Роликовый стенд для сварки обечаек
Обновлено: 08.07.2024
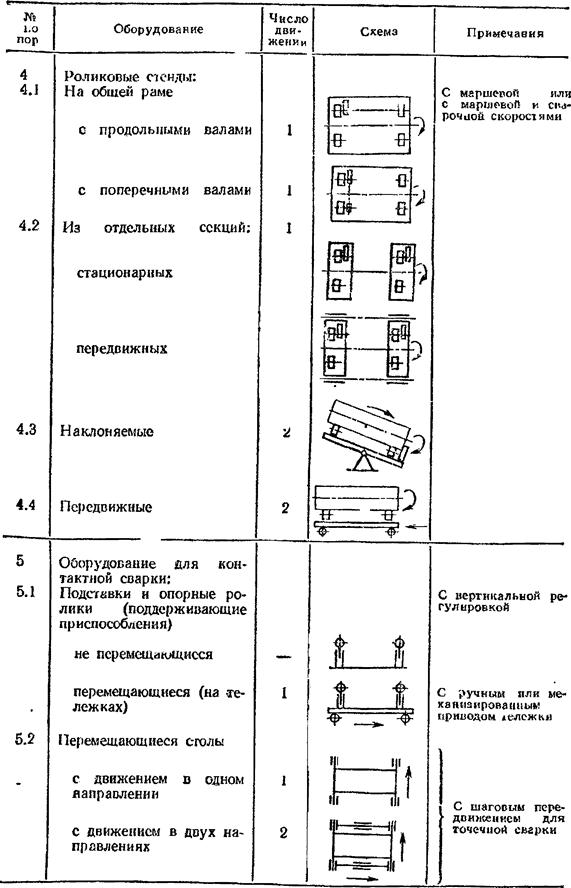
1.Классификацияи назначение роликовых стендов.
2. Оборудование для контактной сварки.
3. Крепежные приспособления.
Роликовые стенды предназначены для вращения цилиндрических, а также конических и сферических изделий с маршевой скоростью с целью их установки в удобное положение для сборки и сварки продольных швов, а также со сварочной скоростью при различных видах сварки кольцевых швов. Роликовые стенды с маршевой скоростью применяют также при отделке и контроле.
Стенды различают по их компоновке и конструкции основных узлов — холостых и приводных роликоопор и секций. В секцию входят две роликоопоры, расположенные по обе стороны от продольной оси стенда, смонтированные на одной раме. Компоновка стендов зависит от массы, размеров и формы вращаемых изделий.
При определении числа опор и расстояния между ними следует руководствоваться следующим. Расстояние А между роликоопорами по ширине стенда определяется в зависимости от диаметра изделия таким образом, чтобы центральный угол α (рис. 90) составлял 55—115°. Расстояние между опорами по длине стенда зависит от необходимого числа опор и длины изделий. Число опор рассчитывают по допускаемой нагрузке на одну опору. Раскладывая вес изделия на радиальные составляющие, получим
где R — радиальная нагрузка на одну опору, кгc (Н); G — вес изделия, кгc (Н); п — число роликоопор стенда; α — центральный угол.
Полученная величина не должна превышать наибольшую допускаемую радиальную нагрузку на роликоопору. При определении числа роликоопор необходимо учитывать также жесткость изделия. Если изделие обладает достаточной прочностью и жесткостью и не возникает опасность его деформации, то следует стремиться максимально увеличить расстояние между опорами и сократить их числе до четырех, так как при этом значительно облегчается обслуживание стенда, возможность доступа к изделию в любом месте, размещение флюсовых подушек и т. д.
Из-за трудности синхронизации приводов, главным образом при сварочной скорости, для вращения изделий на роликовых стендах применяют, как правило, один привод. Число же приводных роликоопор обычно составляет не менее 1/3 общего числа опор. Приводные опоры соединяют между собой валами.
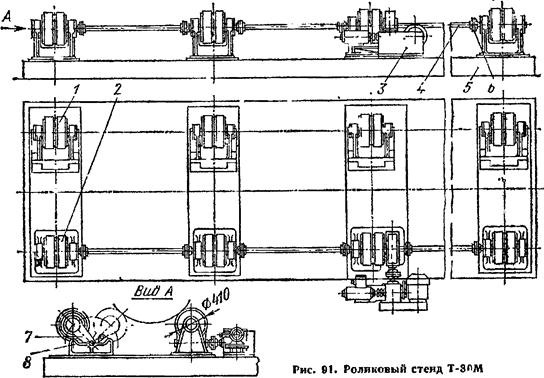
Стенды могут компоноваться из роликоопор, смонтированных на общей раме стенда, либо из отдельных секций. При размещении на общей раме может быть несколько схем расположения, Стенды с приводными роликоопорами, расположенными с одной стороны от продольной оси стенда (с продольными валами), применяют для уравновешенных цилиндрических изделий (с центром тяжести на оси вращения) — см. рис. 91. Эта схема удобна для длинных изделий при необходимости установки большого числа опор. Недостаток схемы - -загромождение рабочего места, затрудненный доступ к изделию, невозможность вращения изделия с выступающими частями. Для таких изделий, а также для изделий с центром тяжести, смещенным от оси вращения, применяют стенды с приводными роликоопорами, расположенными с обеих сторон от продольной оси стенда, соединенными между собой поперечными соединительными валами.
Для вращения изделий конических или цилиндрических ступенчатой формы также применяют стенды без продольных валов, так как роликоопоры, расположенные против сечений изделия с разными диаметрами, должны иметь разную окружную скорость. Расстояния между осями каждой пары роликоопор подбирают так, чтобы ось изделия была горизонтальна.
Роликоопоры могут быть одинарными, перекидными, балансирными, приводные роликоопоры могут, быть объединены с редуктором привода. Секции роликового стенда могут быть стационарные и передвижные.
На рис. 91 изображен роликовый стенд на общей раме Т-30М для изделий массой до 10 т и диаметром 300 – 4000 мм. Стенд состоит из пяти приводных роликоопор 2, пяти холостых перекидных роликоопор 1 с рычагами 7 и фиксаторами в, привода 3 типа Р-994. Приводные роликоопоры соединены продольными валами 4 и муфтами 6 и вместе с холостыми опорами смонтированы на раме 5. Одна из приводных роликоопор смонтирована совместно с червячным редуктором, через который передается вращение от привода. Остальные приводы роликоопоры — безредукторные. Расстояние между роликоопорами выбирают в зависимости от длины и диаметра изделия и в соответствии с этим определяют длину соединительных валов и размеры монтажной рамы.
В настоящее время чаще применяют стенды, состоящие из отдельных унифицированных секций, применение которых в разных сочетаниях позволяет монтировать в производственных условиях стенды для изделий различной массы, размеров и формы.
Рассмотрим устройство основных частей стенда.
В холостых неперекидных опорах ролик сидит на оси, вращающейся в подшипниках, закрепленных в стойке. В стенде на рис. 91 применены перекидные роликоопоры, позволяющие изменять поперечное расстояние между осями роликов, что расширяет диапазон свариваемых на стенде изделий. В этих роликоопорах подшипники закреплены не в стойке, а на рычаге 7, который может устанавливаться в двух положениях. При расположении ролика ближе к оси стенда (для изделий меньшего диаметра) рычаг закрепляется на стойке опоры специальным фиксатором 8. При расположении дальше от стенда (как изображено на рис. 91) рычаг не закрепляется, а прижимается к стойке массой изделия.
Роликоопоры балансирного типа имеют большую грузоподъемность благодаря увеличению в 2 раза числа роликов в одной опоре (рис. 92). Кроме того, эти опоры обеспечивают и больший диапазон диаметров свариваемых изделий без перестановки опор, а также уменьшают давление на стенки изделия, что важно при сварке тонкостенных обечаек. Стенды из балансирных роликоопор предназначены для вращения изделий массой до 60 т и диаметром 350—6000 мм. Для увеличения сцепления с изделием во избежание пробуксовки ролики сварочных стендов снабжены резиновыми шинами.
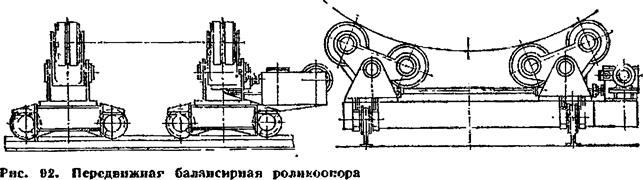
При необходимости частой переналадки стенда применяют передвижные секции на колесах (рис. 92) или на направляющих рельсах. Для сборочных работ применяют стенды, состоящие из длинных трубчатых металлических роликоопор. Такие стенды хорошо обеспечивают соосность собираемых обечаек. Подобные роликоопоры применены в стендах, описанных в § 6 гл. III.
Стенды, предназначенные для вращения изделия при автоматической сварке кольцевых, а также продольных швов, оснащены приводом, обеспечивающим вращение со скоростью, необходимой для автоматической сварки, а также с маршевой (установочной) скоростью.
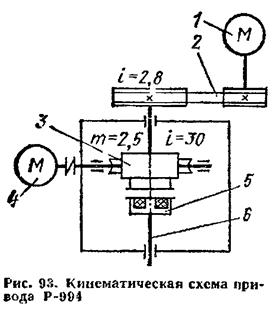
Примером такого привода может служить привод Р-994 (рис. 93), состоящий из асинхронного электродвигателя 1, клиноременной передачи 2, электродвигателя постоянного тока 4, червячной передачи 3 и электромагнитной муфты 5. При необходимости вращения с маршевой скоростью включается электродвигатель 7, и движение через клиноременную передачу передается непосредственно на выходной вал 6, вращающийся с частотой 500 об/мин. В это время, электродвигатель 4 и муфта 5 выключены, и червячное колесе передачи 2 свободно сидит па валу 6. Для получения сварочной скорости включаются электродвигатель 4 и муфта 5, соединяющая червячное колесо с валом. Электродвигатель 7 в это время вращается вхолостую.
Скорость вращения плавно регулируется в диапазоне 15— 60 об/мин (на выходном валу) с помощью привода с магнитным усилителем. Управление приводами и электромагнитной муфтой — дистанционное. Привод обеспечивает сварочную скорость 19 — 77 м/ч, маршевую 13 м/мин (в сочетании с редукторными роликоопорами стенда Т-30М). Стабильность скорости в пределах 10%.
Для сварки угловых швов «в лодочку» применяют наклоняемые роликовые стенды, имеющие два движения — кройте вращения, еще и наклон. Они пригодны для сравнительно коротких изделий и имеют наклон до 45°. Для удержания изделия при наклоне стенды оборудованы специальными упорными роликами, расположенными с торцевой стороны изделия.
При необходимости перемещения изделия вдоль оси стенда применяют передвижные роликовые стенды — на тележках. Холостые роликоопоры используют в качестве дополнительных поддерживающих устройств — люнетов при установке и «ращении изделий на горизонтальных вращателях.
Пример. Подобрать роликовый стенд для уравновешенного цилиндрического изделия диаметром 2000 мм, длиной 4000 мм, массой 3000 кг.
1. Принимаем минимальное число роликоопор 4. При этом на каждую роликоопору приходится нагрузка 3000/4 = 750 кгс (7,5 кН). По ГОСТ 21327—75 выбираем роликоопору диаметром 320 мм с допустимой радиальной нагрузкой до 1000 кгс (10 кН). Принимаем центральный угол α = 60° (рис. 91). при этом расстояние между опорами А равно 1200 мм.
2. Проверяем действительную радиальную нагрузку на опоры по формуле(31):
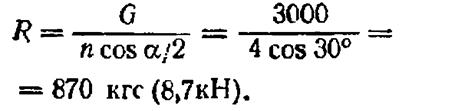
Таким образом, действительная нагрузка меньше допустимой.
2.Оборудование для контактной сварки. Для установки и перемещения изделий при контактной сварке подвесными клещами и пистолетами применяют простейшие приспособления типа подставок, тележек и т. д., либо универсальные средства — позиционеры и кантователи. В крупносерийном производстве для этой цели используют обычно специальные приспособления и стенды.
Для сварки на контактных машинах также широко применяют всевозможные простые поддерживающие приспособления — подставки, опорные ролики, тележки. В единичном и мелкосерийном производстве для легких изделий используют приспособления без перемещения —подставки и опорные ролики, или с ручным перемещением - на тележках. Эти устройства, как правило, имеют возможность вертикального перемещения для выравнивания изделия относительно электродов сварочной машины. На рис. 94 изображено простейшее приспособление для шовной сварки продольных стыков обечаек, состоящее из поворотной, консоли 1 с поддерживающими роликами 2, закрепленной на контактной машине 3 с помощью подъемного механизма 4. Рабочая часть роликов выполнена из изоляционных материалов.
В крупносерийном производстве, а также для ввода тяжелых изделий в рабочую зону машины применяют тележки и перемещающиеся столы с механизированным приводом.
Для точечной сварки, помимо простейших приспособлений с ручным перемещением изделия, используют столы с механизированным приводом, обеспечивающие шаговое перемещение изделия для сварки очередной точки. На рис. 95 показан стол для сварки нескольких рядов точек, расположенных в одной плоскости. Стол состоит из двух горизонтальных плит — нижней 1 и верхней 2, расположенных каждая на своих направляющих. Нижняя плита может передвигаться по неподвижным направляющим 3 перпендикулярно фронту сварочной машины 4 от электропривода 9 с помощью электромагнитной муфты и шатунно-кривошипного механизма 10. Верхняя плита может передвигаться вдоль фронта машины от электропривода 7 по направляющим 11 л закрепленным на нижней плите. На валах обоих приводов закреплены диски 5 с набором кулачков 6, взаимодействующих с конечными выключателями 5, связанными с электромагнитными муфтами, благодаря чему обеспечивается остановка плит в нужный момент. Для точной остановки приводы оборудованы тормозами. Электрооборудование стола встроено в электросхему сварочной машины, что обеспечивает их совместную работу по заданной программе.
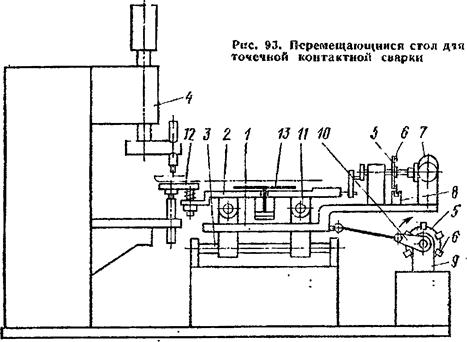
Изделие укладывают на подпружиненные планки 12, соединенные с верхней плитой. После включения приводов изделие вводится в зону сварки. При срабатывании конечных выключателей 8 от кулачков 6 электромагнитные муфты отключают электроприводы плит и изделие останавливается; одновременно включается сварочная машина, производится сварка очередной точки, реле времени сварочной машины включает электропривод верхней или нижней плиты (в зависимости от положения следующей точки) и изделие перемещается на шаг. По окончании сварки последней точки приводы выводят плиту с изделием из зоны сварки и изделие снимается с верхней плиты с помощью съемника 13. Во время сварки верхний электрод машины, нажимая на изделие, опускает его вместе с подпружиненными планками до соприкосновения с нижним електродом.
3.Крепежные приспособления. Приспособления для закрепления изделий при сварке на манипуляторах и вращателях можно разделить на две основные группы самоцентрирующие устройства или патроны и переставные кулачки и прихваты. Патроны предназначены для закрепления тел вращения по окружности и по конструкции аналогичны патронам для токарных станков. Кулачки могут закреплять изделия как снаружи, так и изнутри. Патроны устанавливают на планшайбе или непосредственно на шпинделе манипулятора. Для крепления изделий не только круглой, но и любой формы используют переставные кулачки. На рис. 96, а изображен переставной съемный кулачок, состоящий из ползуна 1, корпуса 2, крепежных болтов 6 с гайками 5, винта 4 и упора 5. При установке кулачка упор 5 входит в гнездо, а головки болтов 6 — в пазы планшайбы.
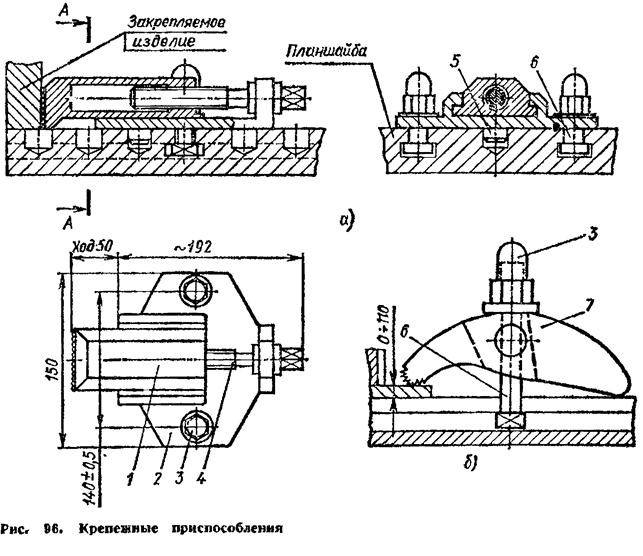
При необходимости центрирования изделия кулачки предварительно устанавливают точно по окружности изделия, затем ползун одного из кулачков отводят, изделие устанавливают прижимают отведенным кулачком к двум остальным. Такие кулачки для манипулятора М-1 имеют ход 75 мм и развивают усилие прижима до 900 кгс (9 кН).
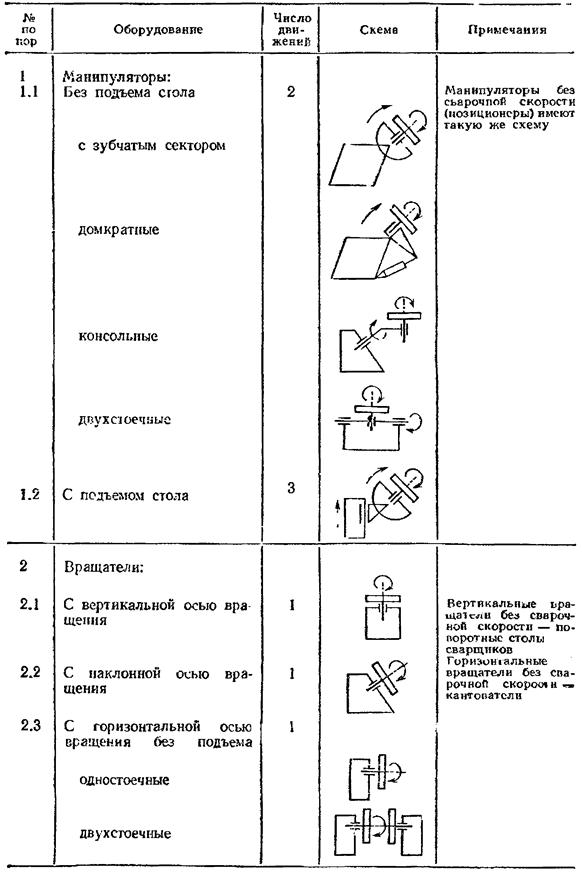
Схемы оборудования для перемещения свариваемых изделий
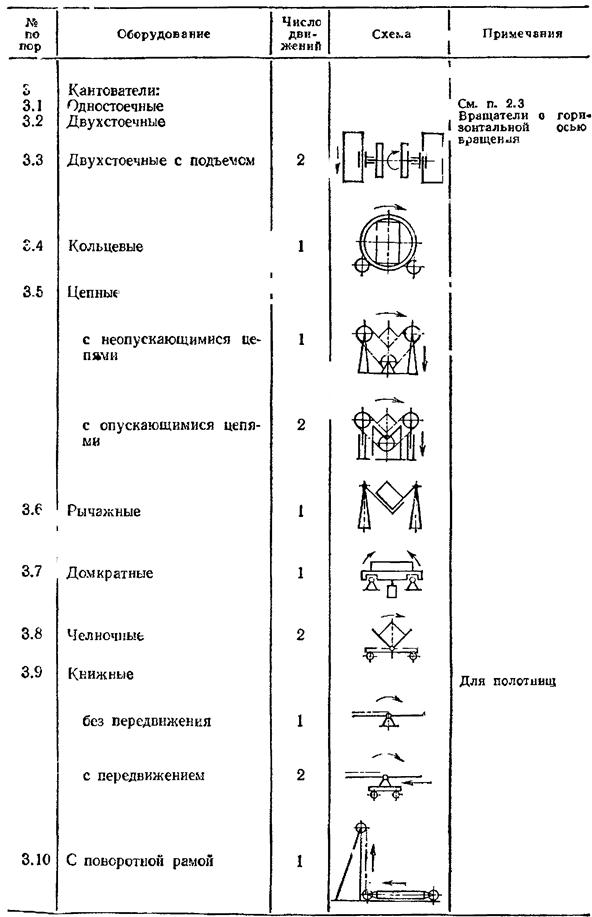
Продолжение табл. 13
Для предохранения резьбы крепежных болтов от сварочных брызг гайки 3 выполнены закрытыми.
Вопросы для самопроверки:
1.Назначение и классификация роликовых стендов.
2.В чем преимущество балансирных роликоопор?
3. Какова основная особенность современных приводов для манипуляторов, вращателей, роликовых стендов?
4.Перечислите основные приспособления для установки и перемещения изделий при контактной сварке.
5.Перечислите основные группы крепежных приспособлений.
Литература:
Базовая:
1.А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
2.М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
3.В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
4.Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование
Сварочные роликовые вращатели
Сварочные роликовые вращатели (опоры) используются для установки цилиндрических изделий в удобное для сварки положение, а также для вращения изделий со сварочной скоростью при полуавтоматической и автоматической сварке внутренних и наружных кольцевых швов под флюсом, в среде защитных газов и при наплавочных работах.
Сварочные роликовые опоры состоят из секций. В комплекте вращателя их может быть две и более. Конструктивно каждая секция представляет собой сварную конструкцию на которой устанавливаются блоки роликоопор.
Секции подразделяются по возможности перемещения на:
- стационарные
- передвижные
по наличию привода на:
- приводные
- неприводные (холостые)
по конструкции роликоопор на:
- с одинарными роликами
- самонастраивающиеся (балансирные, самоустанавливающиеся)
При необходимости перемещения секцию устанавливают на тележку, способную перемещаться по рельсам (рельсовую тележку). Секции могут перемещаться как вручную, так с помощью электропривода. Такое решение облегчает манипуляции роликовыми опорами при стыковке обечаек.
Для вращения роликов, как правило, используется частотно регулируемый привод, состоящий из электродвигателя переменного тока и частотного преобразователя, обеспечивающего плавную бесступенчатую регулировку скорости вращения. Однако в тех случаях, когда требуется высокая мощность в широком диапазоне скоростей, устанавливается двигатель постоянного тока с широтно-импульсным модулятором (преобразователем). Следует иметь в виду, что использование электродвигателей постоянного тока ведёт к значительному удорожанию оборудования.
Обычно на приводной секции оба ролика являются приводными, однако встречаются бюджетные варианты с одним приводным роликом. Такая экономия негативно сказывается на качестве сварки: может снизиться равномерность вращения обечайки, а также увеличиться её смещение вдоль продольной оси.
Для обеспечения автоматических процессов на сварочных роликовых вращателях предусматривается возможность их сопряжения со сварочным оборудованием.
Для вращения длинномерных деталей возможна синхронизация вращения нескольких приводных секций.
При работе с изделиями близких диаметров или с тонкостенными обечайками опоры только на пару роликов может быть недостаточно. В этом случае эффективно использование самонастраивающихся (самоустанавливающихся) сварочных роликоопор (роликовых сварочных вращателей). Охват обечайки четырьмя роликами не только равномерно распределяет усилия, но и облегчает стыковку обечаек.
По типу покрытия и конструкции роликов сварочные роликовые вращатели бывают:
– с металлическими роликами – эти ролики применяются на вращателях большой грузоподъемности (более 100 т), а также при использовании сварочной технологии, предусматривающей нагрев поверхности обечаек
– комбинированными роликами, которые в целях улучшения сцепления с вращаемой деталью состоят из одного центрального обрезиненного диска, покрытого слоем специально резины и двух боковых стальных дисков меньшего диаметр. При нагрузке резина проминается, и изделие ложится на стальные диски
– с покрытыми роликами – специальная резина или полиуретан. В настоящее время все большее распространение получает полиуретановое покрытие, отличающееся высокой прочностью и хорошим сцеплением.
При подборе сварочных роликовых вращателей необходимо учитывать характеристики свариваемого изделия (массу обечаек и всего изделия, характер материала, толщину стенки, наличие выступающих элементов (патрубки, ниппели и др.), а также технологию сварки.
Лекция № 24-25
25 – Оборудование для сборки цилиндрических конструкций.
План:
1. Оборудование для сборки плосколистовых конструкцій.
2. Оборудование для сборки цилиндрических конструкций.
Оборудование для сборки плосколистовых конструкций. При сборке плосколистовых конструкций основной задачей является совмещение кромок собираемых листов в одной плоскости (при сварке встык) или прижатие листов друг к другу (при сварке внахлестку). Это требование определяет собой конструкцию типовых устройств для сборки плосколистовых конструкций — электромагнитных стендов и стендов с передвижными балками и порталами. Все эти устройства имеют прижимы, направленные перпендикулярно плоскости изделия. Иногда устройства оборудуют упорами, обеспечивающими правильное расположение собираемых листов в плане.
Электромагнитные стенды, предназначенные для сборки и сварки листовых полотнищ.
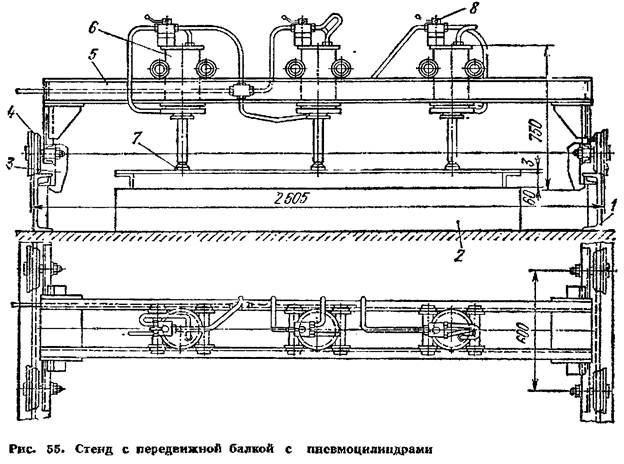
Стенды с передвижными (катучими) балками применяют для сборки листовых полотнищ встык и внахлестку, для установки ребер, накладок и других деталей на листы, для сборки каркасов с листами. Стенды представляют собой стеллажи с направляющими, по которым передвигаются балки. На балках расположены передвижные прижимы с пневмоцилиндрами. На рис. 55 изображен стенд с передвижной балкой, снабженной тремя пневмоприжимами. Стенд состоит из стеллажа 2 с боковыми направляющими 1, по которым на четырех колесах 4 передвигается балка 5, оборудованная тремя передвижными прижимами 7 с пневмоцилиндрами 6. Каждый цилиндр снабжен своим пневмораспределителем 8. Для предотвращения подъема балки во время прижатия имеются захваты 3.
Стенды применяют для листов толщиной 6—8; ширима стендов достигает 15 м, длина зависит от собираемых конструкций. Число прижимов 1—4, усилие каждого прижима 500—1500 кгс (5—15 кН).
Оборудование для сборки цилиндрических конструкций. Сборка цилиндрических конструкций включает в себя три основных операции — сборку продольных стыков обечаек, сборку обечаек по кольцевым стыкам и сборку обечаек с днищами. При сборке продельных стыков необходимо соединить кромки стыка, совместив их в одной касательной плоскости, и выровнять торцовые кромки.
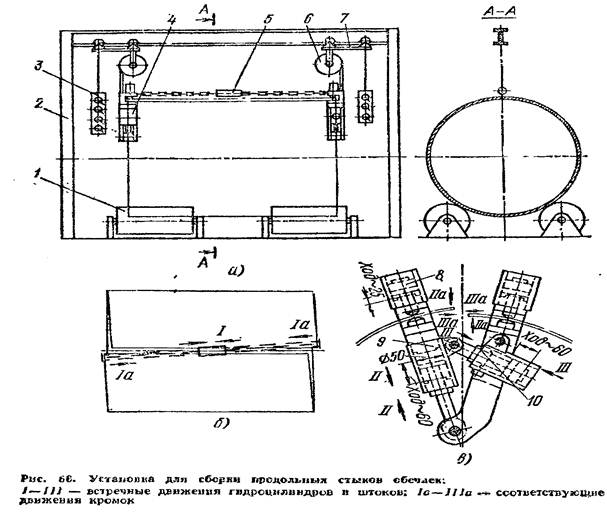
На рис. 56 показана установка для сборки продольных стыков обечаек, состоящая из портальной рамы 2, двух гидравлических стяжек 4 для совмещения и соединения продольных кромок и гидравлической стяжки 5 для выравнивания торцовых кромок, Стяжки 4 с помощью пружинных подвесок 6 закреплены на тележках 7, передвигающихся по рамс 2. На этих же тележках закреплены и панели управления 3. Стяжка 4 (рис. 56, в) по схеме аналогична винтовой (см. рис. 50). Винты заменены гидроцилиндрами — двумя зажимными 3, одним выравнивающим 9 и одним стягивающим 10.
Стяжка 5 для торцовых кромок представляет собой гидроцилиндр с двумя цепями, на концах которых имеются крючки, зацепляющиеся за кромки обечайки. Во время сборки обечайка находится на роликоопорах 7, на которые она попадает по наклонному стеллажу. Перед сборкой обечайку поворачивают па роликоопорах стыком вверх и стяжкой 5. выравнивают торцовые кромки в плоскости, перпендикулярной к продольной оси обечайка (рис. 56, б). После этого кромки обечайки соединяют стяжками 4 (рис .56, в) и прихватывают дуговой сваркой, начиная с середины стыка. Собранная обечайка снимается с роликоопор специальным пневматическим выталкивателем.
Установку используют для обечаек диаметром 0,5—1,5 м, длиной до 2,1 м с толщиной стенки до 16 мм. Цилиндры стяжек развивают усилие до 1200 кгс (12 кН) при давлении масла до 60 кгс/см 2 (6 МПа).
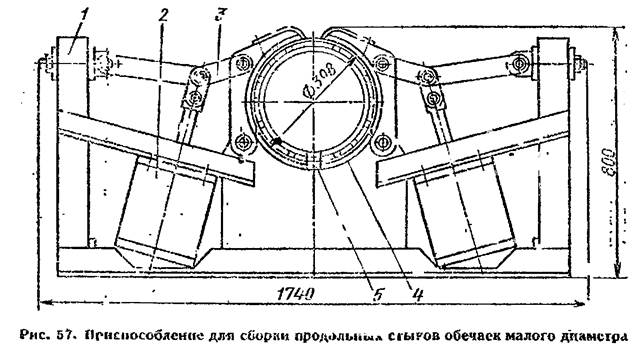
При сборке продольных стыков небольших обечаек абсолютная величина несовпадения торцов обычно невелика, поэтому достаточно совместить и соединить кромки стыка. Эту операцию выполняют на приспособлении, показанном на рис. 57. На сварном каркасе 7 приспособления размещены два рычажных прижима 3 с пневмоцилиндрами 2 и опорный ложемент 4, на который укладывается обечайка. 3 осевом направлении положение обечайки определяется торцовым упором 5. При подаче воздуха прижимы с обеих сторон обжимают обечайку по наружному диаметру, соединяя кромки продольного стыка. Обечайка прижимается к деталям, расположенным внутри нее (например, к дискам). На этом же приспособлении можно выполнять сварку, так как прижимы расположены сбоку и продольный стык остается открытым. Приспособление применено для обечаек диаметром 398 мм, длиной 320 мм, с толщиной стенки 5 мм.
При сборке обечаек по кольцевым стыкам необходимо прижать обечайки друг к другу, совместив их торцовые кромки по всей окружности. В соответствии с этими основными элементами оборудования для сборки кольцевых стыков должны быть осевые и радиальные прижимы.
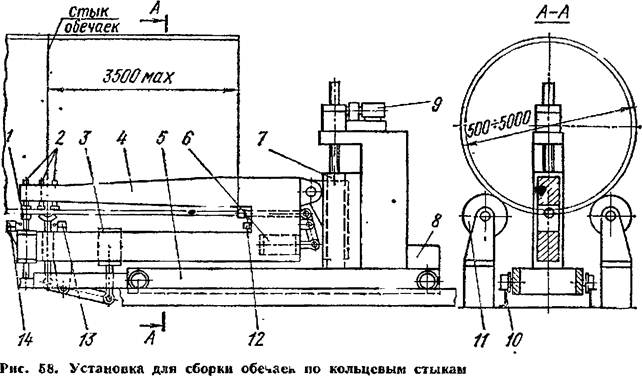
Установка для сборки обечаек по кольцевым стыкам представляет собой тележку 5 со скобой 4, передвигающуюся по рельсам 10, проложенным между роликоопорами 11, на которых размещены собираемые обечайки (рис. 58). На скобе закреплены три пневмоцилиндра: передний 1, средний 3 и задний б. Штоки пневмоцилиндров связаны с прижимами. Шток переднего пневмоцилиндра заканчивается прижимной пятой, г штоки среднего и заднего пневмоцилиндров соединены с прижимами рычажными передачами, что увеличивает прижимное усилие в несколько раз по сравнению с усилием, развиваемым пневмоцилиндрами. На верхней части скобы, против прижимов переднего и среднего пневмоцилиндров, размещены три регулируемых винтовых упора 2. Скоба может подниматься и опускаться в пределах 0,45 м с помощью электропривода 9 по направляющим 7, закрепленным на тележке. Тележка передвигается по рельсам электроприводом 8.
В исходном положении воздух выключен и давления во всех пневмоцилиндрах нет. При этом шток переднего пневмоцилиндра своим нижним концом опирается на тележку, а конец скобы под действием собственного веса опускается до упора верхней крышки переднего пневмоцилиндра в поршень. Прижим среднего пневмоцилиндра под действием веса поршня находится вверху, а прижим заднего — в крайнем правом положении. В начале работы механизмом подъема скоба устанавливается на таком уровне, чтобы упоры 2 были на 15—20 мм выше нижней стенки обечайки. Затем воздух подается в верхнюю полость переднего пневмоцилиндра и передний конец скобы поднимается.
Одновременно воздух подается в нижнюю полость среднего пневмоцилиндра н средний прижим опускается. В таком положении тележка заводы скобу внутрь обечайки, лежащей на роликоопорах установки, до тех пор, пока кольцевой стык не окажется над средним прижимом (между вторым и третьим верхними упорами). Теперь воздух подается в нижнюю полость переднего пневмоцилиндра, вначале передний конец скобы опускается, пока передний верхний упор не опустится на нижнюю стенку левой обечайки, после чего поршень поднимается и зажимает левую обечайку между передними прижимом и упором. Затем последовательно включаются задний пневмоцилиндр, прижимающий правую обечайку к левой, и средний, прижимающий кромки обеих обечаек к верхним упорам, предварительно отрегулированным на необходимую высоту.
После выравнивания кромок обечаек производится прихватка, затем пневмоцилиндры переключаются и все прижимы отводятся от обечаек. При впуске воздуха в верхнюю полость переднего пневмоцилиндра сначала отходит его прижим (до упора нижним концом штока в тележку), после этого поршень останавливается и от давления воздуха в верхнюю крышку начинает подниматься сам пневмо* цилиндр, поворачивая скобу с упорами 2, отходящими от обечаек. Освобожденные обечайки поворачиваются на роликовом стенде и происходят подгонка и прихватка в соседнем месте стыка. После сборки стыка тележка со скобой откатывается, на стенд устанавливается новая обечайка, и цикл повторяется.
Управление пневмоцилиндрами осуществляется с кнопочной станции электропневмораспределителями. В исходных положениях пневмоцилиндры отключаются конечными выключателями 12—14.
На подобных установках собирают сосуды диаметром от 0,5 м (при толщине стенки до 16 мм) до 5 м (при толщине стенки до 50 мм). Длина отдельных обечаек до 3,5 м. Для сборки обечаек с толщиной стенки до 70 мм применяют установки с гидроцилиндрами.
Для обеспечения соосности и совмещения торцовых кромок труб и обечаек при сборке под сварку применяют наружные и внутренние центрирующие приспособления — центраторы. На рис. 59 изображен наружный центратор для труб диаметром 720 мм, состоящий из нескольких наружных 6 и внутренних 5 звеньев, шарнирно соединенных между собой и образующих вместе с крючками 3 замкнутую цепь. На внутренних звеньях укреплены ролики 4, которыми цепь опирается на трубы. Замыкающий шарнир представляет собой крестовину 2 с натяжным винтом 1. При сборке раскрытая цепь центратора подводится под трубу, на цапфы крестовины надеваются крючки. При этом пластины цепи располагаются симметрично по обеим сторонам от плоскости стыка. Затем цепь натягивается винтом 1, а ролики 4 совмещают кромки обеих труб. После прихватки центратор снимают и трубы сваривают. Аналогичные конструкции разработаны для труб с наружным диаметром 820, 1020 мм.
Имеются также универсальные центраторы, предназначенные для сборки труб нескольких диаметров, для чего наружные и внутренние звенья сделаны составными с регулируемой длиной. Для труб имеется два типа центраторов: диаметром 478— 820 мм и 920—1420 мм. Недостаток всех этих центраторов состоит в том, что без прихватки сварка невозможна.
Внутренние центраторы, помещенные внутри обечайки, оставляют стык' открытым снаружи, благодаря чему поселяется возможность не только сборки, но и сварки без предварительной прихватки. Внутренние центраторы применяют, как правило, для сборки и сварки тонкостенных обечаек, когда не требуется больших усилий и возможна сборка сразу всего кольцевого стыка по окружности. При этом обечайки также калибруют для обеспечения их правильной геометрической формы. Внутренние центраторы обычно служат вспомогательными устройствами при сборке и сварке обечаек на стендах и установках.
На рис. 60, а показан центратор (патрон) для разжима и закрепления небольшого изделия во время сборки и сварки на специальном станке. Изделие (рис. 60, 6) состоит из трех деталей — обечайки 10, кольца 11 и донышка 12. Патрон состоит из четырех сборных секторов 5, сидящих на скользящей шпонке шпинделя 7 станка н двух конусов — переднего 2 и заднего 5. Передний конус жестко закреплен на конце штока 6 пневмоцилиндра 8. Шток проходит внутри шпинделя 7, на котором укреплен задний коте. Воздух к пневмоцилиндру подводится через воздушную муфту 9. На поверхности сборных секторов укреплены медные пластины — кольцевые 1 и продольная 4, служащие подкладками при сварке. Форма и расположение пластин соответствуют конфигурации свариваемых швов.
Обечайка с кольцом надевается на сжатые секторы патрона. К обечайке подводится донышко и при подаче воздуха передний конус, перемещаясь со штоком, раздвигает секторы и прижимает обечайку к донышку и кольцу. Затем производится сварка продольного и двух кольцевых швов, после чего шток перемещается в другую сторону. При этом конусы сдвигают секторы к центру и освобожденное изделие снимается с патрона. Все внутренние центраторы предназначены для изделия одного диаметра, равного диаметру секторов.
1.Назначение оборудования для сборки плосколистовых конструкцій.
2.Назначение оборудования для сборки цилиндрических конструкций.
3.
1. А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
2. М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
3. В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
4. Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
5. Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование»;
Приспособления для сборки металлоконструкций. Сборка обечаек.

Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
По степени подвижности приспособления разделяются на:
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис. 1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке. Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.
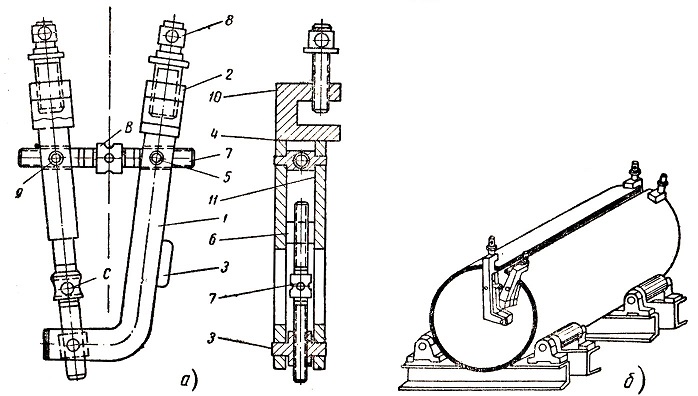
Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.
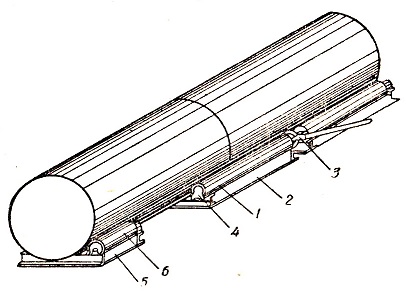
Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты. Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом. В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.
При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений. Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений. Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке. Затем готовые блоки поднимаются к месту установки. Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
Читайте также: