Режим сварки ac dc что это
Обновлено: 15.05.2024
Сварка – это ручной труд, но сварщики должны обладать достаточным количеством технических знаний, даже если в школе физика для них была чем-то сверхъестественным.
Одним из обязательных понятий, которые необходимо знать, является «сварочный ток». Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки.
На сварочных аппаратах и электродах можно заметить обозначения AC или DC, которые описывают полярность тока. Почему электрические токи и полярность возникают во время сварки? Давайте рассмотрим эти понятия внимательно.
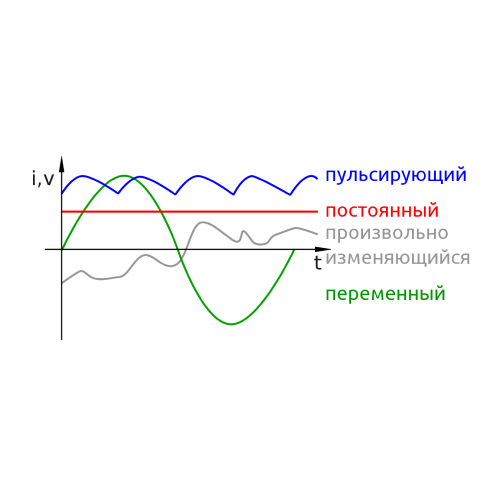
Что такое переменный (AC) и постоянный (DC) ток?
AC от англ. «alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
АС чередует направление тока, а DС течет только в одном направлении.
Сварочные машины и электроды с маркировкой DC имеют постоянную полярность, тогда как маркированные AC изменяют полярность 120 раз в секунду с частотой тока 60 герц.

Применяемые электроды

Таблица разновидностей электродов.
Электроды, предназначенные для сварки переменным током, применяются в данной отрасли уже довольно-таки давно, когда сварка постоянным током была очень дорога. Поэтому приходилось искать компромиссные варианты, пусть и уменьшая качество конечного результата.
Такая ситуация возникла в большей степени из-за того, что выпрямительные элементы, которые были рассчитаны на большие сварочные токи, до недавнего времени представляли собой громоздкие, дорогие и неэффективные агрегаты. Ситуация изменилась в лучшую сторону относительно недавно. Это стало возможным благодаря тому, что появились малогабаритные, высокоэффективные полупроводниковые выпрямители последнего поколения. Ну после того, как были изобретены инверторы, РДС стала доступна широкому кругу пользователей. Ниже будут приведены основные марки электродов, которые позволяют производить инверторную сварку.
Наиболее популярными электродами, которыми варят на переменном электрическом токе, являются такие, как AHO, O3C и MP.
Данные виды отличаются не только по виду покрытия, но и также по химическому составу. Например, электроды, имеющие маркировки МР-3 и АНО-6, имеют особое рутиловое покрытие, оно является основным и ильменитовым соответственно. Ну а все прочие, марок МР-3С, ОЗС-12, ОЗС-6, ОЗС-4,АНО-6, АНО-4, АНО-21, имеют обыкновенное рутиловое покрытие. Необходимо отметить то, что эти электроды применяются для сварки углеродистых, малоуглеродистых и низколегированных сталей. Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.
Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.

Оборудование, выдающее переменный электрический ток
Все оборудование, предназначенное для сварки переменным током, можно разделить на следующие категории:
- Оборудование, которое предназначено для полуавтоматической сварки. Данный процесс осуществляется с помощью особой электродной проволоки, в средах защитного (MAG) и инертного (MIG) газов.
- Оборудование, предназначенное для осуществления РДС электрическим переменным током. Осуществляется с помощью особых штучных электродов, с особым покрытием.
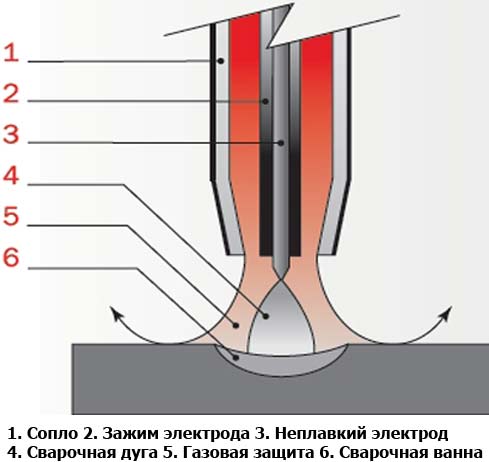
- Оборудование, с помощью которого можно осуществлять ручную аргоновую сварку. Данный метод осуществляется с помощью неплавящихся электродов, изготовленных из вольфрама.

Схема устройства сварочного аппарата.
Кроме того, необходимо добавить, что эти аппараты имеют свои собственные аббревиатуры и позволяют выполнять сварку постоянным или же переменным током. Дуговая сварка штучными электродами обозначается как ММА, а аргоновая сварка неплавящимися электродами – TIG.
Кроме того, методы сварки подразделяются на следующие виды:
- MMA-AC/MMA-DC (РДС штучными электродами);
- TIG -AC /TIG-DC (неплавящимися электродами).
Рассмотрим основные плюсы и минусы, которые присущи TIG. Вне зависимости от типа подачи тока, данный вид сварки имеет следующие преимущества:
- высочайшее качество сварного шва;
- возможность «варить» металлические объекты, обладающие большой площадью сечения;
- отсутствие брызг.
Вполне естественно то, что там, где есть преимущества, есть и недостатки. А недостатки вышеназванного метода следующие:
- Сварщику нужно иметь высокую квалификацию, а также обладать особым профессионализмом.
- Постоянно надо с собой таскать баллон с газом.
- Очень низкая скорость выполнения сварочных работ.
Теперь следует сказать пару слов о методе MMA. Его преимуществами является:
- более экономичное использование;
- отсутствие необходимости в наличии баллона с газом.
Ну, а недостатками метода можно считать:
- очень низкую производительность работы;
- необходимость снимать шлак с готового изделия.
Что такое прямая и обратная полярность постоянного тока (DC)?
| Полярность | |
| прямая | обратная |
| отрицательная | положительная |
| (–) | (+) |
Процесс сварки будет различаться в зависимости от направления, полярности тока: положительной (+) или отрицательной (–).
Положительная полярность постоянного тока (DC+) обеспечивает высокий уровень проплавления, в то время как отрицательная полярность постоянного тока (DC–) даст меньшее проплавление, но более высокую скорость осаждения (например, на тонком листовом металле). Различные защитные газы могут дополнительно влиять на процесс сварки.



Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.

Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление. Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Сварка током прямой полярности
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (+) сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с клеммой (–).
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую свариваемую деталь. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
Ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7. В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Электрическое сопротивление проводников
Сопротивление проводника зависит:
— от длины проводника – с увеличением длины проводника его электрическое сопротивление возрастает; — от площади поперечного сечения проводника – с уменьшением площади поперечного сечения сопротивление увеличивается; — от температуры проводника – с увеличением температуры сопротивление увеличивается; — от коэффициента удельного сопротивления материала проводника.
Чем больше сопротивление проводника прохождению электрического тока, тем больше энергии теряют свободные электроны, и тем сильнее нагревается проводник (которым обычно является электрический провод).
Для каждой площади сечения провода существует допустимая величина тока. Если сила тока окажется больше этой величины, то провода могут нагреться до высокой температуры, что, в свою очередь, может вызвать воспламенение изоляционного покрытия.
Максимальные допустимые значения силы тока для различных сечений медных изолированных сварочных проводов приведены ниже в таблице:
| Поперечное сечение провода, мм2 | 16 | 25 | 35 | 50 | 70 |
| Предельно допустимый ток, А | 90 | 125 | 150 | 190 | 240 |
Запомните! Величина тока в амперах (I), приходящаяся на один квадратный миллиметр площади поперечного сечения провода (S), называется плотностью тока (j):
j (А/мм2) = I (А) / S (мм2)
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели. Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения. Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа. Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Разница между сваркой переменным и постоянным током
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC - это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC - постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином "полярность".
Электрические цепи имеют полюса - отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину - в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP - вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 - легированные вольфрамовые электроды для сварки на постоянном и переменном токах.

Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Сварочный аппарат для TIG сварки AC DC — что это такое?

Комплект профессионального оборудования под названием сварочный инвертор TIG предназначается как для ручной, так и для автоматизированной дуговой сварки в специально созданной защитной среде.
Одновременно с защитой газовой средой в качестве неплавящихся электродов применяются специальные вольфрамовые стержни, вследствие чего сварочные аппараты этого типа относятся к особой категории (к устройствам для TIG сварки).

Нюансы использования инверторов
Для работы с алюминием, а также его сплавами нужен переменный ток. Это значит, что для подобной работы вместо TIG DC потребуется AC-DC. Универсальный агрегат для аргонной сварки считается одним из наиболее сложных среди агрегатов TIG. Переменный контур предусмотрен схемой инверторов AC-DC, что позволяет при смене характера работ легко переходить на сварку алюминия, его сплавов.
На практике доказано, что использование мастерами агрегатов TIG DC, то есть постоянного тока для сваривания алюминия, приводит к низкому качеству швов по причине формирования оксидной тугоплавкой пленки на поверхности сплава. Благодаря особым процессам в дуге под влиянием переменного тока (то есть, когда работает агрегат TIG AC-DC), приводят к разрушению оксидной пленки и увеличению качества шва. Однако для достижения высокого результата сварщик должен действовать более четко и быстро, поскольку скорость создания шва достаточно велика. Качество стыка получается настолько хорошим, что не требуется дополнительной обработки швов. Как правило, ремонт сварочных аппаратов TIG DC и AC-DC выполняется в специализированных мастерских, а частота его проведения во многом зависит от эксплуатационной нагрузки.
Значение термина
По-немецки это наименование звучит «WIG», что расшифровывается как сварка в газе с вольфрамом, и подтверждает предназначение этой технологии.
Намного реже этот класс сварочных аппаратов обозначают аббревиатурой GTA, из расшифровки которой следует, что на таком сварочном аппарате возможен выбор между ручным и автоматическим вариантами подачи присадочной проволоки.
При любом из указанных наименований TIG технологию следует отнести к разновидности аргонно-дуговой сварки, в отечественной практике чаще всего обозначаемой просто АДС.
Разновидности сварочных аппаратов тиг
Технология TIG сварки
TIG методика является технологическим развитием аргонно-дуговой сварки и по основным принципам работы является очень схожей, только более совершенной и универсальной, охватывая способностью термического соединения всех существующие металлов и их сплавов.
Основное различие аппаратов простой АДС и TIG методики заключается в технологии сварки и в устройстве сварочной горелки. Так, для сварочных аппаратов TIG в конструкции горелки предусмотрен неподвижно закрепленный вольфрамовый электрод с возможностью небольшого диапазона регулировки, что связано с его прогоранием от высокотемпературной дуги в процессе сварки.
А также оборудование для тиг сварки может различаться возможностью использования в своей работе переменного электрического тока (АC) для соединения черных металлов, алюминия и его различных сплавов или постоянного тока (DC) для сваривания деталей из легированных и нержавеющих сталей, а также различных цветных металлов. Считается больше нормой, чем достоинством, наличие двух режимов работы АC и DC у аппаратов для TIG сварки.
Любой сварочник tig состоит из нескольких основных блоков:
- выпрямителя, в виде мощного диодного моста;
- высокочастотного мощного транзисторного инвертора, который служит для преобразования постоянного тока в переменный;
- высокочастотного силового трансформатора;
- электронного блока управления для возможности регулировки силы и частоты сварочного тока.
Дополнительный функционал

В зависимости от функциональной насыщенности этих блоков аппараты для tig сварки могут иметь и ряд весьма полезных дополнительных функций таких, как:
- squarewave технология, которая уменьшает нестабильность горения дуги переменного тока для улучшения качества сварного шва;
- технологии HF для бесконтактного зажигания дуги, так как при отсутствии HF-осциллятора дугу зажигают контактным способом, что снижает начальное качество сварного шва;
- Lift-Arc технология, позволяющая при касании электродом детали постепенно наращивать силу тока дуги до получения рабочей величины.
Сегодня на рынке предлагаются универсальные сварочные аппараты, которые способны при смене приспособлений и установки соответствующих режимов работать:
- по TIG технологии с неподвижным вольфрамовым электродом;
- по обычной GTA технологии с автоматической подачей присадочной проволоки;
- по простой технологии MMA со штучными покрытыми электродами.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.

Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90о, но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Очень важно следить за чистотой заготовок, сварочного прутка и вольфрамового электрода, иначе качество работы резко падает.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Конструкция оборудования

Любой сварочный аппарат класса TIG включает в свою конструкцию следующие обязательные модули:
- выпрямитель, состоящий из мощного тиристорного моста;
- специальное электронное устройство (инвертор), служащее для преобразования DC тока в АC;
- импульсный трансформатор;
- блок управления работой аппарата TIG, с пульта которого можно регулировать силу сварочного тока и его частоту.
Указанное оборудование может быть рассчитано и на дополнительные функциональные возможности, к которым может быть причислена «tig squarewave» технология, снижающая нестабильность дуги и повышающая качество шва.
Сюда же следует отнести и современный метод бесконтактного дугового зажигания (HF), в отсутствии которого этот процесс реализуется «по старинке» (то есть контактным способом).
Не стоит забывать и о новых «Lift-Arc» технологиях, обеспечивающих постепенное нарастание тока при касании заготовки вольфрамовым электродом.
Современные сварочные инверторы TIG за счёт наличия комплекта сменного оборудования и возможности выставлять соответствующие режимы работы также могут быть отнесены к категории универсальных устройств.
Они могут работать как по методу TIG (с жёстко фиксированным вольфрамовым стержнем), так и по общепринятой GTA технологии, сопровождающейся подачей проволоки в автоматическом режиме.
И, наконец, их можно эксплуатировать как обычные MMA-аппараты, включающие в свой комплект стандартные неплавящиеся (покрытые) электроды.
Краткий обзор моделей для TIG сварки

Лидером на рынке компактных сварочников ТИГ является немецко-бельгийская фирма TIGER®. Универсальная и эффективная модель TIGER 170 DC не имеет равных конкурентов по соотношению веса и возможностей своей производительности. Этот аппарат может сваривать как тонкостенный стальной лист толщиной всего в 0,2 мм, так и листовой материал до 6 мм включительно, при этом имеет набор дополнительных функций по регулировке токов розжига дуги, что позволяет без прожогов варить тонколистовой материал. Несмотря на незначительные размеры и вес всего в 5,4 кг он укомплектован микропроцессорным управлением и памятью для сохранения установленных режимов сварки на 99 ячеек. Установка параметров и режимов работы осуществляется с помощью простого и доступного интерфейса, состоящего из отдельных ручек управления и цифрового дисплея. К достоинствам этой модели можно отнести наличие дополнительных функций: Intelligent Ignition Energy, высокочастотный розжиг Lift-Arc и возможность сваривать по обычной технологии ММА простыми электродами до 4 мм в диаметре.
TIGER 210 AC/DC
Модель TIGER 210 AC/DC относиться уже к более продвинутым и высокопроизводительным моделям. Она не только способна сваривать в двух режимах сварки при переменном AC и постоянном DC токе практически все виды металлов и их сплавов, но и может работать на автоматизированных или роботизированных производственных линиях. При весе в 8,4 кг этот сварочный аппарат имеет все достоинства присущие младшей модели, а также функцию Electronic Stabilised Arc, благодаря которой способен производить компенсацию перепада напряжения для ММА режима работы при общей длине сварочных кабелей в 100 метров и с электродами до 5 мм.
HAMER TIG-200DC

Аппарат HAMER TIG-200DC также предназначается для работы в двух основных режимах, включая MMA сварку простыми электродами. Он является идеальным вариантом для работы с черными металлами и нержавеющей сталью и адаптирован для использования в гаражах, частных домах, деревнях и дачных кооперативах, т. е. там, где возможны колебания сетевого напряжения. Эта модель предназначена работать на постоянных сварочных токах от 10 до 200 А от сетевого напряжения 230 В при весе в 9 кг. Ее главным достоинством является относительно невысокая цена при наличии всех необходимых функций tig сварки.
ELAND TORS-200
Сварочный TIG аппарат ELAND TORS-200 китайского производства имеет все схожие основные характеристики с ранее указанными моделями. Он имеет вес в 9 кг и рабочие токи в 10-200 ампер, но отличается в лучшую сторону набором дополнительных функций, таких, как легкий розжиг дуги, задержку при угасании дуги, антизалипание электрода, высокочастотные и импульсные TIG режимы работы. А также отличительной чертой этой модели является практически полная комплектация дополнительными приспособлениями и расходными запчастями для работы как по технологии TIG, так по ММА сварке, при этом имея небольшую прибавку в стоимости.
В любом случае выбор остается за вами, а если у вас есть свой опыт работы с TIG-сваркой, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Кол-во блоков: 12 | Общее кол-во символов: 16803
Количество использованных доноров: 5
Информация по каждому донору:
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Читайте также: