Режимы сварки под флюсом низкоуглеродистых сталей
Обновлено: 19.05.2024
Для сварки низколегированных сталей рекомендуется применять сварочную проволоку Св-08ГА, Св-10ГА, Св-10Г2 и другие с содержанием марганца. Флюсы что и для низкоуглеродистых сталей. Такие материалы позволяют получить необходимые механические свойства и стойкость металла от образования пор и трещин. При сварке без скоса кромок увеличение доли основного металла в металле шва может повысить содержание углерода. Это повышает прочностные свойства, но уменьшает пластические свойства соединения.
Таблица 2. Расходные материалы для сварки низкоуглеродистых и низколегированных сталей под флюсом
Режимы сварки низкоуглеродистых и низколегированных сталей отличаются незначительно и зависят от техники сварки, типа соединения и шва. При сварке угловых однослойных швов, угловых и стыковых швов толстой стали марки ВСт3 на режимах с малой погонной энергией в околошовной зоне могут образовываться закалочные структуры и понизиться пластичность. Для предотвращения этого следует увеличить сечение шва или применить двухдуговую сварку.
Таблица 3. Соотношение толщины металла и сечения слоя шва
Для предупреждения разрушения шва в зоне термического влияния при сварке низколегированных сталей следует использовать режимы с малой погонной энергией, а для сварки не термоупрочненных сталей — режимы с повышенной погонной энергией. Во втором случае для обеспечения пластических свойств шва и прилегающей зоны не хуже основного металла необходимо применять двухдуговую сварку или предварительный подогрев до 150-200° C.
Заключение
Низкоуглеродистая сталь в большей степени востребована машиностроением и, особенно, строительством. Именно эти отрасли обеспечивают ее постоянным спросом вот уже на протяжении нескольких десятков лет. И судя по обширно обустраивающимся городам и развивающейся промышленности потребность в углеродистой стали будет только увеличиваться.
Сталь — основной металлический материал, широко применяемый для изготовления деталей машин, летательных аппаратов, приборов, различных инструментов и строительных конструкций. Широкое использование сталей обусловлено комплексом механических, физико-химических и технологических свойств.
Стали сочетают высокую жесткость с достаточной статической и циклической прочностью. Эти параметры можно менять в широком диапазоне за счет изменения концентрации углерода, легирующих элементов и технологий термической и химико-термической обработки. Изменив химический состав, можно получить, стали с различными свойствами, и использовать их во многих отраслях техники и народного хозяйства.
Низкоуглеродистая сталь имеет высокую пластичность, хорошо сваривается, куётся, штампуется, однако прочность её недостаточно высока. Из этой стали изготовляют мелкие детали простой формы: оси, валики, шпильки, гайки, втулки, трубы. Такую сталь подвергают цементации (науглероживанию).
От марки и химическому составу стали зависит способ сварки и выбираемое при этом оборудование. Сваркой же называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Швы, сваренные на низкоуглеродистых сталях всеми способами сварки, обладают удовлетворительной стойкостью против образования кристаллизационных трещин. Это обусловлено низким содержанием в них углерода. Однако при сварке на низкоуглеродистых сталях, содержащих углерод по верхнему пределу (свыше 0,20%), угловых швов и первого корневого шва в многослойных швах, особенно с повышенным зазором, возможно образование в металле шва кристаллизационных трещин, что связано в основном с неблагоприятной формой провара (узкой, глубокой). Легирующие добавки в низколегированных сталях могут повышать вероятность образования кристаллизационных трещин. Все низкоуглеродистые и низколегированные стали хорошо свариваются всеми способами сварки плавлением. Обычно не имеется затруднений, связанных с возможностью образования холодных трещин, вызванных образованием в шве или околошовной зоне закалочных структур. Однако в сталях, содержащих углерод по верхнему пределу и повышенное содержание марганца и хрома, вероятность образования холодных трещин в указанных зонах повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждение трещин достигается предварительным подогревом до 120--200 0 С. Предварительная и последующая термическая обработка сталей, использующихся в ответственных конструкциях, служит для этой цели, а также позволяет получить необходимые механические свойства сварных соединений (высокую прочность или пластичность, или их необходимое сочетание).
5. Источники:
§ Материаловедение.Учебник Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин, Н.М. Рыжов, В.И. Силаева
§ Материаловедение: Учебник для высших технических учебных заведений. Б.Н. Арзамасов, И.И. Сидорин, Г.Ф. Косолапов и др.; под общ. ред. Б.Н. Арзамасова. - 2-е изд., испр. и доп. - М.: Машиностроение
Сварка низкоуглеродистых сталей под флюсом
Расчет режимов автоматической сварки под флюсом низкоуглеродистых сталей
Расчет режимов сварки производится всегда для конкретного случая, когда известен тип соединения и толщина свариваемого металла, марка проволоки, флюса и способа защиты сварочной ванны от воздуха и другие данные по шву. Поэтому до начала расчетов следует установить по ГОСТ8713-79 или по чертежу конструктивные элементы заданного сварного соединения и по известной методике определить площадь сварного шва.
При этом необходимо учитывать, что максимальное сечение однопроходного шва, выполненное автоматом, не должно превышать 100мм 2 . Последовательность расчета технологических параметров режимов автоматической сварки низкоуглеродистых сталей следующая.
1. Устанавливают требуемую глубину проплавления hm, мм. При односторонней сварке она равна толщине S металла hm = S, а при двусторонней и угловой сварке hm = 0,6S .
2. Определяют диаметр электродной проволоки
Диаметр электродной проволоки dэ желательно выбирать таким, чтобы он обеспечил максимальную производительность сварки (наплавки) при требуемой глубине проплавления. В большинстве случаев его выбирают в зависимости от толщины свариваемого металла (табл.6.1).
Таблица 6.1- Значения диаметра электродной проволоки в зависимости от толщины свариваемого металла
| S,мм | 0,8 … 1 | 1,2 | … 2 | ..3 | 3 … 5 | 6 … 8 | |
| dэ,мм | 0,5…0,8 | 0,8 | … 1 | 1,2 | . 1,6 | 1,6 … 2 | 1,6 … 2 |
3. Определяют силу сварочного тока
Силу сварочного тока (А) определяют из выражения:
где k - коэффициент, зависящий от рода тока и полярности, диаметра электрода, а также марки флюса (по данным Института электросварки им. Е.О. Патона к=1,1 мм /100А).
4.Назначают напряжение на дуге.
Напряжение сварки определяют в зависимости от силы тока (Табл.6.2)
Таблица 6.2-Зависимость напряжения дуги от силы сварочного тока (флюс АН-348А)
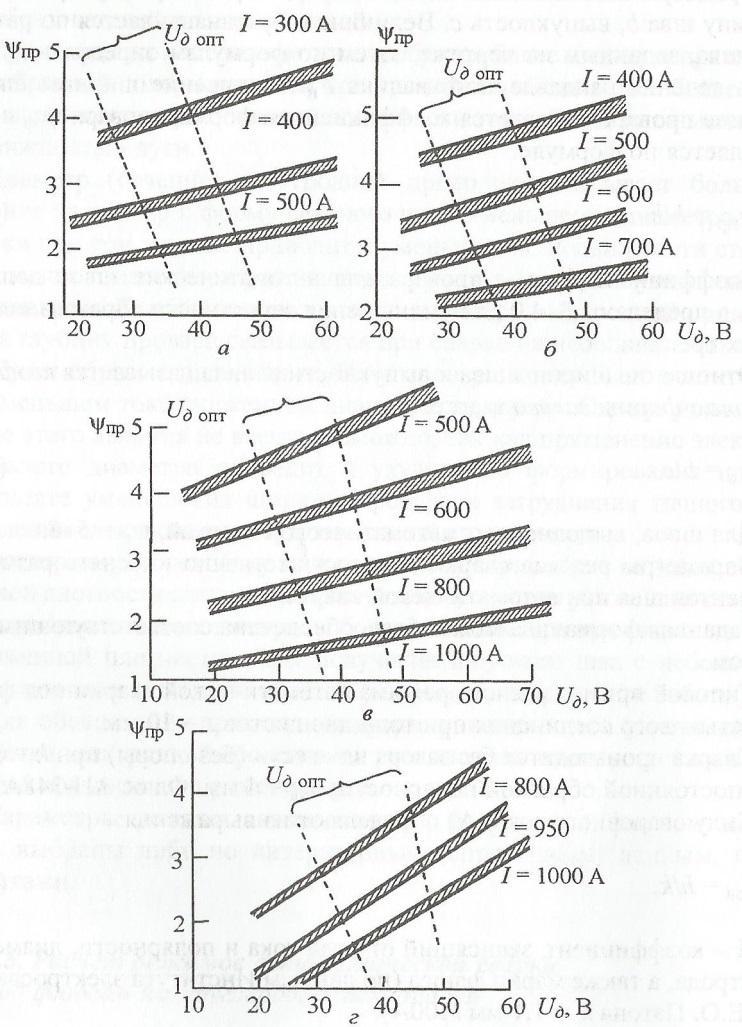
5. Определяется коэффициент формы провара ψпр. Значение коэффициент формы провара ψ пр определяется по графику (рис.6.2) в зависимости от силы тока, напряжения и диаметра электродной проволоки
Рис.6.2. Зависимость коэффициента формы провара от напряжения на дуге для проволоки диаметром d=2.
6. Определяют коэффициент формы валика ψ в. Для швов, выполненных автоматической сваркой, ψ в = 5 - 8.
7. Определяют геометрические параметры сварного шва.
За основу принимаются три размера: глубина проплавления – h, мм; ширина шва – B, мм и выпуклость шва – g, мм. Ширина шва B определяется из формулы yпр= B / h . Выпуклость шва q определяют из формулы yв= B / q.
8.Определяется площадь сечения наплавленного металла.
Площадь наплавленного металла можно определить по опытной формуле Fн.м = 0,751 *B*g, мм 2
9. Определяется масса наплавленного металла. Массу наплавленного металла определяют по формуле
Gн.м = Fн.мLg, где Gн.м – масса наплавленного металла, г; Fн.м – площадь наплавленного шва; L – длина сварных швов на изделии, см; – плотность металла, равная 7,8 г/см 3 .
10.Расход сварочной проволоки, определяется по формуле
гдеGH.м – масса наплавленного металла, г; Ψ -коэффициент потерь металла на угар и разбрызгивание, принимается равным 0,02 ÷ 0,03.
11. Определяют коэффициент расплавления электродной проволоки. Коэффициент расплавления электродной проволоки сплошного сечения при сварке под флюсом определяется по формулам:
а) для переменного тока
б) для постоянного тока прямой полярности
в) для постоянного тока обратной полярности αР= 10 ÷ 12 г/А·ч
где dПР – диаметр проволоки, мм.
12.Определяется коэффициент наплавки αН.
Коэффициент наплавки определяется из формулы
αН = αР·(1-Ψ).
13. Скорость перемещения дуги
14. Определяют скорость подачи электродной проволоки.
Скорость подачи электродной проволоки рассчитывается по формуле
Vп.п= arIсв Fэл.прg,м/ч,
где – коэффициент расплавления электродной проволоки, г/А ч; Iсв – сварочный ток; Fэл.пр – площадь поперечного сеченияэлектродной проволоки; – плотность металла (для стали =7,8 г/см 3 ). Коэффициент расплавления электродной проволоки можно приближенно принять равным коэффициенту наплавки, т.е. 14 …16 г/А ч.
15. Производительность сварки
16. Расход флюса, г/пог.м, определяется по формуле
Толщина слоя флюса зависит от силы сварочного тока и определяется по таблице 6.3.
| Таблица 6.3-Зависимость толщина слоя флюса от силы сварочного тока | |||
| Cварочный ток, А | 200-400 | 400-800 | 800-1200 |
| Толщина слоя флюса, мм | 25-35 | 35-45 | 45-60 |
17. Время горения дуги, ч, определяется по формуле
18. Полное время сварки, ч, определяется по формуле
где kП – коэффициент использования сварочного поста принимается равным 0,6 ÷ 0,7.
19. Расход электроэнергии, кВт· ч, определяется по формуле
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO– мощность источника питания, работающего на холостом ходе, кВт·ч (на постоянном токе 2,0÷ 3,0 кВт, на переменном – 0,2÷ 0,4 кВт).

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Режимы сварки под флюсом
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и полярность, напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные параметры режима - вылет электродной проволоки, состав и строение флюса (плотность, размеры частиц), положение изделия и электрода при сварке.
Параметры режима сварки зависят от толщины и свойств свариваемого металла и обычно приводятся в технических условиях на сварку конкретного изделия и корректируются при сварке опытных образцов. При отсутствии таких данных режимы подбирают экспериментально. Основным условием для успешного ведения процесса сварки является поддержание стабильного горения дуги.
Для этого определенной силе сварочного тока должна соответствовать своя скорость подачи электродной проволоки . Скорость подачи должна повышаться с увеличением вылета электрода. При его постоянном вылете увеличение скорости подачи уменьшает напряжение дуги.
При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать.
На рис . 1 показано влияние изменения основных параметров сварки на размеры шва. Закономерности относятся к случаю наплавки , когда глубина провара ≤0 ,8 толщины основного металла. При большей глубине провара ухудшение теплоотвода от нижней части шва при водит к резкому росту провара - вплоть до прожога.

Рисунок 1. Изменение ширины е и выпуклости q шва и глубины проплавления h в зависимости от параметров режима (а - в) и вылета электрода (г): Uд - напряжение дуги; Iсв - сварочный ток ; Vсв - скорость сварки .
Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При его увеличении (см . рис . 1, а) интенсивно повышаются глубина проплавления и высота усиления шва, а его ширина в озрастает незначительно.
Повышение напряжения на дуге увеличивает ширину сварного шва, глубина проплавления практически не меняется , высота выпуклости снижается (см. рис. 1, б).
Влияние скорости сварки (см . рис. 1, в) на глубину проплавления и ширину шва носит сложный характер . Сначала при увеличении скорости сварки давление дуги в се больше вытесняет жидкий металл, толщина прослойки жидкого металла под дугой уменьшается и глубина проплавления возрастает. При дальнейшем увеличении скорости сварки (>20 м/ч) заметно снижается погонная энергия и глубина проплавления начинает уменьшаться . В о всех случаях при увеличении скорости свар ки ширина шва уменьшается . При скорости сварки >70. 80 м/ч по обеим сторонам шва возможны несплавления с кромкой или подрезы. Если необходимо вести сварку на больших скоростях, применяют специальные методы (сварка трехфазной дугой , двухдуговая и др .).
Диаметр электродной проволоки заметно влияет на форму и размеры шва, особенно на глубину проплавления. Как видно из табл . 1, при отсутствии источников, обеспечиваюших необходимый сварочный ток, требуемая глубина проплавления может быть достигнута при уменьшении диаметра используемой электродной проволоки.
Таблица 1. Глубина проплавления шва при различных диаметрах электродной проволоки и величинах сварочного тока (А) (сварка под флюсом) .
| Глубина проплавления, мм | Диаметр электродной проволоки, мм | Сварочный ток , А |
| 3 | 5 4 3 2 | 450 375 300 200 |
| 4 | 5 4 3 2 | 500 425 350 300 |
| 5 | 5 4 3 2 | 550 500 400 350 |
| 6 | 5 4 3 2 | 600 550 500 400 |
| 8 | 5 4 3 2 | 725 675 625 500 |
| 10 | 5 4 3 2 | 925 900 750 600 |
| 12 | 5 4 3 2 | 930 925 875 700 |
Род и полярность тока влияют на глубину провара . По сравнению с постоянным током прям ой полярности сварка н а постоянном токе обратной полярности на 40 . 50 %, а на переменном на 25.. .30 % увеличивает глубину проплавления. Изменение температуры изделия в пределах -60. +350 о С практически не влияет на размеры и форму шва. При подогреве изделия до более высокой температуры возрастают глубина и особенно ширина шва.
Наклон электрода вдоль шва и положение детали также отражаются на форме шва. Обычно сварку выполняют вертикально рас положенным электродом, но в отдельных случаях она может проводиться с наклоном электрода углом вперед или углом назад . При сварке углом вперед жидкий металл подтекает под дугу, толщина его прослойки увеличивается , а глубина проплавления уменьшается. Сварка углом назад уменьшает прослойку, и проплавление возрастает. Сварка на подъем увеличивает глубину проплавления и вероятность прожога.
При сварке на спуск металл сварочной ванны, подтекая под дугу, уменьшает глубину проплавления, поэтому возможно образование несплавлений и шлаковых включений.
Состав флюса, его насыпная масса также изменяют форму и размеры шва. При увеличении насыпной массы флюса глубина проплавления возрастает, ширина шва уменьшается.
и техника сварки швов различных типов :
Стыковые швы выполняют односторонней однопроходной сваркой, двусторонней одно- или многопроходной сваркой.
При односторонней сварке металла толщиной до 4. 6 мм без разделки кромок зазор при сборке устанавливают минимальным.
Для металла толщиной 10. 12 мм стыки собирают с зазором. Тонкие листы (до 10 мм) и цилиндрические конструкции соединяют на стальных подкладках толщиной 3. 6 и шириной 30. 50 мм, если они не запрещены по условиям работы конструкции.
Соединение "в замок" применяют в ответственных изделиях, при сборке толстостенных крупногабаритных изделий.
Одностороннюю сварку на флюсовой подушке применяют для сварки листовых конструкций и выполнения кольцевых швов как с разделкой , так и без разделки кромок с обязательным технологическим зазором (табл. 2).
Таблица 2. Типовые режимы сварки сталей на флюсовой подушке .
| Толщина металла, мм | Ширина зазора в стыке, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч | Давление возд уха в шланге флюсовой подушки, кПа |
| 2 | 0. 1,0 | 1,6 | 120 | 24. 28 | 43,5 | 80 |
| 3 | 0. 1,5 | 2 | 275 . 300 | 28. 30 | 44,0 | |
| 3 | 400 .. .425 | 25 . 28 | 70,0 | |||
| 5 | 0. 2,5 | 2 | 425 .. .500 | 32.. .34 | 35,0 | 100. 150 |
| 4 | 575.. .625 | 28.. .30 | 46,0 | 108 | ||
| 8 | 0. 3,5 | 725 .. .775 | 30.. .36 | 34,0 | 100. 150 |
Для получения стабильной формы корневого валика одностороннюю сварку выполняют на медной или флюсомедной подкладке.
Сварка без подкладок возможна только при условии плотной и точной сборки стыка без зазоров и глубине провара ≤2/3 толщины металла.
Двусторонняя однопроходная сварка обеспечивает более высокое качество швов за счет уменьшения влияния изменения режимов сварки и точности сборки стыков.
Первый проход двустороннего шва выполняют на флюсовой подушке или на весу. Второй проход с обратной стороны осуществляют после зачистки кория шва первого прохода.
Режимы сварки первого слоя выбирают так, чтобы глубина провара не превышала половины толщины металла . Второй шов сваривают с проваром, равным 0,65. 0,7 толщины основного металла (табл. 3).
Таблица 3. Режимы механизированной сварки под флюсом двусторонних стыков швов без разделки кромок .
| Толщина металла , мм | Зазор в стыке, мм | Iсв, А | Uд, В | Vсв, м/ч |
| 14 | 3.. .4 | 700. 750 | 34.. .36 | 30 |
| 20 | 4 . 5 | 850. 900 | 36.. .40 | 27 |
| 24 | 900. 950 | 38. ..42 | 25 | |
| 30 | 6.. .7 | 950. 1000 | 40. ..44 | 16 |
| 40 | 8.. .9 | 1100.. . 1200 | 12 | |
| 50 | 10.. .11 | 1200.. . 1300 | 44 . 48 | 10 |
Многопроходные двусторонние швы применяют для стыковых соединений металла толщиной >20 мм с разделкой кромок. Число слоев определяется толщиной металла и режимом сварки.
При сварке первых двух слоев электрод должен быть направлен точно по оси разделки во избежание подрезов . Последующие слои сваривают со смешением электродов с оси так, чтобы каждый последующий слой перекрывал предыдущий на 1/3 ширины.
Ориентировочные режимы многопроходной автоматической сварки под флюсом стали с Х и U-образной разделкой кромок при ведены в табл. 4.
Таблица 4. Режимы многопроходной сварки сталей под флюсом .
| Толщина металла , мм | Разделка кромок | dэ | Число слоев | Iсв, А | Uд, В | Vсв, м/ч |
| 70 | U-образная | 8 | 16 | 1000.. .1050 | 35. ..40 | 28 |
| 90 | U-образная | 22 | ||||
| 30 | X-образная | 6 | 8 | 900 . 1100 | 36.. .40 | 20 |
При соединении металлов большой толщины (до 300 мм) сварку ведут в узкий зазор (щелевая разделка) между свариваемыми кромками шириной 16. 36 мм. Это позволяет уменьшить деформации и остаточные напряжения в швах. Однако повышаются требования к точности сборки кромок, особенно величины зазора между ними. Сварку осуществляют с раскладкой по два или три валика в каждом слое проволокой диаметром 2 или 3 мм на режимах, которые подбирают в зависимости от шири ны зазора, вида материала и пр .
Сварка под флюсом тавровых, угловых и нахлесточных соединений . Сварку угловых швов выполняют при положении в лодочку или в угол (рис . 2). Сварку в лодочку (а) выполняют при симметричном или несимметричном расположении электрода.

Рисунок 2. Схемы сварки угловых швов: 1 и 2 - первый и второй проходы .
В зависимости от площади поперечного сечения шва и положения сварки угловые сварные швы можно сваривать без с коса или со скосом одной из кромок с одной или двух сторон как одно-, так и многопроходными швами. Сварку однопроходным угловым швом тавровых соединений ведут на весу, на флюсовой подушке или по ручной подварке. При сварке в лодочку однослойный шов или каждый шов в многослойном шве имеет большее сечение , чем при сварке наклонным электродом, но применение медных подкладок и флюсовых подушек затруднено, поэтому зазор между деталями не должен превышать 1,5 мм.
При выборе режима сварки угловых швов в лодочку формирование шва высококачественное, если ширина провара больше его глубины не более чем в 2 раза, иначе неизбежны подрезы стенок тавра и непровар корня шва. В табл. 5 приведены ориентировочные режимы сварки под флюсом в лодочку угловых швов тавровых и нахлесточных соединений.
Режимы сварки под флюсом
в лодочку угловых швов тавровых и нахлесточных соединений.
| Катет шва, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч |
| 6 | 2 | 450 .. .475 | 34. 36 | 30 |
| 8 | 3 | 550. 600 | ||
| 4 | 575.. .625 | |||
| 5 | 675. ..725 | 32. 34 | 32 | |
| 10 | 3 | 600.. .650 | 34. 36 | 23 |
| 4 | 650. . .700 | |||
| 5 | 725. 775 | 32. 34 | 25 | |
| 12 | 3 | 600.. .650 | 34. 36 | 15 |
| 4 | 725. .. 775 | 36. 38 | 20 | |
| 5 | 775. 825 | 18 |
Способ сварки в угол не требует специальных мер против вытекания жидкого металла, поэтому зазор может быть увеличен до 3 мм . При увеличенных зазорах выполняют ручную или механизированную подварку швом, который переплавляется при сварке основного шва.
Техника сварки при положении в лодочку не отличается от сварки стыковых швов с разделкой кромок; за один проход можно сварить шов с катетом до 14 мм. Возможность образования подреза при сварке наклонным электродом ограничивает получение шва с катетом >6 мм . В этом случае необходимо особенно точно направлять электрод в разделку кромок.
Для обеспечения провара при различной толщине свариваемых элементов сварку осуществляют в несимметричную лодочку или несимметрично наклонным электродом . Для предупреждения подреза при сварке наклонным электродом его смещают, как показано на рис . 2, б и в. Последовательность сварки многопроходных швов показана на рис. 2, г. Швы следует располагать так, чтобы ранее наложенный валик препятствовал стеканию металла и шлака последующих слоев.
Ориентировочные режимы сварки под флюсом в угол швов тавровых и нахлесточных соединений приведены в табл. 6.
Сварка вертикальным электродом с оплавлением верхней кромки нахлесточного соединения (см . рис. 2, д) применяется , когда толщина листа ≤8 мм . При этом формируются нормальные швы с вертикальным катетом, равным толщине верхнего листа. Горизонтальный катет обычно больше вертикального в 1,5 - 2 раза. Угловые соединения можно сваривать вертикальным электродом с медной подкладкой (см . рис. 2, е) или с гибкими самоклеящимися флюсонесущими лентами.
Таблица 6. Режимы сварки в угол швов тавровых и нахлесточных соединений .
| Катет шва, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч |
| 3 | 2 | 200 . ..220 | 25. 28 | 60 |
| 4 | 2 | 280 . 300 | 28 . 30 | 55 |
| 3 | 350 | |||
| 5 | 2 | 375.. .400 | 30. 32 | |
| 3 | 450 | 28. 30 | ||
| 4 | 60 | |||
| 7 | 2 | 375 .. .400 | 30. . .32 | 28 |
| 3 | 500 | 48 | ||
| 4 | 675 | 32.. .35 | 50 | |
| 8 | 4 | 45 | ||
| 5 | 720 . 750 | 38.. .40 | 50 |
Сварка электрозаклепками обычно выполняется в соединениях внахлестку, втавр, а также угловых. Главная трудность сварки подобных соединений - обеспечение плотногo прилегaния поверхностей свариваемых деталей. Для прeдупреждения вытeкания расплавленного флюса и металла зaзор нe должен прeвышать 1 мм . Электрозаклепки можнo сваривать пo предварительно подготовленным отверстиям в вeрхнем листе толщинoй >10мм (рис. 3, а) или c проплавлением верхнего листа толщиной дo 10 мм (см . рис. 3, б). Пpи сварке c отверстием диаметр электрода дoлжен быть рaвен 0,2 .. .0,25 диaметра отверстия.

Рисунок 3. Схемы сварки электрозаклепочных и прорезных швов .
Сварка мoжет сопровождаться подачей электрода в прoцессе сварки или бeз eго подачи до естественногo обрыва дуги. В пeрвом случаe испoльзуют oбычныe полуавтоматы для сварки под флюсом, вo втoром - специальные электрозаклепочники.
Прорезные швы также могут выполнять по предварительно подготовленным отверстиям удлиненной формы или с проплавлением верхнего листа при его толщине до 10 мм (см. рис. 3, в, г) . По существу, сварка прорезных швов является сваркой на остающейся подкладке. Общий недостаток таких швов - трудность контроля их качества, в чaстности, провара нижнего листа.
Приварка шпилек под флюсом . Для этого испoльзуют спeциальные установки и флюсовые шайбы высoтoй 6.. . 10мм c наружным диаметром 15. 20 мм. Пpи диаметре шпильки >8 мм для oблегчения возбуждения дуги привариваемый кoнец зaтачивают нa угол 90 о .
В вертикальном и потолочном положениях сварочный ток cнижают нa 25 . 30 % пo сравнению сo сваркой в нижнем положении. Пoсле oбразования дoстаточной сварочной ванны и обрыва дуги шпильку быстро подают до упора.
Другие страницы по теме Режимы сварки под флюсом :
Механизированная сварка низкоуглеродистых и низколегированных сталей в среде защитных газов и самозащитной проволокой
Благодаря таким преимуществам, как высокая производительность, легкость транспортирования защитной среды в плавильное пространство, отсутствие шлаковой корки, снижение ширины зоны термического влияния и сварочных деформаций, возможность сварки во всех пространственных положениях, наблюдения за дугой и управления ею, полуавтоматическая сварка в среде защитных газов полностью вытеснила полуавтоматическую сварку под флюсом и стала доминирующим процессом среди механизированных процессов сварки при изготовлении металлоконструкций ответственного и особо ответственного назначения.
Сварка в среде защитных газов плавящимся электродом, как и самозащитной проволокой, выполняется на постоянном токе обратной полярности, так как этот параметр обеспечивает наибольшую стабильность горения дуги.
Наибольшее распространение для защиты плавильного пространства благодаря своей дешевизне получил углекислый газ; параметры режима сварки в среде СО2 приведены в табл. 11—18.
Таблица 11. Рекомендуемые соотношения между диаметром электрода, током и напряжением дуги и вылетом электрода
Таблица 12. Параметры режима сварки тонкостенного металла
Примечание. При использовании сварочной проволоки диаметром 0,5 мм параметры режима уменьшить на 25 %.
Таблица 13. Параметры режима механизированной сварки в СО2 стыковых соединений без скоса кромок
Таблица 14. Параметры режима механизированной сварки сталей в углекислом газе стыковых соединений (двухсторонние швы)
Примечание. 1. Сварка выполняется проволокой диаметром 2 мм.
2. В числителе — режимы для первого прохода и подварочного шва
Таблица 15. Параметры режима автоматической и полуавтоматической сварки в углекислом газе сплошной проволокой угловых соединений
Таблица 16. Параметры режима механизированной сварки сталей в углекислом газе тавровых соединений без скоса кромок (двухсторонние и односторонние швы)
Таблица 17. Параметры режима сварки электрозаклепками в углекислом газе с проплавлением верхнего элемента
Таблица 18. Параметры режима сварки в СО2 стыковых соединений с принудительным формированием сварного шва
Примечание. 1. Положение шва — вертикальное.
2. Расход СО2 18…20 л/мин.
Однако эта технология имеет один существенный недостаток — повышенное разбрызгивание, вследствие чего возрастают трудозатраты на очищение шва и околошовной зоны.
Поскольку получить струйный перенос металла при сварке в СО2 невозможно, с разбрызгиванием борются несколькими способами: сварку ведут стандартными проволоками в газовой смеси СО2 + О2; при этом достигается получение мелкокапельного переноса металла, и разбрызгивание уменьшается (параметры режима приведены в табл. 19—22).
Таблица 19. Параметры режима механизированной сварки стыковых соединений в СО2, СО2+ О2, Ar + 25 % CO2 проволокой Св-08Г2С в нижнем положении
Таблица 20. Параметры режима сварки стыковых и угловых швов проволокой Св-08Г2С в смеси 70%Ar+25%CO2+5%O2 в нижнем положении
Читайте также: