Резистор на сварочный аппарат
Обновлено: 30.06.2024
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 - датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис.2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке "родного" транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл "доработку" - вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Способы регулировки сварочного тока
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.

Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков

При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
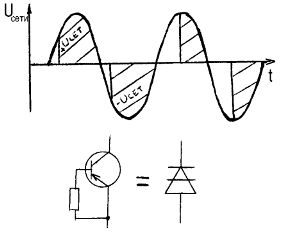
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
Как сделать простой регулятор тока для сварочного трансформатора

Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант - еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело - цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы - широко известный тиристорный регулятор, схема которого изображена на рис.1.
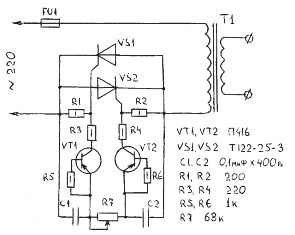
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе - работает не иначе, как "часы".
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.

Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
12W51rj резистор параметры чем заменить
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН

Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.

Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.

три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.

Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.

Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
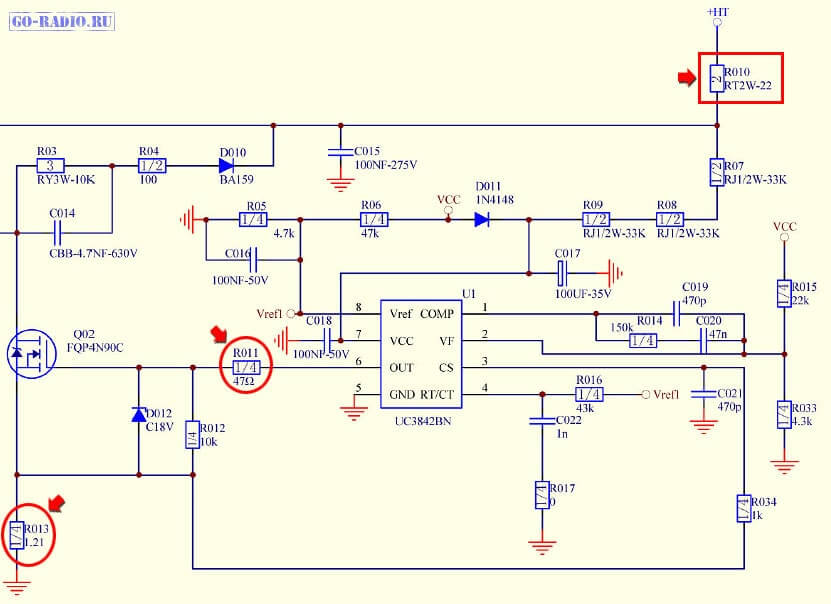
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.

Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких "признаков жизни".
В итоге имеем кучу "мелочёвки", которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.

Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема "Ресанта САИ-250ПН".

Резистор можно заменить только на другой резистор, поэтому ниже описали различные виды резисторов.
| Виды резисторов | Описание |
| Выводные | Выводные – применяются для монтажа сквозь печатную плату. Они отличаются наличием радиально или аксиально расположенных выводов (ножками). |
Такие резисторы можно встретить в старой технике, которую изготавливали 20 и более лет назад. Сейчас их применяют в простых устройствах и в случаях, когда использование SMD резистора невозможно.
Выводные резисторы бывают:
- Проволочные – резисторный компонент представляет собой проволоку, намотанную на сердечник. Проволока используется с низким температурным коэффициентом.
- Металлопленочные, композитные – в качестве резисторного компонента используется пленка из металлического сплава.
Основными материалами для резисторного компонента являются:
- манганин;
- константан;
- нихром;
- никелин;
- металлодиэлектрики;
- оксиды металлов;
- углерод.
Это самый простой и доступный вариант в автоматизированных линиях, к тому же такой элемент значительно экономит место на плате.
Может использоваться как резистор отопителя. Если планируется ремонт какой-либо электротехники, например микроволновой печки, нужно учитывать, что заменить резистор можно только резистором.
- тонкопленочные;
- толстопленочные.
- Постоянные.
- Переменные.
- Нелинейные.
- Общего.
- Специального.
Самый востребованный элемент для электротехники – это резистор. Он позволяет ограничивать ток, делить напряжение, создавать цепи обратной связи. Без использования резистора нельзя представить ни одну схему.
Если нужно найти способ чем заменить резистор, то лучше не искать аналоги, поскольку идеальной альтернативой будет лишь другой резистор.
Что такое резистор
Резистор (сопротивление) относится к группе пассивных элементов. С его помощью ток может лишь снижаться, он не способен усиливать сигнал.
Согласно закону Ома и Кирхгофа – протекающее через резистор напряжение может только падать, его величина равна величине протекающего тока, умноженного на величину сопротивления. Такой элемент можно встретить даже в лампочке для продления ее срока эксплуатации.

Основные виды
Резисторы бывают разными, разделены по различным критериям. По методу монтажа они бывают:
По конструкции резисторы бывают:
- постоянными – имеют два вывода, нет возможности изменять напряжения;
- переменными – работают по принципу перемещения бегунка трамблера по резисторному слою;
- нелинейные – сопротивление может меняться под действием температуры, светоизлучения, напряжения, двух величин.
Все резисторы имеют общее и специальное назначение. Если нужно найти, чем заменить резистор, лучше воспользоваться другим таким же элементом.
Специальные бывают следующих видов:
- высокоомные;
- высоковольтные;
- высокочастотные;
- прецизионные и сверхпрецизионные.
Принцип работы резистора
Резисторы устанавливают в электрические цепи, чтобы ограничить протекающий через них ток. Величину напряжения, которое должно упасть, можно рассчитать по закону Ома.
Падение напряжения – это количество Вольт, образующееся на выводах резистора во время протекания тока. Если на резисторе падает напряжение и в это время через него протекает ток, значит, он выделяет тепло, мощность которого можно определить по формуле P=UI или P=U 2 /R=I 2 R.
Во время протекания электрического тока электроны сталкиваются с неоднородной структурой, из-за чего происходит потеря их энергии, которая выделяется в виде тепла.
Количество выделяемого тепла является величиной, которая указывает на сложность протекания тока через резистор и зависит от удельного сопротивления вещества.
Основные характеристики
Чтобы правильно подобрать резистор, нужно изучить его характеристики, к которым относится:
- номинальное сопротивление;
- максимальная рассеиваемая мощность;
- допуск или класс точности.
Зачастую этой информации достаточно чтобы подобрать замену. Если забыть о допустимой мощности, резистор перегорит. Приобретать резисторы можно с большим запасом мощности на 20-30%, но никак не меньше.
Сфера применения резисторов
Чтобы понять, где используются резисторы, нужно рассмотреть несколько примеров.
- Ограничитель тока, например, если нужно подключить светодиод. Необходимо вычитать номинальное рабочее напряжение светодиода из напряжения тока. Затем поделить на номинальный ток через светодиод. Так можно получить номинал ограничительного сопротивления.
- Делитель напряжения, где выходное напряжение можно определить по формуле – Uвых=Uвх(R2/R1+R2).
- Также резистор может использоваться для задания тока транзисторам. Работает по предыдущей схеме ограничителя.
Варианты соединения резисторов
Резисторы можно подключать в электрической цепи различными способами.
- Последовательное. Подключение происходит поочередно, резистор к резистору. В результате получается неразрывная цепь, без каких-либо ответвлений. Ток в каждой точке цепи одинаковый, меняется лишь напряжение. При таком соединении общее сопротивление увеличивается.
- Параллельное. Представляет собой соединение концов резисторов в одной точке A, B. Оно состоит из нескольких параллельно подключенных друг к другу резисторов. Электрический ток между точками распределяется на резисторы, а напряжение остается одинаковым. При таком соединении общее сопротивление снижается.
- Смешанное. Представляет собой цепь, где резисторы подключены одновременно последовательно и параллельно. Все выше сказанное о соединениях подходит и для этого типа. Общее сопротивление рассчитывается по формуле Rобщ=(R1*R2)/(R1+R2).
Такие соединения необходимы, когда во время работы не оказалось резистора с нужным номиналом. Если, например нужен номинал 100Ком:
- можно последовательно соединить 2 резистора по 50Ком;
- параллельно по 200Ком;
- смешано 2 по 70Ком и параллельно к ним 1 на 65Ком.
Найти способ, чем заменить резистор нельзя. Для замены этого элемента нет аналогов. Необходимо найти другой резистор или воспользоваться различными способами их соединения, чтобы получить желаемый результат.
Читайте также: