Режимы механизированной сварки в защитных газах
Обновлено: 13.05.2024
При сварке судостроительных сталей в качестве защитного газа применяют углекислый газ (СО2). Механизированную сварку можно осуществлять тонкой электродной проволокой (dэ = 0,8 – 1,8мм) во всех пространственных положениях с использованием полуавтоматов типа А-547Р, ПДПГ-300, «Гранит», «Нева». Сварку проводят с применением сварочной проволоки марок Св-08ГС или Св-08Г2С.
Подготовку кромок при сварке проволокой dэ = т0,8 – 1,2 мм производят как для РДС, т.е. по ГОСТ РФ 5264-69, а при сварке проволокой dэ = 1,6 – 2,0 мм, как для сварки в защитных газах, т.е. по ГОСТ РФ 14771-69. Ориентировочные рекомендации по выбору режимов сварки приведены в [ ].
Технология сварки меди и её сплавов.Медь на судостроительных заводах сваривали угольным электродом или с помощью газового пламени. Если завод располагал соответствующими установками, для сварки меди предпочитают использовать метод аргонно-дуговой сварки неплавящимся (вольфрамовым) электродом. Основное осложнение при сварке меди связано с высокой её теплопроводностью, низкими механическими свойствами при высоких температурах и интенсивным окислением и засорением сварочной ванны закисью меди (Сu2О). Закись меди в смеси с медью залегает ме6жду зёрнами основного металла, образуя хрупкие прослойки, по которым и происходит разрушение; сварное соединение становится склонным к трещинообразованию. Процесс сварки может быть осложнён также и тем, что расплавленная медь хорошо растворяет газы. В процессе поглощения расплавленной медью водорода и окиси углерода, находящихся в восстановительной зоне газового пламени или в зоне угольной дуги, в сварочной ванне могут происходить различные реакции – водород активно растворяется не только в жидкой, но и в твёрдой меди. При наличии в твёрдой меди участков Сu2О, диффузионно-подвижный водород реагирует с ней. Образовавшийся водяной пар скапливается, создавая давление, которое и приводит к образованию многочисленных трещин.
Наиболее просто и легко медь сваривают аргонно-дуговой сваркой. При этом требуется тщательная очистка кромок и присадочного металла и применения чистого аргона. Сварку ведут на постоянном токе при прямой полярности. Присадка – бронза типа Бр. Х-0,3 или Бр. КМц-3-1. Во избежание растекания металла сварочной ванны, сварку ведут на графитовой подкладке без перерывов со скоростью не меньше 0,25 м/мин. Для газовой сварки применяют горелки с большим расходом ацетилена – 150-200 л/ч на 1 мм толщины листа. Медь также можно сваривать специальными электродами «Комсомолец».
Сварка латуней и бронз. При сварке латуней основные затруднения связаны с выгоранием цинка, так как температура плавления латуней обычно лежит в пределах 800-950 о С, а цинк плавится при 419 о С и кипит при 906 о С. Часть цинка испаряется в виде паров металла и в воздухе окисляется, образуя ядовитые пары ZnО; В шве количество цинка уменьшается и образуются пустоты (поры).
Затруднения при сварке оловянистых бронз связаны с выгоранием олова и образованием двуокиси олова (SnО2), с повышением хрупкости таких бронз при нагреве, а при сварке алюминиевых бронз – с образованием тугоплавких окислов алюминия (Аl2О3). Кремнистые бронзы свариваются легко.
Как латуни, так и бронзы можно сваривать газовой и электродуговой сваркой (угольные и металлические электроды). Сварку латуней и бронз следует вести с подогревом особенно начальных участков шва (до 200 – 300 о С), что ускоряет процесс и позволяет обеспечить скорость, превышающую 0,25 м/мин. Сварку производят с применением флюса на основе буры и борной кислоты. Газовую сварку латуни выполняют окислительным пламенем (О2/С2H2 < 1,2 -1,3).
Так же как и медь, латуни и бронзы хорошо свариваются аргонно-дуговой сваркой.
Технология сварки алюминия и его сплавов.В судостроении для изготовления сварных судовых конструкций применяют алюминий и термически неупрочняемые сплавы алюминия с магнием: АМг5В и АМг6. Наиболее качественные сварные соединения алюминия и его сплавов АМГВ и АМг6 получают при контактной сварке и электродуговой сварке в среде аргона. При разработке технологии сварки алюминия и его сплавов необходимо учитывать следующее.
Сварка алюминия затрудняется образованием тугоплавкого окисла Аl2О3 ( его температура плавления 2050 о С), который, образуясь на поверхности сварочной ванны, препятствует сплавлению, а также может засорять металл шва и резко снижать прочность соединения. Кроме того, алюминий имеет значительную ус адку (7%) и малую прочность при повышении температуры выше 450 о С, вследствие чего расплавленный алюминий в районе шва может «провалиться» под влиянием собственного веса. Контролировать же нагрев алюминия трудно, так как он не меняет своего цвета. Поэтому иногда под шов рекомендуют подкладывать фиксирующую планку. Из-за высокой теплопроводности алюминия сварку обычно ведут с предварительным подогревом металла в начале шва (100-150 о С). Свариваемые кромки перед сваркой тщательно очищают от плёнки окислов механическим способом и обезжиривают содовым раствором.
Дуговую сварку ведут на постоянном токе: при угольных электродах на прямой полярности, а пари металлических – на обратной полярности. Институт электросварки им. Патона разработал способ автоматической сварки алюминиевых сплавов под слоем флюса АН-А1, в состав которого входят КСl и Nа3АlF6.
Сварку ведут автоматами электродной проволокой диаметром 1-5 мм марки АМг6, при силе тока 300-600А и напряжении на дуге 34-48 В.
Наиболее универсальным способом сварки алюминия и его сплавов является способ аргонно-дуговой сварки неплавящимся (вольфрамовым) электродом, либо плавящимся электродом (проволока того же состава, что и основной металл). Сварку производят плавящимся электродом (проволокой) на постоянном токе при обратной полярности. При аргонно-дуговой сварке необходимо также производить тщательную зачистку свариваемых кромок деталей. В качестве защитного газа следует применять чистый аргон марок А и Б. Полуавтоматическую и ручную сварку в среде аргона плавящимся и неплавящимся электродами можно производить в любом пространственном положении. Для судостроения рекомендуются автоматы и полуавтоматы АДПГ, ПДА-300, ПШП-10 и др. Режимы сварки плавящимся электродом в среде аргона рекомендуется выбирать по таблицам работы [4].
Технология сварки титана и его сплавов.Лёгкие, высокопрочные и коррозионностойкие сплавы титана всё шире начинают применять в судостроении.
С точки зрения сварки для титана характерна очень высокая химическая активность; так при нагреве, начиная с температуры 400 о С, а особенно интенсивно от 600 0 С, металл активно реагирует со всеми газами, кроме инертных, при температуре плавления металл активно растворяет многие газы, включая азот, водород, пары воды, окись и двуокись углерода и т.п. и реагирует с ними. В тоже время наличие небольших включений указанных газов, существенно снижает механические свойства металла и, в частности, резко ухудшает пластические свойства. Доброкачественное сварное соединение можно получить только при условии, если ограничить содержание в шве примесей азота, кислорода, водорода и углерода, обеспечив надёжную защиту сварочной ванны, металла шва и ЗТВ инертными газами (аргон, гелий), с которыми титан не вступает во взаимодействие.
В ряде случаев пригодность титана для сварки предварительно оценивают по величине расчётной твёрдости НВ, определяя её по эмпирической формуле
НВ = 40 + 310√ Оэ , 7.8.
Где Оэ – эквивалентное содержание кислорода.
Его, в свою очередь, определяют по формуле
Где О2, N2, C - процентное содержание в титане соответственно кислорода, азота и углерода.
При сварке без подачи присадки прочность соединения равна прочности основного металла. При подаче присадки её нагретая поверхность в процессе подачи успевает адсорбировать некоторое количество газов атмосферы; это приводит к снижению пластичности металла шва на 40-50%.
Доброкачественные сварные соединения можно получить только в том случае, если при сварке неплавящимся или плавящимся электродами будет обеспечена достаточная защита металла шва и околошовной зоны (нагретой свыше 600 0 С) не только с лицевой поверхности свариваемых листов, но и с обратной стороны шва (сварка с обратным поддувом газа). Практически это осуществляется с помощью горелок, имеющих специальные «приставки» для дополнительной подачи защитного газа и дополнительную трубную подкладку для подачи защитного газа с обратной стороны. Длина приставки на грелках может достигать 400-500 мм. В качестве защитного газа могут быть использованы аргон или гелий (Рис.7.4.)
В институте электросварки им. Патона был разработан процесс автоматической сварки под флюсом и ЭШС титана. Рекомендовано использовать бескислородные флюсы АН-Т1 и АН-Т2. Сварку титана под флюсом производят на обычном оборудовании, на постоянном токе (обратная полярность). На некоторых судостроительных предприятиях сварку конструкций из титана производят в специальных камерах, заполненных аргоном, соблюдая при этом все меры техники безопасности и охраны труда работающих.
Сварка разнородных материалов.При сварке разнородных материалов возникают определённые трудности:
1. При большом различии в температурах плавления (момент достижения одним материалом Тпл, другой материал находится в твёрдом состоянии);
2. Различия в коэффициентах линейного расширения α у свариваемых материалов вызывают повышенные термические напряжения;
3. Различия теплопроводности и теплоёмкости ведёт к изменению температурных полей и плюс условий кристаллизации металла шва;
4. Резкое различие в электромагнитных свойствах ведёт к неудовлетворительному формированию шва;
5. Наличие окисных плёнок, наличие различных включений в металле шва;
Решающее значение на процесс получения сварного соединения оказывает металлургическая совместимость, т.е. взаимная растворимость соединяемых металлов и в жидком и в твёрдом состоянии.
Существуют различные способы сварки разнородных материалов на примере сварки стали с медью и её сплавами (латунь, бронза):
- соединение разнородных металлов в твёрдом состоянии – сварка давлением (холодная, прессовая, трением, диффузионная, УЗС, взрывом и др.);
- соединение сваркой плавлением и наплавкой – дуговой способ (сварка в защитных газах, под флюсом, плазменно-дуговая, ЭШС, лазерная и др.);
- контактная сварка – машины типа МТП-К1;
- диффузионная сварка в вакууме;
- сварка и наплавка трением – станки типа МСТ-23, МСТ – 2001.
Сварка пластмасс.В машиностроении в настоящее время используется 1/3 всех выпускаемых в РФ полимерных материалов (подшипники скольжения, зубчатые и червячные колёса, детали тормозных устройств, кузова автомобилей, катера, яхты, протезы и др. медицинское оборудование). Вот некоторые достоинства полимеров:
- малый удельный вес ( 1 – 1,6 г/см 3 );
- не подвержены электрохимической коррозии;
- высокая удельная прочность;
- плохо проводят тепло и др.
Наличие вот таких свойств, приводит к определённым трудностям при сварке пластмасс:
1. Длительная выдержка при высоких температурах вызывает термическое разложение пластмасс (деструкция);
2. Многие пластмассы ( ПМ) не имеют чётко выраженной температуры плавления;
Методы сварки пластмасс:
а) сварка газовыми теплоносителями – применяют присадочные прутки диаметром 2, 3 и 4 мм. (более пластифицированы, чем основной материал); используют электрические горелки с напряжением меньше 36 в., а также газовые горелки типа ГГП-1-56 ( Т 0 С выхода газов ≈ 300 0 С);
б) сварка нагретыми инструментами ( установки типа МСП-4);
в) сварка трением;
д) ультразвуковая сварка ( установки типа УПТ-14, УПК-15 и др.);
е) ядерная сварка ( состоит в облучении пластмасс потоком нейтронов – слой лития или бора облучают нейтронами).
Охрана труда при проведении сварочных работ.При сварке, а также при газопламенной обработке имеются профессиональные опасности и вредности, а также источники возможного травматизма, действие которых необходимо учитывать при организации работ. Все рабочие должны быть тщательно проинструктированы безопасным методам выполнения работ. Приводим специфические источники опасности при электрической сварке.
Источники электрического тока.Кожный покров человека, в особенности в сухом состоянии, оказывает значительное сопротивление прохождению тока. Расчётное сопротивление человека – 1000 Ом. Безопасным для жизни, вызывающим болезненное ощущение считается ток 0,03 – 0,05 А. Следовательно предельным безопасным напряжением можно считать: Uпред = I R = 0,05 · 1000 = 50 В.
Однако при влажной коже сопротивление резко снижается и даже при таком напряжении ток, протекающий через тело человека, может превысить безопасную величину.
Токоведущие части оборудования – кабели и ручки электрододержателей должны быть изолированы.
Для электросварочных установок напряжение холостого хода (Uхх) допускается до 80 В. Обязательно установки должны быть заземлены.
Нагретый металл, капли и брызги металла. Одежда сварщика должна быть из плотной негорючей ткани, не имеющей складок, открытых карманов или разрезов, куда могли бы попасть брызги и расплавленные капли. При сварке обязательное ношение головного убора и плотных брезентовых рукавиц. Вблизи сварки не должно быть горючих материалов, красок, стружки или баллонов с газами (ацетилен, кислород и др.).
Пыль и вредные газы.Образуются при горении дуги и расплавлении металла, которые могут попасть в организм человека. Главным средством борьбы с запылённостью при сварке является устройство вытяжной вентиляции – общеобменной и местной.
Лучистая энергия, выделяемая дугой.В спектре её содержаться инфракрасные видимые и ультрафиолетовые лучи. Яркость света сварочной дуги превышает в 16000 раз максимальную яркость допускаемую для незащищённого глаза. Поэтому при сварке необходимо пользоваться стеклянным светофильтром с очень малой прозрачностью.
Охрана труда работающего персонала является важной обязанностью руководителей сварочного производства.
Режимы полуавтоматической сварки
Полуавтоматическая сварка в среде защитных газов считается востребованным методом, которые обладает простой технологией. Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.
Существуют разные режимы сварки полуавтоматом в среде защитных газов, и чтобы их подобрать, была создана специальная таблица с отображением требуемых параметров. И перед тем как приступать к сварочному процессу требуется рассмотреть его основные особенности, потому что они будут оказывать влияние на итоговый результат.

Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором - MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Основные параметры
Чтобы точно выбрать режимы полуавтоматической сварки стоит понимать из чего они должны состоять. Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Диаметр и марка проволоки
Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
- Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
- Стоит учитывать, что каждый диаметр имеет определенные характеристики. К примеру, во время использования проволоки с небольшим диаметром многие сварщики отмечают, что наблюдается устойчивое горение дуги и небольшое разбрызгивание металла.
- При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
- Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
- Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
- Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию.
Какой бы ни был использован режим газовой сварки, стоит подобрать необходимый диаметр присадочной проволоки. Это влияет на прочность соединения.
Сила, полярность и род сварочного тока
Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
К примеру, если повысить показатели силы тока, то при проведении сварочного процесса повысится глубина провара. Сила тока увеличивается в соответствии с диаметром электрода. Кроме этого не стоит забывать про особенности металла, который применяется для сваривания.
Обязательно нужно учитывать свойства полярности и рода тока. Обычно полуавтоматический сварочный процесс осуществляется с применением защитных газов, но при этом требуется подобрать необходимые показатели постоянного тока и обратной полярности. Прямая полярность применяется в редких случаях, данные параметры сварки полуавтоматом не способны предоставить стойкое горение дуги, они ухудшают сварное соединение. Однако имеются исключения, переменный ток часто используют при работе с изделиями из алюминия.
Многие неопытные сварщики часто забывают про важный параметр - напряжение сварочной дуги. А ведь этот показатель оказывает основное влияние на степень глубины провара металла и габариты сварного шва. Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Скоростные показатели подачи проволоки
Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.
К главным особенностям скорости полуавтоматического сварочного процесса относятся:
- скоростные показатели подачи проволоки регулируются в соответствии с ГОСТами;
- этот показатель можно подобрать самостоятельно, но при этом стоит опираться на особенности металлической структуры, ее толщину;
- толстый металл требуется варить быстрее, а соединение должно быть тонким;
- при осуществлении сварки не стоит придаваться спешке, иначе электрод выйдет из области защитных газовых смесей, и это приведет к его окислению под воздействием кислорода;
- слишком медленная скорость приводит к тому, что в итоге образуется непрочный шов с пористой структурой.
Отходящие газы
Режимы сварки полуавтоматом предполагают использование газовых смесей, которые обеспечивают максимальную защиту сварочной зоны от окисления кислородом. Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Обязательно нужно знать какое давление в углекислотном баллоне для сварки. Показатель рабочего давления составляет 60-70 кгс/см2. На поверхности присутствует надпись с желтой окраской «Углекислота».
Какое давление углекислоты должно быть при сварке полуавтоматом можно узнать из таблицы ниже:
Также рабочее давление углекислоты при сварке полуавтоматом можно найти в специальной документации и в ГОСТах сварочных полуавтоматических приборов, которые предназначены для сварки с использованием защитных газовых смесей.
Помимо углекислоты для сварки полуавтоматом применяются другие газовые смеси, которые обладают характерными особенностями:
- аргон. Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
- гелий. Это инертный газ, который часто используется при проведении полуавтоматической сварочной технологии. Он обеспечивает получение прочных и широких сварных швов;
- различные смеси из аргона, гелия и углекислоты.
Особенности наклона электрода
Рассматривая режимы полуавтоматической сварки среде защитных газов, стоит изучить важные критерии угла наклона электрода. Частое нарушение, которое совершают новички - это удерживание электрода при сварке так, как они хотят. Но это считается грубейшей ошибкой.
Важно! Угол наклона электрода оказывает огромное влияние на глубину провара металлической структуры. Также от этого показателя зависит качество полученного сварного соединения.
Существует два вида наклона электрода - углом назад и углом вперед. При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При положении вперед электрод движется после сварочной ванночки, он ее защищает от проникновения вредных газовых смесей. Определенное количество шлака, попадающее впереди соединения, будет откладываться с двух сторон стыка. Если будет выделяться много шлака, то наклон уменьшается.
При удерживании электрода углом назад сварочная зона видна хуже, зато намного лучше прослеживается состояние кромок. Также наблюдается небольшая глубина провара.
Обратите внимание! Для тонких металлов рекомендуется удерживать электродом под наклоном вперед, это положение считается наиболее подходящим. А вот углом назад можно сваривать металлические изделия с любой толщиной.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки - использование защитного газа и тока с обратной полярностью.

Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.

Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.

Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.

Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.

Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений.
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом. Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Интересное видео
Технология частично механизированной сварки в среде защитного газа. Режимы сварки и принципы их выбора.
Сварку в углекислом газе (СО2) обычно выполняют на постоянном токе обратной полярности плавящимся электродом. Основными параметрами режима сварки в СО2 и его смесях являются:
полярность и сила тока, напряжение дуги;
диаметр, скорость подачи, вылет и наклон электрода;
расход и состав защитного газа.
Сварочный ток и диаметр электродной проволоки выбирают в зависимости от толщины свариваемого металла и расположения шва в пространстве. Стабильный процесс сварки с хорошими технологическими характеристиками можно получить только в определенном диапазоне силы сварочного тока, который зависит от диаметра и состава электродной проволоки и рода защитного газа.
Величина сварочного тока определяет глубину проплавления и производительность процесса сварки. Величину сварочного тока регулируют изменением скорости подачи сварочной проволоки.
Одним из важных параметров режима сварки в СО2 является напряжение дуги. С повышением напряжения увеличивается ширина шва и улучшается его формирование. Однако увеличивается и угар полезных элементов кремния и марганца, повышается чувствительность дуги к «магнитному дутью», увеличивается разбрызгивание металла сварочной ванны. При пониженном напряжении дуги ухудшается формирование сварочного шва. Оптимальные значения напряжения дуги зависят от величины сварочного тока, диаметра и состава электродной проволоки, а также от рода защитного газа.
Другие параметры режима сварки в СО2 находятся в сложной зависимости от различных факторов, влияющих на сварочный процесс.
Режим сварки в СО2 подбирают на основании обобщенных опытных данных, приведенных в табл. 41.
Режимы сварки в среде СО некоторых видов соединений
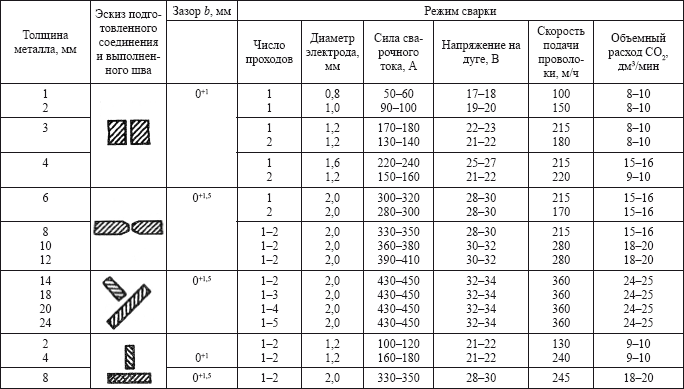
Перед началом сварки необходимо отрегулировать расход газа и выждать 20–30 с до полного удаления воздуха из шлангов. Перед зажиганием дуги необходимо следить, чтобы вылет электрода из мундштука не превышал 20–25 мм. Движение горелки должно осуществляться без задержки дуги на сварочной ванне, так как эта задержка вызывает усиленное разбрызгивание металла. Сварка в нижнем положении производится с наклоном горелки под углом 5–15° вперед или назад. Предпочтительнее вести сварку углом назад, так как при этом обеспечивается более надежная защита сварочной ванны. При механизированной сварке металла малой толщины 1–2 мм поперечных колебательных движений не производят. Сварку ведут на максимальной длине дуги, с максимальной скоростью. При достаточной газовой защите избегают прожогов и обеспечивают нормальное формирование шва. Горелку ведут углом назад, при этом угол наклона составляет 30–45°.
Стыковые соединения при толщине металла 1,5–3 мм сваривают на весу. Более тонкий металл сваривают в вертикальном положении на спуск (сверху вниз), провар достигается за один проход. Сварку соединений внахлестку при толщине металла 0,8–2,0 мм чаще производят на весу и реже – на медной подкладке. При качественной сборке нахлесточных соединений представляется возможным значительно увеличить скорость сварки. Колебательные движения горелкой при сварке больших толщин те же, что и при ручной сварке. При сварке с перекрытием для уменьшения пор применяются продольные колебания горелки вдоль оси шва, что обеспечивает более полное удаление водорода из сварочной ванны.
Сварка в среде СО2 является высокопроизводительным процессом. В массовом и крупносерийном производстве работают слесари– сборщики, которые освобождают сварщика от сборочных операций. Сварочный пост в этом случае оборудуется кроме сварочной аппаратуры специальными приспособлениями для обеспечения высокой производительности сварочных работ при гарантированном качестве сварных узлов. На рис. 83 показан сварочный пост на одного сварщика и одного слесаря‑сборщика.
Требования к качеству сборки и подготовки деталей под сварку в СО2сварочной проволокой (0,8–2,5 мм) должны соответствовать существующим нормативным документам.
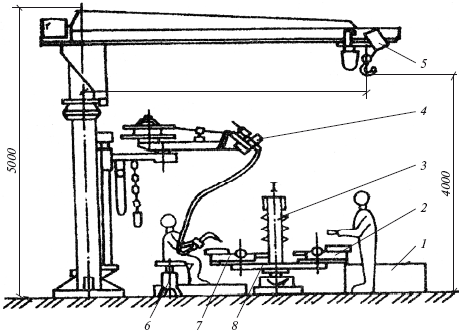
Рис. 83. Сварочный пост для оборонно‑сварочных работ (сварщик, слесарь‑сборщик):
1 – складочное место для заготовок; 2, 7 – сборочно‑сварочные приспособления; 3 – ширма с встроенной вентиляцией; 4 – полуавтомат с консолью; 5 – кран консольно‑поворотный; 6 – стул поворотный; 8 – стол двухпозиционный поворотный
Сварка в среде защитных газов
Прочность скрепления деталей зависит не только от навыков специалиста, но и от условий, в которых ведётся работа. Чтобы соединение получилось на надлежащем уровне, в точке плавления повинны присутствовать исключительно электрод и присадочные материалы. Попадание второстепенных элементов способно оказать негативное воздействие на спайку. Решить задачу помогла эксплуатация специальных газообразных субстанций, а сама технология появились в далёком 1920 году. Помимо защищающего слоя они помогают сделать швы чистыми, без шлака и трещин, что соответствует ГОСТУ. Это ключевая причина, по которой промышленность предприимчиво употребляет подобные сварочные методы.

Сварка заготовок в среде защитных газов
Сущность способа
Сварка заготовок в среде защитных газов – одна из подвидов дугового скрепления, но здесь в точку расплавки подаётся аргон, азот, кислород и прочее. Если есть необходимость интегрировать низкоуглеродистую или легированную сталь, к газу добавляют 1-5% кислорода. Такие пропорции снижают критическое напряжение, что уберегает от возникновения пор и повышает качество спайки.
Для производства с плавящимся стержнем смешивают аргон и 10-20% диоксида углерода. Это даёт такие же показатели, как и в предыдущем случае, однако, прибавляет постоянства дуге и оберегает область от сквозняков. Сама методика пользуется популярностью преимущественно в обработке тонких листов металла.
В ходе глубокой проплавки применяют «СО2» и 20% «О». Смесь наделена повышенными окислительными свойствами, придаёт хорошую форму, защищает плиты от пористости. Аналогичные показатели характерны и для других соединений, но каждая процедура имеет индивидуальный подход, который будет зависеть от обстановки, толщины объекта и других параметров.

Схема дуговой сварки в среде защитных газов
Несмотря на высочайшие результаты, стыковочная плоскость вынуждена быть тщательно обработана последующими методиками:
- выравнивание;
- очистка от ржавчины;
- удаление зазубрин;
- подогрев.
Если подготовительные манипуляции будут выполнены неправильно, это приведёт к возникновению сварного брака.
Технология сварки
Дуговая сварка, проходящая в защитном газе, подразумевает использование двух подходов: неплавящимся и плавящимся шпилями. Первая разновидность делает сварной спай при помощи расплавления углов сплава. Во втором случае переплавленный стержень играет роль главного вещества для интеграции. Чтобы обеспечить оптимальную сохранность среды потребляют несколько вариаций:
- Инертные – не имеют цвета и запаха, а инертность обуславливается наличием у атомов плотной электронной оболочки. К таким типам относятся гелий, аргон и другие.
- Активные – вступают в реакцию с заготовкой, и растворяются в ней. К данной категории относятся двуокись углерода, азот водород и прочие.
- Комбинированные примеси. Сюда относятся комбинации предыдущих пунктов. Автоматическая сварка в среде настоящих защитных газов нужна для улучшения технических атрибутов и формирования качественного шва.

Технология сварки в защитном газе
Выбор будет отличаться от химического состава металла, экономностью процедуры, свойством скрепления и иными нюансами.
Для манипуляций разрешено применять и электродуговую аппаратуру.
Инертные газообразные примеси повысят устойчивость дуги и дадут возможность проводить более глубокую расплавку. Смесь подаётся в динамическую область несколькими потоками: центральным (параллельно стержня), боковым (сбоку, отдельно от стержня), парой концентрических струй и в подвижную насадку, которую монтируют над рабочей средой. Дуговая сварка в любом защитном газе создаёт приемлемые тепловые параметры, которые положительно сказываются на модели, размере и качестве шва.
Для снабжения газового потока расходуют специализированные сопла, но в некоторых обстоятельствах объекты помещаются в прозрачные камеры, которые устанавливаются над стыком. К данному приёму прибегают довольно редко, и, в основном, для скрепления крупногабаритных составляющих.
Режимы
Для этих операций чаще пускают в дело инверторные агрегаты полуавтоматического класса. С их поддержкой проводится настройка электричества и подаваемого напряжения. Также эти станции служат базовым источником питания, а их мощность и опции регулирования варьируются в зависимости от модели. Если есть потребность провести стандартную деятельность (без оборота толстых и непопулярных сплавов), можно выбрать самую простую аппаратуру.

Режимы сварки в углеродном газе
Дуговая автоматизированная сварка в защитных газах может различаться по многим величинам, большинство из которых определяется по положениям: 1-е радиус проволоки, 2-е её диаметр, 3-е сила электричества, 4-е напряжение, 5-е скорость подачи контакта, 6-е расход газа. А выглядит всё так:
- 15см, 0.8мм, 120А, 19В, 150м\ч, 6ед\мин;
- 7мм, 1мм, 150А, 20В, 200м\ч, 7ед\мин;
- 2мм, 1.2мм, 170А, 21В, 250м\ч, 10ед\минут;
- 3мм, 1.4мм, 200А, 22В, 490м\ч, 12ед\мин;
- 4-5мм, 0.16см, 250А, 25В, 680м\ч, 14ед\минут;
- более 0.6см, 1.6мм, 300А, 30В, 700м\ч, 16ед\мин.
Эти характеристики являются стандартными, и рассчитаны для процессов с углекислотой.
Ручной способ и сваривание в камере
Агрегаты полуавтоматического типа, сопровождаемые использованием оградительной среды, подразделяются на два подхода: локальный и общий типы. В большинстве случаев эксплуатируют первая версия, где защитная субстанция поступает на прямую из сопла. Такая методика даёт возможность варить любые изделия, однако, результат не всегда может быть на удовлетворительном уровне. Попадание воздуха в зону плавления сильно снизит характеристики шва, и чем больше предмет, тем выше шансов получить спайку низкого качества.
Поэтому для крупногабаритных рекомендуется эксплуатировать камеры с регулировкой атмосферы внутри. Проходит она следующим образом:
- из полости откачивается весь воздух до состояния вакуума;
- затем идёт закачка нужного газа;
- проводиться варка с дистанционным управлением.

Камера для сваривания
Есть и другие способы дуговой сварки ручного типа в защитных газах: некое пространство заполняют соответствующим элементом, а специалист выполняет все действия в скафандре с индивидуальной системой дыхания.
Это довольно сложные деяния, которые требуют подготовки и навыков. Но это даёт абсолютную гарантию на то, что спайка будет находиться в надёжной обороне. А это немаловажное требование для производства сложных заготовок. Что касается электродов, то использовать можно как плавящиеся, так и неплавящиеся модели.
Подготовка кромок и их сборка под сварку
Подготовительные действия проводятся во всех вариантах аналогично. Образ разделки кромок обязан заключать правильные геометрические параметры и соответствовать ГОСТу или другим техническим правилам. При механической варке можно полностью проварить сплав, не разделяя края и не оставляя зазора между ними. При наличии некоторого отступа или разделке краёв можно провести проварку, но толщина предмета должна быть не более 11 мм. Есть способы увеличить производительность процесса автоматического приёма сваривания, и для этого вынуждена проводиться разделка боковых углов без откоса.
В ходе приварки происходит усадка металла, которая сказывается на правильности зазора. Чтобы избежать трудностей, выполняется шарнирное прикрепление с определённым углом открытия кромок, который будет зависеть от размера объекта.

В работе с защитой углекислоты всю плоскость приходится очищать от шлака и капель грязи. Чтобы уменьшить предстоящее загрязнение, которое может образоваться в ходе манипуляция, плоскость обрабатывают специальными жидкостями. При этом нет необходимости ожидать полного высыхания аэрозоля. Последующая сборка проходит с использованием стандартных запчастей: клинья, скобы, прихватки и прочее. Также перед началом следует осмотреть конструкцию.
Достоинства и слабые места процесса
К положительным сторонам нужно отнести следующие пункты:
- в отличие от других методов, характер шва получается с более высокими характеристиками;
- большинство элементов стоят не дорого, однако, это не мешает им обеспечивать высококлассную защиту;
- у опытного сварщика не возникнет проблем с освоением подобной технологии, поэтому крупное производство может с лёгкостью поменять специфику манёвров;
- в защитной среде может проводиться сваривание как тонколистового, так и толстолистового проката;
- данная методика показывает большие показатели производительности;
- техника отлично подходит для процедур с алюминием, цветными металлами и другими видами, которые наделены устойчивостью к коррозии;
- такой подход легко поддаётся модернизации, его легко перенести в автоматический порядок, и можно приспособить к любым условиям.
Недостатки сварки в среде защитных газов выглядят таким образом:
- при приварке на открытом пространстве следует позаботиться о хорошей герметичности камеры. В противном случае высока вероятность выветривания газообразных примесей;
- варка в закрытом пространстве обязана сопровождаться высококлассной функциональностью вентиляции;
- некоторые виды газов, например, Аргон, дорого стоят.
В остальном технология является довольно удачной, и существенных недостатков не заключает.
Какие газы применяют
Защитные газы создают обстановку для дуговой сварки, и делятся инертные и химические группы. Первая категория представляется самой популярной, и сюда входят «Ar», «He» и другие их комбинации. Основной их задачей является вытеснение кислорода из области термического воздействия. Нужно отметить, что эти вариации веществ не вступают в реакцию с железом, и не растворяются в нём.
Применение этого класса необходимо для спайки самых популярных сплавов: титан, алюминий и другие. Если сталь обладает повышенной устойчивостью к температуре и плохо плавиться, разумно пускать в ход неплавящийся электрод.

Газы, применяемые для сварки
Активные газы тоже пользуются определённой популярностью, ведь к этой категории относятся недорогие разновидности: водород, азот, кислород.
Но чаще всего используют двуокись углерода, поскольку это самый выгодный вариант.
Описание каждой версии:
- Аргон – вариация защитного инертного газа для сварки. Не имеет склонности к воспламенению и не взрывоопасен. Обеспечивает хорошую защиту ванн.
- Гелий – поставляется в специальных баллонах, давление которых достигает 150 ат. Имеет низкую температуру сжижения -269 градусов.
- Двуокись углерода – не ядовитый, без цвета и запаха. Его добывают путём извлечения из дымовых газов и при помощи специального оборудования.
- Кислород – способствует горению. Получают «О» из атмосферы при помощи охлаждения. Всего встречается несколько сортов, которые отличаются по процентному соотношению.
- Водород – при контакте с воздухом взрывоопасен, поэтому в обращении с ним следует строго соблюдать правила безопасности. Также является бесцветным и не обладает запахом, помогает воспламенению.
В углекислоте
Это самая дешевая система, от чего она и пользуется сильным спросом. Однако сильный жар в активной области разлагает материю на три газа: «СО2», «СО» и «О». Чтобы уберечь поверхность от окисления, в проволоку добавляют кремний и марганец. Но и это доставляет своеобразные неудобства: при реакции друг с другом оба вещества образуют шлак, который в дальнейшем всплывает на поверхность. Его очень просто удалить, и это никак не влияет на защитные показатели. Также перед проведением операции следует удалить всю воду из баллона (для этого его достаточно перевернуть). И эти действия следует проводить периодически. Если упустить этот момент, то может получиться пористый шов.

Сварка в углекислоте
В азотной среде
Нужна для соединения медных заготовок или деталей из нержавейки. Такая специфика наблюдается потому, что этот газ не вступает в реакцию с данными сплавами. Ещё для сварки необходимы графитовые или угольные контакты. Вольфрамовые вызывают их перерасход, что делает манипуляцию очень неудобной.
Что касается настройки оборудования, то оно варьируется в зависимости от сложности. Чаще они выглядят так: напряжение тока 150-500 А, дуга 22-30 В, расход газа до 10 л в минуту. Внешний вид агрегатов не имеет отличительных черт, за исключением специального прихвата для угольного электрода.

Сварка в азотной среде
Оборудование
Используется при сварке в защитной среде стандартные источники питания, на которых есть функция регулировки напряжения. Также здесь имеются механизмы автоматического снабжения проволоки и специализированные газовые узлы в виде шлангов и баллонов. Сама процедура проводиться при постоянной подаче высокочастотного электричества.
Главные опции, которые требуют внимательного отношения – регулятор тока, обеспечивающий стабильное горение дуги, скорость движения проволоки.
И всё это обязано работать как единый механизм. Режимы могут сильно отличаться друг от друга, даже если сварка проходит с одной разновидностью железа.
- ПДГ-502. Предназначен для приварки в углекислом газе, очень надёжен и показывает высокую производительность. Может использоваться от сетей в 220 и 380 В, а пределы регулирования электричества 100-500 А.
- «Импульс 3А». Необходим для работы с алюминиевыми деталями, но у него более низкие функции, чем у предыдущего аппарата. Также его можно использовать для приварки чёрных металлов и нанесения потолочных швов.
- «УРС 62а». Отлично подходит для полевых работ, используется преимущественно для скрепления алюминия. Необходимое питание берётся от сети в 380 В. Особенностью представляется то, что устройство способно обработать титан.

Есть ещё масса разновидностей, каждый из которых обладает своими преимуществами и недостатками. Не сложно догадаться и про то, что каждый автомат предназначен для ограниченного круга варки.
Варианты защиты
Любые сварочные работы – завышенная степень опасности, поэтому каждый работник должен позаботиться об обороне кожных покровов, глаз и органов дыхания. Даже кратковременная переварка в собственном гараже должна проводиться с комплектом:
- маска;
- термоустойчивые перчатки;
- респиратор.

Только так можно провести качественную операцию без ущерба для собственного здоровья.
Выполнение расчета и установка режимов механизированных способов сварки в среде защитных газах (углекислота и аргон).
К основным параметрам сварочных режимов сварки в защитных газах относятся диаметр электрода или электродной проволоки, сварочный ток, напряжение дуги, скорость подачи электродной проволоки, скорость сварки, вылет электрода, расход защитного газа, наклон электрода вдоль оси шва, род тока и полярность.
Диаметр электродной проволоки. Выбирается в пределах 0,5–3 мм в зависимости от толщины свариваемого металла и положения шва в пространстве. С уменьшением диаметра проволоки при прочих равных условиях повышается устойчивость горения дуги, увеличиваются глубина проплавления и коэффициент наплавки, уменьшается разбрызгивание жидкого металла
С увеличением диаметра проволоки должна быть увеличена сила тока.
Сварочный ток. С увеличением сварочного тока повышается глубина проплавления. Это приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Сварочный ток устанавливают в зависимости от диаметра электрода и толщины свариваемого металла.
Напряжение дуги. С увеличением напряжения дуги глубина проплавления уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранного сварочного тока.
Скорость подачи электродной проволоки. Скорость подачи связана со сварочным током. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги, а протекал устойчивый процесс плавления электрода.
Скорость сварки. С увеличением скорости сварки уменьшаются все геометрические размеры шва. Она устанавливается в зависимости от толщины свариваемого металла и с учетом обеспечения хорошего формирования шва. Сварку металла большой толщины лучше выполнять более узкими валиками на большей скорости. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное увеличение сварочной ванны и повышает вероятность образования пор в металле шва.
Вылет электрода. С увеличением вылета электрода ухудшаются устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла и токоподводящего контактного наконечника. Кроме вылета электрода необходимо выдерживать определенное расстояние от сопла горелки до поверхности свариваемого металла, так как с увеличением этого расстояния ухудшается газовая защита зоны сварки и возможно попадание кислорода и азота воздуха в расплавленном металле.
Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Вывод: если рабочий знает оборудование на котором он работает ,то это вполне может повысить качество, продуктивность, а так же уменьшает шанс поломок инструментов.
Изучение видов сварного оборудование, их устройство и правила эксплуатации: источники питания сварочной дуги; оборудование сварочных постов; изучение технологического процесса изготовления изделий.
Отметим, что все оборудование для сварки разделяется по способу применения – одни аппараты предназначены для бытового использования непрофессиональными сварщиками, с другими могут работать исключительно специалисты в области сварки. Главное отличие бытовых и профессиональных устройств состоит в том, что первые более просты в управлении, а также имеют, в отличие от профессиональных, меньшие габариты и работают на меньшем напряжении.
Собственно сварочные аппараты также различаются: одни предназначены для дуговой сварки, другие для проведение газосварочных работ и пр. Разными они могут быть и по степени механизации процесса – полуавтоматические, автоматические аппараты.
Все сварочное оборудование условно подразделяют на два класса, а именно:
Собственно, сварочное оборудование – аппараты и инструменты, которые используются непосредственно для сваривания металлов. К этому классу относят – инверторы, держатели электродов, газовые горелки, различные клапаны и газ смесители, пр.

Защитное оборудование – все инструменты, спецодежда и устройства, предназначенные для защиты сварщика во время процесса сварки.

Эксплуатация и обслуживание сварочного оборудования.
Основные правила эксплуатации любого оборудования прописываются в инструкциях производителей, сварочные аппараты и инструменты не исключение. Правилами безопасности четко указывается, что все сварочные работы должны производиться исключительно по инструкциям и установленным требованиям.
Выполнение правил эксплуатации сварочного оборудование не только будет способствовать бесперебойной и долгой работе аппаратов и инструментов, но и создаст безопасные условия для проведения сварочных работ. А дополнительные защитные средства сварщика обезопасят его от сопутствующих процессу сварки негативных явлений: разбрызгивания расплавленного металла, ультрафиолетового излучения и прочего.
Кроме того, жесткие требования предъявляются по организации рабочего места. Здесь необходимо соблюсти правила пожарной безопасности, подключения электроустановок, проветривания помещения, предназначенного для проведения сварочных работ.
При эксплуатации оборудования для электродуговой сварки подключение выпрямителей или трансформаторов выполняют строго по инструкции. Обязательно проводится заземление корпусов аппаратов и других металлических-нетоковедущих частей сварочного оборудования. Заземлению подлежит и рабочее место специалиста – сварочные станки и столы, плиты и прочее.
Заземление проводится посредством гибких медных проводков (могут применяться провода из других электропроводящих металлов). Отметим, что запрещено последовательно включать в заземляющий проводник несколько установок для сварки.
Следует также соблюдать правила работы с держателями электродов и горелками. Эти инструменты запрещается направлять на людей. Кроме того, за их состоянием необходимо постоянно следить и во время производить очистку и ремонт комплектующих.
Все сварочное оборудование должно содержаться в сухом помещении. Не следует допускать падений аппаратов и устройств, во избежание механических повреждений. При регулярной эксплуатации оборудования каждые шесть месяцев осуществляется очистка, плановая проверка и при необходимости ремонт. Обязательно очищать все сварочные аппараты от пыли и грязи, которые скапливаются внутри устройства.
Ответственность за правильную эксплуатацию сварочного оборудования несет сварщик. Он обязан работать только в строго заданных режимах, использовать электросварочные установки по назначению, следить за их сохранностью, а также соблюдать технику безопасности. Заметим, что самостоятельно работать на сварочном оборудовании, без присмотра специалиста, могут только операторы, прошедшие обучение полуавтоматической и автоматической сварке и инструктаж по правилам безопасности работ.
В противном случае сварочные работы должны производиться исключительно двумя специалистами – непосредственно сварщиком и наблюдателем.
Эксплуатация сварочного оборудования с соблюдением правил и техники безопасности повысит срок службы устройств и снизит риск возникновения опасных ситуаций.
Для дуговой сварке применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы (сварочные преобразователи и агрегаты), и сварочные выпрямители (селеновые и кремниевые). Источником переменного тока – сварочные трансформаторы, их применяют значительно чаще. Они более просты в изготовлении в эксплуатации, имеют небольшую массу и стоимость, а также обладают более высоким КПД и более долговечны. Однако при питании переменным током дуга горит неустойчиво, так как 100 раз в секунду напряжение и ток дуги проходят через нулевое значение, что приводит к временной деионизации дугового промежутка.
Не секрет, что существует несколько видов сварки – электродуговая, ручная, сварка в среде защитных газов и без, и прочие. Соответственно, и необходимое оборудование сварочного поста при разных видах сварки будет отличаться.
Если сварочные работы проводятся посредством электрической горелки, то комплект рабочего места сварщика должен содержать следующее оборудование:
3. источник электрического тока;
Для такого вида сварки сжатый воздух и прочие газы можно использовать из баллона.
Стол, защитные средства, заземление и прочее должно присутствовать при любых видах сварки.
Пост для механизированной сварки или резки должен быть оборудован, кроме всего прочего, машиной (переносной или стационарной), которая перемещает с определенной установленной скоростью изделие или инструмент.
Для ручной сварки трехфазной дугой в комплект оборудования должны входить также электромагнитные контакторы.
Для проведения сварки в среде защитных газов также должно предусматриваться специальное газовое оборудование. На посту сварщика должен быль баллон с нужным газом, ротаметр для определения расхода газа, редуктор и газовые рукава. Могут использоваться и специальные регуляторы, которые объединяют в своей конструкции ротаметр и редуктор.
Если сварка осуществляется переменными током, обязательно должен быть сварочный трансформатор с высоким напряжение холостого хода. Также потребует осциллятор для стабилизации горения дуги.
Главное требование к любому сварочному посту – это обеспечение безопасности проведения всех работ. Именно поэтому для организации рабочего места сварщика должны использоваться негорючие материалы, должно быть осуществлено заземление и предусмотрена хорошая вентиляция воздуха.
Вывод: при правильном выборе инструмента зависит скорость производства и сборки конструкции, ее качество, уменьшает возможную себестоимость.
Читайте также: