Рутиловые электроды для сварки что это
Обновлено: 20.09.2024
Электроды для дуговой сварки изобрел русский ученый Николай Николаевич Бенардос в 1811 году для соединения металлических кромок в научных целях. Разработки для улучшения сварочного процесса продолжил его соотечественник Николай Гаврилович Славянов. Он заменил угольный электрод стержнем из металла и применил флюс для защиты от выгорания и накопления вредных веществ (серы, фосфора).
Спустя некоторое время (начало XIX) английские и американские ученые усовершенствовали труды российских изобретателей и запатентовали основные технологии производства сварочных стержней с защитным покрытием (обмазкой). После получения патента началось активное внедрение дуговой сварки в производство для строения судов и машин.
От вида покрытия электрода, посредством которого проводится дуговая сварка, зависят качество и прочность сварочного шва. Покрытие подбирается с учетом физико-химических свойств обрабатываемых металлов и условий проведения сварки. В статье изложена информация о назначении покрытий стержней, их видах, особенностях изготовления и использования.
Для чего нужна обмазка электродов?
- Предохраняет рабочую зону от влияния атмосферных газов (азота с кислородом и водородом). Создается двухуровневая защита: рабочая зона и шлаковая корка на поверхности расплавленного материала обволакиваются углекислым газом и углеродными окисями.
- Обеспечивает затвердение шва, препятствует появлению трещин. При снижении скорости остывания металла из расплавленного участка выходят образующиеся в процессе газы, которые негативно влияют на прочность.
- Допускает бесперебойное поддержание горящей дуги в различных режимах обработки, значительно упрощает процесс розжига. Стабильное горение достигается за счет повышенного образования ионов в рабочем пространстве.
- Очищает металлический шов от примесей, насыщает легирующими добавками.
Перечисленные свойства обеспечивают компоненты, из которых состоят различные виды покрытия электродов.

Состав обмазки электродов
- Целлюлоза – создает газовое облако с восстанавливающим агентом
- Фторид кальция – повышает плавкость оксидов железа, а газ, который выделяется, стабилизирует процесс горения
- Карбонаты – обеспечивают образование шлаков
- Магний и кремний – раскисляют шов после сварки
- Диоксид титана – улучшает отвердевание
- Каолин – придает пластичность
Некоторые виды покрытия электродов содержат порошок железа, который улучшает качество наплавки, и дополнительные легирующие присадки.
Как покрывают защитным слоем металлические стержни?
Сначала все компоненты перетирают в порошок, просеивают через сита, чтобы они были однородными. Далее их смешивают, соблюдая пропорции, и добавляют связующее жидкое стекло. Наносят на поверхность металлического стержня способом окунания или опрессовки, используя специальное оборудование.
Толщина электродной обмазки
- Тонкие (М) – отношение не превышает 1,2
- Средние (С) – до 1,45
- Толстые (Д) – порядка 1,8
- Особо толстые (Г) – более 1,8
Расходники с тонким или средним слоем обеспечивают стабильную горящую дугу, но не оказывают влияния на качество наплавки. Для создания прочного шва потребуются расходные материалы с маркировкой Д и Г, вес которых составляет 40-50% от общей массы стержня.
Для ручной сварки используются 4 вида покрытий поверхности электродов, которые определяются по маркировке (буквы А, Б, Р, Ц). Рассмотрим особенности их состава и применения.
1. Кислые (А)
Состоят из окислов железа и марганца, кремнезема, ферромарганца, целлюлозы, крахмала. Они образуют стабильно горящую дугу и обеспечат ее быстрый розжиг при питании с невысоким напряжением. Электропитание осуществляется током переменного или постоянного типа. Малочувствительны к проржавевшим кромкам, которые сплавляются.
Из минусов – вредные испарения при нагревании, разбрызгивание расплавленного вещества. Для такой разновидности материалов не допускается температурная прокалка перед использованием. Низкая отделяемость шлака может повлечь за собой (при нескольких слоях) зашлаковку наплавки. Основная область применения – сплавка низколегированной стали. Для чугуна рекомендуются расходники ОЗЧ-2, для молибденовых сплавов – ЦЛ-6.
2. Основные или фтористо-кальциевые (Б)
В состав входят карбонаты кальция и магния, плавкого шпата, ферромарганец. Благодаря слабому окислению, они обеспечивают выход кислорода из расплавленного материала. Применение расходного материала способствует защите от образования трещинок на швах, максимальная эффективность достигается при электросварке жестких конструкций с несколькими слоями. Лучшими с таким покрытием считаются японские Kobelco LB-52U, отечественные УОНИ 13/55, ОЗЛ-8 и FUBAG FB 13/55 .

Чтобы поддерживать стабильное горение дуги, потребуется источник постоянного тока обратной полярности. При переменном токе шпат, который входит в состав, создает неравномерное горение. К недостаткам можно отнести восприимчивость к влаге, поэтому расходники нужно хранить в сухом месте и прокаливать непосредственно перед использованием. Края конструкций предварительно нужно очищать от ржавчины, чтобы в швах не появились поры.
3. Рутиловые (Р)
Содержат добавку диоксида титана (рутила), карбонаты кальция и магния, ферромарганец, кремнезем. Из доступных вариантов можно рассмотреть Fubag FB 3. Расходники дают хорошие результаты при спайке ржавых участков, соединении загрунтованных элементов без образования пор. Ровный стойкий шов получается даже у сварщиков с небольшим опытом, предварительная шлифовка кромки не требуется. Допускается сплавка в любом положении конструкции. Брызги расплава практически отсутствуют.

Расходники применяются в большинстве случаев для сварки трубопроводов, транспортирующих жидкости. Они не подходят для условий, когда планируется транспортировка при высоких температурах. Электроды можно использовать повторно. Перед использованием стержни обязательно нужно подвергать просушке и прокалке.
4. Целлюлозные (Ц)
К органическим веществам (до 50% оксицеллюлозы, крахмала) добавляются шлакообразующие материалы и легирующие присадки (ферромарганец, силикаты, диоксид титана). Они дают хорошее горение дуги при постоянном токе питания, позволяют сварщикам развивать высокую производительность за счет легкости ведения шва.
Сварка может выполняться в любом положении. В процессе выделяется немного шлака, поэтому такие расходники удобно применять при вертикальном размещении конструкции. Они подходят также для труднодоступных мест. Из минусов – грубочешуйчатая поверхность швов, поэтому понадобится дополнительная шлифовка. При работе разбрызгивается до 15% расплавленного материала.
Кроме основных обмазок, часто применяются также комбинированные виды покрытия электродов, например, кисло-рутиловые (КР) или рутилово-целлюлозныые (РЦ) расходники Fubag FB 46 .

Как подобрать подходящие электроды?
- Толщину и состав сварной конструкции (медь, чугун, нержавеющая, низкоуглеродистая или высоколегированная сталь). Например, для высоколегированной стали оптимально подойдут расходники марок ЛМЗ-1, АНВ-1.
- Требования по эксплуатации (предварительная прокалка, положение стержня при работе). Проще всего сварка проводится в горизонтальном положении, при вертикальном положении возможно стекание шлаков. Работу в труднодоступных местах под наклоном выполняют квалифицированные сварщики.
- Марку применяющегося сварочного аппарата. Нередко в названии сварочного оборудования встречаются вставки, указывающие на особенности применения расходных материалов. Ярким примером станет модель IN 226 CEL , в названии которой указана возможность эффективной работы электродами с целлюлозным покрытием.

* Для инверторных устройств, которые пользуются популярностью в быту, подойдут стержни с обмазкой любого типа (исключая специфические задачи).
Доверие российских сварщиков заслужили немецкие аппараты Fubag и адаптированные к ним расходные материалы этой же марки – благодаря высокому качеству и удобству в эксплуатации. Исходя из толщины конструкции и диаметра стержней, важно правильно настроить сварочный аппарат, поскольку при слабом токе не получится образовать дугу, а при очень сильном – можно прожечь насквозь металл.
Изложенная информация позволит избежать ошибок при выборе и эксплуатации различных электродов для ручной дуговой сварки начинающим или малоопытным специалистам.
Описание электродов с рутиловым покрытием
.jpg)
Электроды для сварки
Соединение двух металлических компонентов осуществляется с помощью сварки. Наиболее удобными и простыми в использовании стали рутиловые электроды.

Сфера применения электродов
Из-за своих технических характеристик и плотного заполнения металлом шва такие расходные материалы применяют во многих случаях монтажа и ремонта:
- водяных коллекторов;
- газовых магистралей;
- нефтепроводов;
- трансформаторов и генераторов.
Часто электроды с рутиловым покрытием используют для восстановления инструмента и наплавления деталей до нужных размеров. Для обеспечения повышенной ударной прочности применяются другие марки электродов.
Маркировка расходников
Такие изделия для сварки имеют в обозначении букву Р в конце. Если рядом с ней есть литера Ц, то в состав входит целлюлоза. Основная маркировка выглядит так – МР, с ильменитом – МР-3м, с ионизирующими компонентами – МР-3с.
Остальные кодировки обозначают следующие параметры:
- цифра после марки – диаметр проволоки;
- У – применение для сварки углеродистых и низколегированных видов стали;
- Д – утолщенное покрытие;
- следующее буквенно-цифровое сочетание символизирует металл шва и его наплавление;
- оставшиеся цифры подскажут, в каком положении электродом можно работать и тип тока, требующийся при сварке.
Для производителей разных стран характерны свои типы маркировок:
- МР-3, МР-3С, ОЗС-4, ОЗС-6, ОЗС-12, АНО-21, ЗРС-1, ЗРС-2 – российская продукция;
- GEKA ELIT – произведены в Турции;
- Omnia 46 – привезены из США;
- OK 46.00 – изготовлены в Швеции;
- AWS E6013 и Е-7018 – изделия из Китая.
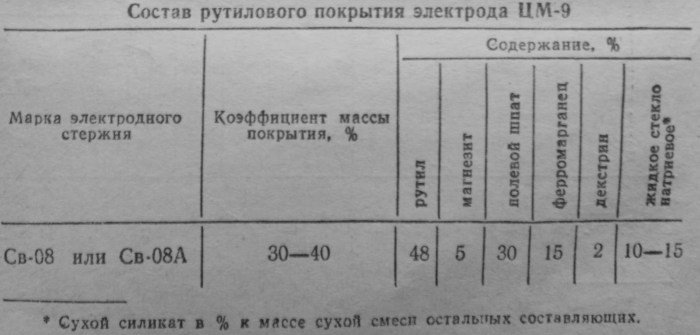
Состав электродов с рутиловым покрытием
Компоненты, из которых делают рутиловое покрытие электродов, имеют небольшие отличия в зависимости от марки. Чаще всего встречается продукция с таким базовым составом:
Характеристики материала
С ними можно познакомиться, рассмотрев таблицу:
| Наименование | Единица измерения | Значение |
| Производительность | г/мин | 12-16 |
| Коэффициент наплавки | г/А.ч | 11-15 |
| Расход на 1 кг наплавленного металла | кг | 1,4-1,7 |
Размеры, которые могут иметь электроды:
| Диаметр, мм | Длина, мм |
| 2,0 | 300 |
| 2,5 | 300 |
| 3,2 | 350 |
| 4,0 | 350 |
| 5,0 | 450 |
| 6,0 | 450 |
Характеристики сварочного шва:
| Наименование | Единица измерения | Значение |
| Предельная прочность | МПа | 410-450 |
| Ударная прочность | Дж/см² | 80-147 |
| Относительное удлинение | % | 20-22 |
Производство рутиловых расходных материалов для сварки происходит в соответствии с ГОСТ 9466-75, 9467-75, а также с европейскими и международными стандартами ISO 2560, DIN 1913, AWS 5.1. В продаже есть упаковки массой 1, 2,5, 3 или 5 кг.
Плюсы использования рутиловых электродов
Среди преимуществ электродов на основе рутила называют:
- возможность работы с металлическими изделиями, покрытыми ржавчиной;
- стабильную, легко разжигаемую дугу;
- малое образование шлака;
- возможность работать сплошным швом или прихватками;
- высокую механическую прочность и ударную вязкость сварного шва;
- низкий коэффициент разбрызгивания металла при качественной просушке расходников;
- использование не до конца сожженного электрода повторно;
- невысокая пожароопасность.
Недостатки сварки электродами с рутиловым покрытием
Они условны и немногочисленны:
- высокая цена по сравнению с прочими разновидностями;
- невозможность вертикальной сварки сверху вниз;
- большой расход;
- необходимость выдерживать острый угол между стержнем и поверхностью для минимального шлакообразования;
- точный подбор рабочего тока для избегания прожогов и возникновения каверн в металле;
- специальные навыки для работы прерывистым швом.
Особенности эксплуатации
Для изготовления качественных швов необходимо знать методику работы с рутениевой проволокой и применять ее на практике.
Настройки сварочного аппарата
Это несложная операция, однако ошибки приводят к перерасходу материала и некачественной сварке металла.

Прежде чем выставлять параметры на аппарате, надо выяснить несколько нюансов:
- разновидность свариваемой стали;
- толщину заготовок;
- глубину и ориентированность в пространстве соединительного шва;
- возможности электрической сети.
Выбор режима сварки
Эта операция заключается в установке нужных параметров на аппарате переменного или постоянного тока. В таблице приведены нормы в зависимости от типа создания сварочного шва и диаметра стержня:
| Диаметр, мм | 2 | 2,5 | 3 |
| Сила тока в нижнем положении, А | 50-90 | 60-110 | 80-140 |
| Сила тока в вертикальном положении, А | 50-70 | 60-90 | 80-100 |
| Сила тока в потолочном положении, А | 70-90 | 80-100 | 100-130 |
Прокалка расходников
Качество шва и поджигания дуги, залипание электрода и осыпание обмазки зависят от количества влаги в рутиловом слое. Для этого стержни предварительно прокаливают.
Для контроля на производстве ведется специальный журнал с указанием даты, номера операции, типа изделия, температуры, подписи ответственного лица.
Произвести сушку можно в таких приспособлениях:
- в стационарных печах с лотками под электроды и возможностью поддержания постоянной температуры от 60 до 500°C;
- в герметичных термоизоляционных пеналах при работе на открытом воздухе;
- в специальных контейнерах, подключаемых к сварочному аппарату или бытовой электрической сети;
- в шкафах, пригодных не только для нагрева, но и для хранения расходных материалов.
В домашних условиях пользуются такими устройствами:
- газовой или электрической духовкой;
- горячим радиатором отопления (необходимо согревать электроды в течение 2-3 дней);
- строительным феном в асбестовой или другой негорючей трубе.
Прокаливать рутиловые электроды допускается не более 3 раз.
Причина популярности изделия
Сварщики предпочитают работать с электродами на основе рутила из-за удобства применения. При новом розжиге достаточно начать операцию в месте чуть выше остановки. Разницы в качестве полученного шва практически не видно.
Во время работы выделяется минимальное количество вредных веществ, что оценили работники, производящие соединение металлов в помещениях с недостаточной вентиляцией.
А также минимум времени, необходимого на обработку готового стыка.
Лучшие марки на рынке
Производители предлагают множество разновидностей расходных сварочных материалов на основе рутилия. Есть среди них самые качественные и популярные марки.
«Ресанта»
Наиболее удачными стали электроды типа МР-3.
.jpg)
Этот бренд пользуется доверием сварщиков из-за стабильного качества независимо от партии, т. к. прочие заводы выпускают продукцию, характеризующуюся нестабильностью технических характеристик. В пользу изделий от компании «Ресанта» свидетельствуют следующие достоинства:
- легкий розжиг;
- простой контроль длины дуги;
- возможность использования аппаратов переменного и постоянного тока;
- допустимость создания шва в любом направлении;
- не образуют язв и пор в шлаковом слое.
К минусам относят склонность к отсыреванию и ужесточенные условия прокаливания – не менее 1 часа при 150-170°C.
ESAB SVEL
Наиболее популярной маркой, выпускаемой шведским концерном на российском заводе, стали электроды OK 46.00 с рутилово-целлюлозным покрытием. В категории от 150 до 200 руб. за 1 кг это самый лучший выбор для промышленного и бытового использования.
Преимуществами продукции стали:
- низкий минимальный порог тока, необходимого для работы;
- уверенное горение дуги;
- возможность сварки тонкостенных изделий не только профессиональным сварщиком, но и начинающим;
- малая чувствительность к загрязненной поверхности свариваемых элементов и коррозии;
- легкое отделение шлака;
- невосприимчивость к влаге – сильно отсыревший стержень сушится при температуре 70-90°C.
Упущением производителя считают недостаточную прочность получаемого соединения. Многие сварщики предпочитают для наиболее ответственных работ электроды другого типа.
Lincoln Electric Omnia
Американская компания «Линкольн Электрик» специализируется на выпуске сварочного оборудования более 100 лет. Впервые электроды этого бренда появились в продаже в 1927 г. Марка Omnia 46 производится недавно, но завоевала популярность у сварщиков и экспертов. Цена на нее ниже, чем у многих конкурентов. Плюсами продукции называют:
- возможность проведения сварочных работ новичками на оборудовании, не имеющем функции облегченного розжига;
- нет необходимости контроля длины дуги из-за нечувствительности стержня к ее изменению;
- пожарная безопасность ввиду малого радиуса разлетания искр;
- нечувствительность к ржавчине;
- прочность шва, сравнимая с многими электродами, имеющими основную обмазку;
Минусом признается слабая стойкость к впитыванию влаги, что компенсируется быстрым высыханием при невысоких температурах.
ОЗС-12
Выпускаются на предприятии «СпецЭлектрод», Москва. Сертифицированы НАКС для использования при соединении на опасных и ответственных объектах деталей из низкоуглеродистых марок стали. Среди положительных качеств называют:
- ровный, легко создаваемый, шов;
- тонкую, быстро отделяемую корку шлака;
- прочный, с малой склонностью к растрескиванию и образованию посторонних включений, стык.
- одна из самых чувствительных к сырости обмазка;
- время просушки – не менее 1 часа при температуре от 150°C;
- необходимость тщательной зачистки зоны сварки.
ОЗС 12 электроды станут хорошей заменой основным при соблюдении требований к работе с ним. Не только опытный сварщик, но и новичок сможет произвести герметичный, красивый шов.
Что нужно знать об электродах с рутиловым покрытием
На что обратить внимание при выборе электродов для сварки инвертором? Материал, толщина, производитель? Что еще? Один из важнейших параметров – покрытие (обмазка) электрода. Химический состав, нанесенный на металлический стержень, защищает сварочную ванну от негативного влияния окружающих газов и гарантирует получение шва с заранее известными свойствами.
- Основное
- Целлюлозное
- Кислотное
- Рутиловое
- Смешанные типы
Помимо перечисленных существуют электроды с другими видами обмазок (имеют маркировку П). Они пользуются меньшим спросом и реже применяются, чем вышеупомянутые.
Покрытия наделяют электроды уникальными свойствами. Каждый из видов обладает собственными преимуществами и недостатками, а также имеет определенные ограничения по применению. В этой статье поговорим про рутиловые электроды для сварки. Почему они востребованы профессионалами и часто рекомендуются начинающим сварщикам? Давайте начнем по порядку.
Рутиловые электроды – Состав | Характеристики | Маркировка

Конструкция электродов проста: внутри находится металлический стержень, снаружи – покрытие. Материал стержня и свариваемых деталей должен совпадать, чтобы гарантировано получить качественный сварной шов без дефектов.
- Двуокись титана
- Полевой шпат
- Ферромарганец
- Магнезит
- Декстрин
- Рутилово-целлюлозные (РЦ) – дают возможность варить в любом положении, включая сварной шов (сверху-вниз)
- Рутилово-основные (РБ) – позволяют осуществлять сварку не ограничиваясь в положениях, отличаются легким удалением шлака и наделяют шов высокой вязкостью
- Рутилово-кислые (РA) – отличаются легкостью устранения шлака, имеющего пористую структуру
Какие рутиловые электроды выбрать? На сегодняшний день больше всего востребованы варианты с маркировкой Э42 и Э46. Каждый из них предлагает определенные показатели ударной вязкости и прочности сварочного шва, в зависимости от которых профессионалы выбирают тот или ной вариант расходного материала.

При выборе электрода не стоит обходить вниманием маркировку. Скрытая информация поможет правильно настроить сварочный аппарат для получения высококачественного шва. Что содержит полная маркировка? В качестве примера возьмем рутилово-целлюлозные электроды FUBAG FB 46 D3.0 мм .

- «Э46» – Электрод для ручной дуговой сварки (буква Э) с пределом прочности 46 кгс/мм2 (число 46).
- «FB46» – Название электрода данное производителем.
- «∅» – Символ указывает на диаметр, представленный в характеристиках на упаковке.
- «У» – Определяет возможность применения. В данном случае это низколегированная сталь с пределом прочности 60 кгс/мм2.
- «Д» – Указывает на толщину обмазки и означает толстое покрытие (тонкое обозначается маркером «М», среднее – «С», а очень толстое «Г»).
- «Е» – Означает, что покрытие подвергается плавлению.
- «43» – Еще одно значение предела прочности. Временное сопротивление разрыву не менее – 44 кгс/мм2
- «1» - Относительное удлинение составляет не менее 20%
- «(3)» - Указывает на показатель температуры равный -20оС. Это минимальное значение при котором соблюдается условие – ударная связь не опускается ниже 34 Дж/см2 (считается показатель ежду металлом шва и направленным металломы)
- «РЦ» - Тип покрытия – рутилово-целлюлозное
- «1» - Отсутствие ограничений в положениях сварки
- «2» - Сварка проводится на прямой полярности и рекомендованное напряжение холостого тока, которого стоит придерживаться, составляет 50 В (допустимое отклонение от показателя 5 в большую и меньшую сторону)
Убедились в том, что представлено немало полезной информации об электродах? А ведь такая маркировка имеется у каждого из производителей. Советуем обращать на нее внимание, чтобы подобрать лучший вариант для создания качественного шва.
Где применяются рутиловые электроды

Химический состав наделяет электроды с рутиловым покрытием устойчивостью к высокой влажности. За счет этого сварщику гарантирована стабильность сварочной дуги даже в случае попадания воды в зону горения. Конечно же, это преимущество невозможно проигнорировать. Рутиловые электроды часто используются при ремонте трубопровода или других конструкций, которые находятся во влажной среде.
Немаловажной является возможность наплавлять толстый сварочный шов на металлическую поверхность. Это делает их востребованным среди мастеров, которые ремонтируют (восстанавливают) разнообразные детали и инструменты со стертой поверхностью.
Дополнительным бонуса от применения рутиловых электродов во время сварки инвертором идет минимальное разбрызгивание. Таким образом значительно экономится материал, что уменьшает расходы на выполнение сварочных работ. Это наверняка будет важно как для профессионала, так и новичка.

Почему продавцы рекомендуют рутиловые электроды
- Универсальность – стабильная дуга в независимости от вида тока (постоянный/переменный).
- Легкий розжиг дуги – отсутствие заминок повторном зажигании.
- Малый коэффициент разбрызгивания.
- Возможность работы с влажным материалом, поверхностью с небольшим коррозийным слоем или грунтовкой.
- Отличный показатель ударной вязкости шва.
- Устойчивость сварочного шва – после сварки рутиловым электродом полученный сварочный шов сохранит качество даже при длительных нагрузках.
- Отсутствие вредоносных испарений.
Сравнение – рутиловое относительно других типов покрытий
Электрод с кислотным покрытием проигрывает рутиловому типу в стабильности сварочной дуги. При этом интенсивность сохраняется как в случае постоянного тока, так и переменного.
Основное покрытие проигрывает в легкости розжига и удобстве применения, ведь при использовании рутилового электрода нет необходимости в постоянной зачистке нагара, образовавшегося после некоторого времени. Такой вид идеален для создания коротких швов, не принося никаких неудобств во время работы.

В отличие от прочих разновидностей электродов при использовании рутиловой обмазки не требуется специальная подготовка поверхности. Работа с рутиловым покрытием гарантирует качественный и стойкий шов, на котором уж точно не будет трещин.

Дополнительным бонусом станет возможность быстрой зачистке поверхности шва. После работы не понадобится долгая шлифовка. Шлак легко отделится, экономя драгоценное время сварщика.
- Ограниченный диапазон металлов, которые можно сваривать данным электродом.
- Перед тем, как приступить к работе расходнику требуется просушка и прокалка.
- Обязательное внимание на номинальное напряжение – серьезное отклонение в большую сторону может привести к ухудшению свойств сварочного шва.
Подготовка перед сваркой (Прокалка электродов)
Как уже говорилось ранее, перед использованием рутилового электрода, обязательным этапом работы является его прокалка. Требования к этому процессу могут разниться. Обычно они указываются на упаковке. Самым распространенным является: прокалка не менее часа в печи при T=350С.
Существуют разновидности требующие температуры до 90С, но есть и такие, которые вовсе не требуют прокалки.
- При осмотре обнаружилось, что обмазка слишком сырая
- Электроды начали липнуть к металлу
- Расходные материалы хранились в ненадлежащих условиях в течение долгого времени
Стоит ли постоянно прокаливать электроды? Конечно же, нет. Существует даже рекомендация – прокаливать не более 3-х раз. Именно поэтому новичкам следует не спешить и прокаливать лишь столько электродов, сколько понадобится для выполнения текущих задач, а не всю коробку.
Что нужно для прокалки? Лучше всего прокаливать в термопенале или специальной печи. Существуют и другие варианты, которые используют разные домашние мастера, но мы не будем их упоминать в виду сложности и побочных эффектов.
Немного советов по применению рутиловых электродов
Обратите внимание на материал сердечника. Стержень должен соответствовать свариваемому металлу. Только так вы достигните максимального качества сварного шва.
Не забывайте о диаметре электродов. Показатель должен соответствовать толщине металла свариваемой конструкции с возможным небольшим отклонением (смотрите таблицу ниже). Отметим, что опытные сварщики могут использовать и более толстый или тонкий электрод, полагаясь на свой богатый опыт в работе.
Основные особенности рутилового покрытия электродов

Оборудование
Электро- и газовая сварка получили широкое распространение в различных областях человеческой деятельности. Благодаря данным технологиям удается получать качественные и надежные соединения в металлических конструкциях и изделиях.
Отмеченные методы соединения обладают своими преимуществами и недостатками. Однако в них широко используются разнообразные марки электродов с рутиловым покрытием. Именно об особенностях использования этих расходных материалов и пойдет речь в данной статье.
Особенности
Сварочный процесс не может осуществляться без использования электрода. В каждом типе сварки применяются определённые расходные материалы, позволяющие получать наиболее долговечные соединения.
Электрод для сварки имеет две составляющие: сердцевину и покрытие. Первая делается из металла и равномерно покрывается специальным порошком. Именно состав покрытия во многом определяет качественные характеристики сварки. От него также зависит и то, с каким материалом можно работать.
В последнее время особую популярность получили рутиловые электроды. Их название обусловлено типом покрытия, которое именуется рутилом. Оно обладает рядом преимуществ по сравнению с другими аналогами по ряду причин.

Составляющие элементы электрода.
Основное отличие рутиловых электродов заключается в отсутствии выделения вредных газов, оказывающих токсический эффект на организм человека. Данный факт крайне важен, учитывая безопасность для здоровья работающего.
Кроме того использование стержня с подобным покрытием обеспечивает стабильное горение дуги. Также потери металла на разбрызгивание сводятся к минимуму. Шлак, полученный после работы данным стрежнем, достаточно легко удаляется, а шов формируется качественным и красивым.
Отличительной особенностью электродов с покрытием из двуокиси титана является возможность простого повторного зажигания дуги. Кроме того для осуществления подобных действий нет необходимости в удалении пленки с кратера стержня. Это связано с тем, что оксид титана обладает свойствами полупроводника.
В результате дуга загорается даже в отсутствии соприкосновения сердцевины электрода с поверхностью изделия. Данное свойство делает возможным работу короткими швами, ведь в таком случае стрежень приходится отрывать от поверхности достаточно часто.
Работать с таким расходным материалом можно только после его правильной подготовки. В частности их необходимо просушивать в течение суток и более. Следует иметь в виду, что прокаливание при высоких температурах может привести к формированию в покрытии пор.
В случае работы со сталями с окалиной, не формируются поры. Также они устойчивы к появлению трещин, чем не могут похвастаться другие расходные материалы, характеризующихся кислым покрытием.
Состав рутилового покрытия электрода.
Практически все технологические характеристики рутиловых стержней превышают параметры электродов с другими покрытиями. Применение двуокиси титана обеспечивает высокую стабильность дуги при работе на постоянном токе.
Кроме того им нет равных в случае формирования потолочных швов, а также вертикальных соединений. Это достигается за счет особенности титана. Данный материал практически мгновенно появляется на поверхности, выплывая из ванны расплавленного металла.
Они отличаются низким разбрызгиванием материала, а также простотой устранения шлаков. Вязкость последних также сильно увеличивается благодаря рутилу. Особенно заметен такой эффект в моменты понижения температуры. Такие шлаки называются короткими.
В результате можно выделить основные технические преимущества электродов с рутилом. Это и простота загорания дуги, и низкое количество формируемых пор в первые моменты зажигания, и высокая усталостная стойкость сварных стыков.
За счет присутствия в покрытии большого количества металлического порошка сера распределяется равномернее, а количество углерода уменьшается.
Состав
Рутиловые электроды делают из различных видов сварочной проволоки и покрывают ее флюсом из оксида титана состава TiO2.
Отличительной особенностью флюса является наличие органического газозащитного компонента в его составе. В связи с этим перед применением стержни должны быть обязательно просушены.
Наличие влаги в покрытии приведет к наводороживанию соединения.
Отличить этот тип электрода от других по маркировке достаточно просто. Марки имеют в своем обозначении букву «Р» свидетельствующую о типе флюса. Так что эти сварочные электроды можно без труда отличить от других и не ошибиться.
Применение
Электроды с рутиловым покрытием чаще всего применяются в случае ручной работы со сталями, в том числе и с малоуглеродистыми. Однако есть и ограничение. Их не используют для формирования соединений в конструкциях, подверженных высоким термическим воздействиям.
Рутиловое покрытие электродов является самым безопасным. Оно не оказывает негативного влияния на здоровье человека, благодаря чему данные стрежни получили широкое распространение. Кроме того их широко используют для сварки различных марко стали, включая малоуглеродистые.
К недостаткам следует отнести их неприменимость для сварки металлоконструкций подверженных воздействию высоких температур.
Как расшифровать электроды марки МР 3
Рутиловые электроды МР-3 — одна из самых популярных и востребованных марок на рынке сварочных электродов. Эта марка электрода используется при сварке углеродистых низколегированных сталей общего назначения.
Электроды с рутиловым покрытием содержат 95% рутила (природный минерал, состоящий в основном из титаната закиси железа FeO -TiO2), некоторое количество карбонатов и немного целлюлозы, а в качестве раскислителя - ферромарганец. Взаимодействие всех этих веществ в процессе сварки обеспечивает умеренные характеристики сварного шва несколько ниже, чем с основными покрытиями. Они очень подходят для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Стабильность дуги - это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Производство электродов МР-3

Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Условное обозначение электродов МР 3 — пример полной расшифровк

- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву - не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре - 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.
Массовая доля элементов, %
Электроды МР - 3 технические характеристики
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла - около 1,7 кг МР-3.
- Предел коэффициента наплавки шва - 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.

Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Какой полярностью варить электродами МР 3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» — короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при t 180 °C.
Преимущества
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала - 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:

- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;

- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;


Аналоги
На современном рынке аналогами электродов МР-3 являются ОК.46 и ОЗС-12. Они также имеют рутиловое покрытие.
Где купить оптом и в розницу
Один из ведущих и старейших российских производителей электродов этой и других марок — Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.
Читайте также: