Ручная и автоматическая сварка
Обновлено: 04.10.2024
Дуговая электрическая сварка. Виды, устройство, схема дуговой сварки.
Под электрической дуговой сваркой понимают процесс получения неразъемных соединений металлических деталей за счет их сплавления с помощью электрической дуги. Это один из основных технологических процессов соединения деталей в машиностроении и строительной индустрии.
В процессе дуговой сварки тепловая энергия, необходимая для плавления металла, получается в результате горения дуги, возникающей между свариваемым металлом и электродом. Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Дуговая сварка представляет собой комплекс металлургических и физико-химических процессов, протекающих в металле при высоких концентрированных температурах.
При ручной сварке вместе с металлом плавится электродное покрытие (обмазка), при дуговой сварке под флюсом в автоматическом или полуавтоматическом режимах вместе с металлом плавится флюс - материал сложного состава, под слоем которого ведется сварка.
При расплавлении металл электрода переходит в сварочную ванну в виде капель. Размер капель и их количество зависят от силы тока, химического состава электрода и покрытия (флюса). При одновременном переходе капель жидкого электродного металла и шлака через дуговой промежуток между компонентами, окружающими дугу, протекают химические реакции. Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Шлаки, окружающие капли металла, состоят из оксидов SiO2, TiO2, P2O5, CaO, MnO, FeO, BaO, MgO, NiO и т. п. и солей различных веществ: CaS, MnS, CaF2 и др. Шлак, окружающий частицы металла при переходе их через дуговой промежуток, и шлаковый покров на сварочной ванне улучшают физические свойства наплавляемого металла. Имеющиеся в шлаке ионизирующиеся элементы повышают устойчивость горения дуги, что особенно важно на переменном токе.
Вещества, входящие в состав флюса, - газообразующие элементы (крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор, соединения, богатые кислородом, например Fe203, MnO, плавиковый шпат) при попадании в дугу образуют газ, защищающий сварочную ванну от воздуха.
При дуговой сварке в газовой среде защита обеспечивается наличием аргона, аргон-гелия, азота, углекислого газа, паров воды.
Возникающий при сварке капельный перенос обеспечивает доставку в сварочную ванну до 95 % всего металла плавящегося электрода. Остальные 5 % теряются в виде брызг. Процесс переноса капли металла включает в себя следующие стадии: оплавление торца электрода, отекание металла, образование капли грушевидной формы. У самого основания капли образуется тонкая шейка, имеющая высокое электрическое сопротивление. В ней плотность тока резко возрастает, перегревая шейку и удлиняя каплю, которая тут же обрывается, на мгновение замыкая накоротко цепь тока. При этом шейка взрывается, образуя большое количество пара и газов, отбрасывающих каплю в направлении сварочной ванны. Далее процесс повторяется.
При ручной сварке электрод длиной 450 мм расплавляется за 1,52 мин. Расстояние межэлектродного промежутка l при сварке должно быть больше длины капли металла, отрывающегося от электрода, и равно 4-7 мм.
В больших сварочных токах ВАХ становится жесткой. Скорость плавления электрода и свариваемого металла определяется главным образом мощностью, выделяющейся на электродах, а столб дуги выполняет технологические, а не энергетические функции. Основным показателем установок дуговой сварки является сварочный ток. Напряжение же холостого хода источника питания является условием, обеспечивающим устойчивое горение сварочной дуги.
Заметим, что напряжение зажигания дуги при переходе тока через нуль зависит от ряда факторов, но в первую очередь от силы тока. С повышением тока напряжение зажигания дуги уменьшается. Соотношение между напряжением зажигания и напряжением горения дуги для сварки открытой дугой Uз = (1,3-2,5)Uд. При сварке же на больших токах под флюсом напряжения зажигания дуги и ее горения будут одинаковыми.
Виды сварки по степени механизации.
Сварку подразделяют на ручную, полуавтоматическую и автоматическую. Отнесение процесса сварки к тому или иному виду зависит от того, каким образом выполняются зажигание и поддержание нужной длины дуги, манипуляции электродом, перемещение электрода по линии наложения шва и завершение процесса сварки. При этом технологические действия для образования шва производятся сварщиком вручную.
Ручная сварка выполняется плавящимся электродом с покрытием (рис. 1.1) или неплавящимся электродом с газовой защитой.
При полуавтоматической сварке плавящимся электродом механизирована часть операций, например подача электродной проволоки или флюса в сварочную зону, перемещение горелки по свариваемой детали и др. Остальные операции сварки выполняются сварщиком вручную.
При автоматической сварке под флюсом (рис. 1.2, а) автоматизировано большинство сварочных операций. Так, сварочная проволока 2 и гранулированный флюс 1 подаются в зону дуги, горящей в полости 3, заполненной парами металла и материалов флюса.
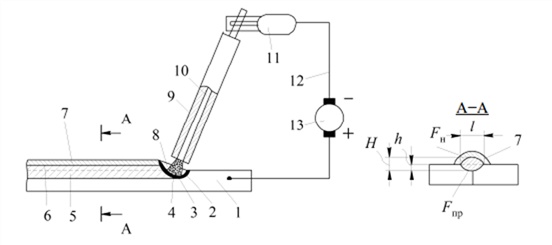
Рис. 1.1. Схема ручной дуговой сварки: 1 — основной металл; 2 — сварочная ванна; 3 — кратер; 4 — сварочная дуга; 5 — проплавленный металл Fпp; 6 — наплавленный металл Fн; 7 — шлаковая корка; 8 — жидкий шлак; 9 — покрытие электрода; 10 — стержень электрода; 11 — электрододержатель; 12 — сварочная цепь; 13 — источник питания; H — высота сварочного шва; h — глубина проплавленного металла заготовок; l — ширина сварочного шва
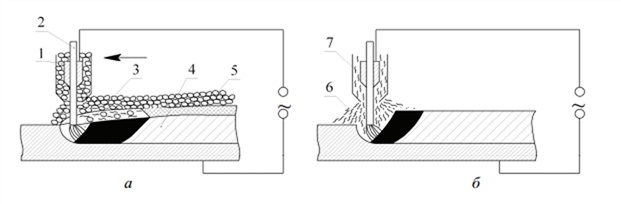
Рис. 1.2. Схема сварки под флюсом (а) и в среде защитных газов (б)
По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны и образует легко отделяющуюся от шва шлаковую корку 5, металл же сварочной ванны кристаллизуется в виде сварного шва 4. Шлак защищает металл от воздействия кислорода и азота воздуха, легирует и замедляет охлаждение металла шва, что улучшает качество наплавленного металла при высокой производительности процесса.
При автоматической сварке в защитном газе (рис. 1.2, б) возникающая между электродом и металлом дуга окружена газом 6, подаваемым под небольшим давлением из сопла 1. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Назначение газа сводится к физической защите сварочной ванны от воздействия воздуха.
Способы сварки.
Кратко рассмотрим наиболее распространенные способы сварки.
Сварка в камерах с контролируемой атмосферой применяется для соединения легкоокисляющихся металлов и их сплавов. В камере можно создать атмосферу из инертных газов - это обеспечит высокое качество сварного соединения.
Сварка трехфазной дугой применяется при ручной и механизированной сварке. Суть этого способа заключается в том, что к двум электродам, закрепленным в специальном держателе, и к свариваемому изделию подводится переменный ток от трехфазного источника питания. После возбуждения горит не одна дуга, как обычно, а одновременно три дуги: между обоими электродами и между каждым из электродов и изделием. Эта тройная дуга по отношению к свариваемому изделию является независимой и делает расплавление электродов непрерывным процессом, обеспечивая высокое качество сварного шва.
При сварке ненлавящимся электродом дуга горит между вольфрамовым электродом и изделием. При этом электрод проходит через насадку, по которой в зону сварки подается аргон. Поэтому такая сварка называется аргоновой. Диаметр вольфрамового электрода может быть 1-4 мм. Аргоновая сварка деталей толщиной 3 мм и более эффективно выполняется невольфрамовым плавящимся электродом на автоматах и полуавтоматах. Этот способ сварки более производительный, чем сварка вольфрамовым электродом, и может применяться для сварки практически всех металлов: легированных сталей, меди, никеля и их сплавов, титана, алюминия, алюминиевых и магниевых сплавов, которые свариваются даже без применения флюсов. Главным преимуществом такой сварки является то, что в процессе работы сварщик может видеть место сварки и регулировать процесс.
Сварка в углекислом газе может выполняться как неплавящимся, так и плавящимся электродом на автоматах и полуавтоматах.
1.2. Источники питания дуговой сварки
Главной особенностью сварочных источников тока является то, что они способны выдерживать во время работы многократные короткие замыкания во вторичной цепи. Это происходит при зажигании дуги касанием электродов и во время сварки, когда скорость подачи плавящегося электрода опережает скорость его плавления.
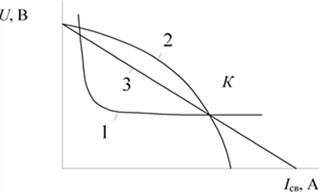
Рис. 1.3. Внешние характеристики источника питания при слабо- и крутопадающей статической характеристике дуги
Более того, из-за нелинейности ВАХ дуги, имеющей падающий, жесткий и восходящий участки, ВАХ источника питания должна иметь соответствующий вид.
При сварке в автоматическом режиме под флюсом с саморегулированием дуги, имеющей жесткую характеристику, ВАХ ИП должна быть пологопадающей для повышения саморегулирования дуги. При сварке же в среде защитных газов и при большой плотности постоянного тока в электроде ВАХ дуги возрастающая. Таким образом, внешняя характеристика ИП для еще большей активности саморегулирования должна быть жесткой или возрастающей. Источники питания должны обеспечивать возможность настройки различных режимов сварки - установление заданных значений тока и напряжения, обеспечивающих сварочный ток.
Оценкой динамических характеристик ИП служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. При этом важным является время нарастания напряжения от нуля до возбуждения дуги и время восстановления напряжения: каждый из этих параметров не должен превышать 0,03 с.
Источники питания сварочной дуги переменного тока – это сварочные трансформаторы, которые бывают одно- и трехфазными, а по количеству питаемых сварочных постов - одно- и многопостовыми.
По возможности получения падающих внешних характеристик и регулирования тока источники питания бывают двух типов: трансформаторы с нормальным магнитным рассеянием, состоящие из двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, со ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 1.4), сопротивление которого можно изменять в широких пределах, состоит из сердечника А с двумя обмотками: первичной I и вторичной II, создающей напряжение холостого хода 60-65 В. Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.
Регулятор тока - дроссель В состоит из магнитопровода (ярмо) и обмотки, расположенной на неподвижной части магнитопровода (якорь). Между ярмом и якорем делают воздушный зазор 5, изменяя который с помощью винта можно осуществлять плавное регулирование сварочного тока. При увеличении зазора 5 электрическое сопротивление (индуктивное) дросселя уменьшается, а ток в сварочной цепи увеличивается. При уменьшении же зазора 5 электрическое сопротивление дросселя увеличивается, а сварочный ток уменьшается.
Дроссельная катушка в цепи создает падающую внешнюю характеристику, благодаря этому напряжение на дуге изменяется в соответствии с колебаниями и изменениями ее длины.
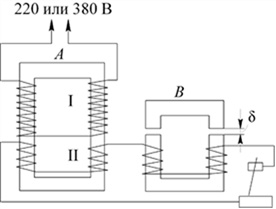
Рис. 1.4. Схема сварочного аппарата с отдельным регулятором: А - трансформатор; В - дроссель; I - первичная обмотка; II - вторичная обмотка; 8 - воздушный зазор
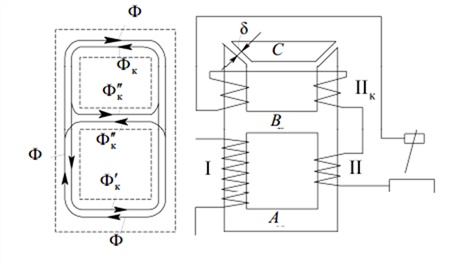
Рис. 1.5. Схема трансформатора СТН со встроенным регулятором: А - магнитопровод трансформатора; В - магнитопровод регулятора; С - ярмо; Ф - основной магнитный поток; Фк - магнитный поток регулируемого контура; Ф'к - магнитный поток первичного контура; Ф''к - магнитный поток вторичного контура
Сварочный трансформатор типа СТН со встроенным регулятором (рис. 1.5) имеет на общем магнитопроводе три обмотки: первичную I и вторичную II обмотки трансформатора и обмотку регулятора (дроссельную катушку) IIK, включенную последовательно со вторичной обмоткой.
Регулирование сварочного тока обеспечивается изменением воздушного зазора 5 между магнитопроводом и якорем С.
Главным преимуществом трансформаторов этой серии является компактность, меньший расход меди и трансформаторной стали; при изменении тока с большого значения до минимального напряжение холостого хода несколько увеличивается, что обеспечивает высокую устойчивость горения сварочной дуги.
Трансформаторы с повышенным магнитным рассеянием имеют наибольшее распространение при ручной дуговой сварке, в них регулирование сварочного тока осуществляется изменением расстояния между обмотками или подвижным магнитным шунтом. Этим способом изменяют сопротивление потока рассеяния и соответственно индуктивность трансформатора: при увеличении сопротивления шунтирующей цепи индуктивность рассеяния трансформатора снижается и соответственно сварочный ток увеличивается.
Источники питания сварочной дуги постоянного тока подразделяют на две группы: сварочные преобразователи и сварочные выпрямители. Технические характеристики некоторых сварочных источников питания приведены в табл. 1.1.
Сварочный преобразователь состоит из генератора постоянного тока и двигателя (электродвигателя или двигателя внутреннего сгорания).
Однопостовые сварочные генераторы делятся на три основные группы, в зависимости от схемы формирования падающей внешней характеристики:
1) генераторы с расщепленными полюсами и с поперечным полем, падающая внешняя характеристика которых обеспечивается путем размагничивания основного поля генератора магнитным полем реакции якоря;
2) генераторы с независимым возбуждением, падающая внешняя характеристика которых обеспечивается уменьшением основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения осуществляется от генератора - возбудителя или выпрямителя;
3) генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, падающая внешняя характеристика которых обеспечивается размагничивающим действием потоков последовательной обмотки и реакции якоря генератора.
В генераторах сварочного тока с расщепленными полюсами предусмотрен двойной способ регулировки сварочного тока: сдвигом щеток и реостатом в цепи регулируемой обмотки, что позволяет увеличить пределы изменения тока без радикального изменения напряжения холостого хода генератора. Сдвиг щеток против направления вращения якоря генератора уменьшает размагничивание потока реакции якоря и увеличивает ток короткого замыкания (сварочный ток). Сдвиг же щеток по направлению вращения якоря уменьшает ток короткого замыкания.
Централизованная схема питания сварочных постов (СП) с применением многопостовых сварочных генераторов обладает рядом преимуществ перед однопостовым вариантом: сокращаются затраты на приобретение, ремонт и обслуживание СП; уменьшается потребность в площадях; увеличивается коэффициент использования оборудования и др.
Для создания нормальной работы СП при их питании от многопостового генератора, последний должен иметь жесткую внешнюю характеристику, т. е. напряжение генератора при изменении тока не должно изменяться более чем на 5 % от номинального значения.
Ручная и автоматическая электродуговая сварка
Для соединения металлических конструкций часто используется термическое воздействие на их отдельные части. Ручная и автоматическая электродуговая сварка является одним из самых популярных подобных видов работ.
Электродуговая металлическая сварка (ГОСТ 5264-80) – это процесс соединения металлов, во время которого температура электрической дуги может достигать 7000 градусов. Это уникальный вид соединения отдельных частей конструкций, т. к. таким способом можно сварить любые известные металлы. После застывания на месте сцепления образовывается сварной шов. Используется для ремонта кузова автомобиля, газовых, водяных и прочих труб, при производственных работах и т. д.

Фото – принцип электродуги
Электрическая дуга расплавляет металл и металлические электроды, после чего жидкость, образовавшаяся посредством температурного воздействия, заполняет зазор между двумя заготовками.

Фото – газовая горелка
Виды дуговой электрической сварки:
- Ручная;
- Полуавтоматическая;
- Автоматическая.
Главное различие между процесса заключается в принципе проведения работ. При ручной все действия по соединению металлов осуществляются своими руками, при автоматической – соответственно, исключительно сварочным аппаратом. Полуавтоматический процесс является комбинированным. Здесь для сварки металлов используются электроды.

Фото – шов
Также в зависимости от используемого тока, процесс электродуговой сварки может осуществляться:
- Переменным;
- Постоянным. В свою очередь, такая технологическая сварка бывает прямой полярности (минусовыми электродами) и обратной (плюсовыми).
В зависимости от необходимого тока, может использоваться разное оборудование и способы соединения. Также у сварщиков, зависимо от типа технологической обработки, используются различные электроды: плавящиеся и неплавящиеся. Плавящиеся могут использоваться в любой среде. Они работают за счет образования дуги между металлом и электродом. В зависимости от длины соединяемых деталей, по мере сварки электрод подается на места стыков. Применяются для углеродистой стали, соединения алюминия, меди и т. д.

Фото – открытая дуга
Для небольших и тонких соединений используются неплавящиеся. Они часто применяются для сварки трубопроводов, тугоплавких металлов и другого. С такими целями применяются вольфрамовые электроды, графитовые и угольные.
Также электродуговая сварка классифицируется по типу защиты:
- В среде защитных газов (ГОСТ 14771-76). Это аргонная и углекислая;
- В среде шлаков. Это процесс термического воздействия на металлические соединения под флюсом или толстопокрытыми электродами. Процесс пользуется популярностью при пайке различных труб большого диаметра;
- С комбинированной защитой. Процесс пайки, в котором режимы производятся в газовой среде с толстопокрытыми флюсами.
Технология электродуговой сварки имеет свои достоинства и недостатки. Преимущества процесса:
- Доступность сварочного оборудования и дополнительных элементов (флюса, электродов). Купить инверторы можно в любом электротехническом магазине. Средняя цена – от 30 долларов за ручной инвертор и от 80 за полуавтоматический;
- Зона термического воздействия имеет очень малое влияние на несвариваемые участки металлов. Это крайне важно для соединения труб и тонких прокатных металлических листов.
Методы электродуговой сварки имеют и некоторые недостатки:
- Необходимо применение специального оборудования. Электродуговая сварка проводится только специальными инверторами и электродами;
- Для сварки нержавейки (легированной стали), алюминия, меди и других плавких металлов обязательно требуется зачистка соединяемых элементов. Кромки подготавливаются перед процессом термической обработки и после его окончания (только при условии полного остывания металла).
Видео: обучение дуговой сварке
Как проводится
Чтобы правильно сваривать металл электродуговой сваркой, необходимо строго следовать инструкции. Только при этом условии сварной шов будет достаточно прочным и аккуратным.
- Кромки заготовок зачищаются и обезжириваются, при необходимости производится их резка. К ним приставляется раскаленный электрод. Торец электрода разделяет определенный участок поверхности свариваемой детали на ионы и электроны. В этом пространстве и возникает дуговой разряд; Фото – зачистка
- Для того чтобы процесс сваривания происходил быстрее и результат был надежнее, на поверхность сварной арматуры (электродов) наносятся различные вещества. Это может быть кальций, калий, натрий. Они ускоряют процесс разделения металла на частицы;
- По типу сварки она может производиться открытой дугой (плавлением незащищенным потоком направленных частиц) и закрытой. В открытом положении купли металла насыщаются азотом, что негативно сказывается на качествах шва. Чтобы снизить это влияние электроды покрываются слоем металла. Для производства более выгодно использовать закрытый метод, в котором место сваривания защищено от воздействия кислорода; Фото – необходимые инструменты
- Когда все подготовительные процессы завершены, нужно установить электрод в инвертор и несколько раз провести концом прута по торцам свариваемых деталей – это зажжет дугу. Аппараты подбираются по типу проводимых работ и в зависимости от особенностей и свойств металлов. После включения сварочного устройства нужно установить ток на нужном уровне, и пока система разогревается, надеть средства безопасности; Фото – защита
- У разных аппаратов есть различные режимы для сварки, но любые современные устройства изготовлены таким образом, что не дают электродам залипать. Поэтому стараться держать прут на определенном уровне от поверхности нет необходимости;
- Схема сварки: опереть электрод на поверхность свариваемых деталей и аккуратно медленно вести по зазору. Ванная заполнится жидким металлом, который при застывании образует прочное соединение. Чтобы максимально точно рассчитать мощность, ток и продолжительность воздействия дуги, необходимо воспользоваться операционной картой технологического процесса;
- Вертикальные швы свариваются короткой дугой. Угол соприкосновения электрода и свариваемой поверхности должен быть прямым, допускается отклонение на 10 градусов. Во избежание наплавления металла в одной точке может использоваться техника елочки, треугольника или многослойное прохождение тонкой дугой. Каждая методика имеет свои особенности, поэтому подбирается нужный способ в зависимости от потребностей и уровня подготовки.
После того как ремонт окончен, нужно зафиксировать пластины в определенном положении до полного застывания ванной и шва.
Автоматическая и полуавтоматическая сварка

Автоматическая и полуавтоматическая сварка – чем отличаются данные технологии? Обычный человек, скорее всего, затруднится дать ответ на этот вопрос, да ему и не нужно. Но в некоторых ситуациях выбор между тем или иным методом может сыграть существенную роль.
К примеру, автоматическая сварка – это высокая скорость работы и отменное качество шва. Для использования полуавтоматического оборудования не требуется каких-то особых условий, оно более экономичное. И на этом отличия между технологиями не заканчиваются. Так на каком же методе остановиться? Давайте разбираться.
Чем автоматическая сварка отличается от полуавтоматической
Различия в первую очередь проявляются в особенностях используемой аппаратуры. Однако для начала остановимся на сложности последней. Оборудование для автоматической и полуавтоматической сварки может работать с флюсом, защитным газом, также возможно применения порошковой проволоки. Основное отличие агрегатов для автоматической и полуавтоматической сварки заключается в том, насколько работник задействован в производственном процессе.
Автоматическая и полуавтоматическая сварка имеют свои достоинства и возможности, которые и рассматриваются при выборе метода. Существует несколько типов автоматов:
- с одним или несколькими электродами, которые одновременно выполняют соединения;
- подвесные системы со смещающейся сварочной головкой и стационарным расположением остальных частей, их используют для фигурных швов;
- самоходные, которые перемещаются на тележке, у них подвижна не только головка, но и весь механизм, применяются они при конвейерной системе производства;
- тракторы сварочные – устройства, двигающиеся по заготовке или направляющим и выполняющие длинный шов, примером может служить производство сварочной трубы.

Еще одной классификацией автоматического оборудования является разделение по разновидностям сварочного процесса:
- работа ведется снизу (нижнее положение);
- горизонтальное соединение на вертикальных поверхностях;
- сваривание с принудительным формированием шва.
Оператор не принимает непосредственного участия в работе, не следит за расположением электрода и горелки. Основная функция работника – настройка аппаратуры и проверка ее работоспособности.
Автоматические установки – это сложное оборудование. Такие устройства имеют блок управления и электронные системы, большой срок окупаемости, стоят достаточно дорого. Поэтому покупка автоматов небольшими производствами, мастерскими – нерентабельна.
Рекомендуем статьи по металлообработке
Срок окупаемости полуавтоматов небольшой. Они часто используются для сварки высокой сложности вне производства, на выезде. В полуавтоматическом оборудовании механической является только подача присадочной проволоки. Она помещается на направляющие ролики и автоматически двигается. Скорость ее перемещения регулируется оператором.
Классифицируют полуавтоматическое оборудование по:
- числу электродов;
- назначению (они могут работать со сталью, чугуном, цветными металлами);
- функциональности: аппаратура может работать без газового оборудования и подходить для любого вида сварки.

С такими аппаратами работают опытные специалисты, поскольку одновременно происходит регулировка подачи газа, отслеживание и поддержка расстояния между металлом и аппаратом, удержание дуги.
Технологии автоматической и полуавтоматической сварки
Сварочная токопроводящая головка является основным узлом оборудования. На нее подается создающий дугу разряд и проволока.
Сварка в автоматическом режиме происходит чаще всего с применением присадки в виде проволоки. Она, как правило, закрепляется на катушке и специальной бобине. Скорость подачи и траектория движения проволоки задается с помощью системы роликов. Сначала проволока выпрямляется, а потом уже подается на мундштук, который направляет ее в рабочую зону. Располагается он обычно над местом работы.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Формирование дуги с помощью автоматического оборудования происходит так же, как и при ручной сварке, то есть пробой заряда идет в процессе смыкания поверхности заготовки и электрода. Присадка в данном случае является коротким плавящимся электродом, за счет расположения электродуги и контакта. При этом длина электрода в процессе работы не уменьшается, поскольку происходит непрерывная подача проволоки.
Марка оборудования влияет на размер сварочной зоны. Мундштук и металл не перегреваются, если правильно настроить аппаратуру. Зажигание дуги с помощью инверторного источника может происходить без непосредственного контакта детали и электрода. При фиксированной длине электродуги электрод редко залипает в процессе короткого залипания по капле. Происходит стабильная подача металла в сварную ванну. Если падает капля, то проволока начинает движение назад с холостым ходом. Тем самым происходит увеличение дистанции и поддержание электроразряда. При ручной сварке невозможно обеспечить столь высокую стабильность работы.
Специфика сварки имеет большое влияние на выбор технологии соединения. Наиболее популярна сварка:
- В защитной газовой среде. Качественный шов можно получить с использованием гелия, аргона и разных смесей.
- Электрошлаковая. Ток, проходя через жидкий шлак, способствует выделению тепла, расплавляющего как заготовку, так и присадочную проволоку. Такой вид сварки дает минимально возможное проникновение водорода в металл, создавая большую ударную вязкость шва.
- Под флюсом. Считается одной из самых производительных. Данная технология используется на металлургических предприятиях и в машиностроении. Присадочными материалами при таком виде сварки являются сыпучий флюс и проволока, имеющая сплошное сечение.

Подача присадочного материала в сварную ванну при автоматической сварке может быть любой, в том числе аппарат может переносить его струйным методом. В случае короткого замыкания восстановление сварочной дуги происходит автоматически, без оператора.
Выше уже указывалось, что на сегодняшний день одним из самых популярных методов сварки, создающим качественный шов, является автоматическое соединение с защитой флюсом. Таким способом происходит сварка сложных металлов: нержавейки, меди и алюминия. Соединение автоматом происходит с высокой скоростью, защиту же обеспечивает флюс.
Флюс является веществом, которое выпускают в виде гранул, жидкости, порошка. Он обладает рядом достоинств. Так, эти примеси поступают в сварочную ванну толстым слоем и обеспечивают ее защиту от атмосферного кислорода. Одновременно, флюс уменьшает возможность разбрызгивания жидкого металла, помогает поддерживать горение дуги, защищает сам металл, а в случае необходимости способен поменять химический состав соединения.
Существует разделение флюсов в зависимости от их назначения. Одни используются для работы с высоколегированными сталями, другие – с углеродистыми или легированными, третьи – с цветными. А также они могут быт керамическими или плавлеными. При этом отличаются своим составом.
В подавляющем большинстве работ используется плавленый флюс. Причина – его относительная дешевизна и универсальность. Он может эффективно осуществлять защиту сварочной ванны от воздуха. Впрочем, ждать от него проявления особых свойств не стоит. При высоких требованиях к качеству шва специалисты рекомендуют выбирать керамический флюс.
Флюсы также бывают химически пассивными и активными. Последние имеют в своем составе кислоты. Они способствуют хорошей защите металла, но приводят к его коррозии. Поэтому требуется тщательное удаление таких примесей после окончания работы. Применение пассивного флюса в автоматической сварке затруднено, поскольку он не имеет необходимых свойств. Чаще всего он встречается при пайке и представляет собой канифоль или воск.
Автоматическое соединение с использованием защиты флюсом применяется во многих областях промышленности. Например, для создания крупносерийного конвейерного производства. Именно поэтому данная технология используется при сборке судов, контейнеров для нефтепереработки, при изготовлении труб большого диаметра.
В настоящее время используется два стандарта, в которых описываются правила работы полуавтоматов: ГОСТ 14771-76 – сварка в среде защитных газов: автоматическая и полуавтоматическая сварка; ГОСТ 8713-79 – автоматическая и полуавтоматическая сварка под флюсом. Первая ведется с использованием углекислоты. А соединение под флюсом происходит с применением порошков и паст, которые при плавке обеспечивают надежную защиту от воздуха рабочей зоны.
Сварка с использованием полуавтоматического оборудования является достаточно производительным методом соединения. Сама аппаратура имеет ряд особенностей. В конструкции применяются катушки, обмотанные порошковой или омедненной проволокой для сварки. Электрический двигатель и ролики являются механизмом, с помощью которого происходит подача присадки через специальный шланг к месту соединения, где она плавится.
Оператору не приходится менять электрод, поскольку проволока непрерывно подается в рабочую зону. Деформация металла при работе с полуавтоматом под защитой газа немного меньше, поскольку происходит обдув углекислым газом.
Полуавтоматическое оборудование может применяться для работы с чугуном, низколегированными сталями, алюминием, нержавейкой. Нержавеющая сталь и алюминий требуют применения для защиты инертных газов, таких как гелий и аргон.

Соединение различных сплавов происходит в разных режимах, технологии применяются также различные. Например, к особенностям подготовки заготовок относят: прогрев перед работой, травление, применение флюсов.
Иногда используются специально созданные марки проволоки. Их применяют для наплавки с целью создания износостойкого покрытия, сварки заготовок из чугуна, легированных сталей, конструкционных материалов.
При этом применяют разные флюсы. Они используются как для защиты места соединения, так и для создания швов, имеющих особые характеристики. Корку из шлаков, образующуюся при применении флюсов и порошковой проволоки, обязательно убирают при остывании металла.
Существует ряд нюансов при полуавтоматическом соединении в защитной газовой среде. Так, углеродистые стали обычно варят с использованием защиты углекислотой. При сварке нержавейки и алюминия подключают гелий, аргон или различные смеси с CO2.
Аппаратура, применяемая для сварки, имеет отличия от инверторов, которые работают при соединении с помощью покрытого электрода. Передняя панель, помимо рукояток регулировки размера тока, снабжена колесиком, посредством которого меняется скорость подачи проволоки.
Параметры соединения выбираются в зависимости от материала заготовки, марки и толщины. Профессиональная аппаратура дает возможность настроить индуктивность, которая оказывает влияние на то, насколько сильно будут проплавляться края деталей, разбрызгиваться металл, насколько «мягкой» будет сварочная дуга. Ее параметры зависят от металла и прочих условий.
Плюсы и минусы автоматической сварки

При внимательном осмотре шва, сделанного с использованием автоматической технологии, заметно, что он значительно ровнее соединения, сделанного вручную. Однако это не единственное достоинство автоматической сварки:
- Применение электронных систем значительно ускоряет настройку, в отличие от оборудования для ручного дугового соединения, которое нужно настраивать долго, подбирать напряжение и ток.
- Производительность автоматов в несколько раз превышает скорость работы бригады сварщиков, такому оборудованию не надо отдыхать, оно не зависит от профессионализма работников.
- Уменьшается количество отходов. Брак зависит от того, насколько правильно было настроено оборудование, а не от квалификации работников.
- Стабильный шов. Чрезвычайно высоко оценивается качество и аккуратность места соединения металла. Они ровные и имеют одинаковую высоту. Нет наплывов и разрывов.
- Экономичность. Проволока расходуется медленнее, уменьшаются потери энергии, уходившей на угар и разбрызгивание.
- Есть возможность проводить соединение в замкнутых и труднодоступных местах, при вредных для человека условиях, таких как: высокая и низкая температура, загазованность и пр.
Однако, помимо достоинств, автоматическая сварка имеет и ряд недостатков:
- оборудование имеет небольшую маневренность;
- при изменении операции необходимо проводить перенастройку;
- высокая стоимость;
- вред для здоровья окружающих из-за выделения небезопасных газов при проведении автоматического соединения, несмотря на то, что нет необходимости применять средства индивидуальной защиты.
Именно поэтому такое оборудование не в состоянии полностью заменить сварщиков.
Преимущества и недостатки полуавтоматической сварки
Механизированная сварка завоевывает все большее число поклонников не только среди профессионалов, но и среди любителей.
Перед началом работы на полуавтоматическом оборудовании необходимо взвесить все его достоинства и недостатки. Преимуществами являются:
- Возможность без повреждения покрытия сделать неразъемный шов на оцинкованных деталях. При этом используют медную проволоку.
- Способность работать с чугуном, алюминием и конструкционной сталью.
- Возможность варить тонкие листы металла толщиной ≤ 0,5 мм.
- Малая чувствительность к коррозии заготовки и ее загрязнению.
- Удобство работы, когда сварщик сразу видит шов, шлак не закрывает его.
- Стоимость работ невысока, сравнивая ее с иными способами изготовления неразъемных соединений.
Но есть и недостатки работы с использованием полуавтоматического оборудования. Разлет брызг металла достаточно велик при работе без газа. Излучение дуги сильнее и появляется необходимость использовать защитную одежду и маску.
Несмотря на перечисленные неудобства, данный тип соединения используется в различных отраслях производства. Наиболее часто он применяется в ходе ремонта транспорта и в автомобилестроении, но всегда с защитным газом – аргоном, гелием, углекислотой.
Какой метод сварки выбрать – автоматический или полуавтоматический?
Выбрать, что именно требуется сейчас – автоматическая и полуавтоматическая дуговая сварка, поможет конкретная ситуация. Автомат необходим для изготовления швов повышенной сложности и для производства крупных партий изделий. Полуавтомат прекрасно подойдет для небольших партий продукции с качественным равномерным швом.
Настройка полуавтоматов не требует длительной подготовки, а их обслуживание экономично. Нет необходимости в создании специальных условий для соединения. Рабочие трудятся как в помещениях, так и на улице. Для размещения аппаратуры не нужна ровная поверхность с покрытием определенной плотности. И, пожалуй, самое важное свойство полуавтоматов – их мобильность.
Автоматическое же сварочное оборудование требуется при работе линии с общим управлением, в технологической цепочке, при выполнении одинаковых операций.
При смене работы автоматы требуют перенастройки и регулировки. Использовать их для выполнения разовых операций неоправданно дорого. Выбирая, как должна быть проведена сварка (на автоматических или полуавтоматических машинах), при ограниченном бюджете следует отдать предпочтение полуавтоматам. Но при выстраивании производственного цикла специалисты рекомендуют остановиться на автоматах.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка. Основные виды сварки. Сварка различных металлов с сплавов.
Сварка - это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи. Процесс создания сварного соединения протекает в две стадии.
На первой стадии необходимо сблизить поверхности свариваемых материалов на расстояние действия сил межатомного взаимодействия (около 3 А). Обычные металлы при комнатной температуре не соединяются при сжатии даже значительными усилиями. Соединению материалов мешает их твердость, при их сближении действительный контакт происходит лишь в немногих точках, как бы тщательно они не были обработаны. На процесс соединения сильно влияют загрязнения поверхности - окислы, жировые пленки и пр., а также слои абсорбированных примесных атомов. Ввиду указанных причин выполнить условие хорошего контакта в обычных условиях невозможно. Поэтому образование физического контакта между соединяемыми кромками по всей поверхности достигается либо за счёт расплавления материала, либо в результате пластических деформаций, возникающих в результате прикладываемого давления. На второй стадии осуществляется электронное взаимодействие между атомами соединяемых поверхностей. В результате поверхность раздела между деталями исчезает и образуется либо атомная металлическая связи (свариваются металлы), либо ковалентная или ионная связи (при сварке диэлектриков или полупроводников). Исходя из физической сущности процесса образования сварного соединения различают три класса сварки: сварка плавлением, сварка давлением и термомеханическая сварка (рис. 1.25).

Рис. 1.25. Классификация видов сварки
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления. Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой. Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
2. Основные виды сварки
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
На второй стадии эмитированные электродом электроны ускоряются в электрическом поле и вызывают ионизацию газового промежутка «катод-анод», что приводит к возникновению устойчивого дугового разряда. Электрическая дуга является концентрированным источником тепла с температурой до 6000 оС. Сварочные токи достигают 2-3 кА при напряжении дуги (10-50) В. Наиболее часто применяется дуговая сварка покрытым электродом. Это ручная дуговая сварка электродом, покрытым соответствующим составом, имеющим следующее назначение:
1. Газовая и шлаковая защита расплава от окружающей атмосферы.
2. Легирование материала шва необходимыми элементами.
В состав покрытий входят вещества: шлакообразующие - для защиты расплава оболочкой (окислы, полевые шпаты, мрамор, мел); образующие газы СО2, СН4, ССl4; легирующие - для улучшения свойств шва (феррованадий, феррохром, ферротитан, алюминий и др.); раскислители - для устранения окислов железа (Ti, Mn, Al, Si и др.) Пример реакции раскисления : Fe2O3+Al = Al2O3+Fe.

Рис. 1.26. Ручная сварка покрытым электродом: 1 - свариваемые детали, 2 - сварной шов, 3 - флюсовая корочка, 4 - газовая защита, 5 - электрод, 6 - покрытие электрода, 7 - сварная ванна
Рис. 1.26 иллюстрирует сварку покрытым электродом. По указанной выше схеме между деталями (1) и электродом (6) зажигается сварочная дуга. Обмазка (5) при расплавлении защищает сварочный шов от окисления, улучшает его свойства путем легирования. Под действием температуры дуги электрод и материал заготовки плавятся, образуя сварную ванну (7), которая в дальнейшем кристаллизуется в сварной шов (2), сверху последний покрывается флюсовой корочкой (3), предназначенной для защиты шва. Для получения качественного шва сварщик располагает электрод под углом (15-20)0 и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги (3-5) мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
Автоматическая сварка под флюсом.
Таким образом, автоматическая сварка под слоем флюса отличается от ручной сварки по следующим показателям: стабильное качество шва, производительность в (4-8) раз больше, чем при ручной сварке, толщина слоя флюса - (50-60) мм, сила тока - (1000-1200) А, оптимальная длина дуги поддерживается автоматически, шов состоит на 2/3 из основного металла и на 1/3 дуга горит в газовом пузыре, что обеспечивает отличное качество сварки.
Электрошлаковая сварка.
Электрошлаковая сварка является принципиально новым видом процесса соединения металлов, изобретенном и разработанным в ИЭС им. Патона. Свариваемые детали покрываются шлаком, нагреваемом до температуры, превышающей температуру плавления основного металла и электродной проволоки.
На первой стадии процесс идет так же, как и при дуговой сварке под флюсом. После образования ванны из жидкого шлака горение дуги прекращается и оплавление кромок изделия происходит за счет тепла, выделяющегося при прохождении тока через расплав. Электрошлаковая сварка позволяет сваривать большие толщи металла за один проход, обеспечивает большую производительность, высокое качество шва.

Рис. 1.27. Схема шлаковой сварки:
1 - свариваемые детали, 2 - сварной шов, 3 - расплавленный шлак, 4 - ползуны, 5 - электрод
Схема электрошлаковой сварки показана на рис. 1.27. Сварку ведут при вертикальном расположении деталей (1), кромки которых так же вертикальны или имеют наклон не более 30 o к вертикали. Между свариваемыми деталями устанавливают небольшой зазор, куда насыпают порошок шлака. В начальный момент зажигается дуга между электродом (5) и металлической планкой, устанавливаемой снизу. Дуга расплавляет флюс, который заполняет пространство между кромками свариваемых деталей и медными формующими ползунами (4), охлаждаемыми водой. Таким образом, из расплавленного флюса возникает шлаковая ванна (3), после чего дуга шунтируется расплавленным шлаком и гаснет. В этот момент электродуговая плавка переходит в электрошлаковый процесс. При прохождении тока через расплавленный шлак выделяется джоулево тепло. Шлаковая ванна нагревается до температур (1600-1700) 0С, превышающих температуру плавления основного и электродного металлов. Шлак расплавляет кромки свариваемых деталей и погруженный в шлаковую ванну электрод. Расплавленный металл стекает на дно шлаковой ванны, где и образует сварочную ванну. Шлаковая ванна надежно защищает сварочную ванну от окружающей атмосферы. После удаления источника тепла, металл сварочной ванны кристаллизуется. Сформированный шов покрыт шлаковой коркой, толщина которой достигает 2 мм.
Повышению качества шва при электрошлаковой сварке способствует ряд процессов. В заключение отметим основные преимущества электрошлаковой сварки.
- Газовые пузыри, шлак и легкие примеси удаляются из зоны сварки по причине вертикального расположения сварного устройства.
- Большая плотность сварного шва.
- Сварной шов менее подвержен трещинообразованию.
- Производительность электрошлаковой сварки при больших толщинах материалов почти в 20 раз превышает аналогичный показатель автоматической сварки под флюсом.
- Можно получать швы сложной конфигурации.
- Этот вид сварки наиболее эффективен при соединении крупногабаритных деталей типа корпусов кораблей, мостов, прокатных станов и пр.
Электронно-лучевая сварка.
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма - ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 - 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
- Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Читайте также: