Режимы сварки алюминия аргоном
Обновлено: 19.05.2024
Ранее мы рассказывали о том, как подобрать электрод , газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Все о сварке алюминия аргоном
Хороший сварщик — тот, который владеет максимумом возможных вариантов в своем ремесле. Зная все о сварке алюминия аргоном, он только увеличит свои шансы на успешное трудоустройство или получение выгодных заказов. Стоит исследовать этот вид деятельности основательно, узнать побольше про настройку сварочного аппарата и нюансы технологического процесса.


Особенности
Для начала стоит сказать о базовых основах, а именно, почему сварка алюминия аргоном так привлекательна. Причина проста: алюминиевые поверхности в обычных условиях содержат всегда неустранимую пленку окислов. Их производит сам кислород, содержащийся в воздухе. Помимо простого засорения, оксидная пленка плоха очень высокой температурой плавления — 2000 градусов против 660 у самого «крылатого металла». Закономерно поэтому, что сварщикам гораздо легче будет работать в среде, которая позволит убрать вредные наслоения и исключить их появление вновь.
Кроме того, попытка что-то сделать на открытом воздухе приведет еще и к ухудшению качества швов.


Сварочная ванна из химически нейтрального вещества элегантно решает и эту проблему. Теоретически сварщики могут применять другие газы. Однако гелий слишком дорог, а углекислота не дает необходимого результата в полной мере. Аргонная или, как еще говорят, аргонодуговая сварка — хороша также:
эффективным вытеснением воздуха из емкостей (так как аргон тяжелее);
абсолютной инертностью вещества (газ не будет ни с чем взаимодействовать);
отсутствием огневого или токсического риска;
сравнительной простотой образования токопроводящей плазмы.


Принцип работы в инертной среде — применение специальной горелки. Ее середина содержит специальный электрод. Его изготавливают на вольфрамовой основе, выход за пределы конструкции составляет от 2 до 5 мм. Чтобы электрод стабильно оставался на месте, используется особый держатель. Выброс газа производится при помощи керамического сопла.


Температура, как и в других случаях, определяется характеристиками электрической дуги. Шов создают, используя тщательно подобранную проволоку. Удлинение дуги позволяет расширить шов, но это достигается ценой сокращения его глубины. Узкое углубленное сварное соединение формируется путем продольного перемещения электрода и горелки. Присадочную проволоку и электрод надо непрерывно держать в области, насыщенной защитным газом, и не выводить за ее пределы.


Обзор видов сварки
Аргонодуговая сварка может быть выполнена ручным способом. В таком варианте и движение рабочего элемента, и подачу проволоки берет на себя сварщик. В процессе работы применяют лишь неплавящийся тип электродов. Механизированный, он же полуавтоматический метод означает, что техническое приспособление будет подавать проволоку. Работать с горелкой по-прежнему будет сварщик.
В подобном варианте можно использовать уже и способные плавиться электроды. Эта технология разделяется на целый ряд частных направлений.
Самый сложный тип — автоматизированная технология. Оператор координирует действие дистанционно. Все большее распространение получают даже полностью автоматизированные системы, которые изначально настраивают и регулируют. Подобное решение очень привлекательно на промышленных объектах.
Оборудование и материалы
Необходимо учесть, что подходящее сварочное оборудование делится на 3 основных разновидности. Специализированные приспособления все время работают только с однотипными заготовками. Универсальные аппараты могут использоваться в различных режимах. Есть еще специальное оборудование — так называют промышленную технику, которая работает пусть и с разнородными деталями, но строго одинакового размерного ряда.
Необходимое качество обеспечивает только использование особой горелки с вольфрамовым расходным элементом. Все другие решения не позволяют достичь требуемых параметров.


Еще важную роль играет использование главного и вспомогательного трансформаторов. Основную роль играют дуговые аппараты со штатным напряжением 70 В. Вспомогательный трансформатор подключают, когда нужно обслужить коммутирующие устройства.
Кроме этого, потребуются:
контактор (он выдаст ток заданного напряжения);
электроды из вольфрама;
баллон, начиненный аргоном;
редуктор (монтируется на баллон);
выпрямители (дают стабильный постоянный ток автомобильного напряжения);
измеритель времени газового обдува;
специальный клапан и некоторые другие компоненты.




Необходима подача только газа с очень высокой чистотой, иначе высокие характеристики готовых изделий недостижимы. Не допускается наличие более 0,2-0,3% примесей (по отношению к общей массе). Запрещено присутствие в обнаружимых количествах:
углеводородов любого вида.


Отдельного разговора заслуживают используемые в аргонодуговой сварке алюминия присадки. Если варят сплавы с магнием и марганцем (не подвергавшиеся термическому усилению), то используют присадочный пруток TIG ER-5356.
Точным отечественным аналогом оказывается «Св-АМг5», выпущенный по ГОСТ 1975 года. В любом случае присадка должна быть как можно ближе к материалу обрабатываемого изделия.
Другое дело — литейные сплавы, которые легировали добавкой кремния либо комбинации кремния и марганца.
Настройка аргонового аппарата
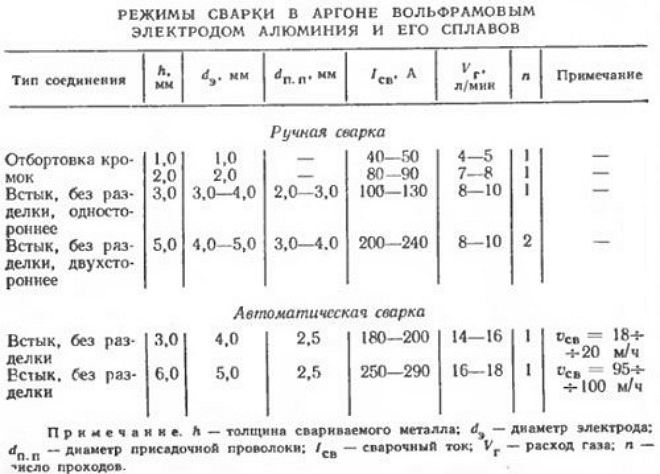
Первоначально настраивают расход газа по манометру, расположенному максимально близко к шлангу. Рекомендуемый разброс значений от 6 до 12 л за минуту. Важно: в помещении расход должен быть ниже на 50%, чем на открытом воздухе. Турбулентность, появляющаяся при большом давлении, позволяет надежно защитить зону сварки за счет перемешивания воздуха и газовых струй на границе. Алюминий толщиной 1 мм варят, подавая от 30 до 40 А, соответствующий ток поступает на электрод толщиной 0,16 см.
Другие варианты:
1,5 мм — до 60 А и до 0,23 см;
2 мм — до 80 А и до 0,23 см;
3 мм — от 90 до 120 А и 0,32 см.
Полярность при работе по алюминию составляет 50/50. Но для эффективных манипуляций с чистым металлом, чтобы шов был тоньше, а электрод разогревался меньше, регулятор надо сдвигать в сторону уменьшения. Для сплавов соответствующий показатель наращивают, хотя увлекаться этим точно не стоит.
Переменные разряды с большой положительной полуволной сказываются на заготовках очень плохо.
Дуга затухает во время заваривания кратеров за 2, 3 или 4 секунды. Точное время определяется толщиной заготовок. Когда сварка завершена, аргон надо будет подавать еще от 3 до 5 секунд. Такая среда позволит защитить шов в самый критичный момент его формирования. Дополнительно польза от нее будет связана с охлаждением направляющих частей электрода.
Технология
Подготовка
Современная техника позволяет варить алюминий аргоном новичку, не имеющему хоть какого-то опыта. Но многое зависит от предварительного этапа. До начала сварки листового алюминия необходимо тщательно поработать с деталями. Все детали придется вычистить от загрязнения и жира, используя подходящие растворители. Снимать оксидную пленку можно металлической щеткой либо напильником. Важно: абразивные приспособления для этой цели не годятся.
Они приведут к попаданию мелких частиц во внутренний объем материала, и о хорошей сварке придется забыть. На кромках толстого (свыше 0,4 см) толщиной алюминия убирают фаски. Угол их снятия составляет строго от 45 до 65 градусов. Чтобы надежно удалить влагу, заготовленные детали заблаговременно прогревают до 150 градусов. Уменьшить опасность прожига тонкого слоя при работе помогает подкладывание пластин из меди или даже стали.
Что немаловажно, подобные подкладки ускорят рабочий процесс, сократят расход газа и электрической энергии. В любом случае варить алюминий в среде аргона желательно сразу после приготовления деталей.
Некрупные детали обезжиривают целиком. Если же дело доходит до работы с крупными компонентами, то их надо обезжиривать на расстоянии как минимум 10 см от крайних точек будущего шва. Пленку окисей снимают, используя шабер либо проволочную щетку из стали.
Иногда химически обработать большие детали нельзя. В этих случаях кромки зачищают стальной щеткой из проволоки. Перед такой обработкой или после нее поверхность протирают спиртом либо ацетоном. Важно: брать щетки из проволоки толще 0,2 мм не рекомендуется. Очень толстые проволочные части оставляют глубокие царапины, которые позднее вызовут серьезный дефект.
Важно: щетки требуется систематически отмывать в подходящем растворителе. Хранить детали, приготовленные для сварки, нужно только в теплых сухих комнатах. При этом кромки придется закрывать чистыми чехлами. Если приходится делать подготовительные операции очень долго, надо использовать крупный плавкий электрод. Дополнительно предпринимается максимум мер по защите от загрязнения.
Процесс
В пошаговой инструкции для начинающих по аргонной сварке алюминия указывают, что ровный шов на заготовке можно получить при помощи прихватывания с двух сторон. Присадочную проволоку требуется вводить сразу после создания сварочной ванны. Торможение часто оканчивается прожиганием дыры в металле. Длина электрической дуги в норме должна быть около 0,3 см. Профессионалы иногда дают и другое значение.
Положение электрода всегда должно быть под углом 80 градусов к поверхности. Проволоку держат под прямым углом к самому электроду.
Важно: подавать проволоку нужно максимально аккуратно, исключая рывки. В противном случае алюминий будет разбрызгиваться.
Тонкий металл варят, двигая электрод по стыку, не совершая поперечных движений, зигзагообразные движения возможны при работе по алюминию толщиной от 0,3 см.
Еще одна тонкость состоит в том, что проволоку двигают перед электродом, а не наоборот. Шов надо завершать, нажимая специальную кнопку. Она переводит аппарат в режим гашения дуги. Только после срабатывания специального таймера происходит окончательное отключение. Горелку нельзя двигать, пока обдув аргоном не окончен. Правильно выполненный шов имеет ребристую поверхность, каких-либо пор и трещин в нем быть не должно.
Отдельная тема — работа по сварке дисков автомобильных колес. Литые диски чинят, наплавляя пруток на проблемное место. Такой способ позволяет добиться получения плотного шва. На СТО всегда применяют аргонодуговую сварку на полуавтоматах. Они гарантируют исключительно однородную подачу присадок.
Сколы и трещины заблаговременно разделывают. Их глубина при этом неважна. Концевые части дефектов засверливают, убирая напряжение в слое металла. Пленку окислов на дисках, в отличие от листового металла, часто убирают абразивами. Только так можно добиться блеска, кромки непременно обрабатывают растворителем, чтобы убрать жир.
О сварке алюминия смотрите далее.
Как выбрать параметры для аргонодуговой сварки
Многие новички не решаются начать путь сварщика с аргонодуговой сварки. Обусловлено это технической сложностью оборудования, необходимостью в углубленных знаниях процесса и опыта в настройке сварочного аппарата.
В этой статье мы расширим Ваши знания в области сварки аргоном и рассмотрим настройку аргонодугового аппарата на примере модели FUBAG INTIG 200 DC Pulse.
Подготовка к работе с tig аппаратом
- Сборка горелки для аргонодуговой сварки
- Сборка сварочной системы с учетом расходки
- Очистка рабочего материала

- Возьмите цангодержатель и поместите в корпус горелки
- Вставьте в зафиксированный цангодержатель цангу
- Отставив немного расстояния до полной фиксации, прикрутите хвостовик
- Установите керамическое сопло
- Поместите вольфрамовый электрод в цангу
- Настроив вылет электрода, затяните хвостовик
- Подсоедините газовый баллон к аппарату, предварительно установив на него редуктор
- Подключите горелку к минусовому разъему, а массу к плюсовому
- Кабель управления подключите к соответствующему разъему на лицевой панели аппарата
- Необходимо очистить поверхность свариваемого материала от следов ржавчины и любой грязи. После зачистки требуется обезжиривание в обязательном порядке.
- Говоря о расходке, дополнительной подготовке требует и присадочный пруток. Его также чистят (воспользуйтесь обычной наждачной бумагой) и обезжиривают.
Выбор параметров для сварки аргоном
Как уже упоминалось ранее, в качестве примера настройки мы взяли сварочный аргонодуговой аппарат FUBAG INTIG 200 DC Pulse . Перед тем, как привести пояснение, опишем основные параметры для работы электродами WL 20 и присадочным прудком.

- Метод сварки – TIG. Современные аргонодуговые аппараты поддерживают более одного метода, поэтому первым делом выбирается именно он, а затем остальные параметры.
- Предпродувка газа – 0,5 сек. Настройка обеспечивает поступление газа до момента зажигания дуги, что необходимо, чтобы защитить заготовку от окисления.
- Ток поджига – выбирается из расчета ¼ рабочего тока (А).
- Время нарастания тока – 0,2-1,0 сек (выбирается опытным путем).
- Ток сварки (А). Выбирается в зависимости от толщины заготовки и материала – рекомендуемые значения приведены в таблице ниже.
- Время спада для заварки кратера (сек). Правильно выставив параметр, вы гарантируете отсутствие бреши в полученном сварочном шве (время спада 0,5-1,0 сек).
- Значение тока для заварки кратера (А) (выбирается опытным путем, но изначально можно также выбрать 25% от рабочего тока).
- Время продувки газа после сварочного процесса (сек). Обычно подача газа перекрывается через 0,5-5 секунд после окончания работы аппаратом (выбирается на опытным путем). Это необходимо, чтобы избежать окисления расплавленного металла.
Таблица. Выбор тока для сварки аргонодуговым аппаратом.

Обратите внимание на то, что самым важным является сила тока. Можно сказать у него есть некое превосходство над остальными параметрами. Почему? Дело в том, что чрезмерный ток прожжет заготовку, а недостаточное значение – не расплавит металл.
Как правильно вести горелку аргонодугового аппарата
Перед тем, как перейти к описанию процесса, отметим, что модель FUBAG INTIG 200 DC Pulse предусматривает 2 вида поджига – контактный и высокочастотный. Второй способ убережет от ошибок, если вы не уверены в правильности настроек. Благодаря высокочастотному поджигу заготовка не будет прожжена, не появятся вольфрамовые включения и в дополнение сварщик получит возможность самостоятельно контролировать расстояние до свариваемого металла.
Теперь о горелке. Если работа проходит без присадочного материала, то нужно ее держать перпендикулярно. При наличии – стоит проводить сварку под углом в диапазоне 70-80 градусов. Сам пруток должен располагаться под углом к поверхности заготовки равным 15-20 градусов. Есть еще одно важное условие – он должен быть перпендикулярен положению горелки.

- При сварке алюминия старайтесь добиться длины дуги равной 3 мм.
- После завершения работы не убирайте горелку до момента прекращения подачи аргона.
- Проверить правильность выполненной работы просто – если вы все делали верно, в шве будут отсутствовать поры и трещины, а сам он будет слегка ребристым.
- Для ровного шва лучше хорошенько зафиксировать заготовку с двух сторон.
- Подавать присадочную проволоку нужно только после появления сварочной ванны. Чтобы своевременно все выполнить понадобится немного набраться опыта. Обратите внимание, что слишком поздняя подача приведет к провару заготовки.
Техника безопасности при сварке аргонодуговым аппаратом
- Не приступайте к работе без сварочной маски с защитным стеклом.
- Не забывайте о перчатках сварщика и защитном костюме из огнеупорного материала.
- Устанавливайте баллон на безопасном расстоянии от источника питания.
- Перед тем, как начать сварку заготовки, обязательно проверьте работоспособность оборудования.
Если вас интересует тема сварки и работы с другими инструментами, не забывайте посещать наш YOUTUBE канал, где найдется немало интересных и полезных материалов по профессиональному оборудованию. А сейчас рекомендуем ознакомиться с роликом по аргонодуговым аппаратам:
Сварка алюминия аргоном: Что нужно знать
В чем сложность работы с металлом? Алюминий — не самый простой материал для сварки. Работу приходится вести, учитывая особенности металла:
- На воздухе чистый алюминий окисляется. Оксид Al 2 O 3 — это тугоплавкое соединение, переходящее в жидкое состояние при 2050 o С. Само собой это существенно усложняет процесс сварки. Для того чтобы работать с алюминиевыми деталями потребуется специальная подготовка материала, которая доведет его до «чистого» состояния.
- Температура плавления чистого алюминия составляет всего 660 o С. Высокий риск прожига требует тщательного контроля параметров сварочного аппарата и выверенных движений во время сварочного процесса.
Сварка алюминия полуавтоматом в аргоне или аппаратом TIG позволяет избавиться от возникающих проблем, обеспечивая аккуратный и прочный шов на стыке соединения двух деталей.

Технология TIG: преимущества метода
В отличие от стальных сплавов алюминий сложнее в плане термической обработки. Главная проблема — образование оксида при контакте с кислородом воздуха. Подача аргона в зону сварки перекрывает поступление кислорода к алюминию, создавая благоприятные условия для сваривания. В процессе работы происходит расплавление алюминиевого прутка с образованием сварного соединения.
Сварка алюминия аргоном: плюсы метода
- Стабильное горение дуги.
- Равномерный провар.
- Производство тонкого и аккуратного шва.
Метод относится к универсальным: технология TIG годится не только для алюминия, но и для других металлов и сплавов.
Оборудование

- Вольфрамовые электроды. Материал содержит небольшое включение редкоземельных элементов. Чем ниже их содержание, тем выше качество электрода и стабильнее дуга.

- Присадочный алюминиевый пруток. Расходник длиной до метра предлагается в разных диаметрах в интервале 1,6–4,0 мм. Желательно использовать материал после вскрытия упаковки.

Продолжительное хранение приводит к образованию оксидной плёнки, что усложняет процесс сварки алюминия. Состав прутка должен соответствовать характеристикам свариваемых поверхностей.
- Горелка TIG и сопла для равномерной подачи инертного газа к зоне расплава. Если сварку алюминия аргоном планируется вести на открытом воздухе, необходимо брать сопла с большим диаметром, поскольку инертный газ вне помещения скорее уходит из зоны сварки под действием ветра.
- Баллон с аргоном, оснащённый редуктором для регулировки давления.

Сварка постоянным и переменным током
Аппарат для сварки алюминия аргоном может работать на постоянном токе (DC) и переменном (AC) (есть и инверторы с двумя режимами AC/DC). Если подключить DC в обратной полярности, произойдёт резкий рост температуры сварки. Условия приводят к перегреву вольфрамового электрода, в результате металл разрушается. Чтобы этого не происходило, сварщику приходится уменьшать сварочный ток. В таком режиме можно сваривать только небольшие по толщине детали.
Переменный ток сварки алюминия аргоном запускает процесс удаления оксидной плёнки электрическим методом. Когда на электроде минус, деталь разогревается и плавится. После смены направления заряженных частиц на электроде возникает плюс, и начинается разрушение Al 2 O 3 . В таких условиях электрод практически не перегревается, поэтому можно поднять сварочный ток.
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
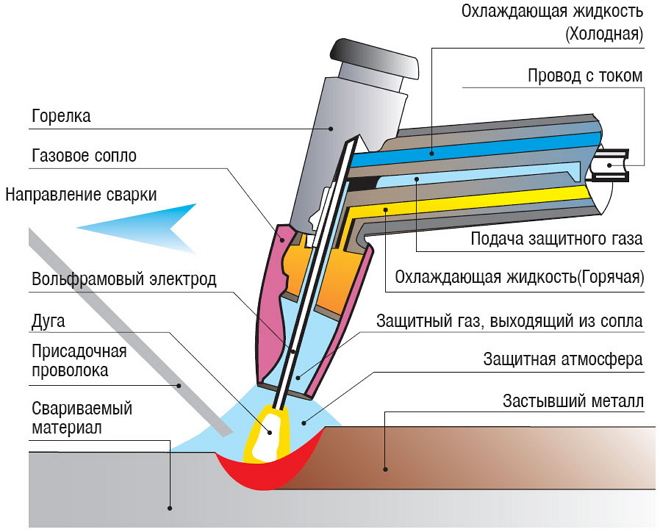
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки; ;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
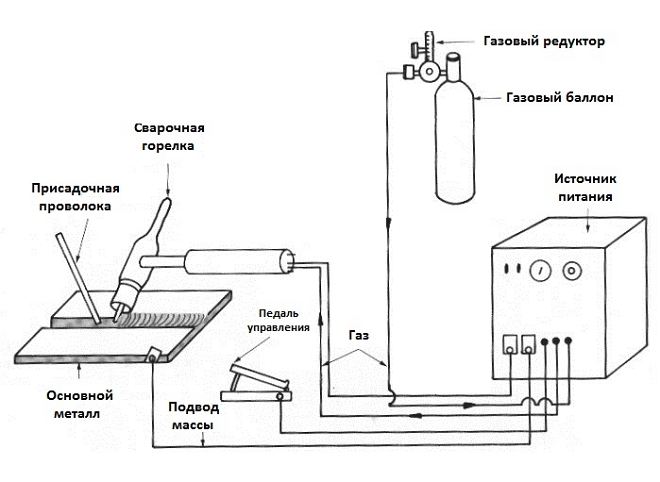
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
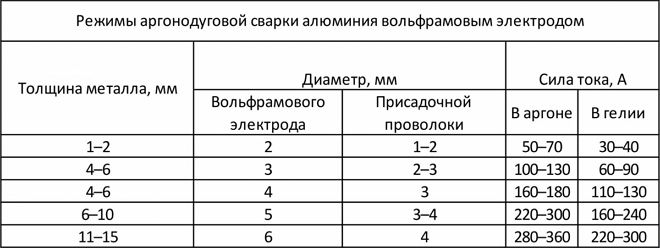
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Читайте также: