Самодельный кулер для тиг сварки
Обновлено: 20.09.2024
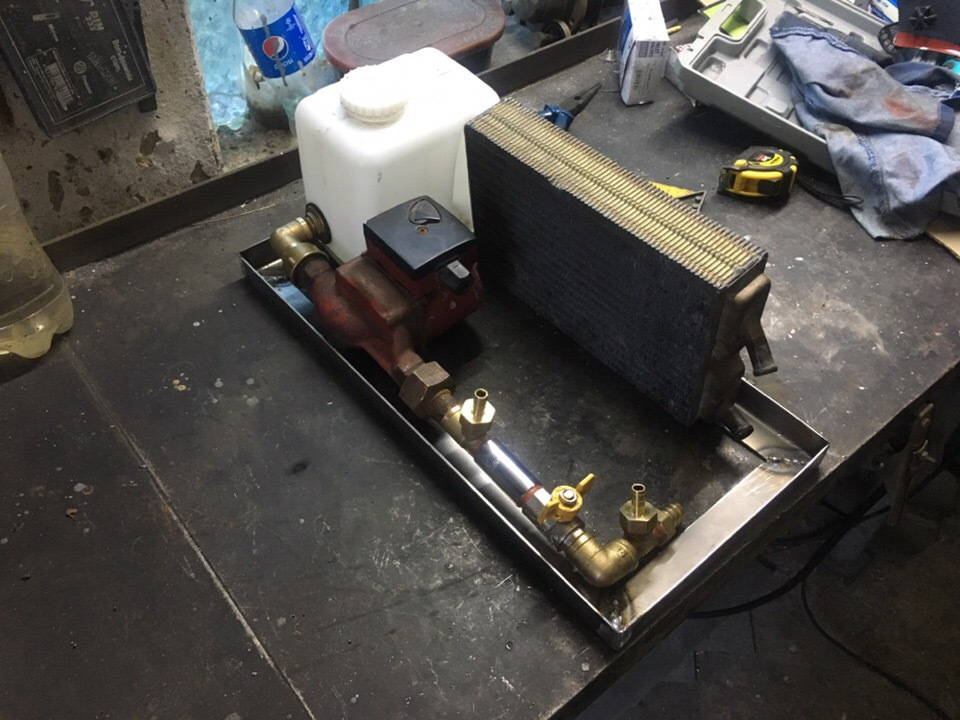
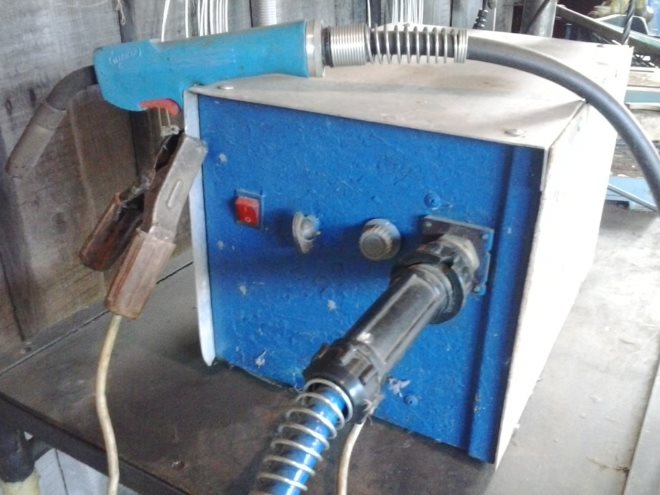
Родная горелка аргонной сварки имеет газовое охлаждение и безумно греется, особенно - при попытке варить алюминий обратной полярностью. Еще бы, тепловыделение при этом примерно втрое больше! Вот и возникла идея приколхозить водяное охлаждение. Получилось так:
Похожих записей не найдено.
14 комментариев
Отзыв: 1
А можно про аргоновую сварку поподробнее? Что даёт сварка обратной полярностью? И Вообще если можно пособие для новичка который только только начинает познавать премудрости аргоновой сварки! Или ткните носом где можно почитать? Ибо я понял что мне без такой сварки не обойтись! В моём транспортёре появилась очередная дырка при попытке выкрутить заднюю левую пробку. Причём было герметично вода не уходила а сама пробка вместе с резббой была вмята в кузов. Пара ударов на выправление куча отвалившейся ржавчины и дырка. Теперь даже боюсь за молоток братся вдруг ещё что случится. А вообще похоже действительно что битиё как тест на прочность уж лучше сейчас при ремонте чем на плаву потом! Спасибо автору за рассказ об аргоновом сварочнике и за то что цены вполне приемлимые без этого я-б и не думал что это доступно. Тем более что аппарат сочетает в себе и обычный сварочник а мне в своём доме он тоже будет нужен. Правда модели как у вас я не нащёл а предлагают этой-же фимы помощнее и подороже.
Отзыв: 0
Обратная полярность дает некую теоретическую возможность варить алюминий.
Помощнее - для нержи/железа нет необходимости, 180а хватает с избытком чтобы варить 5мм электродом или аргоном 10мм листы. Да и основное ограничение уже по сети идет, сварочники бОльшей мощности уже 3-фазные, куда их в гараже воткнешь
Если брать подороже, то лучше обращать внимание на наличие переменного тока - тогда можно будет варить алюминий "по-честному", либо на аппарат совмещенный еще и с плазморезкой: возможности она дает неописуемые.
Помимо самого сварочника, понадобятся: баллон (6000р новый/3000 б/у), редуктор - специальный аргоновый с измерителем потока (2000р, кислородный и прочие моветон), а также всяческая мелочевка: шланги, тройники.
>Теперь даже боюсь за молоток братся
Поэтому-то и говорил, что нужно было сразу все ободрать, простучать - сразу бы стало понятно где металл а где уже нет. К примеру, под ВСЕМИ поперечными усилителями на моем транспортере было уже решето с толщиной бумаги, но вот пробки нормально держались, так что если уже и пробка выгнила то про более капризные места и думать страшно!
PS. Я на днях приценился по нерже: лист 1м*2м*1.2мм марки 12х18н10т стоит около 5тыр, квадратная труба нужного сечения - порядка 500р/шт. Так что вполне бюджетно, учитывая разницу по сроку службы По толщине решил ограничиться 1.2мм: родной металл 1мм (даже тоньше из-за коррозии), к тому же нержа заметно жестче.
Спасибо за ценные ответы-советы! Это уже избавило от нескольких ошибок! Ну проблемм с сетью у меня нет так-как я сам электрик и уже не представляю как можно обходится без 380v! Я живу в частном доме который еще в процессе достройки но это все-равно лучше чем в квартире. И я имея возможность сделал себе 3х фазный ввод всю проводку сделал собственноручно заложив провода с большим запасом вывел кучу розеток везде и теперь наслаждаюсь отсутствием хоть этой проблеммы. Но аппараты с напряжением 380 уже имеют цену заоблачную и явно не по карману! Есть модель TIG160 пост пер ток стоит 25т и модель с плазморезом но только под пост ток. 30т. Но возможность варить Алюминий мне кажется нужна больше чем плазморез. Я пока себе не представляю какие такие фантастические возможности дает плазморез. Я вполне нормально режу все "Болгаркой" может высокоточное вырезание ржи в там где "Болгаркой" Не подлесть? Растолкуйте незнающему пожалуйста! А по поводу того что надо было сразу простучать где ржа была так я не имел такой возможности перед покупкой: в машине стояли лавки на все борта и долесть было невозможно на полу линолеум прикрученный. А выгнила не сама пробка там даже после ударов нормально а дырка получилась рядом с местом сварки днища и боковины и не сильно широко а около сантиметра -полутора а дальше вроде цело ну и под наложенным металлом около краев тоже есть но вроде не насквозь . По центру масло спасло.
Ну если люминь в планах - то TIG160 ac/dc самое то, главное помнить что токи сварки алюминия гораздо выше, и работать получится только по тонким листам: никакие заварки дисков/коллекторов и прочих толстых люмишек с "игрушечным" током 160А не получатся.
Плазморез нужен для фигурного раскроя - болгаркой узор не вырежешь Но да, вещь специфическая и нужная больше на производстве.
Спасибо за ссылку огромное! Очень много интересного и полезного! Правда только беголо просмотрел но уже масса полезной инфы и разочарование!
Насчёт планов по сварке алюминия так и был прицел чтоб была возможность заваривать трещины в картере тотже коллектор да и на картере скутера от нащих дорог тоже могут трещины появится.НООО Как я уже понял токи нужны огромные а это значит цены запредельные! Удивляет разброс цен! Между TIG160 и 200 разница не такая и большая 4600р за 40А. И если-уж покупать то на 200А. Но похоже это погоды не сделает и этого всё равно будет мало! А вот дальше скачёк весьма высок и как я понинаю из-за того что на 380в считается промышленным а значит цена взлетает вверх.За разницу в 50А надо выложить уже 13500р. А вот дальше за 65А уже всего 2500р при такой цене аппарата и разнице в токах это уже считаю мелочь!
А расскажите как вы варили картеры и пр? Обратной полярностью? Я помню что это было только из интереса при покупке но мне просто интересно насколько возможно в перспективе будет использовать тот-же TIG 200 для возможных трещин? Или стоит подумать о большом трансе и осциляторе? Но как я понял что там тоже куча сложностей и проблемм. В частности что нет кучи нужных регулировок. А вообще после скрещивания токарного станка и Болгарки не приходило в голову скрестить TIG аргонник с трансформатором на большие токи? Чтоб транс работал под внешним управлением? Я понимаю что это надо городить схему кошмарой сложности и найти схему на инвертор либо самому копать долго изучая. Или Овчинка выделки не стоит?
Пром. оборудование - это возможность зарабатывать деньги. Вот изготовители и вынуждают делиться
Для пробы я варил магний - ему нужны токи меньше чем алюминию. Пробовал обратной - не хватает, получилось прямой с подсыпанием обмазки электрода по алюмнию.
По трещинам в корпусных деталях можно попробовать с предварительным прогревом и с присадкой более легкоплавким прутком, у меня все же получилось заварить наплыв под резьбу на трамблере и на головке - но пришлось долго мучаться, и судя по отзывам с той линки для подобных работ надо таки брать "верхний" аппарат.
Самодельничать со сварочным оборудованием я завязал много лет назад - в области электроники нам китайцев не догнать Затраченное время/средства не окупятся, так что выгоднее взять приличного "китайца" чем ковыряться самому.
греется, особенно - при попытке варить алюминий обратной полярностью.
Лучше охлаждать сопло-основная проблема в нем(у меня горелка с водяным охлаждением)-электрод перегревается и сопло тоже и керамика лопается.
Я сделал змеевик на сопло но пока не испытал.
>Лучше охлаждать сопло
ЧЕМ лучше? Где происходит основное тепловыделение? Если греется сопло - то взять диаметр поболе и подачу газа увеличить.
> пока не испытал.
Вот в том-то и дело. К тому же у тех горелок, что попадались, вода охлаждает в основном рукоятку, и тепловое сопротивление от электрода оказывается весьма значительным.
Так основное тепловыделение -на кончике электрода-он и сгорает.Толстое сопло-помогает,но не совсем(иногда хочется в труднодоступные места).
Вода охлаждает не рукоятку,а голову ну и подводящий кабель.
>основное тепловыделение -на кончике электрода
Именно, с него поток тепла и распространяется по остальным деталям. Чтобы не горел электрод, его надо ставить минимум втрое толще, чем на прямую полярность - я например пользуюсь 4мм.
>Вода охлаждает не рукоятку,а голову
Значит зависит от конструкции горелки - в тех что мне попадались водяной канал был исключительно в основе рукоятки, а теплоотвод с электрода осуществлялся исключительно теплопроводностью латуни.
4мм и ставил(хотя нержу на прямой 3мм и току 300А).
Сопло на обратной раскаляется докрасна,вот и идея если сопло охлаждать,может и эл-д не так гореть будет.
Дык тепловыделение катода и анода отличается вчетверо! 4мм - это тонюськи варить током до 100А, на большие токи нужна другая конструкция самой горелки - с более интенсивным охлаждением электрода, более коротким соплом, етц. Для образца можно глянуть на промышленные горелки с током 750А
Нормально! Мне было проще - моя примерно такая же малогабаритная горелка уже имела водяную рубашку, оставалось лишь взять бачек стеклоомывателя с насосом(запитать пониженным напряжением моторчик, чтоб подольше жил), радиатор от таврийской печки, и пару кулеров от компа - и дело в шляпе!
Ну как подать жижу и как ее охладить - это уже не проблема, поэтому тут и не рассказывалось. Я еще мотору насоса мелкий компьютерный вентилятор присобачил, а то таки грелся.
Самодельная горелка для аргоновой сварки(TIG)

Сразу за блоком охлаждения поступило желание заиметь TIG горелку CK-130 superflex. Посмотрел цены, не обрадовало… курс гривны к доллару не мал, поэтому цена выходит раза в 2 выше нежели моей китайской водоохлаждаемой 18 горелки… а еще и доставка.
Прикусив губу хотел уж было ожидать "лучших времен", но характер и желание иметь нечто подобное взяло верх. В итоге родилась идея.
Теперь от самой идеи к реализации.
В первую очередь нужно было определить размер и токовую нагрузку самой горелки. Выбор пал на среднюю серию, это 17 горелка (SR-17), вот она в моей руке с газовой линзой уже

Горелка куплена, дальше нужна трубка, в которой будет проложена силовая жила, плюс по которой будет идти газ — аргон. Причем трубка то не любая должна быть, а гибкая, даже очень гибкая. Пошел на рынок, обсмотрел все варианты, от РТИ до ПВХ… все не так, все не то… разочарованный пришел домой… полез в интернет в поисках силиконовой трубки.
Силиконовая трубка оказалась тем что нужно, но цена ее была, которую мне озвучили на одной фирме, мягко говоря неподьемной — 400 грн./м., а длину рукава я планировал около 8 м.
Но на этом руки не опустились, начал смотреть форумы, обьявления, и вот — джекпот. На одной из площадок обьявления я нашел человека, который взялся мне под заказ сделать силиконовую трубку, да еще и цена ну ОЧЕНЬ обрадовала, а когда изготовитель узнал зачем мне это, он еще и скидку сделал, потому как сам любит варить аргоном, так сказать коллега по цеху).
После 2 примерок и проб вылетела вот такая трубка в типоразмере 11х1,7мм

Трубка Очень гибкая, вот видео —
Следующим препятствием на пути стал выбор силовой жилы. По сечению определился сразу — 16 мм2, поскольку внутренний диаметр силиконового шланга — 8 мм + еще и продуваться он должен был быть. 16 мм2 с головой под эти задачи. Термостабильность меди на таком напряжении на 1 мм2 — 18А. Выходит 16 квадрат могут переварить около 280А. Такие токи нам не нужны, предполагается варить этой горелкой на токах до 120А, а дальше — уже есть 18 горелка.
Так вот, сечение это хорошо, а вот гибкость… это тоже не простая задача, как оказалось. На рынке отыскал только кабели КГ и забугорный акустический… толщина одной жилки у них оказалась 0,25 мм, что много! Большой гибкостью кабель не обладал. Не хотелось гибкость трубки упереть в гибкость жилы. Выход был очевиден — кабель ПЩ. Долго пришлось поискать, все норовят продать от 5 кг, и ценник не мал, и такой обьем мне ни к чему… в итоге мне продали добрые люди 1,5 кг, что есть около 9м.

Это ИМЕННО то что нужно! По-другому и не сказать… не пожалел ни копейки, ни минуты, которую потратил на поиск материалов. Общая картина складывалась чудесно!
Ну а дальше нудная работа — все это подружить
Через трубку протаскиваю капроновую нить, привязываю ее посредством узла веретено к ПЩ и протаскиваю. Вот несколько фото процесса
Блок охлаждения ТИГ горелки

кто смотрел прошлую запись, видел тот самый горе диск от Жука, где латка здоровенная, так вот на той самой латке я подпалил головку на своей воздушной горелке WP-26((( когда варил, горелку нельзя было в руке нормально держать, нагрелась очень сильно, я ее и мокрой тряпкой остужал уже, все равно не хватило этого, резина под изолятором сопла просто отгорела и изолятор начал болтаться, ну и сам изолятор с фторопласта тоже поплыл…=( вот тогда я уже конкретно задумался о охлаждаемой горелке! хотя когда покупал ТИГ аппарат думал что с его 200А никакого охлаждения и не потребуется, но выходит что не все так всегда как хочется…
что бы восстановить 26 горелку пришлось купить новую головку к ней, я конечно поварил и той еще, но все таки не хорошо когда там что то не так… ну а если покупать головку, сразу взял гибкую! гибкой головкой иногда можно залесть туда куда обычная не влезет, что достаточно удобно

ну и разорился на горелку с водяным охлаждением…)

горелка WP-18, она по размерам такая же как воздушная WP-26, расходники у них так же одинаковые, все взаимозаменяемое, по этому выбор и пал на 18…
но теперь к горелке нужен еще блок охлаждения, а цены на блоки вообще не гуманные! как будто бы они позолоченные…
в общем руки хоть и из *опы, но более менее ровные, надо попробовать соорудить блок самостоятельно…)
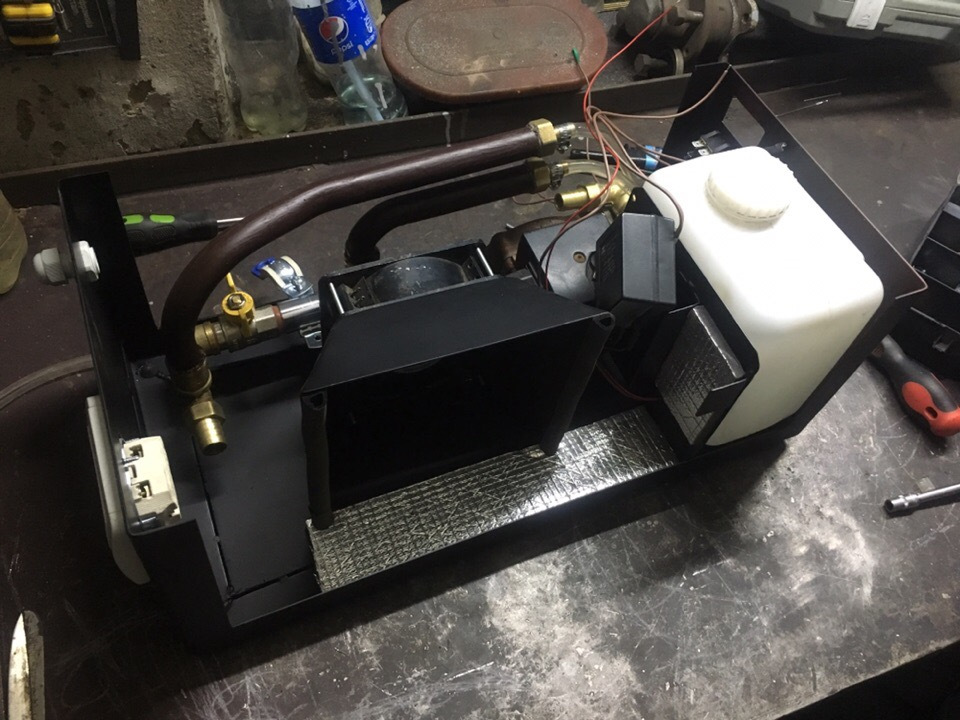
началось все с того что просто собрал что было дома, это уже больше половины всего нужного и самые основные растраты

производительность сразу проверил до сборки, мне кажется этого достаточно для моих нужд, аппарат у меня 200А, это не так уж и много, думаю этого хватит что бы снимать тепло с горелки, которая тоже не такая уж и большая, WP-18, да и не на производстве это все, так что "жарить" часами тоже не входит в планы

затем прикинул схему как собрать все, докупил цвет мета, ну и за заваренную трещинку на диске подогнали тихий вентилятор, вместо советского того…

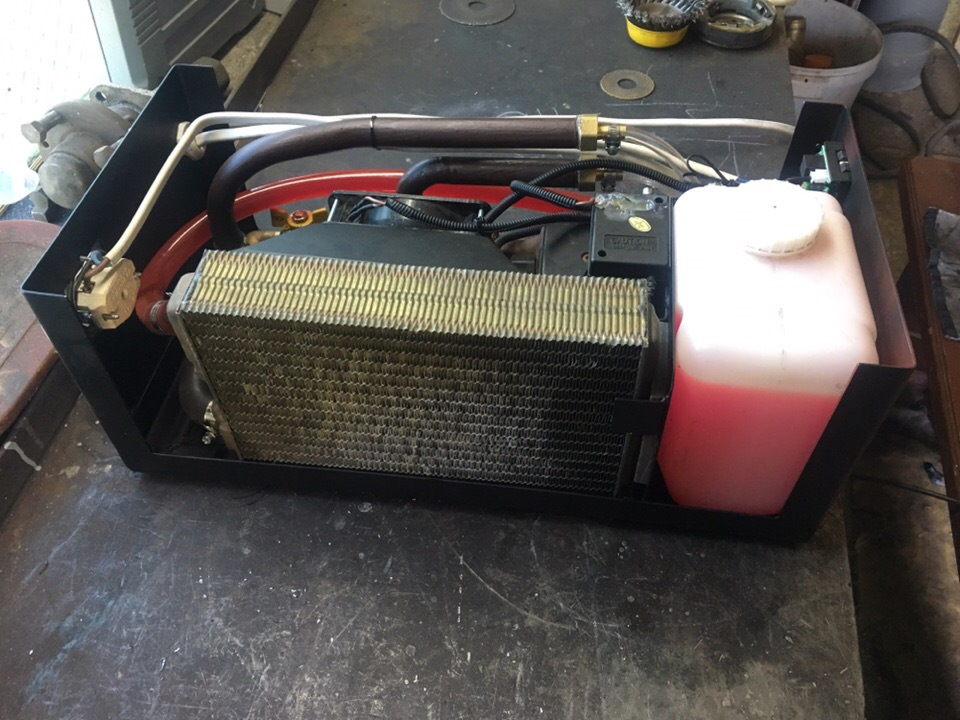
уже стали известны внешние габариты блока, так что бы все влезло и не делать его сильно большим
жаль что многие мысли приходили когда уже начал собирать, ведь можно было корпус сделать на много проще, но что есть то есть…

блок ставить решено только на резиновые ножки, что бы по столу не скользил и вибраций лишних не было с шумом… ножки отдельно искать было лень и долго, по этому покупаем 4 упора капота от жигуля, подрезаем и получаем замечательные мягенькие ножки за пару гривен=) к тому же найти можно в любом магазине в принципе, дешево и сердито



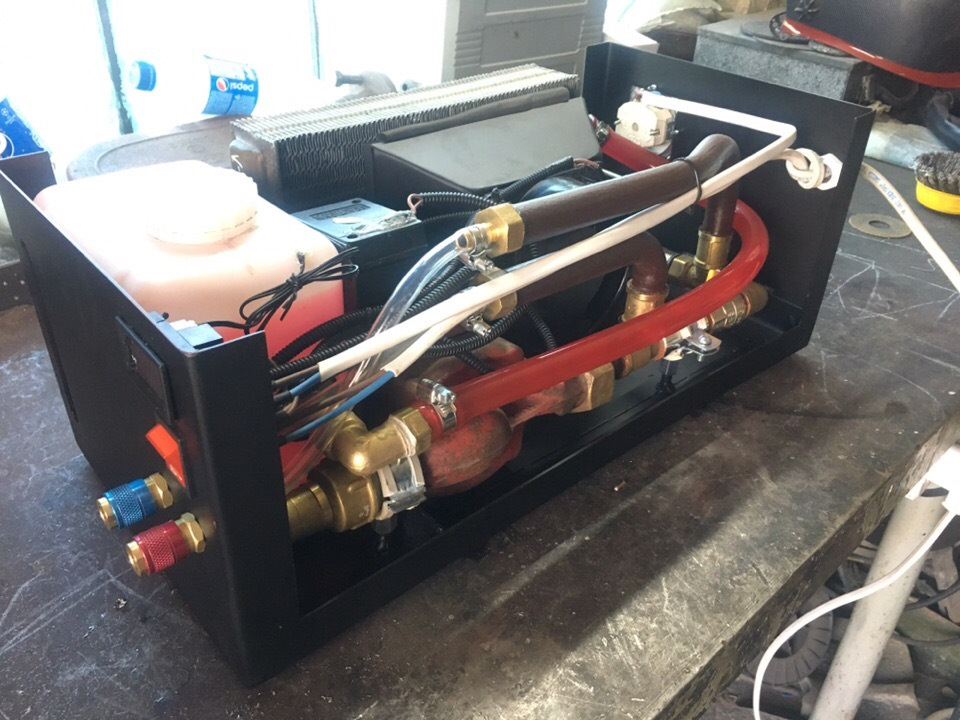
в блоке, как видели, есть краник, байпасный краник, учитывая то что насос циркуляционный, как бы кран может и не нужен, но я решил поставить, все равно кран был в наличии… кран можно использовать для быстрого заполнения системы, выгнать воздух с радиатора через байпас гораздо проще и быстрее чем через горелку, ну и после сборки, при подключении самой горелки решил проверить производительность
вот что получается при полностью закрытом байпасе, системы с антифризом G12+ (около 2-2.5л) + 0.5 воды, горелка WP-18 4м
затем полностью открыл байпас, на удивление даже с полностью открытым байпасом через горелку циркуляция ЕСТЬ и она достаточно не плохая
думал закрыть полностью закрыть кран, но после регулировок все таки приоткрыл слегка его, на горелке поток почти не изменился, а циркуляция через радиатор улучшилась…
следующий нюанс — читал что народ бывает забывает включить блок охлаждения и начинает варить так, сжигая кабель в рукаве, так вот я это решил установкой клавиши 25А на блоке и выводом розетки на ТИГ аппарат сзади блока охлаждения, то есть на сварочнике мы просто не трогаем клавишу, она постоянно включена, выключаем и выключаем только на блоке охлаждения, так что без блока просто не получится варить, значит горелка в безопасности=)
ах да, еще вместо всеми любимого блока питания от компа, для получения мне необходимых 12В я использовал старый адаптер на 500мА, мне его хватило для электронного термостата и кусочка белой светодиодной ленты под бачок, при включении блока бачек подсвечивается и уровень жидкости видно отлично=) правда бачок теперь светится гламурно розово с антифризом)))
Охлаждение горелки
soinov ,Зайди на чип и почитай (колхозим блок охлаждения горелки).У меня во всех охлаждалках стоит повышающий насос,работает точно не помню,лет пять.
Можно узнать модель насоса и принцип действия ? Перечитал всю тему ,но так и не понял ,что лучше ? Бензонасос долго не живет,с кофемашин не внушает доверия , автоваз с печки у меня не прокачивает , помпа для аквариума я думаю то же не вариант . Так все та ки какого типа нужен насос шестеренчатый ,центробежный ,диафрагменный или еще какой ?
soinov ,себе буду колхозить, поставлю насос от стиральной машинки, он и хлор гоняет.
Да набери в тырнете,носос повышения давления автоматический W15GR-10.Ставят их в многоэтажках если не хватает давления в системе.
soinov ,Самый доступный повышающий (3 года живет).
От кофе машин качает как ураган, но греется (ставил два с реле времени 2мин.+2мин).
Прикрепленные изображения
С кофемашины ,это не выход ,он не преднозначен для длительной работы . W15GR-10 по габаритам и питанию не подходит (12в и корпус готов) от стиралок помпа думаю не продавит (пробовал от газели ,не продавил ) , а вот этот и по размеру и питанию подходит ,вот только мембрана сколько проходит ? Заказал ,опробую отпишусь.
Сегодня варил на всю 200А (китайский сундук фоксвелд) Горелка водянка той же фирмы. БО самопал охлаждайка спирт. Варил 4 часа + -. Аппарат пару раз уходил в защиту. Я его на подоконник в открытое окно задницей на улицу поставил, помогло. Потом чую запах спиртяги пошел с расширителя спирт побежал, Горелка теплая была. Поменял спирт (горячий слил, холодный залил) и дальше айда. Такое редко бывает. Не до фоток. Трусы и футболка хоть выжимай. Пол балона улетело. И я оторвался по полной .
Так что самопал нормально работает для мастерской. Если жарить 500А и 8 часов то увы нужен БО с более производительным насосом и радиатором.
Быть или не быть, вот в чем вопрос. Достойно ль
dentws , загоришься от спирта , попадёшь в реанимацию , ну и далее понятно (писать не буду , не этично ) . А квартира сгорит , может и соседние . У моего друга сын упал на скутере , чуток облился бензином и вспыхнул , почти месяц врачи спасали , не получилось . А другой дружбан в ночную смену решил махнуть спиртику с бригадой . Один стакан опрокинул на стол . Он решил поджечь лужецу . Цех сгорел . Двое пострадали .
Да хоть бы не поленились посмотреть удельную теплоёмкость спирта . А особо храбрые камикадзе могут залить метилового спирта . И через год можно будет продавать сварочное оборудование на авито . Так как сварка на ощупь не будет получаться .
nadar ,Я прекрасно знаю теплоемкость спирта как по производству (15 лет в БО был залит спирт потому как вода при -20 точно замерзает а такая температура была зимой в цеху когда на улице -58) Так и в медицинских целях. 3 года работая на себя уже лью его по привычке. Знаю что ни чего не окислиться и не раствориться. Да и шланг аргона тоже промываю им же. Потому как грязь лезет со временем если его не мыть. К Сахалинскому Коту зайди в мастерские и посмотри что он льет в свой БО. Да я его не пью, вообще алкоголь. Потому как стакан и горелка не совместимы.
Аргонная сварка своими руками – схема, фото, видео
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
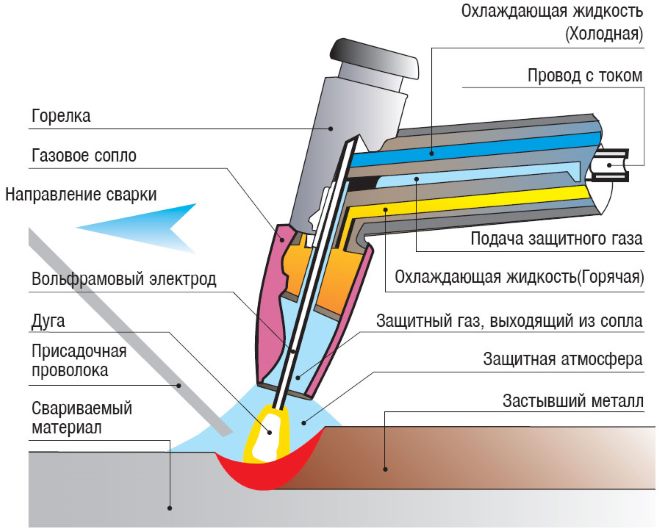
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
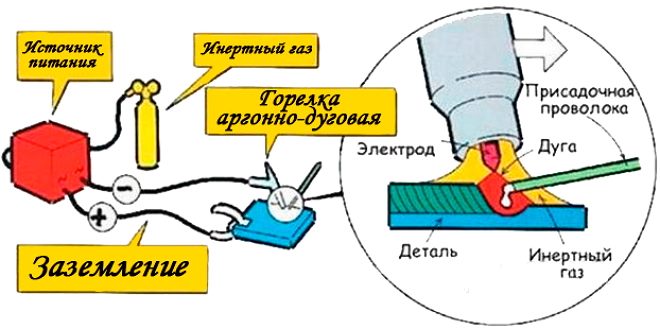
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
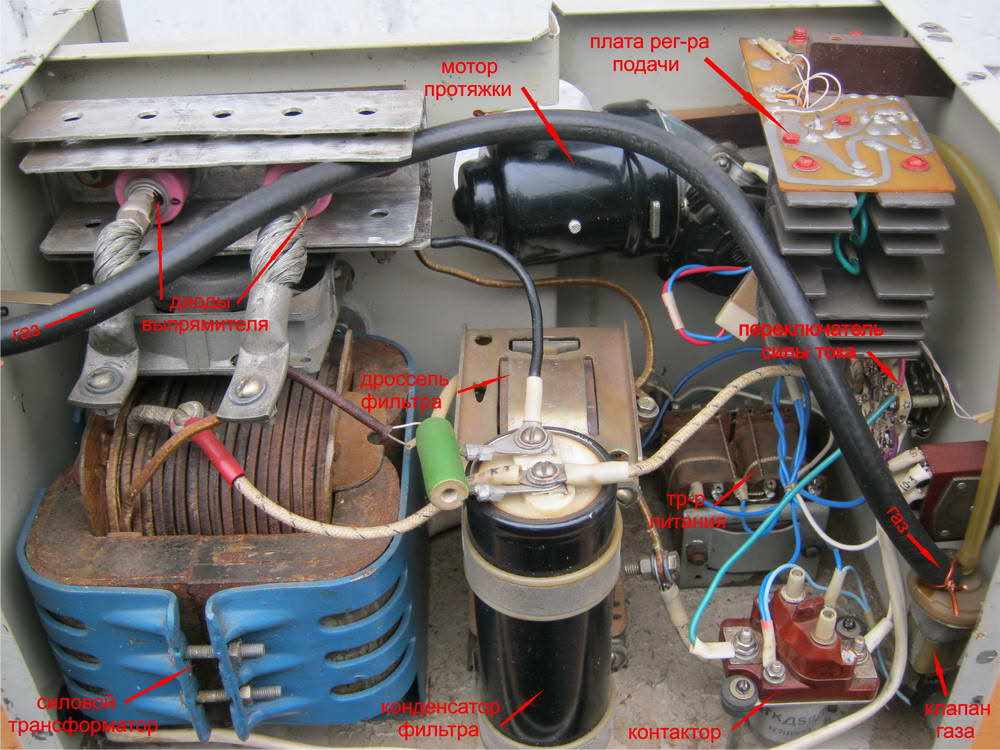
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.

Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.

Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Читайте также: