С какой целью при аргонодуговой сварке применяют активирующие флюсы
Обновлено: 17.05.2024
Вопрос 1. Флюсы (назначения, классификация, применение).
Сварочные флюсы применяют при автоматической и механизированной дуговой сварке под флюсом, при ручной дуговой сварке чугуна и цветных металлов. Они представляют собой сыпучее зернистое вещество, которое при расплавлении образует жидкий шлак, защищающий металл сварного шва от азота и кислорода воздуха.
Кроме того, назначение флюсов следующее:
• обеспечение устойчивого горения дуги;
• раскисление сварочной ванны и получение плотных швов без пор и шлаковых включений;
• легирование металла шва;
• уменьшение потерь электродного металла на угар и разбрызгивание;
• улучшение формирования шва;
• сохранение теплоты в зоне сварки, вследствие чего химические реакции между жидким металлом и шлаком проходят более полно.
По способу изготовления флюсы делят на:
• плавленые;
• неплавленые.
Плавленые флюсы изготовляют сплавлением флюсовой шихты определенного состава в электрических или пламенных печах с последующей ее грануляцией до получения крупинок (зерен) требуемого размера.
По строению зерен плавленые флюсы разделяют на:
• стекловидные;
• пемзовидные.
Стекловидный флюс представляет собой прозрачные зерна с острыми гранями, окрашенными в зависимости от состава флюса в различные цвета. Для его получения жидкий расплав флюса при 1200-1250°С тонкой струей сливают в бак с холодной проточной водой. Расплав быстро затвердевает и растрескивается на мелкие зерна.
Пемзовидный флюс представляет собой зерна пенистого материала также различных оттенков. При выливании в воду жидкого расплава флюса, нагретого до 1550-1600°С, пары воды вспенивают расплавленную массу, образуя пемзовидный флюс.
Плавленые флюсы (ГОСТ 9087-81), применяемые при автоматической и механизированной дуговой и электрошлаковой сварке и наплавке стали, выпускают 21 марки.
Размер зерен флюса - от 0,25 до 4 мм. Флюсы - стекловидный с размером зерен не более 2,5 мм и пемзовидный с размером зерен не более 4 мм – предназначены для автоматической сварки проволокой диаметром не менее 3 мм. Стекловидный флюс с размером зерен не более 1,6 мм предназначен для автоматической и механизированной сварки проволокой диаметром не более 3 мм.
Флюс упаковывают в бумажные мешки или другую тару, обеспечивающую его сохранность при транспортировании. Масса одного упаковочного места должна быть не более 50 кг.
Плавленые флюсы различных марок имеют разные области применения. Например: АН-17М, АН-43, АН-47 - для дуговой сварки и наплавки углеродистых низколегированных сталей.
Кроме плавленых широко применяют и неплавленые (керамические) флюсы, получаемые скреплением частиц флюсовой шихты без их расплавления. Они представляют собой механическую смесь тонкоизмельченных природных минералов, ферросплавов и силикатов, сцементированных жидким стеклом и гранулированных на крупинки определенных размеров. Каждое зерно (крупинка) керамического флюса состоит из прочно соединенных мелких частичек и содержит все компоненты флюса в определенном соотношении.
Керамические флюсы различных марок имеют определенные области применения, например:
АНК-35 и АНК-36 используют для сварки углеродистых сталей;
АНК-47 и АНК-48 - для сварки низколегированных сталей;
АНК-45 - для сварки высоколегированных сталей;
АНК-18, АНК-19 и АНК-40 - при наплавочных работах;
АНК-3 служит добавкой (в количестве 5-15%), применяемой в смеси с плавлеными флюсами АН-348А, ОСЦ-45, АН-60 и другими для повышения стойкости швов против образования пор. Наиболее распространенным видом флюса является вещество бура.
Керамические флюсы гигроскопичны, поэтому хранить их следует в герметически закрывающейся упаковке. Ввиду небольшой прочности зерен транспортировать керамический флюс рекомендуется в жесткой таре - металлических банках или картонных барабанах.
Вопрос 2. Способы газовой сварки (назначение, техника выполнения).
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки (рис. 40, а) называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени.
Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва получается лучше, чем при правом способе.
Правый способ сварки (рис. 40, 6) - это такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой.
Мундштуком горелки при правом способе выполняют незначительные поперечные колебания.
Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе.
Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом.
Правый способ целесообразно применять при сварке деталей толщиной более 5 мм и при сварке метал лов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
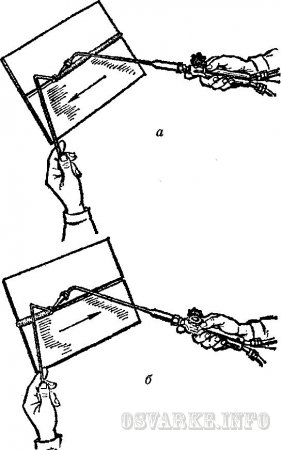
Рис. 40. Способы сварки: а - левый; б - правый
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм 3 /ч, а при левом - 100-130 дм 3 /ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки.
При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d=S/2 мм, где S - толщина свариваемого металла, мм.
3. Задача. Нужно, используя газовую сварку, соединить трубы диаметром 45 мм, толщиной стенки 3 мм. Назовите диаметр проволоки, количество слоев сварки.
Трубы сваривают в один слой поворотным способом, левым способом, так как он применяется при сварке металла толщиной до 5 мм, диаметр проволоки 2,5 мм.
Уважаемый посетитель, Вы прочитали статью "Билет № 16", которая опубликована в категории "Итоговая аттестация". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Аргонодуговая сварка TIG
Аргонодуговая TIG сварка – универсальная технология сваривания металлических изделий при помощи вольфрамовых электродов. Она позволяет создавать сплошные швы на тонких деталях из неферромагнитных материалов и их сплавов. Сварка TIG активно используется в отраслях тяжелой промышленности, в автосервисах и небольших мастерских.

История появления
В конце XIX столетия американский ученый Чарльз Коффин впервые использовал инертные газы для сваривания изделий из металла. Его исследования были основаны на опытах русских физиков Василия Петрова и Николая Славянова, открывших дуговой метод сварки деталей. Новая технология не позволяла сваривать заготовки из алюминия и магния, что обусловлено изменением степени окисления материалов при взаимодействии с воздухом.
В 30-х гг. XX в. технология TIG сварки была усовершенствована американскими учеными Расселом Мередитом и Нортропом Эйкрафтом. В 1941 г. инертные газы стали активно применяться для сваривания магния на постоянном токе. Спустя несколько лет специалисты компании Northrop Corporation начали использовать технологию ТИГ для соединения алюминиевых, магниевых и никелевых деталей. Это способствовало развитию авиационной промышленности и ракетостроения.
Сущность процесса сварки TIG
В переводе с английского языка аббревиатура TIG означает “вольфрам + инертный газ” (Tungsten + Inert Gas). Принцип работы ТИГ сварки заключается горении электрической дуги в аргоне. Этот инертный газ тяжелее воздуха. Он защищает свариваемые материалов от воздействия кислорода. Аргон предотвращает окисление металлов. В результате образуется аккуратный и прочный сварной шов.

Электроды для аргонодуговой сварки изготавливаются из вольфрама. Температура плавления этого химического элемента составляет 4000 °С. Он может работать со всеми разновидностями стали. Чтобы сварить прочный шов, нужно периодически производить заточку вольфрамового электрода. Эта процедура позволит увеличить срок эксплуатации электрического проводника и снижает риск сокращения его ресурсных показателей. Выделяют следующие значение углов заточки электродов:
- 10–20 °С: при малой силе электротока.
- 20-30 °C: при средних значениях тока.
- 60-120 °C: при повышенной силе электротока.
Если угол заточки меньше 20 °С, то физические свойства вольфрамового электрода изменятся. При высоких температурах (свыше 90 °C) устойчивость электрической дуги во время горения снижается. Заточку необходимо производить вдоль поверхности электрического проводника, чтобы не деформировать его. Точение осуществляется при помощи болгарок, кругов из мелкозернистых абразивных материалов и наждачной бумаги. Для обеспечения высокой точности заточки рекомендуется закрепить электрод на стержне шуруповерта или дрели.

Заточенный электрический проводник закрепляется на конической трубке, расположенной на сопле горелки. Часть электрода накрывается футляром, предотвращающим короткое замыкание. Для TIG сварки необходимо использовать горелки РГА-150 или РГА-440. Их основные параметры указаны в ГОСТ 5.917-71.
ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типа РГА-150 и РГА-400
Горелка с электрическим проводником помещается в сварочную ванну с инертным газом. В результате электрод изолируется от кислорода. Запуск аргона контролируется при помощи функциональных кнопок на горелке. Во время настройки горелки рекомендуется увеличить вылет электрода. В этом случае электрическая дуга сможет сваривать труднодоступные элементы металлических заготовок.
В процессе аргонодуговой сварки плавящимся электродом происходит разжигание электрической дуги. Во время ее горения расплавляются кромки свариваемых деталей. В сварочных ваннах без газа электронная дуга не сможет стабильно гореть. В результате увеличится пористость шва, снижающая его прочность.

При ТИГ сварке не рекомендуется применять неплавящиеся электроды. В этом случае электрическая дуга не загорится при взаимодействии вольфрамового проводника с металлической поверхностью. При розжиге дуги неплавящимися электродами образуется слабая искра, что обусловлено высокой степенью ионизации инертного газа.
Если в процессе TIG сварки между свариваемыми металлами образуется зазор, то нужно использовать присадочную проволоку. Это приспособление позволит создать прочный шов, не подвергающийся разрывам или изломам. Диаметр проволоки зависит от ширины свариваемых заготовок и формы шва.
Для создания прочных соединений металлов при помощи технологии TIG используются следующие приборы:
- Источник электрического тока – блок питания.
- Осциллятор – устройства для вырабатывания высокочастотного тока, разжигающего электрическую дугу.
- Инвертор – прибор, преобразующий постоянный ток в переменный.
- Баллоны с инертным газом.
- Редуктор – устройство для преобразования передаваемых мощностей в полезную работу.
- Газовая горелка.
- Соединительные коннекторы и крепежные механизмы.
При помощи этого оборудования можно сваривать изделия из нержавейки, латуни, меди и бронзы.
Чтобы правильно выбрать приборы для TIG сварки, нужно учитывать следующие факторы:
- напряжение блока питания;
- наличие опции смены полярности;
- возможность сваривания толстых деталей в течение длительного периода времени;
- наличие жидкостной системы охлаждения, предназначенной для понижения температуры горелки;
- возможность регулировки работы инвертора при помощи дисплея;
- способность работать на производственных линиях.

Основным аппаратом для аргонодуговой сварки является сварочный инвертор. Он способен конвертировать постоянный ток в переменный, изменяя значение его частоты. Сварочный инвертор обладает следующими достоинствами:
- Высокая эффективность и прочность конструкции, что позволяет создавать швы высокого качества за короткий промежуток времени.
- Автономность работы. Во время эксплуатации сварщик может менять местоположение инвертора.
- Компактность. Прибор имеет небольшой размер и весит не более 3 кг.
- Высокий КПД, что позволяет создавать большое количество швов при минимальных ресурсных затратах.
- Низкий расход электроэнергии, что позволяет сэкономить множество финансовых средства.
- Низкая сложность управления. Сварщик может регулировать плавную подачу тока в ручном режиме.

Сварочный инвертор можно сконструировать в домашних условиях при помощи графических схем. Для этого нужно приобрести комплект шлангов, осциллятор и устройство для задержки подачи электротока. Самостоятельная сборка сварочного инвертора позволит сохранить большое количество денежных средств. Для осуществления монтажных работ человек должен знать основы механики и иметь опыт работы с платами и небольшими деталями.
Применение
ТИГ сварка активно используется в промышленности из-за высокой температуры горения электрической дуги. Эта технология позволяет сваривать детали из углеродистой и нержавеющей стали, чугуна, алюминия и иных тугоплавких металлов. Технология TIG нашла применение в следующих сферах:
- машиностроение;
- пищевая промышленность;
- строительство зданий и объектов инфраструктуры;
- сооружение нефтяных вышек и буровых конструкций;
- прокладка трубопроводов;
- космонавтика и ракетостроение;
- строительство самолетов, поездов и кораблей.

ТИГ сварка используется в бытовых условиях. С помощью этой технологии можно устранить трещины в радиаторе автомобиля, изготовить кухонную посуду или металлические сушители для полотенец.
Преимущества и недостатки
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Сварочный источник питания
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети. Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду. При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов:
| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 | |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.

Влияние полярности тока на процесс сварки TIG
Сваривание металлов при помощи технологии TIG может осуществляется различными способами. Режиме аргонодуговой сварки зависят от полярности. Этот параметр определяет характер взаимодействия инертного газа и электрода. Выделяют 2 разновидности полярности:
- Прямая: повышенный ввод тепловой энергии в свариваемое изделие. Отличается узкой зоной расплавления.
- Обратная: повышенный ввод тепла в электрод. Зона расплавления отличается небольшой глубиной.
Обратная и прямая полярности отличаются несимметричностью выделения тепла. Этот параметр характеризуется напряжением в отдельных областях дуги и видом тока.

Постоянный ток
Во время сваривания деталей при постоянном токе применяется прямая полярность. Сварка в этом режиме имеет следующие преимущества:
- Низкий расход электрической энергии.
- Позволяет обрабатывать узкие участки деталей.
- Увеличение скорости и эффективности сваривания.
Сварка при постоянном токе отличается высокой сложностью технологического процесса, поэтому она используется редко.
Переменный ток
Во время сваривания заготовок при переменном токе используется обратная полярность. В этом режиме смена полюсов осуществляется в автоматическом режиме. Переменный ток обеспечивает стабильность горения электрической дуги. Он позволяет очистить поверхность металлов от оксидной пленки, что улучшает качество шва. Сварка при переменном токе отличается низкой сложность технологического процесса и часто используется на крупных производствах.
Техника сваривания
Сварка TIG производится по следующему алгоритму:
- Сборка сварочного аппарата: соединение инвертора с осциллятором, накрутка редуктора, подготовка баллона с аргоном, подключение горелки.
- Очистка свариваемой поверхности.
- Подача инертного газа.
- Включение горелки и розжиг электрической дуги.
- Регулировка движения дуги, подача проволоки.
- Формирование шва.
Во время сваривания горелку необходимо держать в левой руке. Угол между электродом и проволокой должен составлять 90°. Электрический проводник нужно расположить на расстоянии 0,2 см от свариваемой поверхности. Важно правильно настроить подачу аргона, газ должен подаваться перед включением источника питания.

Основные параметры режима ручной сварки TIG
Режим ручной аргонодуговой сварки имеет следующие параметры:
- сварочный ток: характеризуется полярностью и силой;
- диаметр электрода;
- скорость сваривания;
- сила тока;
- расход защитного газа.
Существуют также дополнительные параметры ручного режима сварки TIG. К ним относятся положение шва, покрытие электрода и толщина свариваемых деталей.
Особенности сварки алюминия и алюминиевых сплавов
Сварку алюминия необходимо производить при переменном токе, что позволит очистить поверхность металла от оксидной пленки. Перед свариванием необходимо обезжирить заготовки с помощью растворителя. Во время обработки алюминия присадочная проволока должна перемещаться вдоль шва. Ее нужно расположить перед электрическим проводником. Наивысшее качество шва при сваривании алюминия обеспечивается при сварке деталей в горизонтальном положении.

Основные международные обозначения, относящиеся к сварке TIG
Сокращение TIG официально используется для обозначения процесс аргонодуговой сварки на территории Европе. Здесь также используются следующие аббревиатуры:
- TIG-DC – ТИГ на постоянном токе.
- TIG-AC – ТИГ на переменном токе.
- TIG-HF – ТИГ с механизмом бесконтактного розжига дуги.
- TIG-LIFT ARC – ТИГ с контактным розжигом дуги.
В Германии для обозначения TIG сварки используется аббревиатура WIG (Wolfram-Inertgasschweiben).
Ошибки при TIG сварке
Основной ошибкой при ТИГ сварке является быстрое сгорание электрода, обусловленное некорректной полярностью и малым расходом аргона. В этом случае на шве могут появиться частицы вольфрама. Нестабильность горения дуги обуславливается загрязненностью электрода и присутствием конденсата на металлической поверхности. При быстром отключении инертного газа изменяется цвет шва и появляется желтый дым.
Правила безопасности
При сваривании деталей с помощью технологии TIG нужно соблюдать технику безопасности:
Флюс для пайки
В процессе пайки используется вспомогательное вещество под названием флюс. Основное применение происходит при пайке соединений в домашних условиях или производствах. Качественная пайка, соединение деталей невозможно без применения специального вещества. Перед работами подбираются материалы, в том числе флюс качественного состава, для надежной и быстрой пайки.

Что такое флюс и его ключевые особенности
Основным предназначением флюса является применение при спаивании нескольких материалов. Структура состоит из легко сплавных материалов, которую возможно изготовить самостоятельно. Флюс для пайки служит для соединения изделий, путем выдержки определенной температура на уровне шва. В зависимости от структуры и твердости вещества, температура пайки начинается от 50 ⁰C и достигает 500 ⁰C. Температурные показатели припоя учитываются выше, чем материала, только тогда возможно начинать процесс пайки.
Выбор подходящей структуры зависит от нескольких факторов, флюс для пайки подразделяется на множество структур. Основные параметры:
- Температура процесса пайки.
- Вид металла.
- Температурные режимы работы вещества.
- Поверхности близлежащих деталей к изделию.
- Устойчивость материала к коррозии, защита поверхностей от окисления и его прочность.

Состояние делится на твердые, имеющие порог к высокой температуре и мягкие, когда флюс плавится при низких температурах. Для того, чтобы разобраться, что такое флюсы необходимо изучить все свойства и предназначение материала.
Предназначение
Процесс пайки тугоплавкими видами припоя происходит при температурах более 500 ⁰С. За счет воздействия температур и свойств вещества, результатом получается прочный вид соединения. Недостаток применения заключается в том, что возможен перегрев детали, некорректная работа после сборки.
Флюс паяльный применяется как легко сплавная разновидность, в сфере монтажа радиотехники и других мелких работ. Температурные режимы работы составляют до 500 ⁰C, что позволяет не портить соединения и платы. Основные примеси при работе – свинец и олово. Сверх легкоплавкие виды используются при работе с транзисторами и других соединений, температура поверхности окисления не достигает 150 ⁰С.

Флюс для пайки микросхем
Флюс для пайки тонких поверхностей используется в легко сплавном виде, твердотельные, объемные детали пропаиваются твердыми типами припоев. Зачем нужен флюс и основные требуемые характеристики:
- Высокие показатели теплообмена, проводимости электрического тока.
- Прочное соединение.
- Допустимый размер растяжки.
- Устойчивость к процессам коррозии материалов.
- Показатели температуры плавки должны отличаться от размягчения материала.
Распространенной формой для производства вещества спайки является прут из олова, диаметр сечения применяется от 1 до 5 мм. Существует несколько других видов, такие как проволочные катушки, трубочки с канифолью, ленты и другие.

Существуют припои многоканальные, конструкция изделия состоит из некоторых материалов, используется для более надежной пайки. Продаются данные изделия в спиралевидной форме, содержатся в колбах и смотках. Пайка электро схем происходит с использованием трубочной разновидности состава. За счёт наличия смолы канифоли, соединение материалов меди, серебра или латуни происходит значительно надежнее.
Типы флюсов для пайки
Флюсы разделены на несколько разновидностей, в основном отличающихся по типу воздействия на детали в процессе пайки. Канифоль и другие составы на ее основе обладают меньшей активностью, основное предназначение спаивание электросхем, других радиотехнических соединений. Флюс, используемый для пайки микросхем удаляет тонкий оксидный слой на материалах, способствуют противостоянию коррозии за счет не высокого воздействия. Повышаются характеристики спайки с использованием глицерина, спирта или скипидара.

Выбор канифольной разновидности состава обуславливается его нейтральностью. Бескислотный флюс с припоем, получил применение при работе с радиодеталями благодаря бескислотному составу, который является диэлектриком, не образует утечки тока. На основе канифоли производятся активированные типы флюсов, к составу которых включаются аминовые, кислотные соединения, например салициловая кислота. Использование активного компонента позволяет соединять различные типы металлов без предварительной очистки поверхностей.
Тугоплавкие припои широко применяются при больших объемах работ, устойчивы к резким температурным перепадам и механическим воздействиям. Данные флюсы разделяются на соединения с медью цинка или фосфора, а также полностью из серебра. Применение цинково-медного сплава не оправдано дорого, а прочность не высока. Жидкий флюс активно используется при спайке медных изделий, автомобильных радиаторов.

Изделия из меди или латуни спаиваются фосфорно-медным сплавом припоя, материалы обычно не сильно подвергаемые нагрузкам, применяется на замену серебряного припоя. Необходимо помнить, что при пайке чугуна крайне не рекомендуется применять твердые припои, так как при процессе пайки образуются хрупкие элементы, способствующие разрушению шва. Рациональным вариантом при спаивании железных материалов является серебро, но оно очень дорого обходится при массовых работах.
Активные флюсы
Составы на основе соляной кислоты в чистом виде именуются активными веществами. С ее помощью спаиваются железные изделия. Разновидность активного состава также производится из хлористого цинка, который возможно получить в домашних условиях. Паяльная кислота взаимодействует с веществом за счет реакций цинка при обработке поверхностей материалов. Активный флюс отличается повышенной химической активностью, эффективно снимает пленки с поверхности деталей, реагирует на сам металл.
Благодаря использованию активных составов происходит надежное соединение металлов. Повышенная электропроводность дает возможность соединять крупные провода или изделия. Данный флюс не применяется к радиотехнике, т.к. остатки химического состава трудно удаляются с плат, они быстро разъедают соединения.
Бескислотные флюсы
Категория флюсов, приготовленных на основе глицерина, этилового спирта или скипидара называется бескислотным или неактивным составом. Канифоль применяется при температурах до 150 ⁰, растворяет тонкие слои поверхности металлов меди, свинца или олова, производя качественную очистку.
Основное применение производится при необходимой пайке поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электро схемами или платами радиодеталей.
Активированные флюсы
Изготавливается данный тип на основе солянокислого анилина либо кислоты салициловой. Применяется при пайке всех видом соединений, которые не требуют предварительной зачистки.

Используется при соединении материалов, которые подвержены механическим воздействиям.
Антикоррозийные флюсы
Задача антикоррозийных флюсов состоит в очистке места спайки от коррозийных отложений, защите от окислов при дальнейшем использовании детали. Основной компонент – ортофосфорная кислота, которая используется при изготовлении антикоррозийных пропиток. Основное отличие от кислотных составов в том, что отсутствует разрушающее воздействие на структуру металла, происходит зачистка от коррозии за счет химической реакции при температурных воздействиях.
Защитные флюсы
Предназначение состоит в защите материалов от дальнейшего окисления, за счёт обработки предварительно очищенных деталей. Отличительные черты – это отсутствие химического воздействия, из-за слабой химической активности вещества. Для изготовления применяются вазелин, воск, оливковое масло, другие маслянистые вещества. Основное предназначение представляется к использованию микросхем и мелких технических деталей.
Альтернативные виды припоев используются для различных целей при спайке. Бур, смешанный с канифолью используется для пайки медных трубок, не нуждается в предварительной зачистке изделия, температура плавления начинается от 70 градусов, в процессе не выделяются вредные вещества. Жидкие припои на основе золота, вазелина, салициловой кислоты используются при спайке радиаторов и одножильных проводов, в результате получается чистый и аккуратный шов.
Хранение
Основное распространение флюсов происходит в жидкой форме. При хранении необходимо соблюдать указания производителя, тщательно закупоривать упаковку. В противном случае, из-за разгерметизации упаковки, происходит потеря химических свойств и испарение действующего материала.

Хранение флюса-пасты происходит в помещениях с относительно низкой влажностью, закрытых тюбиках или емкостях. Взаимодействие с влагой дает разрушение химического состава, влияет на уровень коррозии при работе с флюсом. Большинство флюсов отличаются повышенной воспламеняемостью, поэтому такие вещества рекомендуется хранить вдали от огня, солнца, при температуре не более 25 ⁰С. Окружающие условия с пониженными температурами могут привести к обмораживанию некоторых элементов состава, в процессе работы которые могут выделить влагу, образовать коррозию в последующем времени.
Применение флюса
Процесс выполнения пайки требует подготовки материалов перед нанесением вещества. Поверхности зачищаются, покрываются флюсов, разогреваются паяльным устройством до необходимой температуры. Кончиком паяльника отсоединяется небольшая часть припоя, который должен хорошо растекаться, после чего равномерно наносится на поверхность детали.
Наилучшим составом для пайки является олово, однако в чистом виде оно стоит не дёшево, достаточно редко возможно встретить на рынке. Применяются оловянно-свинцовые сплавы, с температурой плавки около 200 ⁰С, соединения выходят достаточно прочными и крепкими, благодаря активным веществам. Припой обозначается буквами ОС, что называется оловянно-свинцовый, цифры указывают на содержание олова в процентном соотношении, конечным результатом на бирке таких припоев получается ОС-40 или ОС-60.

Без свинцовый флюс применяется небольшими количествами при пайке контактов сложных электро схем, температура процесса не превышает 300 ⁰С. Сверх легкоплавкие составы используются для деликатных работ, плавятся при 100 ⁰С. Припой такого типа должен хорошо растекаться, не обладает высокой прочностью, используется на неподвижных материалах.
Без применения специальных элементов при работе паяльником не удастся достичь достойного соединения деталей. Достаточно опробовать самостоятельно произвести процесс без специальных растворов, на получение соединения уйдет уйма времени, а наносимый припой в последствие обвалится.
Как приготовить флюс для пайки своими руками
При спаивании радиотехнических материалов возможно использовать флюс, приготовленный самостоятельно. Припой используется диаметром 2 мм небольшими кусками. Приготовление потребует металлической емкости, с заранее просверленной дыркой необходимого диаметра на дне. Оловянно-свинцовый раствор нагревается до температуры плавления, после чего из подготовленного отверстия вытекает вещество. После застывания прутков, необходимо разделить их на кусочки необходимого размера.
Процесс приготовления может происходить в различных емкостях, технология состоит из нескольких простых шагов:
- Развесовка пропорций олова и свинца.
- Расплавление происходит в закаленном тигле, помешивается для исключения прилипания раствора к стенкам.
- Снимается тонкая пленка отложений с поверхности чаши.
- Заключительным этапом является разлив жидкости в заготовленные формы.
После любых процессов пайки, шок необходимо протирать ацетоном или специальным спиртом. В последнее время получили распространение без отмывочные припои, преимущество которых:
- Отсутствие компонентов, приводящих к окислам и коррозии.
- Не проводят ток.
- После процесса не требуется процесс зачистки.
Для нанесения жидкого припоя используется кисть или ватная палочка, возможно использовать приспособление, изготовленное самостоятельно для удобной работы. Медицинский шприц разрезается на две части, к нему вставляется кусок силиконового шланга, иголка укорачивается, изгибается под небольшой градус.
Паяльная паста, изготовленная при домашних условиях, может облегчить процесс пайки. Для изготовления необходимо измельчить твердотельный флюс крупнозернистым напильником на металлическом материале. Использование мелкозернистого паяльника не разумно, так как флюс попросту забьётся в его зубья. Полученный порошок необходимо смешать с канифолью и спиртом, если паяльная паста получилась густая, к ней добавляется спирт до получения однородной массы. Паста помещается в герметично закрывающуюся емкость, т.к. если она взаимодействует с влагой, в последующем возможны образования коррозии спаянных деталей. Для наилучшего нанесения, удобного использования, возможно изготовить шприц из подручных инструментов.
Изготовленная своими руками конструкция поможет использовать флюс – пасту при нанесении на труднодоступные детали. Для предотвращения засыхания, возможности повторного использования, следует использовать проволоку, заткнув выходное отверстие.
При выполнении любых работ по пайке следует воспользоваться средствами индивидуальной защиты. Химические газы, выделяемые при разогреве могут повредить дыхательные пути или органы зрения человека. Использование качественных флюсов предотвращает от отравления газами.
Как правильно выбрать флюс
Наиболее удачные флюсы для пайки мало испаряются и не горят при повышенных температурах, результаты отложений вещества легко удаляются с поверхности, а если удаление не доступно, то не вызывают коррозии к последующему времени. Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий.

Жидкий бесканифольный среднеактивный флюс
Среднеактивные флюсы применяются в мастерских радиотехники. Соединения обрабатываются паяльником, затем флюсом для обеспечения заметного результата и быстрой пайки. Такие растворы обычно не пенятся при нагреве, легко наносятся на места соединений, широко распространены и сравнительно не дороги.
По многолетнему опыту мастеров качественный флюс является гарантом совершенной пайки. Выбор зависит от спецификации вещества, характера работ. Большинство флюсов используют по прямому назначению. Современные гелеобразные припои используются повсеместно, отличаются большим разнообразием активных компонентов и простотой использования.
Для выполнения качественных работ необходимы хорошие инструменты. Паяльник, его жало, фен и припой опытный радиотехник подбирает высшего качества, т.к. цена в разнице с аналогами не высока, а качество работы будет на высшем уровне. Применение самых передовых, современных паяльных инструментов не даст возможности произвести достаточно хорошую пайку без сопутствующих флюсов.
С какой целью при аргонодуговой сварке применяют активирующие флюсы
Глава VII
ТЕХНИКА И ТЕХНОЛОГИЯ РУЧНОЙ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
§ 39. Сущность процесса и область применения
Сущность аргонодуговой сварки состоит в том, что сварочная ванна защищается от воздействия азота и кислорода воздуха инертным газом аргоном, не вступающим ни в какие реакции с расплавленным металлом сварочной ванны (вместо аргона может применяться и гелий). Схема горения сварочной дуги в инертных газах представлена на рис. 46. Аргонодуговая сварка подразделяется на ручную, механизированную и автоматическую. Сварка в аргоне и гелии выполняется как плавящимся, так и неплавящимся (вольфрамовым) электродом.
Аргонодуговую сварку применяют для соединения легированных сталей, цветных металлов и их сплавов, ее выполняют постоянным (рис. 47) и переменным (рис. 48) током плавящимся и неплавящимся электродами. Упрощенная схема поста механизированной сварки приведена на рис. 49.
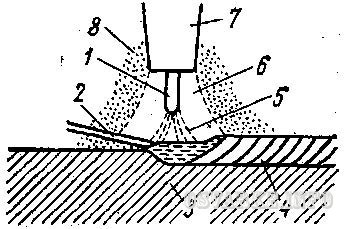
Рис. 46. Схема горения дуги в инертных газах:
1 - электрод, 2 - присадочная проволока, 3 - изделие, 4 - сварной шов, 5 - дуга, 6 - поток защитного газа, 7 - горелки, 8 - воздух
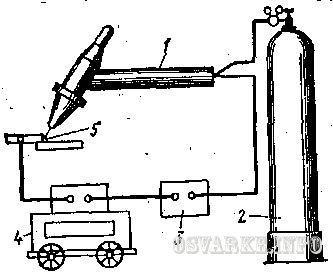
Рис. 47. Упрощенная схема ручной аргонодуговой сварки постоянным током:
1 - горелка, 2 - баллон с защитным газом, 3 - реостат, 4 - генератор, 5 - сварной шов
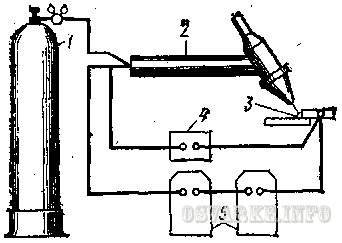
Рис. 48. Упрощенная схема ручной аргонодуговой сварки переменным током:
1 - баллон с защитным газом, 2 - горелка, 3 - сварной шов, 4 - осциллятор, 5 - трансформатор с регулятором
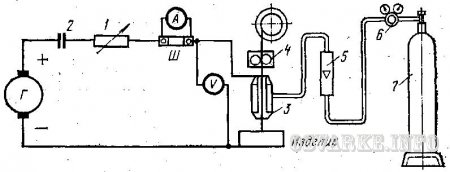
Рис. 49. Схема поста механизированной сварки плавящимся электродом:
1 - балластный реостат, 2 - контактор, 3 - горелка, 4 - подающий механизм, 5 - ротометр (расходомер газов), 6 - редуктор, 7 - баллон для газа; Г - сварочный генератор, А - амперметр, V - вольтметр, Ш - шунт
Ручная аргонодуговая сварка выполняется следующим образом: в специальную сварочную горелку подводится инертный газ и сварочный ток, другая фаза сварочного тока подсоединяется к изделию. В этой горелке установлен вольфрамовый электрод, который в процессе сварки не плавится. Дуга горит между вольфрамовым электродом и изделием, а присадочная проволока подается в зону сварочной дуги. При ручной аргонодуговой сварке конец вольфрамового электрода затачивают на конус. Длина заточки, как правило, должна быть равна двум-трем диаметрам электрода.
Дуга зажигается на специальной угольной пластине. Зажигание дуги на основном металле не рекомендуется из-за загрязнения и оплавления конца электрода. Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), так как потенциал возбуждения и ионизации инертных газов значительно выше, чем кислорода, азота или паров металлов. Дуговой разряд инертных газов отличается высокой стабильностью.
Характерной особенностью аргонодуговой сварки неплавящимся вольфрамовым электродом при использовании переменного тока является возникновение в сварочной цепи составляющей постоянного тока, величина которой может достигать 50% от величины эффективного значения переменного тока сварочной цепи. Выпрямление тока зависит от размеров и формы вольфрамового электрода, материала изделия и режимов сварки (величины тока, скорости сварки и длины дуги).
При чрезмерной величине составляющей постоянного тока нарушается стабильность горения дуги, резко ухудшается качество поверхности наплавляемого металла, появляются подрезы, чешуйчатость и снижается прочность сварных соединений и пластичность металла шва. Особенно отрицательно появление в сварочной цепи составляющей постоянного тока сказывается на процессе сварки и качестве сварных соединений из алюминия и его сплавов. Устранение составляющей постоянного тока в сварочной цепи переменного тока является первостепенным условием для получения качественных сварных соединений.
Гелиедуговая сварка аналогична аргонодуговой и поэтому отдельно не рассматривается.
В отличие от ручной дуговой сварки качественными электродами, где необходимо давать три движения электроду (вдоль оси электрода, поперек шва и вдоль оси будущего шва), при ручной аргонодуговой сварке следует давать только одно движение - вдоль оси будущего шва (это правило относится и к механизированным способам сварки). Два других движения не используются при ручной аргонодуговой сварке по следующим причинам: движение вниз по оси электрода исключено потому, что при аргонодуговой сварке электрод не плавится; движение поперек шва не выполняется, чтобы не нарушать защиту расплавленного металла аргоном.
Вследствие исключения колебательного движения электрода поперек шва сварные швы при ручной аргонодуговой сварке образуются значительно уже, чем при ручной дуговой сварке качественными электродами.
После прихватки стык освобождается от приспособления и выполняется первый слой шва с применением присадочной проволоки, марка которой устанавливается либо технологическим процессом, либо техническими условиями. Дуга зажигается не на изделии, а на угольной пластине, гасить дугу лучше дистанционно.
С целью исключения насыщения металла шва кислородом или азотом воздуха конец расплавляемой сварочной проволоки и нагретый конец вольфрамового электрода должны всегда находиться в зоне защитного газа. Для исключения разбрызгивания расплавленного металла конец проволоки необходимо подавать в жидкую ванну плавно. При наложении корневого слоя шва необходимо тщательно следить за полным проплавлением кромок и отсутствием непровара. Степень проплавления можно определить по форме ванны расплавленного металла: хорошему проплавлению соответствует ванна, вытянутая в сторону направления сварки, а недостаточному проплавлению – круглая или овальная. При выполнении сварочных работ вне цеховых условий необходимо стремиться к защите места сварки от атмосферных осадков и ветра.
В институте электросварки им. Е.О. Патона разработан способ сварки плавящимся подогреваемым электродом (рис. 50). Сущность этого способа состоит в том, что сварка осуществляется электродной проволокой, которая подогревается в горелке до 800-1200°С (подогрев осуществляется от отдельного низковольтного трансформатора). Сварочными материалами могут служить обычно применяемые проволоки и защитные газы. Этим способом сварки сваривают стыковые и угловые соединения (при толщине металла до 12 мм не требуется разделка кромок). Сварка ведется на медной подкладке с формирующей канавкой проволоками диаметром 2-5 мм, со струйным переносом электродного металла короткой дугой с обязательным зазором 3-4 мм. Механические свойства сварных соединений такие же, как и при сварке без подогрева проволоки. Можно применять подогрев проволоки и при наплавочных работах.
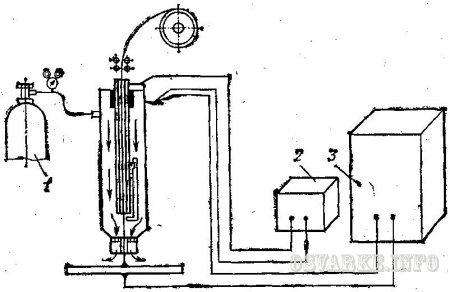
Рис. 50. Схема сварки плавящимся подогреваемым электродом:
1 - баллон с защитным газом, 2 - источник подогрева, 3 - сварочный источник
Разработанный процесс сварки характеризуется высокой стабильностью, меньшим разбрызгиванием, снижением сварочного тока до 30%, повышением производительности сварки в 1,5-2 раза по сравнению с обычной аргонодуговой сваркой. Этот способ сварки плавящимся подогреваемым электродом может применяться в различных отраслях машиностроения с целью повышения производительности и улучшения качества сварочных работ.
Гелий и аргон являются инертными газами и не образуют с другими элементами химических соединений, за исключением некоторых гидридов, устойчивых только в узких пределах температуры и давления. Эти газы в большинстве металлов практически нерастворимы. В промышленности гелий получают из природных газов, природный газ предварительно очищают от окиси и двуокиси углерода, подвергают сушке и сжижают. Метан и другие углеводороды отделяются в абсорберах с активированным углем.
От азота газ очищают глубоким холодом в теплообменнике. Чистый гелий, применяемый для сварки, может содержать в своем составе весьма незначительное количество примесей в виде азота, водорода, кислорода и влаги. Гелий в 10 раз легче аргона, поэтому и расход его при сварке на 30-40% больше, чем аргона. При сварке в гелии выделяется теплоты больше, чем при сварке в аргоне (при одинаковом токе). Напряжение дуги в гелии в 1,5-2 раза выше, чем в аргоне.
Аргон получают из воздуха ректификацией, температура кипения аргона (-186°С) несколько ниже, чем кислорода (-183°С), и выше, чем азота (-196°С), поэтому в ректификационных колоннах происходит избирательное испарение отдельных газов. Дальнейшим глубоким охлаждением и фракционной перегонкой этой смеси увеличивают концентрацию аргона до необходимой величины. От остатков аргон очищают беспламенным сжиганием водорода в «сыром» аргоне в присутствии катализатора.
Аргон несколько тяжелее воздуха, поэтому струя его хорошо очищает дугу и зону сварки. Дуга в аргоне отличается высокой стабильностью.
Аргоногелиевая смесь обеспечивает высокую стабильность дуги и ее высокую тепловую мощность. При сварке алюминия в этой смеси швы получаются значительно плотнее, чем в аргоне.
Аргонокислородная смесь понижает критический ток, при котором капельный перенос металла переходит в струйный, а также способствует получению более плотного наплавленного металла, улучшает сплавление, уменьшает подрезы и увеличивает производительность, при сварке низкоуглеродистых и низколегированных сталей плавящимся электродом.
Аргоноводородная смесь увеличивает напряжение дуги, повышает ее тепловую мощность и способствует получению более чистого наплавленного металла.
Смесь аргона с углекислым газом при сварке низкоуглеродистых и низколегированных сталей способствует устранению пористости в швах, повышает стабильность горения дуги и улучшает формирование шва при сварке тонколистовых сталей.
Смесь аргона с азотом применяют при сварке меди и некоторых ее сплавов плавящимся электродом.
Азотно-дуговая сварка. Этот вид сварки применяется для соединения меди, так как азот является по отношению к меди инертным газом. Азот получают ректификацией воздуха на кислородных установках. Хранят и транспортируют азот в стальных баллонах черного цвета с желтой кольцевой полосой при давлении 150 атм (15 МПа). При азотно-дуговой сварке в качестве электродов применяют угольные или графитные стержни. Вольфрамовые электроды при использовании азота применять нецелесообразно, так как образующиеся на их поверхности нитриды вольфрама легкоплавки, вследствие чего расход вольфрама резко возрастает. При азотно-дуговой сварке угольным электродом напряжение сварочной дуги должно быть в пределах 22-30 В. Процесс сварки ведут постоянным током на прямой полярности. Установка для сварки в азоте аналогична установке для сварки в аргоне, только горелка должна иметь специальные сменные наконечники для закрепления угольных стержней. Освоена также азотно-дуговая сварка меди плавящимся электродом.
Атомно-водородная сварка. Сварка представляет собой электрохимический вариант сварки плавлением. Процесс происходит за счет теплоты электрической дуги и рекомбинации водорода, предварительно диссоциированного вблизи столба независимой дуги между двумя вольфрамовыми электродами. По степени концентрации теплоты атомно-водородная сварка занимает промежуточное положение между ацетилено-кислородной сваркой и сваркой вольфрамовым электродом в среде инертных газов. Химическая активность молекулярного и особенно диссоциированного водорода создает активную защиту расплавленного металла от вредного воздействия атмосферного воздуха. Атомно-водородной сваркой нельзя сваривать латунь по причине интенсивного испарения цинка, медь вследствие высокой склонности ее к насыщению водородом, а также титан, его сплавы и ряд редких элементов (Zr, Ne, Та) из-за их химической активности в отношении водорода. Хорошо свариваются атомно-водородной сваркой низкоуглеродистые и легированные стали и чугун.
Сварочный режим определяется двумя параметрами: величиной тока и напряжением.
В зависимости от расхода газа, мощности дуги, расстояния между электродами дуга может быть спокойной или звенящей. Спокойной дуге соответствует меньшая мощность, звенящая дуга характеризуется большим расходом газа, большим расстоянием между электродами, большей мощностью, чем спокойная, и издает резкий звук.
Применение атомно-водородной сварки в настоящее время в промышленности ограничено, что объясняется следующим: источники питания должны иметь весьма высокое напряжение холостого хода 250-300 В, что опасно для жизни человека; процесс трудно поддается механизации; относительно низкая производительность сварки металла средних и больших толщин; развитие весьма эффективных и производительных способов сварки - аргонодуговой сварки, сварки под флюсом, ручной дуговой сварки качественными электродами и др.
Уважаемый посетитель, Вы прочитали статью "Сущность процесса и область применения", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Читайте также: