Рубильник для сварочного поста
Обновлено: 02.07.2024
Рабочее место сварщика - это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.

Рис. 20. Сварочный пост для ручной сварки: 1 - сеть
электрического питания; 2 - рубильник или магнитный пускатель; 3 - источник питания; 4 - сварочные провода; 5 - электрододержатель; 6 - зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель - приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа - для тока до 125 А; II типа - для тока 125—315 A; III типа - для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
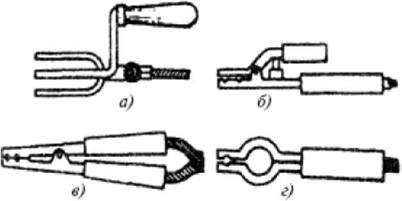
Рис. 21. Типы электрододержателей: а - вилочный; б - 111игатовый; в - завода «Электрик»; г - с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52x102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А - №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов - на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А - № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Организация сварочного поста
Сварка относится к категории работ повышенной опасности. Поэтому для ее выполнения обустраивают сварочный пост. Это небольшая зона, которая размещается внутри или вне помещения. В зависимости от вида работы пост оснащается соответствующим оборудованием и инструментами.

Виды сварочных постов
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.

Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Организация газосварочного поста
Основной комплект оборудования газового поста состоит из следующих элементов:
- генератора ацетилена или баллона со сжиженным метаном, пропаном или бутаном;
- баллона с кислородом;
- горелки;
- шлангов, редукторов для регулирования давления кислорода и газа, контрольных манометров.
На передвижном посту обустраивают место с креплениями для установки баллонов. Двухколесную тележку для перемещения оборудования делают из труб. После прибытия к месту работы оператор раскручивает шланги на требуемую длину, открывает вентили на баллонах, приступает к сварке.

Стационарный газосварочного пост оборудуют:
- металлическим столом;
- приточно-вытяжной вентиляцией;
- светильником.
По правилам пожарной безопасности генератор ацетилена необходимо размещать на расстоянии не меньше 10 м от места проведения сварочных работ. Для хранения газовых баллонов должно быть выделено помещение или вместительный металлический шкаф с замками. Их переносят на пост к началу сварочных работ.
Требования к сварочным постам
При организации сварочного рабочего места необходимо выполнять не только требования техники безопасности, но также соблюдать санитарные нормы. Чтобы были хорошо видны мелкие детали, нужно обеспечить освещенность не ниже 80 лк с условием, что свет не будет раздражать глаза. Светильники размещают так, чтобы на рабочем столе не было теней.
Поскольку при сварке выделяются вредные для здоровья газы, организация вентиляции должна быть выполнена в строгом соответствии со всеми требованиями. По санитарным нормам вытяжка должна действовать на территории радиусом 4 м, обеспечивая воздухообмен не меньше 40 мᶾ/час. Если объем сварочных работ невелик эти условия выполнит естественная приточно-вытяжная вентиляция.

В цехах, где одновременно работают несколько сварщиков, устанавливают централизованную приточно-вытяжную систему, к которой подсоединяют каждое рабочее место. Для регулирования интенсивности воздухообмена вентиляционные рукава оснащают заслонками. При работе внутри замкнутого пространства (цистерны, емкости для хранения жидкостей и пр.) приточный воздух подают под маску.
Если на рабочем месте установлено однофазное оборудование, в его составе должен быть осциллятор. Для трехфазного напряжения наличие магнитного контактора обязательно. Если по технологии требуется резка металла нужно выделить место, где будет размещаться режущий инструмент.
Если часто приходится заниматься ремонтом металлических изделий на дому пост для сварочных работ не будет лишним в хозяйстве. Однако, чтобы работа была комфортной и безопасной необходимо выполнение всех требований. Особенно к вентиляции.
Оборудование сварочного поста

Оборудование сварочного поста – это подготовка рабочего места сварщика: установка необходимого оборудования, закупка расходников, обеспечение комфортных условий, а также обязательное соблюдение техники безопасности.
В зависимости от типа сварки отличается и то, как и чем будет оборудоваться сварочный пост. Из нашего материала вы узнаете о наиболее важных нюансах организации места работы сварщика.
Основные принципы оборудования сварочного поста
Сварочным постом является такое рабочее место и пространство, где сварщик может без особого труда выполнять свою работу в комфортных и безопасных условиях, а вся необходимая рабочая оснастка и инструмент, а также расходные материалы всегда находятся в зоне доступа.
При обустройстве сварочного поста должны быть выполнены все правила и нормы охраны труда и пожарной безопасности. Соблюдение таких условий позволяет обеспечить сохранность здоровья специалистов-сварщиков и получать максимальную производственную эффективность. Во время обустройства поста особое значение необходимо придавать соблюдению требований пожарной безопасности. Чтобы выполнить все эти условия в полном объеме, необходимо внимательно изучить специфические особенности разных видов сварочных постов.
По типу оборудования сварочные посты делятся на:
- Газосварочные. Их основное отличие заключается в том, что при расплавлении зоны шва металлических заготовок используется энергия, возникающая при горении газа в специальной горелке. Из-за специфики газосварочных работ рабочий кабинет сварщика должен быть обеспечен местной вытяжной вентиляцией. Все поверхности рабочего стола и предметы, находящиеся на прилегающей к нему территории должны быть изготовлены из негорючих материалов.
- Электросварочные. Работы, связанные с электрической сваркой, являются не менее опасными, чем при газовой. При оборудовании рабочего места сварочного поста, помимо надежной системы вентиляции воздуха, должны быть обеспечены все условия для защиты работника от поражения электрическим током.
Очень важным можно считать тот факт, что какой бы из вышеперечисленных методов сварки или резки металла ни применялся, закрытое рабочее пространство сварщика обязательно должно быть оснащено системой вентилирования помещения. Кроме вытяжки, основное оборудование сварочного поста должно иметь приточную естественную или принудительную подачу свежего воздуха.

В зависимости от назначения, сварочные посты могут быть:
- Стационарными. Представляют собой ограниченное, специально оборудованное для сварки пространство в производственном помещении. Не передвижное рабочее место оборудуют для удобства столом с поворотным механизмом или плитой, ограждают ширмами. Над столом монтируют отсосы, соединенные с вытяжной вентиляцией.
- Передвижными (временными). Представляют собой периодически переносимые конструкции, которые может передвинуть в пределах рабочей площади один человек. Широко используются при сварке крупногабаритных конструкций. Могут применяться как в помещениях (производственных участках, цехах, судостроительных доках и т. п.), так и на открытых площадях (строительных площадках, при монтаже нестандартных крупногабаритных конструкций и т. д.).
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Оборудование стационарного сварочного поста наиболее применимо для сваривания небольших и средних металлических заготовок. Для соединения громоздких конструкций такая разновидность поста не используется. Сварочная кабина, которая в то же время является «стенами» этого участка, изготавливается из металлического оцинкованного листового материала. Такое ограждение очень устойчиво к высоким температурам и ультрафиолетовому излучению.
Большое преимущество оборудования мобильного сварочного поста заключается в том, что создавать для работы какие-нибудь дополнительные условия не нужно. Навес сможет защитить от осадков, а боковые жесткие ширмы – от ветра. В хорошую погоду сварку деталей можно производить без всякой защиты.
Дополнительную сварочную оснастку и инструменты размещают в ящичках инструментальной тумбы, а при необходимости искусственного освещения локально устанавливают осветительные приборы. Оборудование как стационарных, так и передвижных (временных) постов, которое подключается к электросети, должно иметь надежное заземление.
Оборудование сварочных постов для дуговой сварки
При оборудовании стационарного или передвижного сварочного поста для электродуговой сварки необходимо выполнить следующие условия:
- подключить рабочий стол и корпусы оборудования к системе заземления;
- поверхности рабочего стола обеспечить хорошей освещенностью (допускается комбинация из искусственного и естественного света);
- изготовить половое покрытие из огнестойкого материала;
- крышку стола изготовить из чугуна или стали толщиной не менее 20 мм, подсоединить к ней кабель массы;
- стол сварщика оснастить ящиками или карманами для размещения технической документации, электродов, рабочего инструмента и оснастки;
- для проведения сварки сидя оснастить рабочее место табуретом из крепкого изоляционного материала;
- под ноги подстелить резиновый коврик.
При сварке на открытом воздухе для защиты от дождя, снега, солнца рабочее место должно быть обустроено навесом (можно использовать тент из любого водонепроницаемого материала).
1. Оборудование стационарного сварочного поста.

Подобное оборудование представляет собой находящуюся над уровнем пола кабину с открытым верхом. Его применяют для сварки деталей средних и маленьких и размеров, для крупногабаритных металлоконструкций оно не применяется. Стены кабины обычно изготавливают из листовых металлов, которые впоследствии красят цинкосодержащими красками или выбирают другие виды покрытий, характеризующиеся устойчивостью к инфракрасному излучению и высоким температурам (к примеру, краска желтого цвета из хромо-свинцовой соли, белила на основе титана или иные современные препараты).
Рекомендуем статьи по металлообработке
К обустройству сварочной кабины также предъявляются несколько требований:
- Оборудование стационарного сварочного поста должно быть обеспечено освещением, необходимым для комфортной работы, достаточным количеством источников света, позволяющих освещать стол и пост в целом, где производятся все манипуляции, связанные со сварными работами.
- Площадь сварочного поста должна быть не менее 3 м 2 при высоте металлических ограждений от 1,8 до 2 м – такие стенки необходимо изготовить приподнятыми над уровнем пола на 20–25 см. Соответственно высота потолка помещения, в котором установлена кабина, должна быть более 2 м, чтобы обеспечить циркуляцию воздуха.
- При работе сидя высота металлического стола должна быть 50–60 см. Не лишним будет установить на столешницу (в том числе и в месте соединения клеммы массы) медный лист. Материалом крышки стола может быть как сталь, так и чугун толщиной до 2,5 см. В столе должны быть предусмотрены металлические выдвижные ящички для размещения в них различного инструмента, чертежей, электродов, приспособлений и другой необходимой оснастки.
- Прямо над поверхностью сварочного стола обязательно должна быть установлена специальная вытяжка. Если пост используется в гаражных условиях, то в одну из стен гаража можно встроить вытяжной вентилятор, но в данном случае необходимо предусмотреть наличие приточной вентиляции в холодное время года. В последнее время в производственных цехах нередко используют точечные вытяжки, гибкие «хоботы» которых можно подвести прямо к месту выполнения сварки.
Согласно нормативной документации, необходимое значение обмена воздуха в помещении должно быть не менее 40 м 3 /час. Важно помнить, что при пониженном воздухообмене токсичные вещества, находящиеся в составе сварочного дыма (аэрозоли), будут попадать и скапливаться в легких сварщиках, что может привести со временем к различным профессиональным заболеваниям.
Рубильник для экстренного отключения питания электрооборудования при возникновении аварийных ситуаций следует устанавливать внутри сварочной кабины.
2. Оборудование передвижного поста.

Оборудование передвижных сварочных постов для ручной сварки не предусматривает строгого соблюдения габаритов рабочего места и обеспечения воздухообменом. Однако все предписания пожарной безопасности, которые предъявляют к стационарному типу оборудования, должны неукоснительно выполняться. Тележку для перевозки оборудования необходимо оснастить такими колесиками, чтобы перемещение поста с ее помощью осуществлялось без особых усилий.
При проведении сварных работ используют переносной сварочный аппарат с комплектом кабелей, которые перемещаются вместе с агрегатом вдоль объекта. Для защиты от непогоды передвижной пост необходимо укомплектовать щитами для расположения навеса. Для хранения электродов и инструментов используются тумбы и различные крепления. В целях защиты от светового излучения находящихся рядом людей необходимо оградить рабочее место при помощи переносных щитов. При монтаже трубопроводов с большой протяженностью передвижные сварочные посты размещают в маленьких вагончиках с автономным электрогенератором – такой вид рабочего места может дополняться автомобильными колесами.
Оборудование сварочного поста для газовой сварки
Газосварочные посты, так же как и оборудование для ручной дуговой сварки, в зависимости от их габаритов и мощности делятся на стационарные и подвижные. Последние в свою очередь могут быть передвижными и переносными.
Переносное оборудование газового сварочного поста имеет самые маленькие габариты и массу, оно без особого труда перемещается вручную одним человеком. На картинке выше вы видите пример переносного поста. Такой тип сварочного оборудования широко используется при ремонтно-восстановительных сварочных работах (при ремонте сантехники, замене и реставрации труб в отопительных или аналогичных системах), для различных бытовых целей и во многих других случаях, когда не требуется проведения объемных работ.
Преимущество оборудования переносных газосварочных постов – нет необходимости в постоянном источнике газа. Помимо всего, благодаря мобильности, их можно доставить к месту проведения работ за считанные минуты. Недостаток – баллоны для горючего газа и кислорода имеют маленькие объемы, поэтому при длительных по времени работах их приходится постоянно перезаряжать, а это приводит к потерям рабочего времени и, соответственно, снижению производительности.
Оборудование передвижного сварочного поста, в отличие от поста переносного типа, имеет большую массу и габариты, перемещается вручную при помощи специальных тележек или техники. Передвижной сварочный пост может комплектоваться несколькими сменными баллонами с используемым газом и кислородом. Помимо этого, вместо баллонов с горючим газом (ацетиленом), передвижной пост оснащается мобильным ацетиленовым генератором, имеющим производительность до 3 м 3 /ч.
С помощью передвижных постов можно выполнить гораздо больший объем газосварочных работ по сравнению с переносным вариантом. Помимо этого, они достаточно мобильны. Недостаток –необходимость периодически заправлять газовые баллоны. Наиболее часто это приходится делать при интенсивных сварочных работах.
Стационарные газосварочные посты не должны перемещаться. Они обладают большими габаритами и обычно занимают немалую часть производственной площади (как правило, до нескольких квадратных метров). Такое оборудование широко применяют в разных производственных отраслях с использованием большого объема газосварочных работ. Комплектуется подобный сварочный пост стационарными ацетиленовыми генераторами производительностью до 160 м 3 /ч или постоянными источниками кислорода и горючего газа.
Преимущества оборудования стационарных газосварочных постов – высокая производительность и непрерывный сварочный процесс (не надо постоянно заправлять газовые и кислородные баллоны как при использовании передвижных и переносных постов). Недостаток – неподвижность и необходимость регулярного обслуживания системы подачи рабочего газа и кислорода.
Какой бы вид оборудования сварочного поста ни рассматривался, оно должно иметь:
- Кислородный баллон с редуктором либо систему непрерывной подачи кислорода (характерно только для стационарного типа оборудования).
- Баллон с ацетиленом либо генератор с предохранительными затворами или редукторами. В переносном оборудовании сварочных постов используют генераторы, имеющие максимальную мощность 20 м 3 /час, в стационарном типе установок применяют генераторы с показателем мощности до 160 м 3 /час.
- Присадочную проволоку для наплавки, пайки, сварки.
- Флюсы, если они используются при сварке данного вида металла.
- Сварочные горелки с комплектом наконечников, для резки – резаки с набором приспособлений для резки и мундштуков.
- Сварочный стол, оснащенный механизмом для его складывания и сборки.
- Резиновые шланги для подачи горючего газа и кислорода в резак или горелку.
- Защитные приспособления и вспомогательные инструменты сварщика: угольник, линейка, щетка по металлу, зубило, молоток, наборы ключей, очки с затемненными стеклами и т. д.
- Систему вентиляции воздуха.
- Противопожарные средства.
- Емкость с водой для охлаждения горелки.
- Контейнеры для технологических отходов производства.
Требования к организации любого оборудования сварочных постов должны базироваться на обеспечении комфортных условий труда и соблюдении техники безопасности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.

Для грамотной организации сварочного поста требуется не только подобрать необходимое оборудование, но и сделать так, чтобы рабочее место сварщика соответствовало производственной специфике, индивидуальным предпочтениям специалиста и требованиям безопасности.
Для различных сварочных постов (стационарного, мобильного, газосварочного) предъявляются свои требования и необходимо покупать разные комплекты оборудования. О том, как правильно подготовить сварочный пост, чтобы он был не только удобен для работы, но и безопасен для оператора, помещения, в котором находится, и окружающих, читайте в нашем материале.
Основные требования к организации сварочного поста

Речь идет о непосредственном месте работы сварщика, где есть все оборудование, аксессуары, приспособления. Обустройство поста осуществляется в соответствии с правилами охраны труда и безопасности жизнедеятельности, также необходимо опираться на требования ГОСТ 12.3.003-86. В последнем зафиксированы нормы для производственных помещений, по установке устройств, перевозке материалов, особенности использования сотрудниками средств индивидуальной защиты.
В этой статье будут рассмотрены правила организации сварочного поста для ручной, аргонодуговой и полуавтоматической электродуговой сварки.
1. Стационарный пост.
Данный формат выглядит как кабина без верха, находящаяся выше уровня пола в помещении. Такие посты используют для соединения небольших заготовок и изделий средних размеров. Работа с крупными узлами, металлоконструкциями здесь невозможна. Чаще всего кабина состоит из листов металла, покрытых красками, содержащими цинк, или обработанными другими способами, защищающими материал стен от нагрева и инфракрасного излучения. Так, для этой цели подходят титановые белила, желтая краска на основе соли из хрома и свинца или современные продукты.
Требования к посту для сварки:
- Хорошее освещение – важно обеспечить источники света для всего помещения и рабочего стола.
- Площадь от 3 м 2 , стены кабины высотой 1,8–2м, при этом их необходимо поднять над полом на 20–25 см. Чтобы воздух мог циркулировать, потолок в помещении, где монтируется сварочный пост, должен иметь высоту более 2 м.
- Высота стола – 50–60 см, если мастер работает сидя. Стол состоит из металла, при этом на крышку из стали или чугуна толщиной до 2,5 см рекомендуется уложить медный лист. В том числе данное правило действует и на место контакта клеммы массы. В конструкции важно предусмотреть металлические выдвижные ящики для необходимых предметов.
- Специальная вытяжка под столом. Если речь идет об организации сварочного поста в гараже, а не на предприятии, то подойдет вытяжной вентилятор, встроенный в одну из стен. Тогда нужно позаботиться о наличии приточки зимой. В промышленных условиях сейчас все чаще применяют точечную вытяжку, так как ее гибкую часть можно подвести к месту сварочных работ.
По нормам, обмен воздуха в помещении не может быть ниже 40 м 3 /час. Дело в том, что недостаточный воздухообмен приводит к накоплению токсичных элементов из сварочного дыма в легких работника, постепенно у него появляются профессиональные болезни.
- Коврик из резины под ногами мастера.
- Заземление всего используемого оборудования – может использоваться устройство защитного отключения.
- Вращающийся рабочий стул. Он позволяет обеспечить более удобную работу. Для изготовления стула используют материалы, выдерживающие повышение температуры, при этом не способные проводить ток. Сиденье и спинку часто делают из дерева.
- Манипулятор и ножная педаль. Данные устройства облегчают управление: манипулятор позволяет осуществлять сварку тел вращения.
2. Мобильный пост.

Организация сварочного мобильного поста требуется для осуществления работ с крупными конструкциями на открытом воздухе. По этой причине документами не устанавливаются специальные мероприятия по созданию особых условий для специалиста. Рабочую зону закрывают от осадков при помощи навесов, тогда как загородить сварщика от ветра позволяют ширмы. Для перемещения инструментов, необходимого оборудования применяют специальные тумбы. Необходимая степень освещения обеспечивается за счет локальных источников света. В данном случае оборудование также должно быть предварительно заземлено.
Необходимое оборудование для организации постоянного и мобильного сварочного поста
От типа сварочного места зависит установка оборудования и используемых в процессе работы приспособлений.
1. Мобильный сварочный пост.
Для него отсутствуют нормы, касающиеся площади рабочего места и системы вентилирования. Тем не менее, специалист должен выполнять базовые требования безопасности:
- Тележка для размещения устройств и инструментов оснащается колесами для удобства транспортировки. Сварка осуществляется сварочным аппаратом с набором кабелей.
- Мобильный пост снабжают стойками для монтажа навеса при неблагоприятных погодных условиях.
- Инструменты складывают в специальные ящики.
- Переносные щиты позволяют защитить окружающих от светового воздействия.
- Рабочие места оборудуются в вагончиках с автономными генераторами, если идет прокладка длинных линий коммуникаций.
2. Постоянный сварочный пост.
Организация сварочного поста в цехе предполагает закупку всех приспособлений, необходимых сварщику для работы. В основной список, который при необходимости допускается расширить, включены:
- сварочный аппарат;
- ящик для хранения электродов, инструментов;
- постоянный источник тока;
- удобное место посадки;
- рубильник для подачи/отключения тока;
- вытяжка;
- корзины, полки под мелкие инструменты;
- электродержатель.
Оборудование для организации газосварочного поста

В данном случае в основной комплект входят:
- генератор ацетилена/баллон со сжиженным метаном, пропаном либо бутаном;
- баллон с кислородом;
- горелка;
- шланги, редукторы, позволяющие устанавливать необходимое давление кислорода и газа, контрольные манометры.
У передвижного поста всегда есть зона с крепежами для установки баллонов. Оборудование перемещают на двухколесной тележке из труб. Перед сваркой оператор раскручивает шланги, открывает вентили на баллонах, после чего может начинать работу.
Для стационарного газосварочного поста устанавливают:
- металлический стол;
- приточно-вытяжную вентиляцию;
- освещение.
Правила пожарной безопасности требуют, чтобы между генератором ацетилена и местом сварки оставалось от 10 м. Для хранения газовых баллонов выделяют помещение либо объемный металлический шкаф с замками. Баллоны переносят на сварочный пост лишь для проведения работ.
Организация стационарных сварочных постов является рациональной, если предприятие производит значительные объемы соответствующих работ. При подготовке места для проведения газовой сварки используются те же принципы, что и в случае с электросваркой. Разница состоит лишь в стационарном подводе газов. Последние выбираются в соответствии с задачами производства. Так, могут использоваться:
- ацетилен;
- кислород;
- углекислый газ;
- сжатый воздух;
- аргон.
За счет подобного обеспечения возможно производить различные виды газо- или электросварки. Это может быть сварка, газосварка с горючими газами, сварка в среде углекислого или инертного газа. На трубопроводах, предназначенных для поставки взрывоопасных газов, обязательно устанавливают предохранительные затворы.
Газо- и электросварка считаются высокопроизводительными технологиями. Их применяют в различных производственных сферах, а необходимое в таких случаях сварочное оборудование пользуется немалым спросом.
Требования к различным видам оборудования для сварочного поста
1. Столы сварщиков.
Сварочные посты относятся к тем объектам на производстве, куда невозможен допуск посторонних. Такие кабины достаточно просторные, так как им необходимо вмещать в себя сварочный стол и все требующиеся сварщику принадлежности. Их стандартный размер – 2х2 либо 2х3 м, а высота – до 2 м. Обеспечить хорошую вентиляцию позволяет установка стен в 20 см над полом.
Сварочные столы необходимы для сварки и сборки заготовок. Они устанавливаются в сварочной кабине на высоте 50–60 см, если запланировано осуществление работ в сидячем положении либо высота стола может быть 90 см для сварки стоя.
Минимальная площадь стола, в соответствии с существующими требованиями по организации сварочного поста, равна 1 м 2 . Для крепления проводов сварочного аппарата используются специальные болты. Отсос пыли от сварочной дуги не может осуществляться при помощи вытяжного зонта, поскольку в этом случае поток вредных веществ будет направляться прямо в дыхательные пути работника предприятия.
На столе важно предусмотреть гнезда для электродов. Если есть выдвижной ящик, в нем должны храниться документы и инструменты. Под ногами у сварщика обязательно располагается резиновый коврик.
Местный отсос, устанавливаемый при организации сварочного поста, может находиться на столе или вне помещения. Дело в том, что из-за встроенного в стол вентилятора появляется шум, негативно отражающийся на уровне работоспособности. Считается, что лучше всего использовать стол с нижнебоковым отсосом, предполагающим монтаж вентилятора не в помещении. Таким образом удается защитить дыхательную систему сварщика от пыли и газа.
Столы можно оснастить дополнительными устройствами для большего удобства в процессе работы. Так, часто сварщики зачищают конец электрода о поверхность стола, из-за чего вскоре появляются металлические наросты. Они затрудняют передвижение заготовок по рабочей поверхности, а также негативно отражаются на внешнем виде рабочего места. Избежать этого можно, сделав окантовку стола медными пластинами, к которым не пристает материал электродов.
Стоит предусмотреть местное освещение в столе. Если часто требуется осуществлять сварку мелких деталей, когда швы наносятся по периметру, разумно установить вращающийся стол, где высота может корректироваться при помощи винтов. Таким образом удается подобрать наиболее удобное для обработки заготовки положение. В результате, за счет грамотной организации сварочного поста, сварщик не так сильно устает и менее подвержен воздействию вредных выделений.
Если работнику кажется неудобным его положение на рабочем месте, руководство предприятия должно обеспечить его сиденьем с регулировкой высоты.
2. Электродержатели ручной дуговой сварки.
Это один из наиболее востребованных инструментов сварщика, ведь он влияет на безопасность и производительность труда. Электродержатели должны быть легкими – до 0,5 кг, чтобы не перегружать руки – и удобными в работе. Важно, чтобы такое устройство не нагревалось в процессе сварки.

Специалисты называют наиболее оптимальными пассатижные зажимы.
Существуют следующие типы электродержателей:
- для тока в пределах 125 А и сечения провода 25 мм;
- для тока не более 315 А и провода 50 мм;
- для тока до 500 А и провода 70 мм.
Зажим должен иметь изоляцию и обеспечивать надежное крепление электродов. В целом, качественная конструкция рассчитана на 8 000 циклов работы. Благодаря продуманной форме инструмента сварщик может заменить электрод всего за 4 секунды.
Если держатель планируется использовать при силе тока от 500 А, его оснащают защитными щитками. Они закрывают руки специалиста от тепла сварочной дуги и брызг металла. Также могут применяться наиболее безопасные устройства с системой для выключения тока на время замены электрода.
При организации сварочного поста к столу обязательно приваривают штатив. Он необходим для укладки электродержателя во время перерывов в работе. В противном случае возможно образование электродуги при соприкосновении данного инструмента и поверхности стола. По этой причине штатив изготавливается из материала, не проводящего ток.
Чтобы в процессе работы к держателю не прилипали брызги металла, из-за которых он становится более тяжелым и сильнее нагревается, необходимо раз в смену смазывать его автолом.
3. Сварочные шторы.
Организация сварочного поста невозможна без его оснащения перекрытием или сварочными шторами, особенно когда речь идет о многопостовых участках. Шторы изготавливают из огнеупорной ткани, обычно используемой для пошива спецодежды.
При помощи штор рабочее место сварщика оказывается полностью закрыто для случайного доступа посторонних. Таким образом удается обезопасить людей от негативного влияния сварочной дуги и иных отрицательных факторов.
У сварочных штор есть несколько задач:
- защита от ультрафиолета;
- перекрытие доступа искр и брызг в основное помещение, а значит, сокращение риска возникновения пожара;
- ограждение сварочной зоны от воздушных потоков;
- увеличение эффективности вытяжного оборудования.
Подобные шторы экономичны и не требуют сложной установки в процессе организации сварочного поста. Они могут быть сплошными или полосовыми. Разница в том, что первые представляют собой единое полотно, изготавливаются из ПВХ, прошиваются со всех сторон и снабжаются армированными отверстиями для подвесных колец через каждые 20 см. Тогда как полосовая штора шириной 140 см состоит из полосок по 50 см.
4. Вентиляция.

Сварка при помощи газа требует качественной вентиляции, тогда удается:
- Снизить содержание в воздухе токсичных веществ, которые могут выделяться при сварке металлов. Обычно речь идет об окиси углерода, азота и фтористых включениях.
- Удалить из помещения загазованность, способную стать причиной детонации.
- Охладить рабочие инструменты, ведь они значительно нагреваются в процессе работы.
Вентиляция бывает естественной, то есть при помощи притока уличного воздуха, и искусственная. Во втором случае устанавливаются специальные устройства, обеспечивающие более активное движение воздуха.
Вытяжная вентиляция позволяет вывести из помещения максимальный объем вредных газов. За счет приточной осуществляется разбавление веществ до концентраций, не угрожающих здоровью рабочих.
Считается, что самым оптимальным вариантом организации сварочного поста является стол с вытяжкой пыли, направленной вниз либо в сторону. Добиться эффективного удаления опасных веществ из зоны вдыхания удается за счет установки вытяжных заборников в непосредственной близости от дуги.
Общий алгоритм подготовки сварочного поста к работе
Организация сварочного поста возможна в гараже, на производстве, станции техосмотра и осуществляется в такой последовательности:
- Выбор места. Лучше, чтобы пост был максимально удален от легковоспламеняющихся жидкостей, материалов, газов.
- Сборка кабины с учетом нормативов. Между полом и нижней кромкой стены остается зазор 5 см, обеспечивающий проветривание. Когда используются инертные газы, промежуток составляет 30 см. Далее устанавливают вентиляционные сетки, вешают негорючую ширму из брезента либо пластика на входе.
- Монтаж стола со столешницей. Необходимо обеспечить возможность изменения высоты стоек и площади поверхности.
- Установка осветительных приборов.
- Окраска стенок кабины в светло-серый цвет краской на основе титана или цинка, поглощающей ультрафиолет.
- Монтаж вытяжки принудительного типа. Для этого оборудование совмещают с централизованной системой воздухообмена.
- Заливка пола бетоном. Также для формирования напольного покрытия может использоваться кирпич.
- Установка рубильника, позволяющего в аварийном порядке выключить сварочные аппараты.
В завершение организации сварочного поста остается подключить оборудование к источникам питания.
Виды сварочных постов и информация о них
.jpg)
О СВАРКЕ
Сварка относится к опасным технологическим процессам. Риску подвержены как сам сварщик, так и все находящиеся в помещении люди. Поэтому перед началом работ нужно правильно обустроить сварочный пост. Вне зависимости от технологии место оснащают соответствующими аппаратами и инструментами.
.jpg)
Что такое сварочный пост
Так называется рабочее место сварщика, где он может выполнять все операции, связанные с соединением металлических деталей. Отдельную зону снабжают всеми необходимыми инструментами и оборудованием.
Площадь рабочего места составляет не менее 6 м². Оно должно быть удобным для мастера, пожаробезопасным, хорошо проветриваемым.
Общие и индивидуальные требования
Вне зависимости от типа аппаратуры при организации поста соблюдают санитарные нормы и правила безопасности:
- Для повышения качества сварочных работ обеспечивают хорошее освещение. Оно должно составлять не менее 80 лк, но не мешать мастеру. Светильники устанавливают так, чтобы на рабочий стол не падали тени.
- Поскольку при сварке образуются вредные для человека пары и газы, то при создании вентиляции учитывают санитарные нормы. Так, вытяжное оборудование должно охватывать радиус не менее 4 м, рекомендованная скорость воздухообмена – более 40 м³ в час. При организации поста в домашних условиях достаточно стандартной приточно-вытяжной вентиляции.
- Если в помещении работает несколько мастеров, то требуется установка централизованных вытяжных установок, к которым подключаются все посты. Заслонки помогают регулировать скорость воздухообмена. При работе в закрытых емкостях (резервуарах, цистернах) воздух подают с помощью маски.
- При установке однофазных сварочных агрегатов в цепь включают осциллятор. Для трехфазного аппарата необходимо присутствие магнитного контактора.
- Если на рабочем месте будет вестись резка металлов, то оборудуют отдельное место для хранения и применения режущего оборудования.
.jpg)
Для разных видов технологий предусматриваются индивидуальные требования:
- При организации поста для газовой сварки оборудуют отдельный отсек для хранения баллонов. В рабочей зоне не должно находиться источников тепла и открытого огня.
- При электрической технологии уделяют внимание заземлению оборудования. Возле сварочного аппарата кладут резиновый коврик. При обустройстве поста на улице строят навес.
- При использовании плазменной сварки предусматривают оборудование, оперативно удаляющее токсичные продукты горения металла из рабочей зоны. В помещении должны отсутствовать легковоспламеняющиеся жидкости и материалы.
Классификация постов по видам сварки
Выделяют следующие виды рабочих мест:
- Газосварочные посты. Помещение для работы с таким оборудованием организуют с учетом технологии: расплавление металла осуществляется под воздействием тепловой энергии, выделяющейся при горении газа. Рабочее пространство снабжают максимально эффективной вытяжной системой. Пост отделывают огнеупорными материалами.
- Электросварочные. Пространство, отведенное для работы сварщика, организуют с учетом высокого риска поражения током.
Безопасность рабочего места
Независимо от типа используемого оборудования необходимо соблюдать правила, препятствующие возникновению пожароопасных и травмоопасных ситуаций. Основными условиями при организации рабочих зон являются такие моменты:
- Каждый пост ограждают защитными ширмами из огнеупорных материалов. Нельзя оборудовать экран закрытой верхней частью.
- Обшивка стен не должна касаться пола. Рекомендуется оставлять расстояние в 30 см.
- При газовой сварке дополнительно устанавливают светозащитный экран высотой более 2 м.
- Стены обшивают несгораемыми материалами.
- Размещать на одном посту несколько сварочных столов нельзя. При возникновении такой необходимости монтируют дополнительный светозащитный экран.

Схема и основной инструментарий
Порядок, согласно которому размещают оборудование и приспособления, продиктован типом сварочного места.
Для мобильного поста
При создании передвижных рабочих мест не предъявляются особые требования к площади и вентиляции. Однако следует соблюдать основные правила безопасности:
- Тележку для размещения аппаратов и инструментов снабжают колесами, обеспечивающими легкость перевозки. Для работы используют сварочный агрегат с набором кабелей.
- Мобильный пост оснащают стойками, на которые устанавливают навес в случае непогоды.
- Инструменты размещают в специальных ящиках.
- Для защиты окружающих от светового воздействия применяют переносные щиты.
- При прокладке длинных коммуникационных линий рабочие места оборудуют в вагончиках с автономными генераторами.
.jpg)
Для стационарного
При оборудовании сварочного поста в цехе требуется приобретение всех необходимых в работе приспособлений. Список может дополняться, однако при соединении металлических деталей не обойтись без:
- сварочного агрегата;
- ящика для хранения электродов и других вспомогательных инструментов;
- постоянного источника тока;
- удобного места посадки;
- рубильника для подачи и отключения напряжения;
- вытяжной камеры;
- корзин, полок и ящиков для хранения мелкого инструментария;
- электродержателя.
При правильном размещении все эти приспособления не занимают много пространства.
Особенности газосварочных постов
В рабочей зоне обязательно должны присутствовать:
- устройство подачи ацетилена;
- кислородные баллоны с редуктором;
- рукава подачи газа;
- сварочные горелки.

При обустройстве стационарного поста для газосварки учитывают следующие рекомендации:
- Поверхность сварочного стола должна быть металлической.
- Газовые баллоны размещают как можно дальше от верстака. На предприятиях газ централизованно подают по трубопроводу.
- Пост размещают на расстоянии не менее 10 м от источников открытого огня.
- При работе в закрытых емкостях устанавливают дополнительные средства подачи воздуха.
Верстаки для заготовок
Стол для резки и сварки металлических элементов изготавливают из чугуна или стали. Минимальная площадь столешницы – 1 м².
Верстак должен регулироваться по высоте, чтобы мастер мог варить стоя или сидя. В первом случае высота поверхности над полом составляет 90 см, во втором – 60 см.
Качественная вентиляция
При обустройстве вытяжки соблюдают следующие правила:
- Устанавливают местную и общую вентиляционные системы. Первая подключается к каждому рабочему столу, если при сварке выделяются токсичные вещества. Установка общей вытяжки обязательна во всех случаях.
- Вентиляционное оборудование снабжают фильтром, удаляющим из воздуха сварочные аэрозоли. Оборудование выводит вредные вещества за пределы цеха.
- При сварке в газовой среде воздух подают рассредоточенно. При применении других технологий используют направленную вентиляцию.

Организация постов для разных видов сварки
Т. к. мастера применяют несколько технологий, рабочие зоны оборудуют по-разному. Неизменными остаются основной набор инструментов, правила безопасности, заземление оборудования. К индивидуальным моментам относятся:
- Обустройство места установки газовых баллонов и компрессора при аргонодуговой сварке с неплавящимися электродами.
- Применение дополнительных аппаратов для подачи расходного материала, режущих приспособлений при механизированных сварочных процессах.
- Использование средств заземления и зануления оборудования при электрической сварке.
- Установка отдельного экрана для плазменной установки. Высота ширмы в этом случае должна составлять не менее 220 см.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Стационарный рабочий кабинет не нуждается в подобных приспособлениях.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.

Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
Читайте также: