С какой характеристикой применяют однопостовые источники питания для ручной дуговой сварки
Обновлено: 21.09.2024
Выбор источника питания для дуговой сварки определяется характером зависимости между напряжением и током дуги. Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой.
График зависимости напряжения дуги от тока в ней при установившемся режиме горения дуги (при неизменной ее длнне) называется статической вольт-амперной характеристикой дуги. Статическая характеристика дуги состоит из трех участков: участок I — с падающей зависимостью напряжения дуги от тока в ней, участок II — с жесткой зависимостью и участок III — с возрастающей зависимостью напряжения от тока. При ручной сварке покрытыми электродами статическая вольт-амперная характеристика дуги — падающая с переходом к жесткой.
Для обеспечения устойчивого горения сварочной дуги источник питания должен соответствовать следующим основным требованиям:
а) обеспечивать надежное возбуждение сварочной дуги;
б) поддерживать ее устойчивое горение;
в) способствовать благоприятному переносу электродного металла и формированию шва;
г) обеспечивать настройку требуемого режима сварки.
Внешняя характеристика источника питания. Электрические свойства источника питания в статическом режиме отражаются его внешней вольт-амперной характеристикой. Внешней характеристикой источника питания называется график зависимости напряжения на его зажимах от величины сварочного тока.
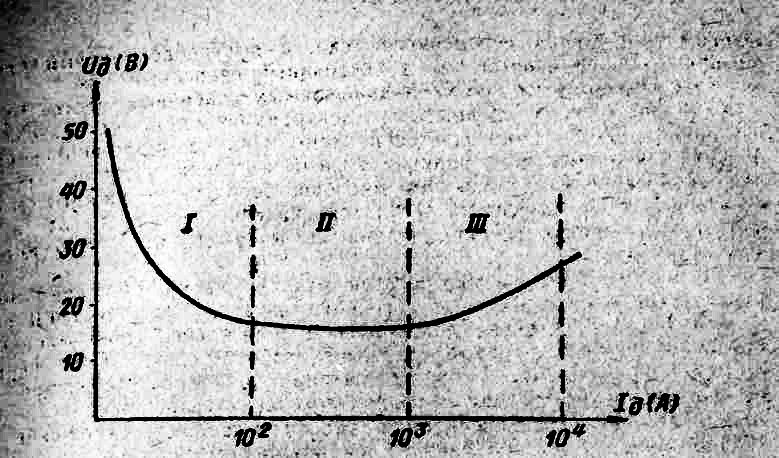
Рис. 1. Статическая вольт-амперная характеристика дуги
Источник питания для однопостовой ручной сварки покрытыми электродами должен иметь крутопадающую внешнюю характеристику. При такой внешней характеристике источника питания напряжение на его зажимах с ростом сварочного тока резко уменьшается и резко возрастает с уменьшением тока.
Устойчивость горения сварочной дуги зависит от постоянства установленного сварочного тока. Специфичным и неизбежным негативным фактором ручной сварки являются произвольные колебания длины дуги в процессе ее горения. Отклонения сварочного тока при колебаниях длины дуги должны быть минимальными. Длина дуги связана с ее напряжением: чем длиннее дуга, тем выше напряжение ее, и наоборот.
Крутопадающая внешняя характеристика источника питания обеспечивает устойчивое горение дуги при определенной величине сварочного тока. При наложении внешней характеристики источника питания на статическую вольт-амперную характеристику дуги видно, что в точках их пересечения (А, В) требование устойчивости дуги (равенство токов и напряжений дуги и источника) удовлетворяется. Но устойчиво гореть дуга будет только в точке В. Почему это происходит?
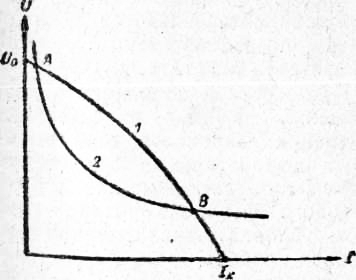
Рис. 2. 1 — внешняя вольт-амперная характеристика источника питания; 2 —статическая вольт-амперная характеристика дуги
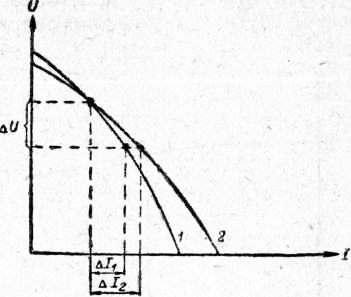
Рис. 3. 1, 2 —внешние характеристики однопостовых источников питания
Если по какой-либо причине ток уменьшится, то напряжение источника будет больше напряжения дуги и это вызовет увеличение тока, т. е. произойдет возврат в точку В. При произвела ном увеличении тока напряжение источника питания станет меньше напряжения дуги — это уменьшит ток и произойдет возврат в точку В. Таким образом, при случайных колебаниях сварочного тока режим горения дуги самопроизвольно восстанавливается, тем самым обеспечивается постоянный режим сварки и устойчивое горение дуги.
В точке А дуга не может гореть устойчиво, т. к. случайные колебания сварочного тока будут развиваться до обрыва дуги или до тех пор, пока ток не достигнет значения, соответствующего точке В устойчивого горения дуги. Следовательно, устойчивое горение дуги возможно только в точке В, где внешняя характеристика источника питания является более крутопадающей, чем статическая вольт-амперная характеристика дуги.
При сравнении двух источников питания с падающими внешними характеристиками можно сделать следующий вывод: источник с более крутопадающей внешней характеристикой (1) наилучшим образом отвечает требованиям ручной дуговой сварки покрытыми электродами. Такой источник питания обеспечивает боле? высокую устойчивость горения дуги при случайных колебаниях ее длины (эластичность дуги), т. е. при увеличении длины дуги и ее напряжения сварочный ток уменьшается незначительно, и наоборот, при уменьшении длины дуги и ее напряжения сварочный ток увеличится незначительно ( ДЛСД /г). AU — изменения напряжения дуги при изменениях ее длины, ДЛ—изменения тока первого источника, А12 — изменения тока второго источника питания. Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
К многопостовому источнику питания требования в отношении внешней вольт-амперной характеристики другие. Для обеспечения нормальной одновременной работы нескольких сварщиков многопостовой источник питания должен иметь жесткую внешнюю характеристику. Крутопадаюшая зависимость напряжения на дуге от тока дуги, необходимая для устойчивого горения сварочной дуги, на каждом сварочном посту обеспечивается подключением последовательно с дугой балластного реостата.
При жесткой зависимости напряжения ог тока значительные изменения сварочного тока вызывают незначительные колебания напряжения аа зажимах много» постового иа очника питания.
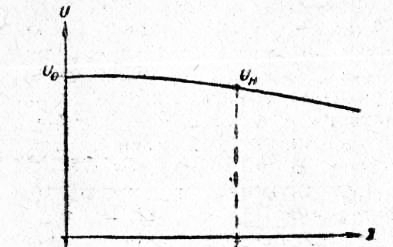
Рис. 4. Внешняя характеристика источника-питания
В процессе ручной сварки покрытыми лектродами источник питания очень часто оказывается в режиме короткого замыкания. Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
При проектировании однопостовых источников питания выполняется следующее условие: — ток короткого замыкания источника питания, — номинальный ток источника питания. Т. е. ток короткого замыкания источника питания не должен превышать номинальный ток его более чем в полтора раза. Номинальным током источника питания называется наибольший допустимый (по условиям нагрева) ток нагрузки. Незначительное возрастание тока короткого замыкания благоприятно сказывается на переносе расплавленного электродного металла в сварочную ванну и способствует нормальному формированию сварного шва.
Для многопостового источника питания короткое замыкание без балластного реостата недопустимо, т. к. при жесткой внешней характеристике его ток короткого замыкания увеличится многократно в сравнении с номинальным током, чго может вывести источник питания из строя. При многопостовой сварке в момент короткого замыкания на сварочном посту ток будет возрастать до тех пор, пока падение напряжения на балластном реостате не уравновесит напряжение источника питания.
Величины напряжений источника питания. Для зажигания дуги сварщик делает кратковременное короткое замыкание источника питания, касаясь электродом основного металла (изделия). При последующем отрыве электрода на короткое мгновение возникает состояние холостого хода источника питания (напряжение максимально, ток равен нулю). Вслед за этим в дуговом промежутке, заполненном ионизированными газами, парами металла и покрытия, под действием напряжения источника питания возникает сварочная дута.
Возбуждение дуги в начальный период, когда дуговой промежуток слабо ионизирован, происходит тем легче, чем выше величина напряжения холостого хода источника питания. Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
В момент установившегося режима горения дуги рабочее напряжение на дуге (источника питания) составляет в среднем 18— 19 В. Этого напряжения достаточно для поддержания стабильного горения дуги, когда дуговой промежуток хорошо ионизирован. Динамическая характеристика-. В процессе сварки расплавленный электродный металл- в виде капель переносится в сварочную ванну. При малой длине дугового промежутка (короткая дуга) многочисленные капли электродного металла часто перекрывают дуговой промежуток (короткое замыкание). В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
Способность источника питания быстро реагировать на изменения, происходящие в дуге, характеризует его динамические свойства. Чем быстрее восстанавливает источник питания напряжение зажигания дуги, тем лучше его динамические свойства.
Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого замыкания до величины напряжения зажигания дуги. Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Настройка режима сварки. Величину сварочного тока регулируют обычно при помощи источника питания, имеющего для этого специальные регулировочные устройства.
Регулировка сварочного тока осуществляется двумя способами: изменением величины напряжения холостого хода источника питания, изменением полного сопротивления источника питания.
Источники питания сварочной дуги

В данной презентации описаны источники питания сварочной дуги, дана их характеристика. Данный материал может быть использован преподавателями и учащимися.
Просмотр содержимого документа
«Источники питания сварочной дуги»

ОСП «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОУ ВПО ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Источники питания сварочной дуги
высшей категории Боровик В.А.
Источники питания сварочной дуги
Источники питания дуги классифицируют по следующим признакам:
- роду тока — на источники постоянного и переменного тока общепромышленного назначения;
- количеству одновременно подключаемых сварочных постов — на однопостовые и многопостовые;
- назначению — на источники для ручной дуговой сварки покрытыми электродами; автоматической и механизированной сварки под флюсом; сварки в защитных газах; электрошлаковой сварки; плазменной сварки и резки; источники специального назначения (для сварки трехфазной дугой, импульсно-дуговой сварки и др.);
- принципу действия и конструктивному исполнению - специализированные источники питания в установках.
Источники питания
Обозначения источников
Для обозначения источников питания применяют буквы и цифры. Оно состоит из двух частей, разделенных дефисом:
первая буква означает тип изделия (Т — трансформатор, В—выпрямитель, Г — генератор, У — установка);
вторая буква — вид сварки (Д — дуговая, П — плазменная, Ш — электрошлаковая, Т — трехфазной дугой);
третья буква — способ сварки (Ф — под флюсом, Г — в защитных газах, У — универсальные источники для нескольких способов сварки); отсутствие буквы означает ручную сварку штучными электродами; четвертая буква —дальнейшее пояснение назначения источника (М — для многопостовой сварки, И — для импульсной сварки);

одна или две цифры после дефиса — номинальная сила тока источника (округленно в сотнях А); две последующие цифры (например, 02) —регистрационный номер изделия; следующие буква и цифра — климатическое исполнение (У или Т) и категория размещения (2; 3 или 4).
Пример: ВДГМ-1602УЗ — выпрямитель для ручной сварки в защитных газах многопостовой; сила тока — 1600 А; регистрационный номер изделия — 02; климатическое исполнение — У; категория размещения — 3.
ТД-502 — трансформатор для ручной дуговой сварки штучными электродами однопостовой; сила тока — 500 А; регистрационный номер изделия — 02.
Сварочные трансформаторы
Сварочный трансформатор преобразует электрическую энергию напряжением 220 или 380 В в электрическую энергию напряжением холостого хода до 80 В, необходимую для дуговой сварки металла.
Виды сварочных трансформаторов
сварочные трансформаторы амплитудного регулирования с нормальным магнитным рассеянием – с дросселем с воздушным зазором или с дросселем насыщения;
сварочные трансформаторы амплитудного регулирования с увеличенным магнитным рассеянием – с подвижными или разнесенными обмотками , с реактивной обмоткой, с подвижным магнитным или подмагничиваемым шунтом, с конденсатором или с импульсным стабилизатором;
тиристорные сварочные трансформаторы (фазового регулирования) – с импульсной стабилизацией или с подпиткой.

Трансформаторы с нормальным магнитным рассеянием
Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием.
а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1

Устройство сварочного трансформатора (с подвижными обмотками)

Схема регулирования тока в сварочном трансформаторе с подвижными обмотками
Преимущества сварочных трансформаторов:
- дешевизна изготовления (сварочный трансформатор примерно в 2–4 раза дешевле сварочного выпрямителя и в 6–10 раз дешевле сварочного агрегата аналогичной мощности);
- высокий КПД (обычно 70–90%);
- сравнительно низкий расход электроэнергии;
- простота эксплуатации и ремонта.
Недостатки сварочных трансформаторов
Сварочные выпрямители
это устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми.

Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили - дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.

Существуют следующие типы выпрямителей:
ВВС-120-4, ВД-102, ВД-302 — с селеновыми вентилями;
ВКС-120, ВКС-300, ВД-101, ВД-301, ВКСУ-500-2 — с кремниевыми вентилями.

Устройство сварочного выпрямителя (с трансформатором с подвижными обмотками )
Сварочный выпрямитель для дуговой сварки, как правило, состоит из силового трансформатора, выпрямительного блока, пускорегулирующей, измерительной и защитной аппаратуры.

Внешняя характеристика источника питания дуги.
Электрической характеристикой источника питания сварочной дуги, или внешней характеристикой источника питания, называется графически изображенная зависимость между напряжением на клеммах источника питания и сварочным током. Источники питания могут иметь следующие внешние характеристики:
- Крупнопадающую.
- Пологопадающую.
- Жесткую.
- Возрастающую.
Для ручной дуговой сварки наилучшая характеристика источника – крутопадающая .

Для стабильного горения дуги необходимо равенство между напряжениями и токами дуги (U д , I д ) и источника питания (U п , I п ).
Источники питания с падающей характеристикой применяют при ручной дуговой сварке , с жесткой характеристикой — при полуавтоматической сварке , с возрастающей — при автоматической сварке под флюсом и для наплавки.
Дуговая электрическая сварка. Виды, устройство, схема дуговой сварки.
Под электрической дуговой сваркой понимают процесс получения неразъемных соединений металлических деталей за счет их сплавления с помощью электрической дуги. Это один из основных технологических процессов соединения деталей в машиностроении и строительной индустрии.
В процессе дуговой сварки тепловая энергия, необходимая для плавления металла, получается в результате горения дуги, возникающей между свариваемым металлом и электродом. Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Дуговая сварка представляет собой комплекс металлургических и физико-химических процессов, протекающих в металле при высоких концентрированных температурах.
При ручной сварке вместе с металлом плавится электродное покрытие (обмазка), при дуговой сварке под флюсом в автоматическом или полуавтоматическом режимах вместе с металлом плавится флюс - материал сложного состава, под слоем которого ведется сварка.
При расплавлении металл электрода переходит в сварочную ванну в виде капель. Размер капель и их количество зависят от силы тока, химического состава электрода и покрытия (флюса). При одновременном переходе капель жидкого электродного металла и шлака через дуговой промежуток между компонентами, окружающими дугу, протекают химические реакции. Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Шлаки, окружающие капли металла, состоят из оксидов SiO2, TiO2, P2O5, CaO, MnO, FeO, BaO, MgO, NiO и т. п. и солей различных веществ: CaS, MnS, CaF2 и др. Шлак, окружающий частицы металла при переходе их через дуговой промежуток, и шлаковый покров на сварочной ванне улучшают физические свойства наплавляемого металла. Имеющиеся в шлаке ионизирующиеся элементы повышают устойчивость горения дуги, что особенно важно на переменном токе.
Вещества, входящие в состав флюса, - газообразующие элементы (крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор, соединения, богатые кислородом, например Fe203, MnO, плавиковый шпат) при попадании в дугу образуют газ, защищающий сварочную ванну от воздуха.
При дуговой сварке в газовой среде защита обеспечивается наличием аргона, аргон-гелия, азота, углекислого газа, паров воды.
Возникающий при сварке капельный перенос обеспечивает доставку в сварочную ванну до 95 % всего металла плавящегося электрода. Остальные 5 % теряются в виде брызг. Процесс переноса капли металла включает в себя следующие стадии: оплавление торца электрода, отекание металла, образование капли грушевидной формы. У самого основания капли образуется тонкая шейка, имеющая высокое электрическое сопротивление. В ней плотность тока резко возрастает, перегревая шейку и удлиняя каплю, которая тут же обрывается, на мгновение замыкая накоротко цепь тока. При этом шейка взрывается, образуя большое количество пара и газов, отбрасывающих каплю в направлении сварочной ванны. Далее процесс повторяется.
При ручной сварке электрод длиной 450 мм расплавляется за 1,52 мин. Расстояние межэлектродного промежутка l при сварке должно быть больше длины капли металла, отрывающегося от электрода, и равно 4-7 мм.
В больших сварочных токах ВАХ становится жесткой. Скорость плавления электрода и свариваемого металла определяется главным образом мощностью, выделяющейся на электродах, а столб дуги выполняет технологические, а не энергетические функции. Основным показателем установок дуговой сварки является сварочный ток. Напряжение же холостого хода источника питания является условием, обеспечивающим устойчивое горение сварочной дуги.
Заметим, что напряжение зажигания дуги при переходе тока через нуль зависит от ряда факторов, но в первую очередь от силы тока. С повышением тока напряжение зажигания дуги уменьшается. Соотношение между напряжением зажигания и напряжением горения дуги для сварки открытой дугой Uз = (1,3-2,5)Uд. При сварке же на больших токах под флюсом напряжения зажигания дуги и ее горения будут одинаковыми.
Виды сварки по степени механизации.
Сварку подразделяют на ручную, полуавтоматическую и автоматическую. Отнесение процесса сварки к тому или иному виду зависит от того, каким образом выполняются зажигание и поддержание нужной длины дуги, манипуляции электродом, перемещение электрода по линии наложения шва и завершение процесса сварки. При этом технологические действия для образования шва производятся сварщиком вручную.
Ручная сварка выполняется плавящимся электродом с покрытием (рис. 1.1) или неплавящимся электродом с газовой защитой.
При полуавтоматической сварке плавящимся электродом механизирована часть операций, например подача электродной проволоки или флюса в сварочную зону, перемещение горелки по свариваемой детали и др. Остальные операции сварки выполняются сварщиком вручную.
При автоматической сварке под флюсом (рис. 1.2, а) автоматизировано большинство сварочных операций. Так, сварочная проволока 2 и гранулированный флюс 1 подаются в зону дуги, горящей в полости 3, заполненной парами металла и материалов флюса.
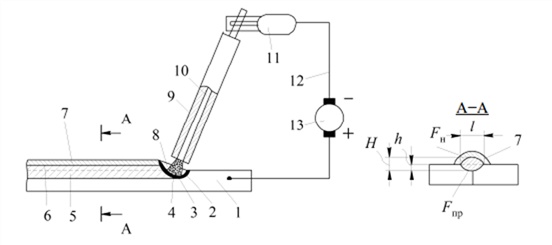
Рис. 1.1. Схема ручной дуговой сварки: 1 — основной металл; 2 — сварочная ванна; 3 — кратер; 4 — сварочная дуга; 5 — проплавленный металл Fпp; 6 — наплавленный металл Fн; 7 — шлаковая корка; 8 — жидкий шлак; 9 — покрытие электрода; 10 — стержень электрода; 11 — электрододержатель; 12 — сварочная цепь; 13 — источник питания; H — высота сварочного шва; h — глубина проплавленного металла заготовок; l — ширина сварочного шва
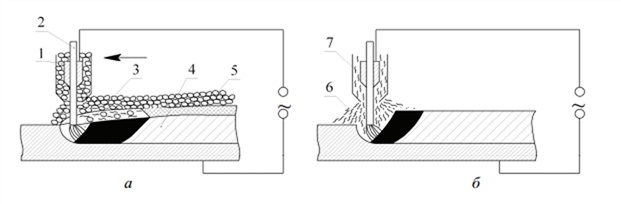
Рис. 1.2. Схема сварки под флюсом (а) и в среде защитных газов (б)
По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны и образует легко отделяющуюся от шва шлаковую корку 5, металл же сварочной ванны кристаллизуется в виде сварного шва 4. Шлак защищает металл от воздействия кислорода и азота воздуха, легирует и замедляет охлаждение металла шва, что улучшает качество наплавленного металла при высокой производительности процесса.
При автоматической сварке в защитном газе (рис. 1.2, б) возникающая между электродом и металлом дуга окружена газом 6, подаваемым под небольшим давлением из сопла 1. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Назначение газа сводится к физической защите сварочной ванны от воздействия воздуха.
Способы сварки.
Кратко рассмотрим наиболее распространенные способы сварки.
Сварка в камерах с контролируемой атмосферой применяется для соединения легкоокисляющихся металлов и их сплавов. В камере можно создать атмосферу из инертных газов - это обеспечит высокое качество сварного соединения.
Сварка трехфазной дугой применяется при ручной и механизированной сварке. Суть этого способа заключается в том, что к двум электродам, закрепленным в специальном держателе, и к свариваемому изделию подводится переменный ток от трехфазного источника питания. После возбуждения горит не одна дуга, как обычно, а одновременно три дуги: между обоими электродами и между каждым из электродов и изделием. Эта тройная дуга по отношению к свариваемому изделию является независимой и делает расплавление электродов непрерывным процессом, обеспечивая высокое качество сварного шва.
При сварке ненлавящимся электродом дуга горит между вольфрамовым электродом и изделием. При этом электрод проходит через насадку, по которой в зону сварки подается аргон. Поэтому такая сварка называется аргоновой. Диаметр вольфрамового электрода может быть 1-4 мм. Аргоновая сварка деталей толщиной 3 мм и более эффективно выполняется невольфрамовым плавящимся электродом на автоматах и полуавтоматах. Этот способ сварки более производительный, чем сварка вольфрамовым электродом, и может применяться для сварки практически всех металлов: легированных сталей, меди, никеля и их сплавов, титана, алюминия, алюминиевых и магниевых сплавов, которые свариваются даже без применения флюсов. Главным преимуществом такой сварки является то, что в процессе работы сварщик может видеть место сварки и регулировать процесс.
Сварка в углекислом газе может выполняться как неплавящимся, так и плавящимся электродом на автоматах и полуавтоматах.
1.2. Источники питания дуговой сварки
Главной особенностью сварочных источников тока является то, что они способны выдерживать во время работы многократные короткие замыкания во вторичной цепи. Это происходит при зажигании дуги касанием электродов и во время сварки, когда скорость подачи плавящегося электрода опережает скорость его плавления.
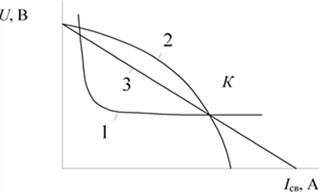
Рис. 1.3. Внешние характеристики источника питания при слабо- и крутопадающей статической характеристике дуги
Более того, из-за нелинейности ВАХ дуги, имеющей падающий, жесткий и восходящий участки, ВАХ источника питания должна иметь соответствующий вид.
При сварке в автоматическом режиме под флюсом с саморегулированием дуги, имеющей жесткую характеристику, ВАХ ИП должна быть пологопадающей для повышения саморегулирования дуги. При сварке же в среде защитных газов и при большой плотности постоянного тока в электроде ВАХ дуги возрастающая. Таким образом, внешняя характеристика ИП для еще большей активности саморегулирования должна быть жесткой или возрастающей. Источники питания должны обеспечивать возможность настройки различных режимов сварки - установление заданных значений тока и напряжения, обеспечивающих сварочный ток.
Оценкой динамических характеристик ИП служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. При этом важным является время нарастания напряжения от нуля до возбуждения дуги и время восстановления напряжения: каждый из этих параметров не должен превышать 0,03 с.
Источники питания сварочной дуги переменного тока – это сварочные трансформаторы, которые бывают одно- и трехфазными, а по количеству питаемых сварочных постов - одно- и многопостовыми.
По возможности получения падающих внешних характеристик и регулирования тока источники питания бывают двух типов: трансформаторы с нормальным магнитным рассеянием, состоящие из двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, со ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 1.4), сопротивление которого можно изменять в широких пределах, состоит из сердечника А с двумя обмотками: первичной I и вторичной II, создающей напряжение холостого хода 60-65 В. Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.
Регулятор тока - дроссель В состоит из магнитопровода (ярмо) и обмотки, расположенной на неподвижной части магнитопровода (якорь). Между ярмом и якорем делают воздушный зазор 5, изменяя который с помощью винта можно осуществлять плавное регулирование сварочного тока. При увеличении зазора 5 электрическое сопротивление (индуктивное) дросселя уменьшается, а ток в сварочной цепи увеличивается. При уменьшении же зазора 5 электрическое сопротивление дросселя увеличивается, а сварочный ток уменьшается.
Дроссельная катушка в цепи создает падающую внешнюю характеристику, благодаря этому напряжение на дуге изменяется в соответствии с колебаниями и изменениями ее длины.
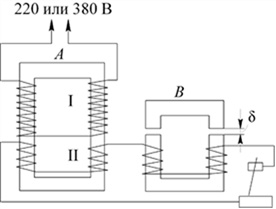
Рис. 1.4. Схема сварочного аппарата с отдельным регулятором: А - трансформатор; В - дроссель; I - первичная обмотка; II - вторичная обмотка; 8 - воздушный зазор
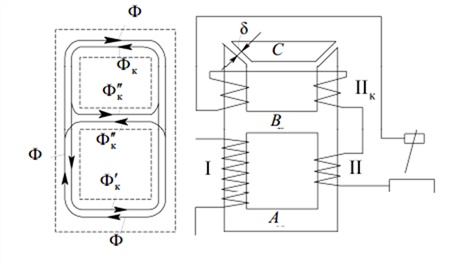
Рис. 1.5. Схема трансформатора СТН со встроенным регулятором: А - магнитопровод трансформатора; В - магнитопровод регулятора; С - ярмо; Ф - основной магнитный поток; Фк - магнитный поток регулируемого контура; Ф'к - магнитный поток первичного контура; Ф''к - магнитный поток вторичного контура
Сварочный трансформатор типа СТН со встроенным регулятором (рис. 1.5) имеет на общем магнитопроводе три обмотки: первичную I и вторичную II обмотки трансформатора и обмотку регулятора (дроссельную катушку) IIK, включенную последовательно со вторичной обмоткой.
Регулирование сварочного тока обеспечивается изменением воздушного зазора 5 между магнитопроводом и якорем С.
Главным преимуществом трансформаторов этой серии является компактность, меньший расход меди и трансформаторной стали; при изменении тока с большого значения до минимального напряжение холостого хода несколько увеличивается, что обеспечивает высокую устойчивость горения сварочной дуги.
Трансформаторы с повышенным магнитным рассеянием имеют наибольшее распространение при ручной дуговой сварке, в них регулирование сварочного тока осуществляется изменением расстояния между обмотками или подвижным магнитным шунтом. Этим способом изменяют сопротивление потока рассеяния и соответственно индуктивность трансформатора: при увеличении сопротивления шунтирующей цепи индуктивность рассеяния трансформатора снижается и соответственно сварочный ток увеличивается.
Источники питания сварочной дуги постоянного тока подразделяют на две группы: сварочные преобразователи и сварочные выпрямители. Технические характеристики некоторых сварочных источников питания приведены в табл. 1.1.
Сварочный преобразователь состоит из генератора постоянного тока и двигателя (электродвигателя или двигателя внутреннего сгорания).
Однопостовые сварочные генераторы делятся на три основные группы, в зависимости от схемы формирования падающей внешней характеристики:
1) генераторы с расщепленными полюсами и с поперечным полем, падающая внешняя характеристика которых обеспечивается путем размагничивания основного поля генератора магнитным полем реакции якоря;
2) генераторы с независимым возбуждением, падающая внешняя характеристика которых обеспечивается уменьшением основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения осуществляется от генератора - возбудителя или выпрямителя;
3) генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, падающая внешняя характеристика которых обеспечивается размагничивающим действием потоков последовательной обмотки и реакции якоря генератора.
В генераторах сварочного тока с расщепленными полюсами предусмотрен двойной способ регулировки сварочного тока: сдвигом щеток и реостатом в цепи регулируемой обмотки, что позволяет увеличить пределы изменения тока без радикального изменения напряжения холостого хода генератора. Сдвиг щеток против направления вращения якоря генератора уменьшает размагничивание потока реакции якоря и увеличивает ток короткого замыкания (сварочный ток). Сдвиг же щеток по направлению вращения якоря уменьшает ток короткого замыкания.
Централизованная схема питания сварочных постов (СП) с применением многопостовых сварочных генераторов обладает рядом преимуществ перед однопостовым вариантом: сокращаются затраты на приобретение, ремонт и обслуживание СП; уменьшается потребность в площадях; увеличивается коэффициент использования оборудования и др.
Для создания нормальной работы СП при их питании от многопостового генератора, последний должен иметь жесткую внешнюю характеристику, т. е. напряжение генератора при изменении тока не должно изменяться более чем на 5 % от номинального значения.
Источники питания дуговой сварки
Для питания дуговой сварки используют специальные источники постоянного и переменного тока, отвечающие следующим требованиям:
а) иметь напряжение холостого хода в момент зажигания дуги, достаточное для ее возбуждения, но не превышающее пределов, безопасных для жизни сварщика;
б) надежно работать в режимах частых технологических коротких замыканий;
в) иметь внешнюю характеристику, соответствующую ВАХ дуги, и иметь достаточную мощность;
г) снабжаться специальными устройствами для плавного изменения тока;
д) соответствовать требованиям удобства эксплуатации и экономичности.
Специфическим свойством сварочных источников тока является способность выдерживать многочисленные технологические короткие замыкания во вторичной цепи. Они происходят при зажигании дуги касанием электродов, а также во время сварки, когда скорость подачи плавящегося электрода не согласуется со скоростью его плавления.
Наиболее распространенным способом настройки режима сварки является комбинированное регулирование. Оно заключается в том, что весь диапазон регулирования по току разбивают на ряд ступеней (грубое регулирование), а в пределах каждой ступени осуществляют плавное регулирование.
Критерием оценки динамических свойств ИП служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. Время нарастания напряжения от нуля до значения, достаточного для возбуждения дуги, и время восстановления напряжения не должно превышать 0,03 с.
Тепловой режим ИП оценивается относительными продолжительностью работы (ПР) или продолжительностью включения (ПВ), обусловленными прерывистым рабочим процессом сварки.
где: τр - время работы под нагрузкой; τц - длительность полного цикла.
Источники питания сварочной дуги переменного тока -это сварочные трансформаторы, которые подразделяют на одно- и трехфазные, а по количеству питаемых сварочных постов - на одно- и многопостовые.
По способу регулирования тока различают источники питания двух типов: трансформаторы с нормальным магнитным рассеянием, выполненные в виде двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, с витковым ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 9.3), состоит из сердечника А с двумя обмотками: первичной I и вторичной II. Регулятор тока - дроссель Б состоит из магнитопровода (ярма) и обмотки, расположенной на неподвижной части магнитопровода (якоре). Между ярмом и якорем имеется воздушный зазор δ, изменяя который с помощью регулирующего винта осуществляется плавное регулирование сварочного тока.
К преимуществам таких трансформаторов следует отнести компактность, меньший расход меди и трансформаторной стали; при уменьшении сварочного тока регулятором напряжение холостого хода несколько увеличивается, что повышает устойчивость горения дуги.
Трансформаторы с повышенным магнитным рассеянием получили наиболее широкое распространение при ручной дуговой сварке, где регулирование сварочного тока осуществляется изменением расстояния между первичной и вторичной обмотками или подвижным магнитным шунтом. Это изменяет сопротивление потока рассеяния и индуктивность трансформатора. Чем больше сопротивление шунтирующей цепи, тем меньше индуктивность рассеяния трансформатора и больше сварочный ток.
Для однопостовой сварки внешняя характеристика ИП должна быть нелинейной с жестким участком , определяющим напряжение холостого хода, и крутопадающим участком, определяющим ток КЗ и стабильность сварочного тока.
Для многопостовой сварки можно использовать любой сварочный трансформатор с жесткой внешней характеристикой. При этом к каждому посту должен быть подсоединен дроссель, обеспечивающий падающую характеристику цепи.
Источники питания постоянного тока подразделяют на две основные группы: сварочные преобразователи и сварочные выпрямители.
Сварочный преобразователь состоит из собственно генератора постоянного тока и первичного двигателя (электродвигателя или ДВС).
Однопостовые сварочные генераторы в зависимости от схемы формирования падающей внешней характеристики подразделяются на три основные группы:
1. Генераторы с расщепленными полюсами и с поперечным полем, у которых падающая внешняя характеристика достигается за счет размагничивания основного поля генератора магнитным полем реакции якоря.
2. Генераторы с независимым возбуждением, падающая внешняя характеристика которых достигается за счет уменьшения основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения происходит от генератора-возбудителя или выпрямителя.
3. Генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, в которых падающая внешняя характеристика создается за счет размагничивающего действия потоков последовательной обмотки и реакции якоря генератора.
В генераторах с расщепленными полюсами предусмотрен двойной способ регулировки сварочного тока: сдвигом щеток (грубая регулировка) и реостатом в цепи регулируемой обмотки (тонкая регулировка), что позволяет расширить пределы изменения тока без существенного изменения напряжения холостого хода генератора. Сдвиг щеток против направления вращения якоря генератора ослабляет размагничивающее действие потока реакции якоря и увеличивает ток короткого замыкания (сварочный ток). Сдвиг же щеток по направлению вращения якоря уменьшает ток короткого замыкания.
Сварочные генераторы с жесткими и пологопадающими внешними характеристиками используются как многопостовые источники питания либо для питания автоматов или полуавтоматов с постоянной скоростью подачи электродной проволоки.
Сварочные выпрямители основаны на использовании полупроводниковой техники, применение которой позволяет значительно расширить номенклатуру источников питания для дуговой сварки. К их преимуществам следует отнести равномерную загрузку силовой сети переменного тока и лучшее использование трансформатора, питающего выпрямитель. Динамические свойства выпрямителей из-за меньшей электромагнитной инерции лучше, чем генераторов постоянного тока. Ток и напряжение изменяются при переходных процессах практически мгновенно. КПД выпрямителей также несколько выше, чем у сварочных преобразователей с генератором постоянного тока.
По сравнению со сварочными трансформаторами трехфазные выпрямители обеспечивают большую стабильность дуги, особенно на малых токах, вследствие чего напряжение холостого хода их может быть снижено.
Тиристорные выпрямители представляют собой замкнутую систему автоматического регулирования с отрицательной обратной связью по току при падающих внешних характеристиках и положительной обратной связью по выходному напряжению при жестких внешних характеристиках. Возможна и одновременная работа обратной связи по току и напряжению для получения заданной крутизны наклона пологопадающих внешних характеристик.
Источники для ручной сварки покрытыми электродами
Охарактеризуем условия сварки, оказывающие влияние на выбор источника. Ручная сварка производится покрытыми электродами диаметром от 2 до 6 мм на токах от 50 до 350 А при напряжении от 20 до 40 В. Зажигание дуги выполняется разрывом цепи короткого замыкания — «отдергиванием» или «чирканьем», сварку сопровождают значительные колебания длины дуги. Вольтамперная характеристика дуги при ручной сварке имеет падающий и жесткий участки (рисунок 3.1, а). На падающем участке дифференциальное сопротивление дуги достигает ρд=-0,1 В/А, на основном (жестком) ρд≈0.
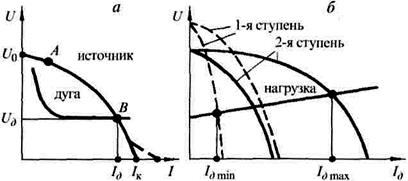
Рисунок 3.1 – Характеристики источника для ручной дуговой сварки
Внешняя характеристика при ручной сварке должна быть крутопадающей с дифференциальным сопротивлением ρи от –1 до –0,1 В/А. При этом безусловно удовлетворяется требование принципиальной устойчивости системы «источник-дуга». Поскольку такая (выпуклая) крутопадающая характеристика имеет существенно меньший наклон в области малых токов (вблизи точки А), соответствующих разрывной длине дуги, она отвечает и требованию повышения устойчивости при значительных колебаниях длины дуги. Наконец, благодаря крутому наклону характеристики в области рабочих токов (точка В)достигается высокая стабильность тока при колебаниях длины дуги. Например, у источника с ρи=-0,2 В/А при колебаниях напряжения дуги от 25 до 40 В сила тока поддерживается на уровне 315 ± 35 А.
Напряжение холостого хода источника U0выбирают по соображениям обеспечения высокой надежности начального зажигания дуги. Для малоинерционных источников U0должно не менее чем в 1,5 раза превышать сварочное напряжение Uд. Для таких инерционных источников, как сварочные генераторы, у которых после короткого замыкания ЭДС восстанавливается сравнительно медленно, U0 должно составлять не менее 2 – 2,5 Uд. Обычно U0 назначают не ниже 40 В, а по соображениям электрической безопасности ограничивают сверху 80 — 100 В.
Сила тока короткого замыкания Iк при крутопадающей внешней характеристике устанавливается на уровне Iк=(1,2-2)lд, что, как правило, достаточно для надежного зажигания. В большинстве случаев сварки ток короткого замыкания превышает сварочный не более чем в 1,5 раза, потому что при большем превышении возможен перегрев электрода и обсыпание обмазки. Но при сварке в потолочном и вертикальном положениях, где сварщик для предотвращения стекания ванны вынужден периодически уменьшать силу тока посредством удлинения дуги, рекомендуется использовать более пологие характеристики (ρи≈-0,1 В/А) и, соответственно, более высокое отношение тока короткого замыкания к сварочному — до 2. Иногда для повышения надежности зажигания рекомендуется «горячий пуск», т.е. кратковременное (<1с) начальное увеличение напряжения холостого хода U0или снижение сопротивления источника Zи, что уменьшает опасность примерзания электрода и улучшает условия развития дугового разряда после короткого замыкания.
Настройка силы тока выполняется с помощью регулятора в составе источника, а напряжение дуги при ручной сварке задается длиной дуги, которую поддерживает сварщик. Диапазон регулирования от Iдmin до Iдmax определяется на пересечении крайних характеристик источника с графиком условной рабочей характеристики Up=20+0,04I0 (рисунок 3.1, б).В простейших источниках, предназначенных для монтажных и бытовых целей, регулирование ограничивается всего 3-4 ступенями с кратностью Id max/Idmin не менее 2. Источник общепромышленного назначения, как правило, имеет кратность регулирования 3-8, получаемую при сочетании плавного и ступенчатого регулирования.
В последнее время появились источники с независимой от основного режима настройкой тока короткого замыкания (показано пунктиром на рисунок 3.1, а). При увеличении Iк ускоряется процесс переноса крупных капель, но одновременно повышается разбрызгивание.
Читайте также: