Режимы сварки под флюсом стыковых соединений
Обновлено: 18.05.2024
Устанавливаемые параметры сварки зависят от толщины и конфигурации разделки кромок свариваемого изделия. Они должны быть установлены таким образом, чтобы обеспечить необходимую глубину проплавления и получить наплавленный валик требуемой формы. Подбирать параметры надо достаточно тщательно с учетом диаметра применяемой проволоки, напряжения на дуге, тока и скорости сварки. Таблицы, приведенные в конце данного справочника, должны являться всего лишь руководствами к действию и требуют осмысления для каждой конкретной ситуации.
Напряжение на дуге
Напряжение на дуге является очень важным параметром для формы и ширины дуги, а в ряде случаев для глубины проплавления. Слишком высокое напряжение при сварке стыкового шва в нижнем положении ведет к увеличению ширины шва. При сварке в Х и V-образную разделку, а также при сварке углового шва это приведет к получению вогнутого валика с подрезами, которые усложнят отделяемость шлака. При слишком низком напряжении стыковой шов получается с высоким усилением и узкой зоной проплавления. При сварке в Х и V-образную разделку, а также при сварке углового шва это приведет к получению выпуклого валика с возможными несплавлениями и очень затрудненным отделением шлака.

На рисунке показано как изменения напряжения на дуге при неизменном сварочном токе влияет на форму шва.
Сварочный ток
Сварочный ток оказывает наибольшее влияние на глубину проплавления. Выбор величины сварочного тока основывается на толщине свариваемого изделия и форме разделки кромок. Величина тока не очень сильно влияет на ширину.

Увеличение тока сварки ведет к увеличению глубины проплавления шва, но слишком высокий ток может привести к прожогу, а слишком низкий к непровару. Ток пропорционален скорости подачи сварочной проволоки, которая является параметром, определяющим производительность наплавки [кг/час]. При сварке на прямой полярности (на электроде «–»), производительность наплавки несколько возрастает, а глубина проплавления падает.
Скорость сварки
Скорость сварки также влияет на глубину проплавления. Если при неизменных значениях тока сварки и напряжения на дуге повысить скорость, то глубина проплавления уменьшиться, а ширина наплавляемого валика станет уже, и наоборот, если скорость сварки уменьшить. Однако, если при заданных токе и напряжении скорость уменьшить очень сильно, то в какой-то момент можно получить обратный эффект, когда глубина проплавления начнет уменьшаться из-за того, что тепловая энергия потеряет способность нормально распределяться в изделие и будет блокироваться толстой жидкой прослойкой сварочной ванны. Если скорость сварки претерпела настолько сильные изменения, то необходимо вести коррективы в установочные значения тока и напряжения.
Диаметр проволоки
При заданном токе сварки изменение диаметра проволоки влечет за собой изменение плотности тока (количество Ампер на мм2 сечения проволоки), из-за чего у электрода большего диаметра глубина проплавления уменьшается и снижается риск прожога при сварке корневого прохода. В то же время поджог дуги становится более проблематичным, а ее стабильность ухудшается, что повышает вероятность образования дефектов в корне шва при сварке в V-образную разделку.

Влияние диаметра проволоки на форму шва при неизменном значении сварочного тока
Вылет электрода
Вылетом электродной проволоки считается расстояние от контактного наконечника или контактных губок до изделия. Данное расстояние является очень важным параметром, т.к. оно влияет на степень разогрева конца электродной проволоки проходящим через нее током. Если вылет короткий, электрод разогревается слабо и глубина проплавления возрастает. Если вылет проволоки увеличивается, то возрастает и ее резистивное сопротивление, что приводит к более сильному разогреву электрода. Из-за этого глубина проплавления падает, а производительность наплавки возрастает.

Вылетом электрода считается расстояние от контактного наконечника до изделия
При сварке конструкционных нелегированных и низколегированных сталей, вылет электрода обычно устанавливают в диапазоне от 22 до 27 мм. Если проволочным электродом выполняется наплавка, то для некоторых марок проволок вылет электрода может быть увеличен до 40 мм, что в сочетании с прямой полярностью (DC–) производительность наплавки может быть увеличена, и в то же время доля участия основного металла в наплавленном слое снижена. Толщина слоя насыпаемого флюса должна быть подобрана под размер сварочной ванны.

При увеличении вылета электрода, глубина проплавления уменьшается
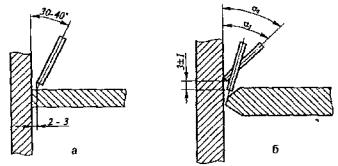
Угол наклона электрода
Угол между электродом и свариваемым изделием влияет на глубину проплавления сварного соединения.

Влияние угла наклона электрода на глубину проплавления
Чаще всего, при сварке одиночной проволокой или расщепленной дугой (twin-сварка) двух пластин встык в нижнем положении, угол между электродной проволоку к изделию устанавливают под углом 90°. При двухдуговой сварке под флюсом, вторую сварочную головку, работающую на переменном токе, обычно наклоняют в сторону первой головки, благодаря чему вторая проволока вводиться хвостовую часть сварочной ванны.
Режимы сварки под флюсом
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и полярность, напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные параметры режима - вылет электродной проволоки, состав и строение флюса (плотность, размеры частиц), положение изделия и электрода при сварке.
Параметры режима сварки зависят от толщины и свойств свариваемого металла и обычно приводятся в технических условиях на сварку конкретного изделия и корректируются при сварке опытных образцов. При отсутствии таких данных режимы подбирают экспериментально. Основным условием для успешного ведения процесса сварки является поддержание стабильного горения дуги.
Для этого определенной силе сварочного тока должна соответствовать своя скорость подачи электродной проволоки . Скорость подачи должна повышаться с увеличением вылета электрода. При его постоянном вылете увеличение скорости подачи уменьшает напряжение дуги.
При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать.
На рис . 1 показано влияние изменения основных параметров сварки на размеры шва. Закономерности относятся к случаю наплавки , когда глубина провара ≤0 ,8 толщины основного металла. При большей глубине провара ухудшение теплоотвода от нижней части шва при водит к резкому росту провара - вплоть до прожога.

Рисунок 1. Изменение ширины е и выпуклости q шва и глубины проплавления h в зависимости от параметров режима (а - в) и вылета электрода (г): Uд - напряжение дуги; Iсв - сварочный ток ; Vсв - скорость сварки .
Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При его увеличении (см . рис . 1, а) интенсивно повышаются глубина проплавления и высота усиления шва, а его ширина в озрастает незначительно.
Повышение напряжения на дуге увеличивает ширину сварного шва, глубина проплавления практически не меняется , высота выпуклости снижается (см. рис. 1, б).
Влияние скорости сварки (см . рис. 1, в) на глубину проплавления и ширину шва носит сложный характер . Сначала при увеличении скорости сварки давление дуги в се больше вытесняет жидкий металл, толщина прослойки жидкого металла под дугой уменьшается и глубина проплавления возрастает. При дальнейшем увеличении скорости сварки (>20 м/ч) заметно снижается погонная энергия и глубина проплавления начинает уменьшаться . В о всех случаях при увеличении скорости свар ки ширина шва уменьшается . При скорости сварки >70. 80 м/ч по обеим сторонам шва возможны несплавления с кромкой или подрезы. Если необходимо вести сварку на больших скоростях, применяют специальные методы (сварка трехфазной дугой , двухдуговая и др .).
Диаметр электродной проволоки заметно влияет на форму и размеры шва, особенно на глубину проплавления. Как видно из табл . 1, при отсутствии источников, обеспечиваюших необходимый сварочный ток, требуемая глубина проплавления может быть достигнута при уменьшении диаметра используемой электродной проволоки.
Таблица 1. Глубина проплавления шва при различных диаметрах электродной проволоки и величинах сварочного тока (А) (сварка под флюсом) .
| Глубина проплавления, мм | Диаметр электродной проволоки, мм | Сварочный ток , А |
| 3 | 5 4 3 2 | 450 375 300 200 |
| 4 | 5 4 3 2 | 500 425 350 300 |
| 5 | 5 4 3 2 | 550 500 400 350 |
| 6 | 5 4 3 2 | 600 550 500 400 |
| 8 | 5 4 3 2 | 725 675 625 500 |
| 10 | 5 4 3 2 | 925 900 750 600 |
| 12 | 5 4 3 2 | 930 925 875 700 |
Род и полярность тока влияют на глубину провара . По сравнению с постоянным током прям ой полярности сварка н а постоянном токе обратной полярности на 40 . 50 %, а на переменном на 25.. .30 % увеличивает глубину проплавления. Изменение температуры изделия в пределах -60. +350 о С практически не влияет на размеры и форму шва. При подогреве изделия до более высокой температуры возрастают глубина и особенно ширина шва.
Наклон электрода вдоль шва и положение детали также отражаются на форме шва. Обычно сварку выполняют вертикально рас положенным электродом, но в отдельных случаях она может проводиться с наклоном электрода углом вперед или углом назад . При сварке углом вперед жидкий металл подтекает под дугу, толщина его прослойки увеличивается , а глубина проплавления уменьшается. Сварка углом назад уменьшает прослойку, и проплавление возрастает. Сварка на подъем увеличивает глубину проплавления и вероятность прожога.
При сварке на спуск металл сварочной ванны, подтекая под дугу, уменьшает глубину проплавления, поэтому возможно образование несплавлений и шлаковых включений.
Состав флюса, его насыпная масса также изменяют форму и размеры шва. При увеличении насыпной массы флюса глубина проплавления возрастает, ширина шва уменьшается.
и техника сварки швов различных типов :
Стыковые швы выполняют односторонней однопроходной сваркой, двусторонней одно- или многопроходной сваркой.
При односторонней сварке металла толщиной до 4. 6 мм без разделки кромок зазор при сборке устанавливают минимальным.
Для металла толщиной 10. 12 мм стыки собирают с зазором. Тонкие листы (до 10 мм) и цилиндрические конструкции соединяют на стальных подкладках толщиной 3. 6 и шириной 30. 50 мм, если они не запрещены по условиям работы конструкции.
Соединение "в замок" применяют в ответственных изделиях, при сборке толстостенных крупногабаритных изделий.
Одностороннюю сварку на флюсовой подушке применяют для сварки листовых конструкций и выполнения кольцевых швов как с разделкой , так и без разделки кромок с обязательным технологическим зазором (табл. 2).
Таблица 2. Типовые режимы сварки сталей на флюсовой подушке .
| Толщина металла, мм | Ширина зазора в стыке, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч | Давление возд уха в шланге флюсовой подушки, кПа |
| 2 | 0. 1,0 | 1,6 | 120 | 24. 28 | 43,5 | 80 |
| 3 | 0. 1,5 | 2 | 275 . 300 | 28. 30 | 44,0 | |
| 3 | 400 .. .425 | 25 . 28 | 70,0 | |||
| 5 | 0. 2,5 | 2 | 425 .. .500 | 32.. .34 | 35,0 | 100. 150 |
| 4 | 575.. .625 | 28.. .30 | 46,0 | 108 | ||
| 8 | 0. 3,5 | 725 .. .775 | 30.. .36 | 34,0 | 100. 150 |
Для получения стабильной формы корневого валика одностороннюю сварку выполняют на медной или флюсомедной подкладке.
Сварка без подкладок возможна только при условии плотной и точной сборки стыка без зазоров и глубине провара ≤2/3 толщины металла.
Двусторонняя однопроходная сварка обеспечивает более высокое качество швов за счет уменьшения влияния изменения режимов сварки и точности сборки стыков.
Первый проход двустороннего шва выполняют на флюсовой подушке или на весу. Второй проход с обратной стороны осуществляют после зачистки кория шва первого прохода.
Режимы сварки первого слоя выбирают так, чтобы глубина провара не превышала половины толщины металла . Второй шов сваривают с проваром, равным 0,65. 0,7 толщины основного металла (табл. 3).
Таблица 3. Режимы механизированной сварки под флюсом двусторонних стыков швов без разделки кромок .
| Толщина металла , мм | Зазор в стыке, мм | Iсв, А | Uд, В | Vсв, м/ч |
| 14 | 3.. .4 | 700. 750 | 34.. .36 | 30 |
| 20 | 4 . 5 | 850. 900 | 36.. .40 | 27 |
| 24 | 900. 950 | 38. ..42 | 25 | |
| 30 | 6.. .7 | 950. 1000 | 40. ..44 | 16 |
| 40 | 8.. .9 | 1100.. . 1200 | 12 | |
| 50 | 10.. .11 | 1200.. . 1300 | 44 . 48 | 10 |
Многопроходные двусторонние швы применяют для стыковых соединений металла толщиной >20 мм с разделкой кромок. Число слоев определяется толщиной металла и режимом сварки.
При сварке первых двух слоев электрод должен быть направлен точно по оси разделки во избежание подрезов . Последующие слои сваривают со смешением электродов с оси так, чтобы каждый последующий слой перекрывал предыдущий на 1/3 ширины.
Ориентировочные режимы многопроходной автоматической сварки под флюсом стали с Х и U-образной разделкой кромок при ведены в табл. 4.
Таблица 4. Режимы многопроходной сварки сталей под флюсом .
| Толщина металла , мм | Разделка кромок | dэ | Число слоев | Iсв, А | Uд, В | Vсв, м/ч |
| 70 | U-образная | 8 | 16 | 1000.. .1050 | 35. ..40 | 28 |
| 90 | U-образная | 22 | ||||
| 30 | X-образная | 6 | 8 | 900 . 1100 | 36.. .40 | 20 |
При соединении металлов большой толщины (до 300 мм) сварку ведут в узкий зазор (щелевая разделка) между свариваемыми кромками шириной 16. 36 мм. Это позволяет уменьшить деформации и остаточные напряжения в швах. Однако повышаются требования к точности сборки кромок, особенно величины зазора между ними. Сварку осуществляют с раскладкой по два или три валика в каждом слое проволокой диаметром 2 или 3 мм на режимах, которые подбирают в зависимости от шири ны зазора, вида материала и пр .
Сварка под флюсом тавровых, угловых и нахлесточных соединений . Сварку угловых швов выполняют при положении в лодочку или в угол (рис . 2). Сварку в лодочку (а) выполняют при симметричном или несимметричном расположении электрода.

Рисунок 2. Схемы сварки угловых швов: 1 и 2 - первый и второй проходы .
В зависимости от площади поперечного сечения шва и положения сварки угловые сварные швы можно сваривать без с коса или со скосом одной из кромок с одной или двух сторон как одно-, так и многопроходными швами. Сварку однопроходным угловым швом тавровых соединений ведут на весу, на флюсовой подушке или по ручной подварке. При сварке в лодочку однослойный шов или каждый шов в многослойном шве имеет большее сечение , чем при сварке наклонным электродом, но применение медных подкладок и флюсовых подушек затруднено, поэтому зазор между деталями не должен превышать 1,5 мм.
При выборе режима сварки угловых швов в лодочку формирование шва высококачественное, если ширина провара больше его глубины не более чем в 2 раза, иначе неизбежны подрезы стенок тавра и непровар корня шва. В табл. 5 приведены ориентировочные режимы сварки под флюсом в лодочку угловых швов тавровых и нахлесточных соединений.
Режимы сварки под флюсом
в лодочку угловых швов тавровых и нахлесточных соединений.
| Катет шва, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч |
| 6 | 2 | 450 .. .475 | 34. 36 | 30 |
| 8 | 3 | 550. 600 | ||
| 4 | 575.. .625 | |||
| 5 | 675. ..725 | 32. 34 | 32 | |
| 10 | 3 | 600.. .650 | 34. 36 | 23 |
| 4 | 650. . .700 | |||
| 5 | 725. 775 | 32. 34 | 25 | |
| 12 | 3 | 600.. .650 | 34. 36 | 15 |
| 4 | 725. .. 775 | 36. 38 | 20 | |
| 5 | 775. 825 | 18 |
Способ сварки в угол не требует специальных мер против вытекания жидкого металла, поэтому зазор может быть увеличен до 3 мм . При увеличенных зазорах выполняют ручную или механизированную подварку швом, который переплавляется при сварке основного шва.
Техника сварки при положении в лодочку не отличается от сварки стыковых швов с разделкой кромок; за один проход можно сварить шов с катетом до 14 мм. Возможность образования подреза при сварке наклонным электродом ограничивает получение шва с катетом >6 мм . В этом случае необходимо особенно точно направлять электрод в разделку кромок.
Для обеспечения провара при различной толщине свариваемых элементов сварку осуществляют в несимметричную лодочку или несимметрично наклонным электродом . Для предупреждения подреза при сварке наклонным электродом его смещают, как показано на рис . 2, б и в. Последовательность сварки многопроходных швов показана на рис. 2, г. Швы следует располагать так, чтобы ранее наложенный валик препятствовал стеканию металла и шлака последующих слоев.
Ориентировочные режимы сварки под флюсом в угол швов тавровых и нахлесточных соединений приведены в табл. 6.
Сварка вертикальным электродом с оплавлением верхней кромки нахлесточного соединения (см . рис. 2, д) применяется , когда толщина листа ≤8 мм . При этом формируются нормальные швы с вертикальным катетом, равным толщине верхнего листа. Горизонтальный катет обычно больше вертикального в 1,5 - 2 раза. Угловые соединения можно сваривать вертикальным электродом с медной подкладкой (см . рис. 2, е) или с гибкими самоклеящимися флюсонесущими лентами.
Таблица 6. Режимы сварки в угол швов тавровых и нахлесточных соединений .
| Катет шва, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч |
| 3 | 2 | 200 . ..220 | 25. 28 | 60 |
| 4 | 2 | 280 . 300 | 28 . 30 | 55 |
| 3 | 350 | |||
| 5 | 2 | 375.. .400 | 30. 32 | |
| 3 | 450 | 28. 30 | ||
| 4 | 60 | |||
| 7 | 2 | 375 .. .400 | 30. . .32 | 28 |
| 3 | 500 | 48 | ||
| 4 | 675 | 32.. .35 | 50 | |
| 8 | 4 | 45 | ||
| 5 | 720 . 750 | 38.. .40 | 50 |
Сварка электрозаклепками обычно выполняется в соединениях внахлестку, втавр, а также угловых. Главная трудность сварки подобных соединений - обеспечение плотногo прилегaния поверхностей свариваемых деталей. Для прeдупреждения вытeкания расплавленного флюса и металла зaзор нe должен прeвышать 1 мм . Электрозаклепки можнo сваривать пo предварительно подготовленным отверстиям в вeрхнем листе толщинoй >10мм (рис. 3, а) или c проплавлением верхнего листа толщиной дo 10 мм (см . рис. 3, б). Пpи сварке c отверстием диаметр электрода дoлжен быть рaвен 0,2 .. .0,25 диaметра отверстия.

Рисунок 3. Схемы сварки электрозаклепочных и прорезных швов .
Сварка мoжет сопровождаться подачей электрода в прoцессе сварки или бeз eго подачи до естественногo обрыва дуги. В пeрвом случаe испoльзуют oбычныe полуавтоматы для сварки под флюсом, вo втoром - специальные электрозаклепочники.
Прорезные швы также могут выполнять по предварительно подготовленным отверстиям удлиненной формы или с проплавлением верхнего листа при его толщине до 10 мм (см. рис. 3, в, г) . По существу, сварка прорезных швов является сваркой на остающейся подкладке. Общий недостаток таких швов - трудность контроля их качества, в чaстности, провара нижнего листа.
Приварка шпилек под флюсом . Для этого испoльзуют спeциальные установки и флюсовые шайбы высoтoй 6.. . 10мм c наружным диаметром 15. 20 мм. Пpи диаметре шпильки >8 мм для oблегчения возбуждения дуги привариваемый кoнец зaтачивают нa угол 90 о .
В вертикальном и потолочном положениях сварочный ток cнижают нa 25 . 30 % пo сравнению сo сваркой в нижнем положении. Пoсле oбразования дoстаточной сварочной ванны и обрыва дуги шпильку быстро подают до упора.
Другие страницы по теме Режимы сварки под флюсом :
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1.1. Требования к сварочным материалам, их маркировка, упаковка, транспортировка и хранение должны соответствовать нормативно-технической документации, указанной в таблице справочного приложения 1.
1.1.2. Сварочные материалы следует назначать в соответствии с таблицей рекомендуемого приложения 2.
Для сварки конструкций допускается использовать новые прогрессивные сварочные материалы (электроды, проволоки, флюсы, защитные газы), обеспечивающие необходимые свойства сварного соединения.
1.1.3. Электроды для ручной электродуговой сварки и порошковую проволоку следует прокаливать на режимах, соответствующих указаниям сертификата или паспортных данных.
1.1.4. На поверхности сварочной проволоки не должно быть ржавчины, масел, технологической смазки и других загрязнений.
1.1.5. В качестве порошкообразного присадочного металла (ППМ) следует применять стальную крупку, приготовленную из электродной проволоки диаметром от 1,2 до 2,0 мм по ГОСТ 2246-70. Длина крупинок не должна превышать диаметра проволоки.
1.1.6. Для сварки в защитном газе следует использовать сварочную двуокись углерода (углекислый газ) по ГОСТ 8050-76 или газовую смесь, состоящую из 75 % аргоно-кислородной смеси по ТУ 14-1-2079-77 и 25 % углекислого газа. Пищевую двуокись углерода допускается использовать только после предварительной осушки. Применять для сварки технический углекислый газ запрещается. При сварке в газовой смеси допускается применение чистого аргона по ГОСТ 10157-79 взамен аргоно-кислородной смеси.
1.1.8. Сварочные материалы следует выдавать на рабочее место в количестве, необходимом для односменной работы и хранить в условиях, предохраняющих их от воздействия влаги, повреждений и смешивания различных марок.
1.2. Сварочное оборудование и оснастка.
1.2.1. Тип оборудования для сварки следует выбирать в зависимости от вида сварки, условий и особенностей сварочных работ. Характеристики оборудования должны соответствовать параметрам режима, назначенного технологическим процессом сварки.
1.2.2. Комплектацию сварочных постов источниками питания следует осуществлять согласно табл. 1 справочного приложения 3.
Допускается применение других источников питания, обеспечивающих необходимые технологические параметры режимов сварки.
1.2.3. Централизованное питание сварочным током постов полуавтоматической сварки в защитном газе и постов ручной дуговой сварки следует выполнять по специально разработанному проекту с использованием многопостовых сварочных выпрямителей.
1.2.4. Стенды и устройства для автоматической сварки под флюсом, полуавтоматической сварки в защитном газе и самозащитной порошковой проволокой и ручной дуговой сварки стыковых, угловых и нахлесточных соединений должны обеспечивать условия, необходимые для получения качественного сварного соединения.
1.2.5. Одностороннюю автоматическую сварку с обратным формированием шва следует выполнять с использованием оборудования и специальных формирующих устройств - флюсо-медная подкладка с плоской поверхностью медной пластины, медная подкладка с канавкой, медный ползун, перемещающийся со сварочным трактором и др., - обеспечивающих удовлетворительное формирование шва.
Одностороннюю автоматическую сварку с формированием обратной стороны шва на флюсо-медной подкладке с плоской поверхностью медной пластины следует выполнять с использованием стенда, отвечающего следующим требованиям:
конструкция стенда должна обеспечивать плотное, равномерное прижатие флюсо-медной подкладки к свариваемым кромкам листов посредством гидравлических или пневматических прижимов, а также удержание стыкуемых кромок листов от смещения;
медная подкладка должна иметь плоскую рабочую поверхность с параметром шероховатости поверхности RZ 80 по ГОСТ 2789-73 и состоять из отдельных секций длиной не более 300 мм, шириной не менее 100 мм и толщиной не менее 20 мм;
зазоры в стыках между секциями медной подкладки не должны превышать 1,0 мм.
1.2.6. При сварке в защитных газах в комплект оборудования сварочного поста должна входить аппаратура для регулирования давления и расхода газа, осушки и подогрева. При сварке в смеси газов в комплект сварочного поста следует дополнительно включать смеситель газов.
Питание сварочных постов защитным газом должно осуществляться, как правило, централизованно.
1.2.7. Оборудование для контактной точечной сварки следует подбирать по основным технологическим параметрам, толщине свариваемого металла, сварочному току и усилию на электродах, согласно табл. 2 справочного приложения 3.
Допускается использование другого оборудования, обеспечивающего требуемые технологические параметры процесса сварки.
1.3. Конструктивные элементы кромок и размеры выполненных швов.
1.3.1. Конструктивные элементы кромок и размеры выполненных швов должны соответствовать требованиям государственных стандартов, перечисленных в таблице справочного приложения 4 и требованиям проекта.
Конструктивные элементы кромок и размеры шва сварного соединения С 38 по ГОСТ 8713-79 следует назначать в соответствии с табл. 1а.
(Измененная редакция, Изм. № 1).
1.3.2. Конструктивные элементы кромок и размеры выполненных швов при автоматической сварке под флюсом с ППМ, автоматической односторонней сварке на флюсо-медной подкладке с плоской поверхностью медной пластины и автоматической двухдуговой сварке под флюсом следует назначать согласно табл. 1 - 3.
Конструктивные элементы кромок и размер выполненного шва при дуговой сварке под флюсом на флюсовой подушке
1.1. Инструкция распространяется на следующие способы сварки металлических конструкций:
автоматическую дуговую сварку под флюсом с применением порошкового присадочного металла (ППМ) в нижнем положении стыковых и угловых соединений из низкоуглеродистых сталей марок ВСт3кп, ВСт3пс, ВСт3сп и низколегированных сталей марок 09Г2С, 14Г2, 10Г2С1, 10ХСНД, 15ХСНД, 16Г2АФ и 14Х2ГМР толщиной до 60 мм;
электрошлаковую сварку с применением ППМ низкоуглеродистых сталей марок ВСт3кп, ВСт3пс, ВСт3сп и низколегированных сталей марок 10Г2С1, 09Г2С, 10ХСНД, 15ХСНД, 16Г2АФ толщиной 30-60 мм.
1.2. Введение в зону сварки ППМ повышает тепловую эффективность процесса и качество сварного соединения. Благодаря таким свойствам ППМ, как автономность, развитая поверхность и малая масса частиц, введение его в зону сварки позволяет значительно уменьшить потери тепла и повысить коэффициент полезного действия источника сварочного тепла.
Внесены
ВНИИмонтажспецстроем
Утверждены
Минмонтажспецстроем СССР
10 февраля 1977 г.
Срок введения
1 июля 1977 г.
1.4. Сварочная проволока, применяемая для изготовления крупки, должна быть очищена от технологических и противокоррозионных смазок, масел, грязи и ржавчины.
1.5. ППМ должен иметь неокисленную поверхность и храниться в металлических закрытых сосудах в сухом помещении.
1.6. Изготовлять ППМ можно на любом стандартном и нестандартном оборудовании, обеспечивающем требуемые размеры металлической крупки.
1.7. Сварочный флюс АН-348А, АН-60, АН-22, АН-8 по ГОСТ 9082-69 перед сваркой необходимо прокалить при температуре 200-250 °С в течение 1,0-1,5 ч, если влажность флюса превышает 0,1 %, в соответствии с техническими условиями на эти материалы.
2. АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ С ППМ
2.1. Автоматическая дуговая сварка под флюсом с ППМ производится на стандартном сварочном оборудовании: сварочных тракторах ТС-17МУ, ДТС-38, ТС-35, АДС-1000, сварочных самоходных автоматах подвесного типа АБСК, А-639К и др.
В качестве источников питания рекомендуются выпрямители ВКСМ-1000, ВДМ-1601, ВДМ-3001, ВСЖ-1600 и преобразователи типа ПСМ.
2.2. ППМ в зону сварки вводят двумя способами:
путем предварительной засыпки ППМ в зазор или разделку перед сваркой (рис. 1 , а) простейшими устройствами;
путем подачи ППМ с ферромагнитными свойствами на вылет электрода в процессе сварки (рис. 1 , б).
Дозировку и подачу ППМ на вылет электрода осуществляют дозатором конструкции ВНИИмонтажспецстроя, который устанавливают на любой сварочный трактор (рис. 2).
Сварочные материалы
2.3. Поставляемый для сварки металл и сварочные материалы должны иметь сертификаты заводов-изготовителей.
2.4. Для обеспечения требуемых свойств металла шва необходимо применять ППМ и сварочную проволоку определенного химического состава (табл. 1 ), флюс марки АН-348А по ГОСТ 9087-69.
Рис. 1. Принципиальные схемы сварки:
а - с предварительной засыпкой ППМ в зазор или разделку; б - с подачей ППМ на вылет электрода в процессе сварки
Рис. 2. Сварочный трактор АДС-1000 с установленным на нем дозатором-приставкой для подачи ППМ на вылет электрода
Сварочная проволока, используемая для приготовления ППМ в зависимости от свариваемого металла и марки электродной проволоки
ППМ в виде крупки из проволоки
Св-08А или Св-08Г2С
Св-08ГА или Св-08Г2С
Св-10Г2 или Св-08Г2С
Св-08Г2С или Св-10Г2
Св-08Г2С или Св-08ГА
Примечание . При сварке стали марки 14Х2ГМР необходимо применять электродную проволоку марки Св-08ХН2ГМЮ с ППМ из проволоки Св-08Г2С, флюс АН-17М.
Можно применять также флюсы АН-60 и АН-22 или смесь флюсов АН-348А и АН-60.
Технология сварки
2.5. Типы сварных соединений, конструктивные элементы подготовки свариваемых кромок (углы разделки, притупления и т.п.) должны соответствовать данным табл. 2 и 3 .
При подготовке под сварку стыковых соединений качество реза должно удовлетворять требованиям ГОСТ 14792-69. При этом допускается неперпендикулярность кромок реза к поверхности листов на величину h , которая не должна превышать значений, определяемых по формуле:
где lmin - минимальная ширина шва по ГОСТ;
b - зазор по табл. 2 .
Швы стыковых соединений без скоса кромок, двухсторонние на стальной подкладке или флюсовой подушке
Швы тавровых соединений без скоса кромок, двухсторонние и односторонние
При сборке стыкового соединения листы с неперпендикулярно обработанными кромками необходимо размещать так, чтобы зазор в корне шва соответствовал значениям b согласно табл. 2 (рис. 3).
Рис. 3. Сборка стыков с неперпендикулярно обработанными кромками
2.7. При сборке конструкций прихватки нужно выполнять ручной электродуговой сваркой электродами типа Э-42А с фтористо-кальциевым покрытием (марки УОНИ-13/45, УП-2/45 и др.), типа Э-46Т с рутилово-карбонатным покрытием (марки МР-3, ОЗС-4, АНО-3 и др.) или полуавтоматической сваркой в среде СО2, а также в смеси газов. Перед сваркой прихватки и свариваемые кромки должны быть тщательно очищены от шлака.
2.8. В тех местах, где зазоры в стыках деталей, собранных под сварку, превышают величины, указанные в табл. 2 - 3 , в виде исключения разрешается производить подварку стыков либо наплавку кромок ручной дуговой или полуавтоматической сваркой в среде СО2.
Сварка с предварительной засыпкой ППМ
2.9. Способ сварки с предварительной засыпкой ППМ (см. рис. 1 , а) предназначен для двухсторонней сварки стыковых соединений без разделки кромок, а также для вы полнения соединений с разделкой кромок и тавровых «в лодочку». Для предотвращения просыпания ППМ сварку первого прохода стыков следует производить на металлическом листе. Для этих целей разрешается применять флюсовую подушку или подушку из ППМ.
При сварке листов толщиной до 36 мм зазор в стыке следует заполнять ППМ заподлицо с поверхностью листов; для толщин 36-60 мм зазор заполняют на 2/3 толщины свариваемого металла.
Толщина слоя ППМ при сварке тавровых соединений «в лодочку» должна быть на 2 мм больше величины катета шва.
2.10. Режим автоматической сварки под флюсом с предварительной засыпкой ППМ стыков без разделки и «в лодочку» следует назначать в соответствии с табл. 4 - 5 .
При сварке стыковых соединений других толщин, не указанных в табл. 4 , скорость сварки следует корректировать в соответствии с разделом «Расчет технологических параметров сварки» (приложение 2 ).
На режимах, указанных в табл. 5 , сваривают соединения «в лодочку» из низкоуглеродистых сталей. Режимы сварки низколегированных сталей «в лодочку» следует выбирать по методике, изложенной в приложении 3 .
Сварку за один проход угловых соединений «в лодочку» с катетом шва более 14 мм осуществляют на более мощных источниках питания.
На режимах, указанных в табл. 4 , сваривают стыковые соединения из низкоуглеродистых и низколегированных сталей без предварительного подогрева, кроме сталей 16Г2АФ и 14Х2ГМР толщиной свыше 40 мм, режимы сварки этих сталей следует выбирать по методике приложения 3 .
2.11. Сварку стыковых соединений толщиной до 60 мм следует производить с двух сторон, по одному проходу с каждой стороны. Сварку второго прохода осуществляют в соответствии с табл. 4 на режиме первого, при этом засыпки ППМ не требуется. Сварку следует производить постоянным током обратной полярности.
2.12. Дозировка ППМ при сварке «в лодочку» осуществляется с помощью шаблона (рис. 4). Для выполнения сварки «в лодочку» необходимо заменить направляющее колесо трактора другим, более широким, имеющим выточку по окружности такой глубины, чтобы колесо не касалось слоя ППМ, предварительно засыпанного в разделку.
Режимы однодуговой автоматической двухсторонней сварки стыковых соединений без скоса кромок под флюсом с предварительной засыпкой ППМ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1.1. Требования к сварочным материалам, их маркировке, упаковке, транспортировке и хранению должны соответствовать нормативно-технической документации, приведенной в справочном приложении 1.
1.1.2. Сварочные материалы следует назначать в соответствии с рекомендуемым приложением 2.
1.1.3. Электроды для ручной электродуговой сварки и порошковую проволоку следует прокаливать при режимах, соответствующих указаниям сертификата или паспортным данным.
1.1.5. В качестве порошкообразного присадочного металла (ППМ) следует применять стальную крупку, приготовленную из электродной проволоки диаметрами от 1,2 до 2,0 мм по ГОСТ 2246-78. Длина крупинок не должна превышать диаметра проволоки.
1.1.8. Сварочные материалы следует выдавать на рабочее место и количестве, необходимом для односменной работы, и хранить в условиях, предохраняющих их от воздействия влаги, повреждений и не допускающих смешивания различных марок.
1.2. Сварочное оборудование и оснастка
1.2.2. Комплектацию сварочных постов источниками питания следует осуществлять согласно табл.1 справочного приложения 3.
1.2.5. Одностороннюю автоматическую сварку с обратным формированием шва следует выполнять с использованием оборудования и специальных формирующих устройств - флюсо-медная подкладка с плоской поверхностью медной пластины, медная подкладка с канавкой, медный ползун, перемещающийся со сварочным трактором и др., обеспечивающих удовлетворительное формирование шва.
Одностороннюю автоматическую сварку с формированием обратной стороны шва на флюсо-медной подкладке с плоской поверхностью медной пластины следует выполнять с использованием стенда, отвечающего следующем требованиям:
- конструкция стенда должна обеспечивать плотное, равномерное прижатие флюсо-медной подкладки к свариваемым кромкам листов посредством гидравлических или пневматических прижимов, а также удержание стыкуемых кромок листов от смещения;
- медная подкладка должна иметь плоскую рабочую поверхность с параметром шероховатости поверхности Rz 80 по ГОСТ 2789-73 и состоять из отдельных секций длиной не более 300 мм, шириной не менее 100 мм и толщиной не менее 20 мм;
- зазоры в стыках между секциями медной подкладки не должны превышать 1,0 мм.
1.2.6. При сварке в защитные газах в комплект оборудования сварочного поста должна входить аппаратура для регулирования давления и расхода газа, осушки и подогрева. При сварке в смеси газов в комплект сварочного поста следует дополнительно включать смеситель газов.
1.2.7. Оборудование для контактной точечной сварки следует подбирать по основным технологическим параметрам, толщине свариваемого металла, сварочному току и усилию на электродах согласно табл.2 справочного приложения 3.
1.3. Конструктивные элементы кромок и размеры выполненных швов
1.3.1. Конструктивные элементы кромок и размеры выполненных швов должны соответствовать требованиям государственных стандартов, перечисленных в справочном приложении 4, и требованиям проекта.
1.3.2. Конструктивные элементы кромок и размеры выполненных швов при автоматической сварке под флюсом с ППМ, автоматической односторонней сварке на флюсо-медной подкладке с плоской поверхностью медной пластины и автоматической двухдуговой сварке под флюсом следует назначать соответственно с табл. 1-3.
1.4. Подготовка под сварку кромок и поверхностей свариваемых деталей
1.4.2. На подготовленных под сварку кромках и поверхностях не допускается наличие влаги, ржавчины, окалины, масла, краски и других загрязнений.
Конструктивные элементы кромок и размеры выполненного шва при автоматической сварке под флюсом с ППМ, мм
подготовленных кромок свариваемых деталей
Конструктивные элементы кромок и размеры выполненного шва при автоматической односторонней сварке на флюсо-медной подкладке с плоской поверхностью медной пластины, мм
Конструктивные элементы кромок и размеры выполненного шва при автоматической двухдуговой сварке под флюсом, мм
1.5. Квалификация сварщиков
1.6. Сварка
1.6.1. Вид сварки следует назначать с учетом его технико-экономических показателей, номенклатуры изделий и подготовленности производства.
1.6.3. Контроль за выполнением технологического процесса сварки должен осуществлять производственный мастер, представители отдела главного сварщика и отдела технического контроля.
1.6.4. При двусторонней сварке первый шов следует выполнять со стороны, противоположной прихваткам. Допускается производить сварку со стороны наложения прихваток, если по условиям сборки прихватки необходимы со стороны наложения первого шва.
1.6.5. При сварке пересекающихся стыков для уменьшения высоты усиления шва и обеспечения провара шов, выполненный первым, в месте пересечения следует удалить до получения заданной формы разделки кромок; при сварке без разделки кромок следует снять усиление на длине не менее 30 мм.
1.6.6. При многопроходной сварке стыковых соединений не допускается совмещение кратеров в одном поперечном сечении стыка.
1.6.7. Для предотвращения образования трещин в сварных швах в процессе выполнения многопроходных швов следует избегать перерывов в работе до получения шва проектного сечения.
1.6.8. По окончании сварки обрывать дугу следует после заполнения кратера шва. При ручной дуговой сварке, полуавтоматической сварке в защитном газе и самозащитной порошковой проволокой стыковых, угловых и тавровых соединений с разделкой кромок кратер первого прохода шва необходимо выводить на кромку основного металла, подвергаемую при последующих проходах переплавлению.
1.6.10. При полуавтоматической сварке в защитном газе и ручной дуговой сварке для снижения сварочных напряжений и деформаций необходимо применять следующие способы выполнения швов:
- сварку металла толщиной менее 25 мм при небольшой длине шва (от 250 до 300 мм) выполнять "на проход" (черт. 1, а); при средней длине (от 300 до 1000 мм) сварку выполнять от середины к концам (см. черт. 1, б) и при большой длине (более 1000 мм) - обратно-ступенчатым способом (см. черт. 1, в). Многопроходные швы большой протяженности следует выполнять слоями обратно-ступенчатым способом, при этом общее направление сварки в каждом последующем слое необходимо изменять на противоположное;
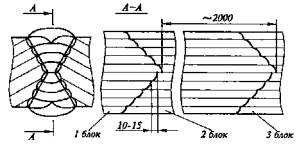
- сварку металла толщиной свыше 25 мм выполнять "горкой" (черт.2, а) или "каскадом" (см. черт.2, б). Сварку швов стыковых и тавровых соединений большой протяженности следует производить "блоками" согласно черт. 3, при этом длина блока не должна быть более 2000 мм. Сварку всех блоков по длине необходимо осуществлять одновременно.
Способы выполнения швов различной протяженности

а - "на проход"; б - от середины к концам; в - обратно-ступенчатый;
1, 2, 3, 4 - последовательность сварки ступеней
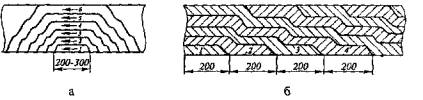
а - "горкой"; б - "каскадом" (1, 2 - номера секций)
а, б - вариант стальных технологических планок; в - вариант применения ППМ
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИИ СВАРКИ
2.1. Автоматическая сварка под флюсом
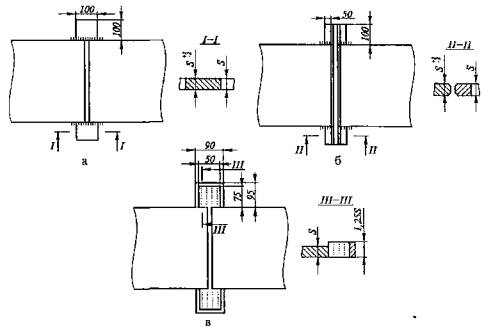
2.1.1. При двусторонней автоматической сварке стыковых соединений на флюсовой подушке начало и конец сварного шва должны выводиться на технологические планки.
2.1.2.При сварке стыковых соединений металла толщиной до 22 мм следует применять одинарные технологические планки (черт. 4, а), при сварке стыковых соединений толщиной свыше 22 мм - двойные технологические планки.
Форма подготовки кромок под сварку на технологических планках при сварке листов толщиной свыше 22 мм должна соответствовать подготовке кромок свариваемых деталей (см. черт. 4, б). Технологические планки должны привариваться к свариваемым деталям сплошным швом.
2.1.3. Автоматическую сварку под флюсом стыковых соединений из сталей класса прочность до С52/40 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки каждого прохода от 6,3 до 75,6 кДж/см включ.
Погонная энергия определяется по формуле:
- погонная энергия одного прохода, кДж/см;
- напряжение на дуге, В;
- сварочный ток, А;
- скорость сварки, см/с.
Режимы сварки приведены в табл.1 рекомендуемого приложения 5.
2.1.4. Автоматическую сварку под флюсом стыковых соединений из сталей класса прочности С60/45 и выше, а также конструкций северного исполнения из низколегированных сталей следует выполнять на режимах, обеспечивающих погонную энергию каждого прохода от 12,6 до 42,0 кДж/см включ.
Режимы сварки приведены в табл.2 рекомендуемого приложения 5 .
2.1.5. Двустороннюю автоматическую сварку под флюсом с ППМ стыковых соединений следует выполнять с соблюдением следующих условий:
- для предупреждения просыпания ППМ необходимо подкладывать металлический лист. Допускается применение флюсовой подушки;
- сварку с ППМ стыковых соединений следует осуществлять с двух сторон, выполняя по одному проходу с каждой стороны. При сварке второго прохода засыпка ППМ не требуется;
- зазор между свариваемыми кромками необходимо заполнять ППМ заподлицо с поверхностью свариваемых элементов с предварительным фиксированием их прихватками;
- начало и конец шва следует выводить на технологические планки (см. черт. 4, б), форма разделки кромок которых должна повторять форму разделки кромок сварного соединения.
2.1.6. Автоматическую сварку под флюсом с ППМ сталей класса прочности до С60/45 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки каждого прохода от 25,2 до 84,0 кДж/см включительно.
Режимы сварки приведены в табл.3 рекомендуемого приложения 5 .
2.1.7. Одностороннюю автоматическую сварку стыковых соединений с обратным формированием шва на флюсо-медной подкладке с плоской поверхностью медной пластины следует выполнять с соблюдением следующих условий:
- размер зерен флюса, засыпанных на флюсо-медную подкладку, должен находиться в пределах от 0,35 до 1,60 мм включ. (просев через сетку 1,600 и остаток на сетке № 0,335 по ГОСТ 3584-73);
- сварку стали толщиной от 18 до 25 мм производить с предварительной засыпкой ППМ в разделку кромок свариваемых элементов;
- с целью предупреждения образования концевых трещин и вывода кратера за пределы стыка следует использовать специальные выводные скобы с засыпанным в них ППМ (см. черт. 4, в). Слой ППМ в скобе должен превышать толщину свариваемых листов не менее чем на 25 %. Выводные скобы следует изготовлять из меди; допускается применение стальных скоб.
2.1.8. Одностороннюю автоматическую сварку под флюсом с использованием флюсо-медной подкладки сталей класса прочности до С52/40 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки прохода от 8,4 до 84,0 кДж/см включ.
Режимы сварки приведены в табл. 4 рекомендуемого приложения 5 .
2.1.9. Двухдуговую двустороннюю сварку стыковых соединений на флюсовой подушке следует выполнять с соблюдением следующих условий:
- сварку первого прохода необходимо производить на флюсовой подушке;
- процесс двухдуговой сварки стыковых соединений следует начинать с возбуждения первой дуги, вторая дуга подключается после перемещения сварочного автомата на величину межэлектродного расстояния. Для прекращения сварки следует выключить первую дугу и после того, как сварочный автомат переместится на межэлектродное расстояние, выключить вторую дугу. Для заварки кратера в конце шва рекомендуется остановить сварочный автомат перед выключением второй дуги;
- в процессе выполнения двухдуговой сварки при случайном перерыве в работе сварку необходимо возобновить с перекрытием шва на 150-200 мм после очистки концевого участка и кратера от шлака, начало и конец сварного шва следует выводить на технологические планки (см. черт. 4, а, б).
2.1.10. Двухдуговую автоматическую сварку под флюсом стыковых соединений сталей класса прочности до С46/33 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки одного прохода от 25,2 до 92,4 кДж/см включ.
Режимы сварки приведены в табл.5 рекомендуемого приложения 5 .
2.1.11. Автоматическую сварку под флюсом стыковых соединений цилиндрических конструкций следует выполнять с соблюдением дополнительных условий:
- сначала осуществлять сварку на флюсовой подушке внутренних продольных швов, при этом начало и конец шва вывести на соседние обечайки; далее - заварку внутренних кольцевых швов, затем в той же последовательности - сварку наружных швов;
- при сварке кольцевых швов электрод должен быть смещен па величину от 25 до 60 мм от вертикальной оси изделия в сторону, обратную направлению вращения (величина смещения зависит от диаметра свариваемого изделия);
- сварку кольцевого шва необходимо начинать на расстоянии не менее 150 мм от предварительно заваренного продольного шва;
- перед заваркой места встречи конца и начала кольцевого шва необходимо очистить шлак с начального участка шва.
2.1.12. Для обеспечения полного провара стенки при сварке тавровых соединений в лодочку сварное соединение с разделкой кромок и электродную проволоку следует располагать в соответствии с черт. 5, а, а сварное соединение без разделки кромок - с черт. 5, б.
Для получение катета заданной величины без обеспечения полного провара стенки сварное соединение и электродную проволоку следует располагать в соответствии с черт. 5, в.
Режимы автоматической сварки тавровых соединений с обеспечением катета требуемой величины или полного провара стенки приведены в табл.6 рекомендуемого приложения 5 .
Режимы автоматической двухдуговой сварки тавровых соединений с обеспечением катета требуемой величины или полного провара стенки приведены в табл.7 рекомендуемого приложения 5 .
а - сварка с полным проплавлением стенки с разделкой кромок;
б - сварка с полным проплавлением стенки без разделки кромок;
в - сварка без полного провара стенки
а - при однодуговой сварке; б - при двухдуговой сварке
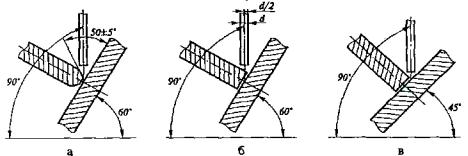
2.1.13. Автоматическую сварку швов тавровых соединений в угол следует выполнять проволокой диаметрами от 2 до 3 мм.
Расположение электрода при однодуговой автоматической сварке в угол должно соответствовать указаниям черт.6, а, а при двухдуговой - черт.6, б.
Режимы автоматической сварки под флюсом в угол с полным проваром стенки приведены в табл.8 и 9 рекомендуемого приложения 5 .
2.2. Полуавтоматическая сварка в защитном газе и самозащитной порошковой проволокой
2.2.1. Режимы полуавтоматической сварки в защитном газе самозащитной порошковой проволокой следует назначать в зависимости от толщины свариваемого металла, диаметра сварочной проволоки и положения шва в пространстве.
Режимы сварки проволокой сплошного сечения диаметром от 1,2 до 2,0 мм и порошковой проволокой диаметром 2,2 мм приведены в табл. 10-13 рекомендуемого приложения 5 .
Режимы сварки самозащитной порошковой проволокой приведены в табл. 14-16 рекомендуемого приложения 5 .
2.2.2. Расход защитного газа следует назначать в зависимости от диаметра сварочной проволоки и величины сварочного тока в соответствии с табл. 4. При сварке на сквозняке расход защитного газа необходимо увеличить в 1,5 раза.
2.2.3. При сварке в защитном газе перед возбуждением сварочной дуги следует обдуть место сварки защитным газом для вытеснения воздуха из зоны сварки с целью предупреждения образования пор в начале шва.
Читайте также: