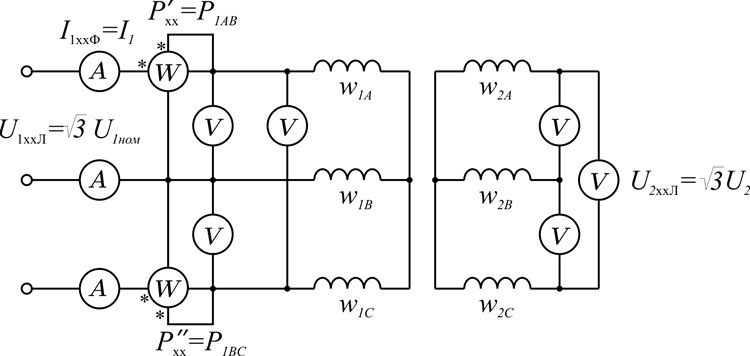
Для трёхфазного трансформатора
Трёхфазные агрегаты испытываются по аналогичной схеме. Но напряжение подаётся отдельно по каждой фазе, с соответствующей установкой вольтметров. Их потребуется 6 единиц. Можно провести опыт с одним прибором, подключая его в необходимые точки поочерёдно.
При номинальном напряжении электротока обмотки более 6 кВ, для испытания подаётся 380 В. Высоковольтный режим для проведения опыта не позволит добиться необходимой точности для определения показателей. Кроме точности, низковольтный режим позволяет обеспечить безопасность.
Применяется следующая схема:
Работа аппарата в режиме холостого хода определяется его магнитной системой. Если речь идёт о типе прибора, сходного с однофазным трансформатором или бронестержневой системе, замыкание третьей гармонической составляющей по каждой из фаз будет происходить отдельно, с набором величины до 20 процентов активного магнитного потока.
В результате возникает дополнительная ЭДС с достаточно высоким показателем – до 60 процентов от главной. Создаётся опасность повреждения изолирующего слоя покрытия с вероятностью выхода из строя аппарата.
Предпочтительнее использовать трехстержневую систему, когда одна из составляющих будет проходить не по сердечнику, с замыканием по воздуху или другой среде (к примеру, масляной), с низкой магнитной проницаемостью. В такой ситуации не произойдёт развитие большой дополнительной ЭДС, приводящей к серьёзным искажениям.
Для сварочного трансформатора
Для сварочных трансформаторов холостой ход – один из режимов их постоянного использования в работе. В процессе выполнения сварки при рабочем режиме происходит замыкание второй обмотки между электродом и металлом детали. В результате расплавляются кромки и образуется неразъёмное соединение.
После окончания работы электроцепь разрывается, и агрегат переходит в режим холостого хода. Если вторичная цепь разомкнута, величина напряжения в ней соответствует значению ЭДС. Эта составляющая силового потока отделяется от главного и замыкается по воздушной среде.
Чтобы избежать опасности для человека при нахождении аппарата на холостом ходу, значение напряжения не должно превышать 46 В. Учитывая, что у отдельных моделей значение данных характеристик превышает указанное, достигая 70 В, сварочный агрегат выполняют со встроенным ограничителем характеристик для режима холостого хода.
Блокировка срабатывает за время, не превышающее 1 секунду с момента прерывания рабочего режима. Дополнительная защитная мера – устройство заземления корпуса сварочного агрегата.
Видео: измерение тока холостого хода
Меры по снижению тока холостого хода
Ток при нахождении трансформатора в режиме холостого хода возникает, благодаря конструктивным особенностям сердечника. Для ферромагнитного материала, попавшего в электрическое поле переменного тока, характерно наведение вихревых индуктивных токов Фуко, вызывающих нагревание данного элемента.
Чтобы снизить вихревые токи, сердечник изготавливают не в виде цельной детали, а набирают из пакета пластин небольшой толщины. Между собой пластины изолируются. Дополнительная мера – изменение свойств самого материала, позволяющее увеличить порог магнитного насыщения.
Чтобы не допустить разрыва магнитного потока с возникновением поля рассеивания, пластины тщательно подгоняют в процессе набора. Отдельные элементы шлифуют, с получением гладкой, идеально прилегающей поверхности.
Также потери снижаются за счёт более полного заполнения окна магнитопровода. Это позволяет обеспечить оптимальные показатели массы и габаритов агрегата.
Холостой ход трансформатора – режим, при котором можно рассчитать важные характеристики. Это проводится для оборудования, находящегося в эксплуатации и на стадии проектирования.
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.

Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.

Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.

Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм 2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 1
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 - 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой - позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить - оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» - название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:

При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND - расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра - это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Вы можете посмотреть данную статью на видео:
Читайте также: