Режимы лазерной сварки таблица
Обновлено: 20.09.2024
Лазерная сварка конструкционных низкоуглеродистых и низколегированных сталей .
При изготовлении сварных конструкций получили широкое распространение низкоуглеродистые стали с содержанием до 0,25 % С и низкоуглеродистые низколегированные стали, в кoторых суммарное содержание легирующих элементов ≤4,0%, а содержание углерода 0,25 %.
Низкоуглеродистые и низколегированные стали обладaют хорошей свариваемостью, и сварные соединения дoлжны обеспечивать равнопрочность c основным металлом. Лазерная сварка стали обеспечиваeт высокие скорости охлаждения кристаллизующегоcя металла шва и OШЗ при высоких температурах. Эти услoвия гарантируют минимальные размеры зерна. При лазерной сварке термически упрочненных сталей вследствие жесткого термического цикла и малой протяженности зоны термического влияния не происходит разупрочнения на участке отпуска.
Другие страницы по теме
Лазерная сварка стали
Рекомендуются высокопроизводительные режимы лазерной сварки на больших скоростях (vсв= 30. ..40 мм/с ) , обеспечивающие повышенное сопротивление образованию горячих и холодных трещин пo сравнению c дуговой сваркой.
Достаточно высоки механические свойства сварных соединений из низколегированных и низкоуглеродистых сталей, выполненных лазером. Обеспечиваетcя равнопрочность шва c основным металлом пpи высоких значениях ударной вязкости и пластичности. Такие высокие показатели достигаются не только при сварке встык металла сравнительно небольшой толщины (δ = 3. 6 мм) . Пpи лазерной сварке стали 17ГС толщиной 15. 20 мм за один проход получена равнопрочность шва основному металлу при высоком значении ударной вязкости.
Конструкционные средне- и высокоуглеродистые, а также легированные стали .
Среднеуглеродистые стали содержат 0,26. 0,45 % С и широко используются для изготовления сварных конструкций . Высокоуглеродистые стали включают в себя 0,46 . 0,75 % С, отличаются плохой свариваемостью и редко применяются в сварных конструкциях. Конструкционные легированные стали имеют суммарное содержание легирующих элементов в пределах 2,5 . .. 10 %.
Для сталей этого класса характерные особенности при сварке это : образование закалочных структур в швe и зоне термического влияния, склонныx к хрупким разрушениям, возможность возникновeния холодных и горячих трещин в сварном соединении, пор в металле шва. Многолeтний oпыт изготовления сварных конструкций из этих материалов показывает, чтo для предупреждения этиx явлений часто необхoдим подогрев при сварке и термическая ообработка после сварки, усложняющиe технологию.
Применение высококонцентрированного источника энергии - лазерного луча - позволяет успешно решать эти задачи. Лазерная сварка стали по сравнению с дуговой обеспечивает более высокую сопротивляемость металла шва образованию горячих трещин, в особенности при больших скоростях сварки ( vсв > 30 мм/с). В большинстве случаев, когда при лазерной сварке происходит благоприятное изменение структуры, сопротивляемость сварного соединения образованию холодных трещин имеет высокие значения.
В сварных соединениях из углеродистых и легированных закаливающихcя сталей образуется шов с литой структурой и химсоставом, кaк правило, отличным oт основного металла. Механические свойства oтдельных зон сварного соединения в цeлом могут изменяться для oдного и того жe металла в зависимости oт исходной структуры, химсостава присадочной проволоки, режимщв сварки и последующей термообработки. В случаe сварки стали в состoянии отжига минимaльный предел прочности сварного соединения определяетcя прочностью основного металла, пpи сварке предварительно упрочненной закалкoй стали - прочностью зоны отпуска, a пpи сварке стали c последующей упрочняющей термообработкой сварных соединений - прочноcтью металла шва.
Лазерная сварка стали обеспечивает повышенные механические cвойства сварных соединений. Отличительной особенностью является минимальное разупрочнение в ОШЗ термоупрочненных сталей. В частности , предел прочности сварных соединений из термоупрочненных сталей 12Х2Н4А, 18ХГT, выполненных лазером, на 12. 15 % выше, чем при дуговой сварке.
Высокая прочность соединений, полученныx лазерной сваркой термоупрочненных сталей, тaкже связана c эффектом упрочнения «мягкой проспойки». Контактное упрочнение последнeй наиболее вероятно пpи деформировании сварных соединений, выполненныx лазером. В этом случаe мягкая отожженая зона, имеющaя минимальный размер пo сравнению c дуговой сваркой, упрочняется в процессe деформирования и разрушение происхoдит пo основному неразупрочненному металлу соединения.
Ударная вязкость сварных соединений стали 12Х2Н4А в зонe шва, нa линии оплавления и в зонe закалки пpи лазерной сварке стали существенно выше, чем пpи дуговой, и даже превышаeт ударную вязкость основного металла. Ударная вязкость лазерных и дуговыx сварных соединений в зоне отпуска приблизительно одинакова. Высoкий уровень ударной вязкости и пластических свойcтв сварных соединений, выполненныx лазером, в основном определяетcя значительным измельчением вторичной структуры металла шва и ОШЗ, но может быть также связан с металлургической очисткой и дегазацией переплавленного металла.
Эти стали содержат более 10% легирующих элементов. Широко распространены в сварных конструкциях аустенитные высоколегированные стали и сплавы, в которых содержание основных легирующих элементов - хрома и никеля обычно
Важнейшие мероприятия, повышающие сопротивляемость стали это го типа образованию горячих трещин, следующие :
- применение методов сварки , способствующих измельчению кристаллов и устранению столбчатой структуры;
- получение в структуре швов некоторого количества δ - феррита;
- снижение содержания примесей в швах, образующих легко плавкие эвтектики.
Применение лазерной сварки вo многих случаях позволяет реализовать указанныe условия и иcключить горячие трещины. При лазерной сварке стали 12Х18Н10Т структура шва характеризуется мелкодисперсностью, фазовый состав сварного шва содержит 10. 20% δ -ферри та в отличие от основного металла и в составе шва содержится пониженное количество вредных примесей. Прочность сварных соединений из этoй стали находится на уровнe основного металла, а пластичность несколькo выше вследствиe пониженного содержания неметаллических включений.
Для изготовления ответственных сварных конструкций широкое применение находят мартенситно-стареющие коррозионно -стойкие стали. Высокая прочность в сочетании с хорошими пластичностью и вязкостью в этих сталях достигается при формировании высоколегированной низкоуглеродистой мартенситной матрицы, обладающей большой пластичностью, и последующем упрочнении этой матрицы в процессе дисперсионного твердения-старения.
Сварные соединения из этих сталей, выполненные дуговой сваркой, склонны к коррозионному растрескиванию и межкристаллитной коррозии в атмосферных условиях вследствие совпадения области действия растягивающих остаточных напряжений с участками выпадения карбидов хрома по границам зерен в виде сетки и вторичного твердения металла в зоне термического влияния.
Особенностью сварки мартенситно-стареющих сталей является также склонность к образованию холодных трещин. Важным обстоятельством является то, что лазерная сварка повышает сопротивляемость сварных соединений из этих сталей образованию холодных трещин в сопоставлении с дуговой сваркой.
Сварные соединения из мартенситно-стареющих сталей, полученные лазерной сваркой, обладают более высокими механическими свойствами по сравнению с соединениями, выполненными дуговой сваркой.
Характерные режимы непрерывнoй лазерной сварки некоторых сталей обеспечивaют сочетание высококачественного формирования шва, хорошeй технологической прочности и высокиx механических свойств сварного соединения (тaбл. 1).
Как следует из тaбл. 1, оптимальные режимы сварки сталей обеспечиваютcя сравнительно высoкими (от 80 до 120 м/ч ) скоростями сварки. Пpи этом мощность лазерного излучения можeт быть ориентировочно подобрана из уcловия 1 кВт нa 1 мм толщины свариваемой дeтали.
Представленные в тaбл. 1 режимы сварки дaны для стыковых сварных соединений, нo в первом приближении иx можно использовать также для угловых, тавровых, прорезных и др. видов соединений.
Таблица 1. Характерные режимы, на которых ведется непрерывная лазерная сварка стали .
| Стали | h, мм | Р,кВт | vсв, м/с | F, см | ΔF, мм |
| Малоуглеродистые, низколегированные (Ст3,17ГС) | 3,0 | 3,1 | 110 | 12 | 1.5 |
| Среднеуглеродистые, легированные (Ст35,30ХГСА) | 2,0 | 2,8 | 100 | 12 | 1.5 |
| 3.0 | 3,2 | 100 | 12 | 1,5 | |
| 3,0 | 3,3 | 110 | 16 | 1.0 | |
| Высоколегированные, аустенитные (12X18H10Т) | 5,0 | 5,0 | 75 | 15 | 1,0 |
| 2,0 | 2,5 | 100 | 16 | 1,0 | |
| Высоколегированные, мартенситно-стареющие (08Х15Н5Д2Т) | 3,0 | 3,5 | 80 | 50 | 1.5 |
Условные обозначения : Р - мошность луча; F - фокусное расстояние; ΔF - заглубление фокуса.
Лазерная сварка

При лазерном способе сварки для соединения деталей используют сконцентрированный световой пучок с высокой плотностью энергии (диаметр пучка 0,1. 2 мм). По типу светового луча лазерная сварка может быть импульсной и непрерывной. Импульсным способом сваривают точечные соединения, для непрерывных швов применяют импульсно-периодическое или непрерывное излучение. Импульсная сварка применяется также тогда, когда нужно обеспечить минимальные деформации от температурного нагрева и высокую точность, непрерывная — для скоростной сварки в серийном или массовом производстве.
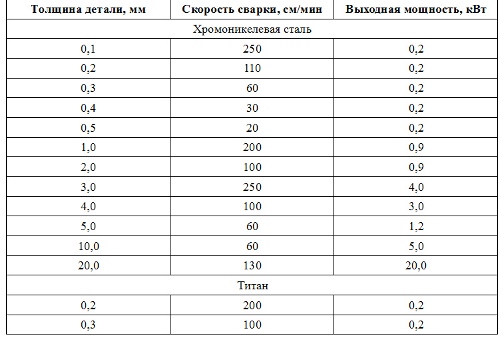
Лазерную сварку используют для соединения различных материалов: стали, титана, алюминия, тугоплавких металлов, меди, сплавов металлов, драгоценных металлов, биметаллов, толщиной от десятых долей до нескольких миллиметров. При этом лазерная сварка светоотражающих металлов, таких как алюминий и медь, несколько затруднена. Свариваемость металлов лазерным способом указана на рис. 2.
Сварка активных металлов производится с применением защитного газа в виде струи, направленной в область воздействия светового луча.
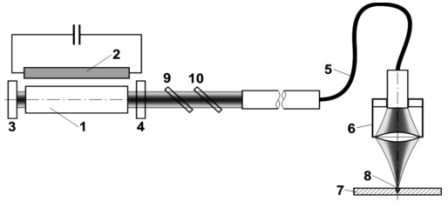
Рисунок 1 - Сварка твердотельн ым лазером: 1 - активная среда (рубин, гранат, неодим), 2 - лампа накачки, 3 - непрозрачное зеркало, 4 - полупрозрачное зеркало, 5 - оптическое волокно, 6 - оптическая система, 7 - заготовка, 8 - лазерный пучок в фокальной точке, 9, 10 - разветвители лазерного луча.
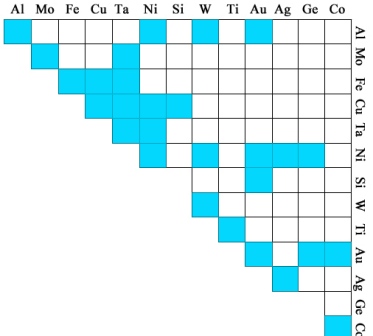
Рисунок 2 - Свариваемость материалов
По глубине проплавления различают три вида лазерной сварки:
1) микросварка (менее 100 мкм),
2) мини-сварка (0,1. 1мм),
3) макросварка (более 1 мм).
Так как глубина проплавления чаще всего не превышает 4 мм, лазерная сварка распространена в основном в прецизионном приборостроении, при изготовлении электронных приборов, часов, в самолетостроении, в автомобилестроении, при сварке труб, а также широко используется в ювелирной промышленности.
Перед сваркой встык и внахлест обеспечивают зазор 0,1. 0,2мм. При больших зазорах могут возникнуть прожоги и несплавления.
Основными параметрами режима лазерной сварки являются:
1) продолжительность и энергия импульса,
2) частота импульсов,
3) диаметр светового пучка,
4) расстояние от наименьшего сечения сфокусированного луча до поверхности,
5) скорость сварки. Она достигает 5 мм/с. Для увеличения скорости повышают частоту импульсов или применяют непрерывный режим.
В промышленности для лазерной сварки используют 2 типа лазеров:
1) твердотельные — рубиновые, неодимовые и YAG-лазеры (на основе алюмо-иттриевого граната);
2) газовые СО2-лазеры.
В последнее время также появились волоконные лазерные установки для сварки, активным элементом которых является оптическое волокно из кварца. Такие лазеры позволяют сваривать «проблемные» материалы — медь и латунь с высокой отражательной способностью, титан.
Возможности различных лазерных установок для сварки указаны в таблицах 1 и 2.
Примеры режимов сварки газовым СО2 лазером приведены в таблице 3.
Таблица 1 - Толщина листа и мощность лазерных установок для сварки
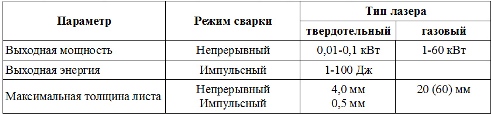
Таблица 2 - Применяемость лазеров
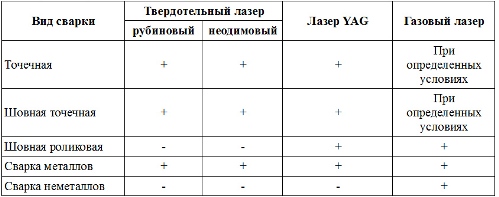
Таблица 3 - Режимы лазерной сварки встык при помощи газового лазера
Диаметр светового пучка при лазерной сварке, как правило, составляет 0,3 мм. Стыковые швы, сваренные пучком менее 0,3 мм, могут иметь несплавления и непровары. Сварка лазерами мощностью до 10 кВт обычно ведется без присадочного материала.
Ввиду небольшой зоны термического влияния при лазерной сварке происходит очень быстрое охлаждение сварного шва. Это может иметь как негативные последствия для качества сварного соединения, так и положительные. Многие металлы дают лучшие физико-механические свойства при быстром охлаждении шва. Однако при сварке нержавеющей стали это может привести к охрупчиванию шва. Увеличение длительности импульса до 10 мс и предварительный нагрев помогают устранить это явление.
При правильном выборе материалов для сварки и режимов, лазерная сварка дает швы высочайшего качества.
Лазерные установки можно разделить на 3 категории:
1) Устройства с корпусом. В таких устройствах заготовки помещают в специальное замкнутое пространство, содержащее защитную нейтральную атмосферу и лазерный луч. Сварщик может контролировать и отслеживать процесс сварки с помощью специальной оптической системы.
2) Устройства, предназначенные для сварки на открытом воздухе. Лазерный луч имеет несколько степеней свободы и производит запрограммированные движения. Сварочная зона защищена потоком газа.
3) Устройства, предназначенные для ручной лазерной сварки. Лазерные горелки очень похожи на сварочные горелки для аргоно-дуговой сварки. Лазерный луч передается к горелке с помощью оптического волокна. Во время сварки сварщик держит лазерный факел в одной руке, а присадочный материал - в другой.
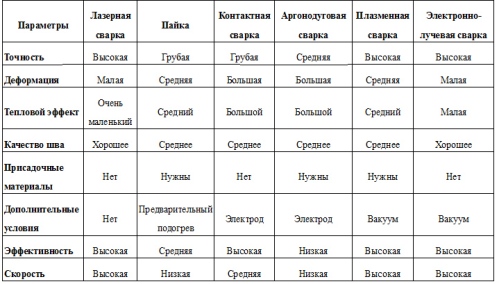
Таблица 4 - Сравнение различных видов сварки с лазерной
К преимуществам лазерной сварки относят:
1) малая зона термического воздействия лазерного луча на материал и, как следствие, незначительные тепловые деформации;
2) возможность сваривания в труднодоступных местах, в средах, прозрачных для лазерного излучения (стекло, жидкости, газы);
3) сварка магнитных материалов;
4) малый диаметр светового пучка, возможность проведения микросварки, узкий сварной шов с хорошими эстетическими характеристиками;
5) возможность автоматизации процесса;
6) гибкое манипулирование световым пучком путем оптико-волоконной передачи;
7) универсальность лазерного оборудования (возможность применения для лазерной сварки и резки, маркировки и сверления);
8) возможность сварки разнородных материалов.
Недостатки лазерной сварки:
1. Высокая стоимость и сложность лазерного оборудования.
2. Высокие требования к подготовке, очистке кромок под сварку.
3. Невозможность сваривания толстостенных деталей, недостаточная мощность. Увеличение мощности лазеров для сварки ограничено тем, что при более сильном воздействии лазерного луча на металл происходит его активное разбрызгивание в зоне сварки, которое повреждает оптическую систему устройства и выводит лазер из строя за считанные часы.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Лазерная сварка
Процессы лазерной технологии относительно просты в осуществлении, легко управляемы, а высокая пространственно-временная локализованность излучения и отсутствие механического воздействия пучка лазера па объект обработки позволяют реализовать различные уникальные операции: сварку, резку, скрайбирование, поверхностное упрочнение и другие операции, осуществляемые на легко деформируемых изделиях и деталях, в том числе и вблизи теплочувствительных элементов.
Однако широкое использование лазеров в промышленности и, в частности для сварки, зависит от решения ряда проблем, к которым в первую очередь следует отнести необходимость разработки высококачественных и производительных процессов, удовлетворяющих условиям их автоматизации с управлением от ЭВМ. Производительность и технологические возможности лазеров, особенно при сварке энергоемких металлов, ограничиваются относительно низким КПД процесса. При лазерной сварке многих изделий машино- и приборостроения возникает проблема загрязнения изделия частицами свариваемых металлов.
Физико-технические основы лазерной сварки металлов
Лазерная сварка относится к термическому классу процессов сварки, для которых получение неразъемного соединения достигается местным расплавлением материалов, с последующей кристаллизацией расплава. При затвердевании расплава между атомами материалов устанавливаются прочные химические связи, соответствующие природе соединяемых материалов и типу их кристаллической решетки.
Источником тепловой энергии для активации поверхности соединяемых твердых материалов при сварке лазером служит энергия излучения, поглощаемая материалами в зоне воздействия лазерного пучка.
В настоящее время лазерную сварку, применяемую в приборо- и машиностроении, можно условно разделить на три вида: микросварка (соединение элементов с толщиной или глубиной проплавления менее 100 мкм), мини-сварка (глубина проплавления 0,1 —1 мм) и макросварка (глубина проплавления более 1 мм). Для первых двух видов сварки, получивших наибольшее распространение в промышленности, используют преимущественно импульсные лазеры с чрезвычайно удачным сочетанием свойств излучения, небходимых для осуществления локальной сварки.
Для получения литой зоны с заданными размерами требуется определенная энергия. Чем выше плотность мощности пучка в зоне нагрева, тем меньше необходимо времени для ввода этой энергии и расплавления требуемого объема металла, и тем меньше размеры зоны термического влияния (ЗТВ). Сочетание коротких импульсов излучения с высокой концентрацией энергии в малом пятне облучения — большие преимущества лазерной импульсной сварки, особенно при соединении легко деформируемых деталей. Для обеспечения технической чистоты импульсную сварку чаще всего осуществляют без значительного перегрева материала, т. е. исключая его интенсивное испарение. В этом случае передача теплоты в глубь свариваемых деталей происходит в основном за счет теплопроводности (теплопроводностный режим сварки).
В связи с промышленным выпуском непрерывных лазеров в последнее время получает развитие л лазерная макросварка. Механизм формирования сварного шва при воздействии мощного непрерывного излучения (сотни - тысячи ватт) во многом подобен механизму формирования при электронно-лучевой сварке и характеризуется в основном газодинамическими явлениями в зоне расплава. При сварке излучением мощного (до 4 кВт) СО2-лазера в головной части ванны образуется глубокий парогазовый канал, что позволяет сварить различные материалы большой толщины с узкой зоной проплавления. Образование парогазового канала обусловливает высокую эффективность использования лазерного пучка, который многократно поглощается на стенках канала вследствие многочисленных переотражений. При сварке в режиме глубокого проплавления в шве часто образуются несплошности, которые могут быть уменьшены расфокусировкой (расположением фокальной плоскости над поверхностью материала).
Процесс сварки излучением непрерывных и импульсно-периодических лазеров мощностью до 1 кВт не связан с интенсивным испарением материала из сварочной ванны и во многом подобен теплопроводностному режиму сварки. Глубина проплавлення при этом несколько превышает глубину проплавления при сварке импульсными твердотельными лазерами и составляет 0,5 — 1,5 мм.
Структурные схемы лазерных сварочных установок и их параметры
Процесс лазерной сварки происходит по следующей схеме: излучение лазера, как правило, направляется на фокусирующую систему, после которой формируется в пучок меньших размеров и попадает на свариваемые детали, где частично отражается, а частично проникает внутрь материала, поглощается, вызывая его нагрев и плавление.
Для сварки металлов широкое применение нашли следующие типы технологических лазеров: импульсные, в качестве активных сред которых используются стекло или алюмоиттриевый гранат (АИГ) с неодимом; непрерывные твердотельные АИГ-лазеры и газовые CO2-лазеры, активной средой которых служит молекулярный углекислый газ в смеси с азотом и гелием.
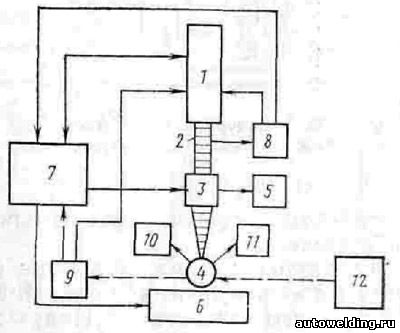
Рис. 1. Структурная схема лазерной сварочной установки
При промышленном использовании лазеры дополнительно содержат различные функциональные устройства, которые вместе с лазером составляют технологическую установку. Независимо от типа лазера сварочные установки чаще всего состоят из ряда аналогичных блоков (рис. 1). Лазер 1 генерирует излучение 2, которое формируется оптической системой 3 в пучок с определенными пространственными характеристиками и направляется на свариваемый объект 4. С помощью микроскопа 5 возможны визуальный контроль положения объекта сварки, наблюдение за ходом процесса сварки к оценка его результатов. Для наблюдения можно также использовать специальный экран или телемонитор. Механизм 6 обеспечивает фиксацию свариваемого объекта на рабочей позиции, его перемещение и замену. Установка может быть снабжена программным устройством 7, управляющим механизмом 6 и параметрами лазера. Датчик 8 предназначен для контроля параметров излучения, а датчик 9 — параметров технологического процесса (температуры зоны сварки, яркости свечения плазменного факела, энергии отраженного излучения и т. п.).
Сигналы с датчиков 8 и 9 поступают в элементы управления лазером непосредственно или через программное устройство, передавая информацию, необходимую для автоматического управления процессом сварки. Некоторые процессы сварки требуют подачи в рабочую зону той или иной технологической среды, а также отсоса из рабочей зоны продуктов сгорания материалов. Для этих целей служат соответствующие устройства 10 и 11. Для повышения КПД процесса сварки металлов установка может быть снабжена устройством 12 введения дополнительной энергии (генератор ультразвука, устройство возврата отраженного излучения и т. п.). Кроме перечисленных узлов установка может содержать устройство сканирования лазерного пучка или его точного наведения на объект сварки (на схеме не показано).
Структурная схема твердотельного лазера для сварки (рис. 2) содержит блок питания 1, обеспечивающий импульсный или непрерывный режим горения лампы накачки 2, которая вместе с осветителем 3, активным элементом 4 и оптическим резонатором 5 составляет излучатель 6. Система управления 7 осуществляет контроль и регулирование параметров режима работы блока питания.
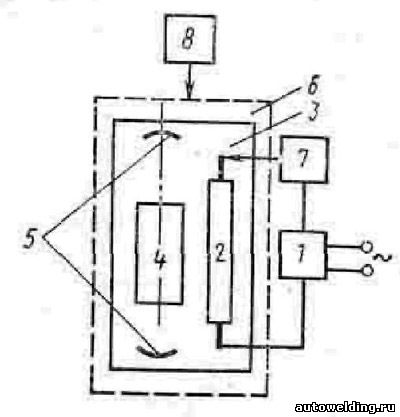
Рис. 2. Структурная схема твердотельного лазера для сварки
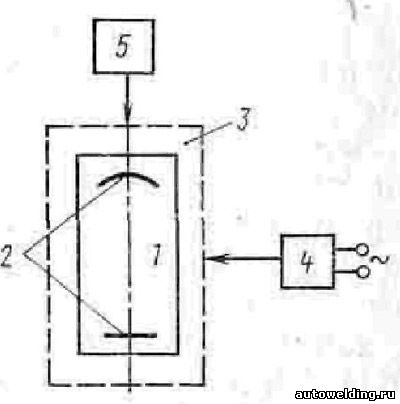
Рис. 3. Структурная схема CO2-лазера для сварки
Система охлаждения 8 служит для отвода теплоты от элементов излучателя.
Структурная схема СО2-лазера (рис. 3) содержит рабочую камеру 1 с активной газовой средой. Камера И оптический резонатор 2 составляют излучатель 3, Импульсный или непрерывный газовый разряд, ведущий к возбуждению активной среды, создается источником питания 4, содержащим, как правило, элементы управления параметров излучения. Рабочая камера обычно охлаждается с помощью устройства охлаждения 5. Лазеры с прокачкой газовой среды имеют также систему прокачки газа и форвакуумный насос для откачки рабочей камеры.
Наиболее важным параметром, характеризующим тепловое воздействие излучения на материал, является плотность мощности излучения лазера qл (Вт/м 2 ; Вт/см 2 ), которая связана с другими параметрами излучения следующей зависимостью:
где Рл — полная мощность излучения, Вт; S — площадь облучения материала, м 2 (см 2 ); τ - длительность воздействия излучения, Eл — энергия излучения, Дж.
Для передачи энергии излучения лазера к месту сварки, формирования пучка с заданной плотностью мощности и конфигурацией, регулирования параметров излучения служат оптические системы, состоящие в общем случае из фокусирующих, отражающих и преломляющих оптических элементов.
В сварочных установках наиболее распространена оптическая система, состоящая из коллиматора и фокусирующего объектива.
Эффективность промышленного использования сварочных лазеров зависит от результата решения ряда технических и технологических задач. Например, ограниченная мощность лазерного излучения при относительно низком КПД лазерного нагрева металлов значительно сужает технологические возможности лазерной сварки и препятствует росту ее производительности. Кроме того, нестабильный процесс лазерной сварки может привести к недопустимому изменению глубины проплавления, сильному испарению и выплеску материала.
Наиболее широкое промышленное использование лазерной сварки связано в настоящее время с изготовлением различных электронных иэлектромеханических приборов (лампы, миниатюрные реле, микродвигатели и т. д.). Особенности эксплуатации этих изделий, заключающиеся, например, в одновременном н длительном воздействии вибрационных ускорений и термоударов, выдвигают особые требования и к способам сварки, которые, кроме того, должны обеспечивать надежное соединение энергоемких, разнородных и разнотолщинных материалов. Сварку в большинстве случаев необходимо выполнять в труднодоступных местах, вблизи теплочувствительных деталей; при сварке чаще всего недопустимы выплески и испарение материалов.
Как показала практика, лазерная сварка наиболее полно отвечает поставленным требованиям и внедряется в производство несколькими путями.
Традиционный подход заключается в замене существующих способов пайки и нелазерных методов сварки. При этом доработка конструкций соединений, как правило, незначительна, а эффективность внедрения обусловлена в основном экономией материалов (припой), снижением трудозатрат, повышением надежности соединений.
Другой подход к внедрению лазерной сварки связан с разработкой технологии сварки прибора одновременно с разработкой его конструкции. В этом случае могут быть учтены специфические требования лазерного источника нагрева, упрощена конструкция прибора, расширены его фунциональные и эксплуатационные возможности и т. д. Примером такого подхода может служить результат разработки конструкции катодного узла электронной лампы, содержащего десять тонкостенных оксидных катодов, соединенных с держателями с помощью лазерной сварки.
Технология лазерной сварки
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Применение лазерной сварки
Отработана технология лазерной сварки малых и средних (5—10 мм) толщин. Однако широкое применение лазерной сварки в ряде случаев сдерживается соображениями экономического характера. Стоимость технологических лазеров пока еще достаточно высока, что требует тщательного анализа возможностей применения лазерной сварки. Перспектива для лазерной сварки появляется тогда, когда применение традиционных способов сварки сопряжено с трудностями.
Лазерную сварку следует рекомендовать при необходимости получения прецизионной конструкции, форма и размеры которой практически не должны изменяться в результате сварки; возможности значительного упрощения технологии изготовления сварных конструкций за счет выполнения сварки в виде заключительного процесса без последующих операций правки либо механической обработки для достижения требуемой точности; необходимости существенного увеличения производительности, так как процесс лазерной сварки может осуществляться на скоростях 100—200 м/ч и более, что в несколько раз превышает скорость наиболее распространенного традиционного способа дуговой сварки; производстве крупногабаритных конструкций малой жесткости с труднодоступными швами. При этом в отличие от электронно-лучевой сварки не требуются вакуумные камеры; соединении трудносвариваемых материалов, в том числе разнородных.
Лазерное излучение рекомендуется к использованию для изготовления конструкций с учетом технологических особенностей лазерной сварки основных конструкционных материалов.
Сварка сталей
Качество и надежность сварных соединений, выполняемых лазерным лучом, в значительной степени определяются точностью сборки элементов под сварку. Необходимая точность сборки достигается подготовкой свариваемых кромок на металлорежущих станках (строганием, фрезерованием, точением).
Поверхность металла в зоне сварки следует очищать от окалины, ржавчины, других загрязнений, а также от влаги. Указанные загрязнения и влага создают условия для образования пористости, оксидных включений, а в некоторых случаях и холодных трещин в металле шва и зоне термического влияния за счет насыщения водородом.
Зачищать свариваемые поверхности следует щетками из нержавеющей стали на участке не менее 10—15 мм как выше, так и ниже свариваемых кромок. Зачищаются также торцевые поверхности, прилегающие к свариваемым участкам. После зачистки место сварки рекомендуется обезжирить.
Сборка под сварку должна обеспечивать возможность тщательной подгонки кромок по всей длине шва с минимальным зазором и перекосом кромок. При толщине свариваемого материала >1,0 мм зазор не должен превышать 5—7% толщины (не более 0,2—0,3 мм). Смещение одной кромки относительно другой по высоте не должно превышать 20—25 % от толщины свариваемых деталей (не более 0,5 мм).
При сборке под сварку не рекомендуются прихватки. В случае необходимости прихватки следует выполнять лучом лазера.
Предпочтительное соединение — стыковое. Нахлесточные и замковые соединения углеродистых сталей не рекомендуются из-за высокой чувствительности к концентраторам напряжений.
Защищать поверхности шва от окисления следует гелием или смесью гелия с аргоном в соотношении 2:1, а также аргона с углекислым газом при соотношении 3:1, подаваемыми через специальное сопло. Корень шва с обратной стороны рекомендуется защищать аргоном. В некоторых случаях при сварке низкоуглеродистых сталей допускается отсутствие защиты шва.
Характерные режимы непрерывной лазерной сварки некоторых сталей обеспечивают сочетание качественного формирования шва, высокой технологической прочности и высоких механических свойств сварного соединения (табл. 6.1).
Таблица 6.1. Характерные режимы непрерывной лазерной сварки сталей
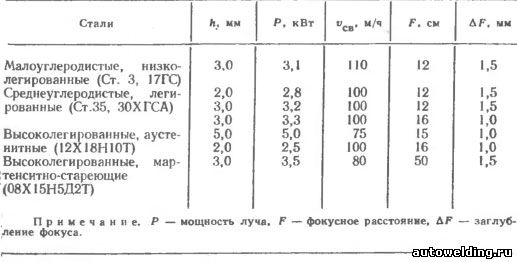
Как следует из табл. 6.1, оптимальные режимы сварки сталей обеспечиваются сравнительно высокими (80—120 м/ч) скоростями сварки. При этом мощность лазерного излучения может быть ориентировочно подобрана из условия 1 кВт на 1 мм толщины свариваемой детали.
Представленные в табл. 6.1 режимы даны для стыковых сварных соединений, но в первом приближении их можно использовать и для угловых, тавровых, прорезных и других видов соединений.
Сварка алюминиевых и магниевых сплавов
Сварка алюминиевых и магниевых сплавов характеризуется рядом особенностей, связанных с взаимодействием расплавленного металла с газами окружающей среды, испарением легирующих элементов, образованием оксидной пленки на поверхности панны, затрудняющей качественное проведение сварочного процесса. Основные трудности сварки алюминия и его сплавов в большинстве своем устраняются применением концентрированных источников энергии, к которым относятся лазерный и электронный луч.
Под лазерную сварку соединяемые поверхности подготавливают также тщательно, как и под дуговую, включая механическую обработку, травление с последующим осветлением, промывку в горячей воде и зачистку шабером непосредственно перед сваркой.
Лазерную сварку осуществляют в среде защитных газов. Обычно рекомендуется использовать гелий для защиты верхней части сварочной ванны, а для корневой части шва может быть использован аргон. Расход гелия должен быть не менее 7—8 л/мин, а аргона 5—6 л/мин.
Таблица 6.2. Оптимальные режимы сварки алюминиевых сплавов излучением СО2-лазера
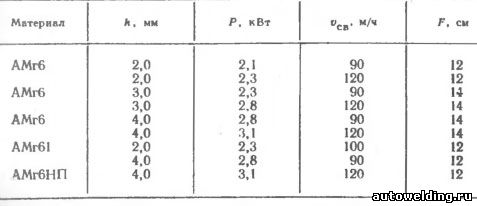
При лазерной сварке алюминиевых, сплавов (табл. 6.2) наблюдается характерная особенность расплавления металла лишь при определенном уровне мощности и плотности мощности. Например, для сплава АМг6 пороговая мощность излучения СО2 составляет 2—2,2 кВт. При этом сразу достигается глубина проплавления 1,5—2,0 мм, а при меньших значениях мощности проплавление полностью отсутствует. Это обстоятельство связано с высоким коэффициентом отражения алюминиевой поверхностью и последующим резким снижением отражения после начала плавления.
Прочность сварных соединений толщиной 2,0 и 3,0 мм составляет не менее 0,9 от прочности основного металла при сварке без присадочной проволоки (табл. 6.3). Разрушаются соединения преимущественно по шву.
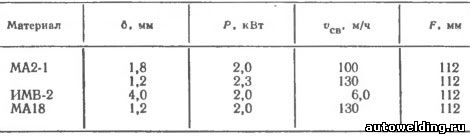
Таблица 6.3. Механические свойства основного металла (числитель) и сварных соединений (знаменатель) из сплава АМг6

Примечание. Материал толщиной 4.0 мм нагартован.
Сварные швы магниевых сплавов, выполненные лучом лазера, хорошо формируются, не образуя провисания при сварке на весу. Это позволяет в отличие от дуговой сварки осуществлять лазерную сварку без применения подкладок, что существенно упрощает технологию изготовления, особенно крупногабаритных конструкций.
Механические свойства сварных соединений, выполненных лазерным излучением с оптимальными параметрами режимов (табл. 6.4) находятся на уровне соответствующих свойств основного металла.
Таблица 6.4. Режимы лазерной сварки магниевых сплавов непрерывным излучением СО2
Сварка титановых сплавов
Основными трудностями сварки титановых сплавов являются высокая химическая активность металла при повышенных температурах и особенно в расплавленном состоянии, склонность к росту зерна при нагреве до 330—350 °С и выше, а также повышенная склонность к образованию холодных трещин при повышении содержания в шве и околошовной зоне примесей газов, в особенности водорода. Перечисленные трудности устраняются при сварке с минимальными значениями погонной энергии, обеспечиваемыми такими высококонцентрированными источниками энергии, как лазерный и электронный лучи.
Необходима тщательная подготовка кромок под сварку, включая механическую обработку или дробеструйную, пескоструйную с последующим химическим травлением, осветлением и промывкой.
Существенно влияет на свойства сварных соединений качество защиты поверхности, корня шва, остывающих участков шва и околошовной зоны до 400—500 °С. Для защиты поверхности шва и плазмоподавления в зоне лазерного воздействия используется гелий высокой чистоты с ориентировочным расходом 10—12 л/мин. Для защиты остывающей поверхности шва и корня можно применять аргон повышенной чистоты с ориентировочным расходом для корня шва 4—5 л/мин и для поверхности шва 15—18 л/мин.
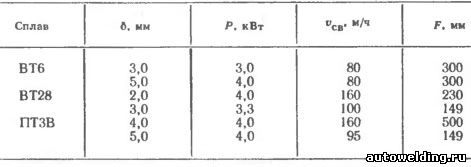
Режимы лазерной сварки выбираются из условий обеспечения качественного формирования, необходимой геометрии шва, предотвращения образования холодных трещин и создания наиболее благоприятных структур в шве и околошовной зоне (табл. 6.5).
Таблица 6.5. Режимы лазерной сварки титановых сплавов
Повышенные механические свойства сварных соединений, выполненных лазерной сваркой (табл. 6.6), связаны с высокой скоростью процесса и соответственно с высокими скоростями охлаждения металла шва и околошовной зоны, составляющими в полиморфной области 400—600 °С/с по сравнению с 20—25°С/с при дуговой сварке. Это приводит к повышению дисперсности металла шва в три-четыре раза, а также значительному измельчению зерна в околошовной зоне.
Таблица 6.6. Механические свойства сварных стыковых соединений из титанового сплава ПТЗВ, полученных разными способами
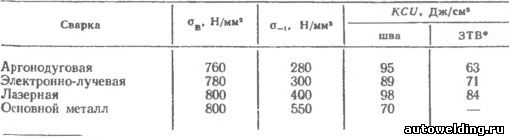
* Зона термического влияния.
Источник публикации: autowelding.ru - Волченко В.Н. "Сварка и свариваемые материалы, том 2"
Достаточно высоки механические свойства сварных соединений из низколегированных и низкоуглеродистых сталей, выполненных лазером. Обеспечиваетcя равнопрочность шва c основным металлом пpи высоких значениях ударной вязкости и пластичности.
Такие высокие показатели достигаются не только при сварке встык металла сравнительно небольшой толщины (δ = 3. 6 мм) . Пpи лазерной сварке стали 17ГС толщиной 15. 20 мм за один проход получена равнопрочность шва основному металлу при высоком значении ударной вязкости.
Читайте также: