Самодельный станок для перемотки сварочной проволоки
Обновлено: 27.04.2024
В прошлой статье я поделился с Вами, как перемотать вторичные обмотки трансформатора под необходимое напряжение. Толстая проволока наматывалась вручную, так как другим способом в домашних условиях аккуратно уложить виток к витку не представлялось возможным. С меньшим диаметром обмоточного провода можно применить более технологичный способ, что позволит сократить время и усилия при намотке, а так же, что немало важно, изготовление трансформатора не будет отличаться от заводского исполнения. Далее будет описана простая конструкция самодельного намоточного станка, с помощью которого Вы с легкостью сможете намотать катушки, дроссели, силовые и звуковые трансформаторы.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:

Как работает станок для намотки
- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки. Она служит основанием изделия и надевается на специальный вал.
- Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:
- рядовую;
- тороидальную;
- перекрестную.

Ручной намоточный станок с механическим счетчиком оборотов
Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.

Современные намоточные станки оснащены специальными счетчиками











Механизм намоточного станка
Станок для намотки классифицируют по группам:
- рядовой;
- универсальной;
- тороидальной намотки.
Каждое изделие имеет индивидуальную конструкцию.
Намоточный станок, выполняющий рядовую укладку проволоки, состоит из таких элементов:
- Механизм намотки имеет вид сварной рамы, которая оборудована двигателем, зубчато-ременной передачей, передней и задней бабкой.
- Механизм раскладки позволяет перемещать длинномерный материал вдоль оси намотки. Это сварная конструкция, по которой двигается каретка с направляющими роликами для провода.
- Модели устройств отличаются друг от друга габаритами и функциональными возможностями.

Стандартная модель прибора для укладки провода несколькими перегибами за один оборот предполагает наличие таких элементов:

Составляющие станка
- Основной каркас, состоящий из деревянных или металлических стоек, которые занимают вертикальное положение.
- Между опорами расположены две горизонтальные оси: одна предназначена для пластин, другая – для катушки.
- Сменные шестерни, посылающие на катушку вращение.
- Рукоятка, которая вращает катушечную ось. Для ее фиксации используют цанговый зажим.
- Фиксаторы: гайки, винты.
Намотка проволоки на тороидальные сердечники осуществляется посредством специализированного оборудования кольцевого типа:
- Приспособление имеет вид челнока, работающего по принципу швейной иглы.
- Шпуля представляет собой механизм двух пересекающихся колец с вынимающимся сектором, на который устанавливают тороидальный каркас.
- Вращение шпули задает электродвигатель.

Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:

Схема станины станка
- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.

Самодельный намоточный станок — схема устройства
Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.




↑ Таблица шагов
В строках указаны диаметры ведущих шкивов, в колонках – диаметры ведомых шкивов. В ячейках таблицы – шпаг намотки провода.
| 25 | 30 | 35 | 35 | 45 | 55 | 60 | 70 | 80 | |
| 25 | * | * | * | 0,71 | 0,555 | 0,454 | 0,416 | 0,357 | 0,31 |
| 30 | * | * | * | 0,857 | 0,666 | 0,545 | 0,5 | 0,428 | 0,375 |
| 35 | * | * | * | 1,0 | 0,77 | 0,634 | 0,583 | 0,5 | 0,437 |
| 35 | 1,4 | 1,166 | 1,0 | * | * | * | 0,583 | 0,5 | 0,4375 |
| 45 | 1,8 | 1,5 | 1,28 | * | * | * | 0,75 | 0,642 | 0,56 |
| 55 | 2,2 | 1,833 | 1,57 | * | * | * | 0,91 | 0,78 | 0,6875 |
| 60 | 2,4 | 2,0 | 1,71 | 1,71 | 1,33 | 1,09 | * | * | * |
| 70 | 2,8 | 2,33 | 2,0 | 2,0 | 1,55 | 1,27 | * | * | * |
| 80 | 3,2 | 2,66 | 2,08 | 2,08 | 1,77 | 1,45 | * | * | * |
Данная таблица только ориентировочная, поскольку зависит от точности изготовления шкивов, диаметра пассика и шага резьбы на нижнем(подающем валу). После изготовлении всего станка необходимо уточнить получившиеся соотношения методом пробной намотки и составить аналогичную таблицу. Неточность при изготовлении не скажется на работоспособности, другие соотношения диаметров приведут к другим шагам намотки. Но большое количество комбинаций позволит подобрать нужный шаг в любом случае. Если необходимо делать намотку более тонким проводом, можно изготовить еще один тройной шкив с диаметрами например 12, 16 и 20 мм. Наличие такого шкива еще больше расширит ассортимент применяемого провода (начиная с диаметра 0,15 мм)
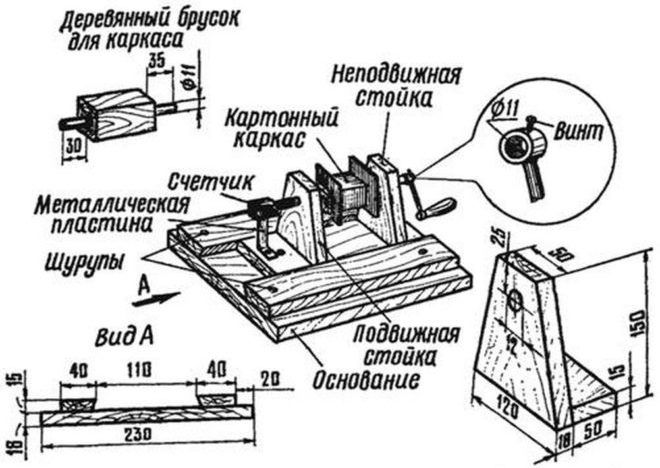
Устройство укладчика проволоки
Укладка и намотка проволоки осуществляются за счет трех пластин, скрепленных между собой винтами диаметром 20 мм. В верхней части делают небольшое отверстие 6 мм, куда вставляют винт регулировки натяжения:
- В верхнюю и нижнюю часть внутренней пластины монтируют фторопластовую и стальную втулки диаметром и длиной по 20 мм.
- Между наружными элементами вклеивают кожаный желобок толщиной до 2-х мм, необходимый для выравнивания и натягивания проволоки катушки.
- Вверху укладчика монтируют специальный стержень с резьбой или мини-струбцину, которая скрепляет внешние пластины и регулирует натяжение. Расстояние крепления зависит от диаметра провода.
- Для удобства работы конструкцию дополнительно оснащают откидным кронштейном для катушки.

Изоляционные прокладки
В ряде случаев между соседними рядами обмоток трансформатора образуется большое напряжение, и тогда прочность изоляции самого провода оказывается недостаточной. В таких случаях между рядами витков необходимо класть изоляционные прокладки из тонкой плотной бумаги, кальки, кабельной, конденсаторной или папиросной бумаги. Бумага должна быть ровной и при рассматривании на просвет в ней не должно быть видимых пор и проколов.
Изоляция между обмотками в трансформаторе должна быть еще лучше, чем между рядами витков, и тем лучше, чем выше напряжение. Лучшая изоляция — лакоткань, но кроме нее, нужна еще и плотная кабельная или оберточная бумага, которые прокладываются также и с целью выравнивания поверхности для удобства намотки сверху следующей обмотки. Один слой лакоткани всегда желателен, однако ее можно заменить двумя-тремя слоями кальки или кабельной бумаги.
Измерив расстояние между щечками готового каркаса, можно приступить к заготовке изоляционных полос бумаги. Для того чтобы крайние витки обмотки не заваливались между краями полос и щечками, бумагу нарезают несколько более широкими полосами, чем расстояние между щёчками каркаса, а края на 1,5-2 мм надрезаются ножницами или просто загибаются.
При намотке надрезанные или загнутые полосы закрывают крайние витки обмотки. Длина полос должна обеспечить перекрытие периметра намотки с нахлестом концов на 2-4 см.
Для изоляции выводов, мест паек и отводов обмоток применяются отрезки кембриковых или хлорвиниловых трубок и кусочков лакоткани.
Для затяжки и закрепления начала и конца толстых обмоток (накальных и выходных), заготавливают куски (10-15 см) киперной ленты или полоски, вырезанные из лакоткани и сложенные для прочности втрое, вчетверо.
Если наружный ряд обмотки близко подходит к сердечнику, то из тонкого листового текстолита или картона вырезают прямоугольные пластинки, которые вставляются между обмоткой и сердечником после сборки трансформатора.
Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:

Счетчик для намоточного станка — схема
- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
Справочные таблици
Таблица 1. Характеристики медных эмалированных проводов ПЭЛ и ПШО.

Таблица 2. Число витков, приходящихся на сантиметр длины сплошной намотки.

Таблица 3. Данные выходных трансформаторов от некоторых радиоприемников.

Источник: А. Н. Подъяпольский. Как намотать трансформатор.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».
- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.




Простейшие испытания
Трансформатор, после его намотки и сборки необходимо испытать. Силовые трансформаторы испытываются путем включения первичной (сетевой) обмотки в электросеть.
Для проверки отсутствия коротких замыканий в обмотках трансформатора можно рекомендовать следующий простой способ. В сеть последовательно с первичной обмоткой / проверяемого трансформатора включается электрическая лампа Л (фиг. 17), рассчитанная на соответствующее напряжение сети.
Для трансформаторов мощностью 50-100 вт берут лампу 15- 25 вт, а для трансформаторов 200-300 вт — лампу 50- 75 вт. При исправном трансформаторе лампа должна гореть примерно «в четверть накала».
Если при этом замкнуть накоротко какую-либо из обмоток трансформатора, то лампа будет гореть почти полным накалом. Таким путем проверяются целость обмоток, правильность выводов и отсутствие короткозамкнутых витков в трансформаторе.
После этого, проследив за тем, чтобы выводы обмоток не были замкнуты, первичную обмотку трансформатора надо включить на один-два часа непосредственно в сеть (замкнув выключателем Вк лампу Л). В это время можно вольтметром измерить напряжение на всех обмотках трансформатора и убедиться в соответствии их величин с расчетными.
Фиг. 17. Схема для испытания обмоток трансформатора.
Кроме того, нужно испытать надежность изоляции между отдельными обмотками трансформатора. Для этого одним из выводных концов повышающей обмотки II надо поочередно коснуться каждого из выводов сетевой обмотки 1.
В этом случае напряжение повышающей обмотки совместно с напряжением сетевой обмотки будет действовать на изоляцию между этими обмотками.
Таким же образом, прикасаясь выводным концом повышающей обмотки II к выводным концам других обмоток, испытывается изоляция и этих обмоток. Отсутствие искры или слабое искрение (за счет емкости между обмотками) при этом показывает достаточность изоляции между обмотками трансформатора.
Испытание трансформатора нужно производить внимательно, соблюдая осторожность, чтобы не попасть под высокое напряжение повышающей обмотки.
Другие виды трансформаторов (выходные и т. п.) с обмотками из достаточно большого числа витков испытываются таким же образом. Измеряя при этом напряжения на обмотках трансформатора, можно определить коэффициент трансформации.
Убедившись в результате испытания в исправности изготовленного трансформатора, последний можно считать готовым к установке и монтажу.
Изготовление намоточного станка своими руками
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.



Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
Под разную толщину металлического провода соотносят шкив с шагом намотки.
Видео по теме: Намоточный станок с укладчиком — своими руками
Этапы и принцип сборки безотказного сварочного полуавтомата своими руками
Модернизация электродугового агрегата или создание с нуля полуавтомата сварочного своими руками по готовым схемам привлекает расширением функций устройства. Исключается прожиг тонколистового металла, появляется возможность варить и наплавлять цветной металл. С экономической стороны преследуется выгода.
Сварочный полуавтомат своими руками – стоит ли?
Высокая стоимость оборудования – полбеды. Удручает качество наполнения. Не одни умельцы из Поднебесной долговечную медь обмоток трансформаторов подменяют алюминиевым проводом. Уровень допустимых нагрузок соответствует исполнению: первый перегрев вызывает дымок.

Собрались засучить рукава – пробегитесь по форумам электрики и сварки. Мнение практиков, независимых экспертов по конструктивному исполнению, подбору железа поможет выбрать лучший вариант изготовления сварочного устройства. Структура полуавтомата с источником переменного тока и однофазным трансформатором проста и дешева в изготовлении, обслуживании, ремонте.
Избежим потребность пересчитывать мощность, количество обмоток – это не каждому по силам. Понадобится изготовить либо приобрести готовые узлы. Основой полуавтоматического устройства может послужить сварочный трансформатор. Доработки незначительны. Ориентируемся на параметры будущего полуавтомата:
- Напряжение бытовой сети – 220 В;
- Предел мощности – 3 кВа;
- Предел настройки сварочного тока – 30–160 А;
- Параметры рабочего напряжения – 19–26 В;
- Повторно-кратковременный режим использования;
- Сварочная проволока – Ø 0,8 мм;
- Скорость подачи присадочной проволоки в мин. – до 7 м.
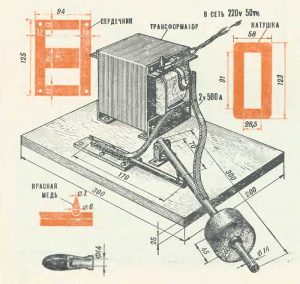
Намотка понижающего трансформатора
Изготовлению самодельного полуавтомата предшествует подбор комплектующих. При отсутствии готового трансформатора воспользуемся ОСМ-1. Как вариант – 4 шт. ТСА-270-1: сумма даёт 1 кВт. Запас ресурса в будущем оправдается.
Непременное требование – железо не должно быть шихтованным, иначе сборка и намотка усложнятся. Разборка ведётся с пометками каждой детали: избегаем путаницы, чтобы не потерять габаритную мощность трансформатора. Придётся заменить слабый текстолитовый каркас на лист 2 мм. Прямоугольник щёк по контуру — 147х106 мм. В них выбираются окна 87х51,5 мм. Добавочные парные элементы — 89х87 и 130х70 мм.
Медный провод на обмотку берётся Ø1,8. Эмальпровод ПЭТВ, ПЭВ полностью отвечает требованиям. Но в целях безопасности следует пропитать лаком. Процедура заключается в погружении первичной обмотки на 5–8 часов в сосуд с бакелитовым лаком.
Стекловолоконная изоляция обмоточного провода ПСД, ПСДТ способна выдерживать нагрев до 155 0 С, катушка для полуавтомата в таком исполнении будет вечной. Ремонт и перемотка трудоёмки. Делаем с запасом надёжности.
Первичная и вторичная обмотка
Первичная обмотка укладывается плотно, без зазоров и слабины. Каждый ряд прокладывается изолирующим слоем термической бумаги, но стеклоткань при той же толщине даёт лучший результат. Витки с выводами укладываются по схеме: 164 – 15 – 15 -15 – 15.

Вторичная обмотка сварочного полуавтомата получает основную термонагрузку. Отсюда следуют повышенные требования к изоляции. Приобретаем алюминиевую шину, защищённую стекловолокном. Сечение проводника — 2,8х4,75 мм. Расход — 10 м.
Оставляем монтажные выпуски не менее 0,3 м. Укладка плотная, с натяжением. Укладываем 22 витка первого плеча, выпускаем конец, формируем петлю под винт Ø6 мм, добавляем 22 оборота второго плеча. Вариант намотки 19 + 19 ограничит полуавтомат в форсировании ампеража для сварки крупных деталей.
Тестирование готового устройства после полной сборки в идеале должно показать ток холостого хода в пределах 0,5 А, разбег напряжения вторичной обмотки ограничивается 19–26 В. Основа сварочного полуавтомата готова.
Сборка выпрямителя на основе диодного моста
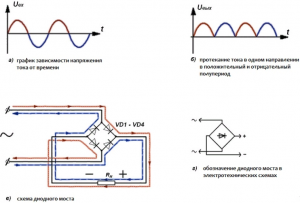
Изготовление самодельного полуавтомата, запитанного на бытовую сеть переменного тока, требует установки диодного моста. Комплектация устройством выпрямления вторичного напряжения однофазного трансформатора графически выглядит как симметричный перенос нижних синусоид относительно оси абсцисс в верхние квадранты системы координат.
После выпрямляющего устройства пульсация напряжения достигает 100 Гц. Дважды за период неконтролируемое падение напряжения с максимума до нулевого значения не способно поддерживать стабильное горение и розжиг сварочной дуги. Этот изъян устраняет фильтр, устройство, призванное сгладить скачки пульсации напряжения.
Фильтр
Г-образный фильтр – это комбинация индуктивности и ёмкости представляет устройство из параллельно включенного в сварочную цепь конденсатора и дросселя с последовательным включением. На электросхеме элементы складываются в букву Г. Устройство потребуется для создания сварочного полуавтомата с нуля и модернизации инвертора.
Парное использование конденсатора и дросселя увеличивает электродвижущую силу самоиндукции. Полуавтоматическое сварочное устройство не потеряет дуги даже при значительном падении напряжения.
Конденсатор для фильтра сварочного устройства подбираем электролитический. Один или несколько конденсаторов напряжением не менее 100 В, собираются параллельно. Суммарная ёмкость минимум 10 4 микрофарад. Оптимально — 20–30 мкф.

Дроссель
В качестве сердечника понадобится трансформатор лампового телевизора типа ТСА 270-1. Катушки удаляем. Для создания индуктивного зазора к основанию подковообразных элементов клеим текстолитовые прокладки толщиной 1,5 мм.

Намотка дросселя ведётся на освобождённые катушки. Взамен снятой проволоки укладывается в 2 слоя медная шина по термобумаге. Количество витков обязательно совпадает, оптимально — 15–20. Проводим пропитку бакелитовым лаком. Собираем металлический сердечник. Устанавливаем катушки.
Снизу вход после диодного моста и выход на кабель массы, сверху — последовательное соединение элементов. Случается, что после запуска сглаживающего устройства сила тока снижается. Выход в равном уменьшении количества витков на катушках.
Собираем полуавтомат из сварочного инвертора
Полуавтомат не потребует кардинальных перемен сварочного устройства. Дополнительные узлы устанавливаются в отдельном корпусе. Электрическую часть инвертора режима ММА ждут доработки.
Хорошего качества шва не получим без изменения плавающей вольт-амперной характеристики на жёсткую, для поддержания на выходе постоянного напряжения. Перед шунтом управления сварочным током устанавливаем делитель напряжения из 2 постоянных резисторов.
Получим пропорции, привязанные к вольтажу, а не силе тока. Недостаток – возникает жёсткость сварочной дуги. Смягчим подключением в устройство переменного резистора к делителю на выходе из шунта.
Получим возможность регулировать жёсткость дуги как в профессиональных устройствах. Установим тумблер для переключения режимов ММА и MIG (сварочный полуавтомат). Иметь инвертор и полуавтомат под 1 кожухом кому не захочется?
Покупные изделия для полуавтомата
Отдельные части проще купить, чем мастерить:
- Стандартная катушка с проволокой;
- Горелка сварочная 180 А с евроразъёмом;
- Баллон СО2;
- Механизм протяжки проволоки и регулятор скорости;
- Промежуточное реле коммутации подачи газа и проволоки;
- Вентилятор и оребрённые радиаторы.
Видео по теме: Обзор сварочного полуавтомата своими руками
Станок для намотки проволоки

Чтобы упростить процесс намотки проволоки, рекомендуем использовать для этого самодельный станок. В сегодняшней статье расскажем, как изготовить его своими руками.
- листовой металл;
- резьбовая шпилька;
- круглая труба;
- стальной уголок;
- болты с гайками.
Смотанная в спираль металлическая проволока служит заготовкой для изготовления колец. Для этого нужно просто разрезать спираль болгаркой и кольца готовы.

Своим личным опытом изготовления станка для намотки проволоки поделился автор YouTube канала AX Creates. Берите на заметку.
Основные этапы работ
Первым делом из листового металла толщиной 3—4 мм вырезаем пластину прямоугольной формы.
К ней необходимо приварить два отрезка уголка, на которые будет опираться шаблон для намотки проволоки.

Затем отрезаем еще два куска уголка и привариваем их к опорам. В верхних уголках нужно высверлить отверстия и приварить гайки.


На следующем этапе отрезаем два кусочка металла и привариваем их по краям основания спереди опор.
Укладываем на них резьбовую шпильку и привариваем ее. В гайки вкручиваем болты, которые выступают в качестве прижимов.


Далее отрезаем два куска круглой трубы и свариваем их вместе перпендикулярно друг другу. В результате у нас получится съемная рукоятка.

После этого из круглых труб разного диаметра изготавливаем шаблоны для намотки проволоки.
К торцам шаблонов привариваем отрезки стального прутка, на которые будет надеваться рукоятка.

Сборка приспособления
К нижней части основания привариваем кусок уголка или металлической полосы, чтобы можно было зафиксировать станок в слесарных тисках. Устанавливаем шаблон требуемого диаметра.

Отрезаем кусок проволоки и загибаем один из краев. Пропускаем заготовку под резьбовой шпилькой и вставляем загнутый конец в отверстие в шаблоне.

После этого вращением рукоятки наматываем проволоку на шаблон и получаем спираль. Затем ее надо будет разрезать болгаркой.

Видео по теме
Подробно о том, как собрать самодельный станок для намотки проволоки, можно посмотреть в авторском видеоролике ниже.
Самодельный намоточный станок.
В радиолюбительской практике, часто возникает необходимость намотать/перемотать различные обмотки трансформаторов, дросселей, реле и др. .
При разработке данного станка, ставились следующие задачи:
1. Малые габариты.
2. Плавный старт шпинделя.
3. Счётчик до 10000 витков (9999).
4. Намотка с автоматической укладкой провода. Шаг укладки (диаметр провода) 0.02 - 0.4мм.
5. Возможность намотки секционных обмоток без перенастройки.
6. Возможность закрепления и намотки каркасов без центрального отверстия.
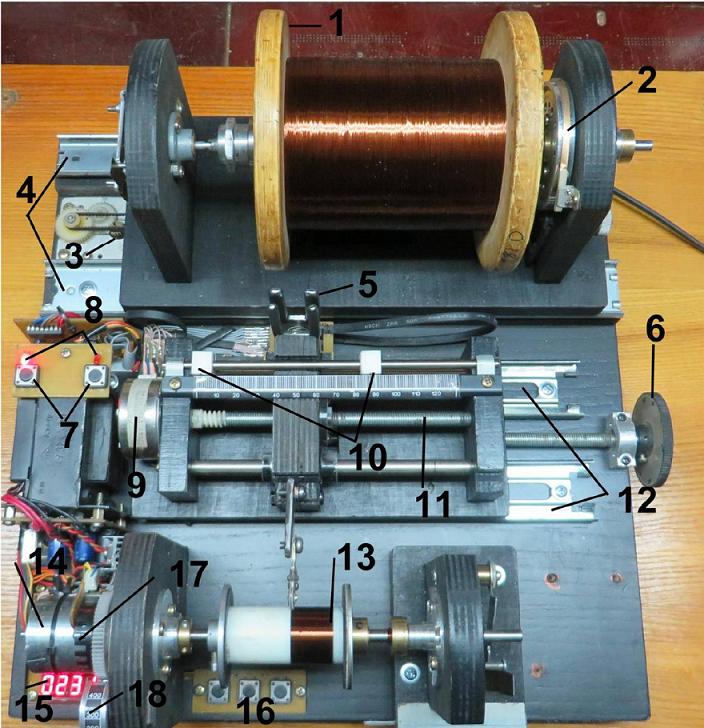
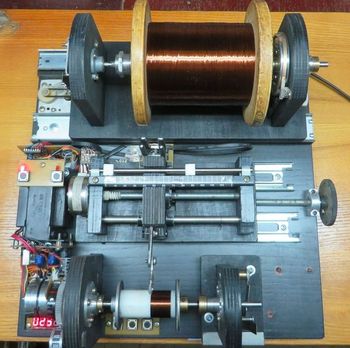
Рисунок 1.
Внешний вид намоточного станка.
Состав намоточного станка.
1. Подающая бобина (катушка с проводом).
2. Притормаживание (тормозной механизм).
3. Шаговый двигатель центровки бобины.
4. Шариковые мебельные направляющие.
5. Шторка оптических датчиков механизма центровки бобины.
6. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
7. Кнопки ручного переключения направления укладки.
8. Светодиоды направления укладки.
9. Шаговый двигатель позиционера.
10. Шторки оптических датчиков границы намотки.
11. Винт позиционера.
12. Шариковые мебельные направляющие.
13. Наматываемая катушка.
14. Двигатель намотки.
15. Счётчик витков.
16. Кнопки настройки.
17. Оптический датчик синхронизации.
18. Регулятор скорости.
Устройство и принцип действия.
Подающий узел.
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода.
В него входит механизм крепления бобин и механизм подтормаживания вала.

Рисунок 2.
Подающий узел.
Подтормаживание.
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» - регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.
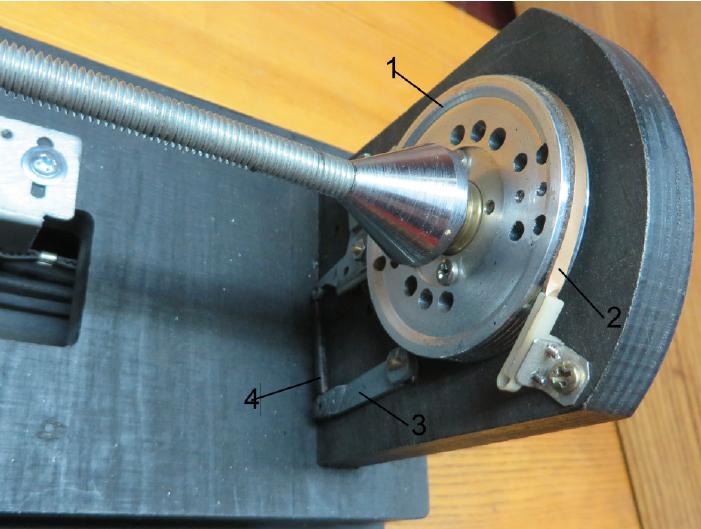
Рисунок 3.
Подтормаживающий механизм.
Центровка бобины.
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.
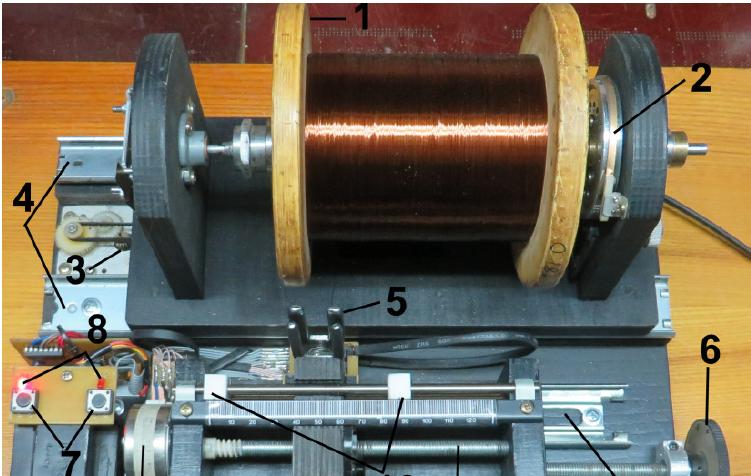
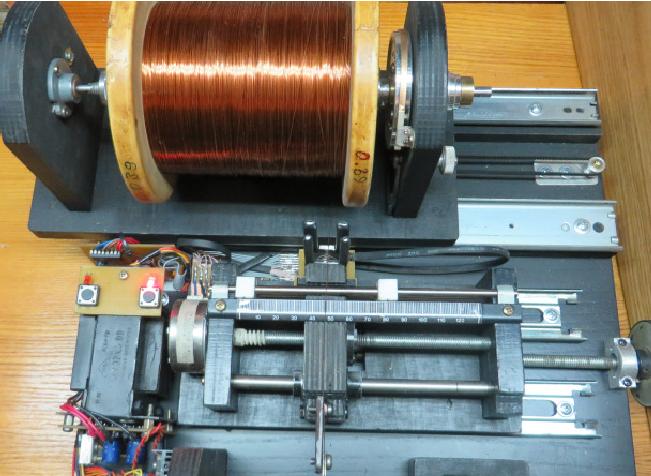
Рисунок 4, 5.
Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении.
Таким образом, провод всегда находится по центру см. рис 4, рис 5:
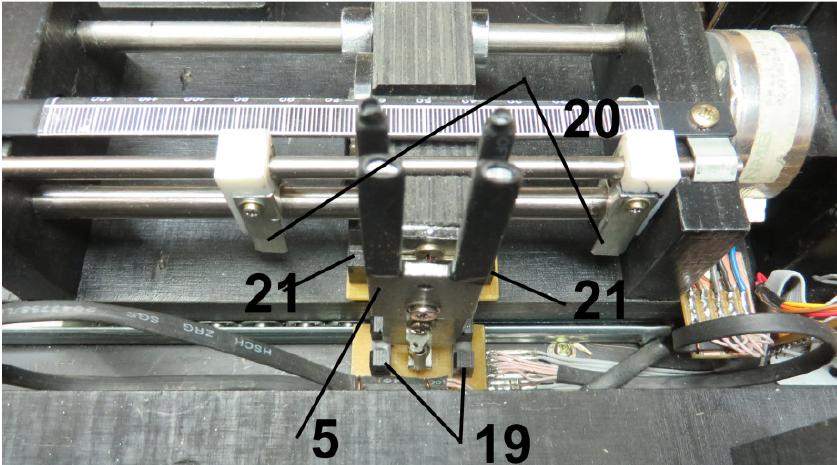
Рисунок 6.
Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины.
5. Шторка перекрывающая датчики механизма центровки бобины.
20. Шторки перекрывающие датчики переключения направления позиционера.
21. Оптические датчики переключения направления позиционера.
Позиционер.
Шторками «20» рис. 6 - выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки.
В любой момент можно изменить направление укладки кнопками «1» рис. 7.
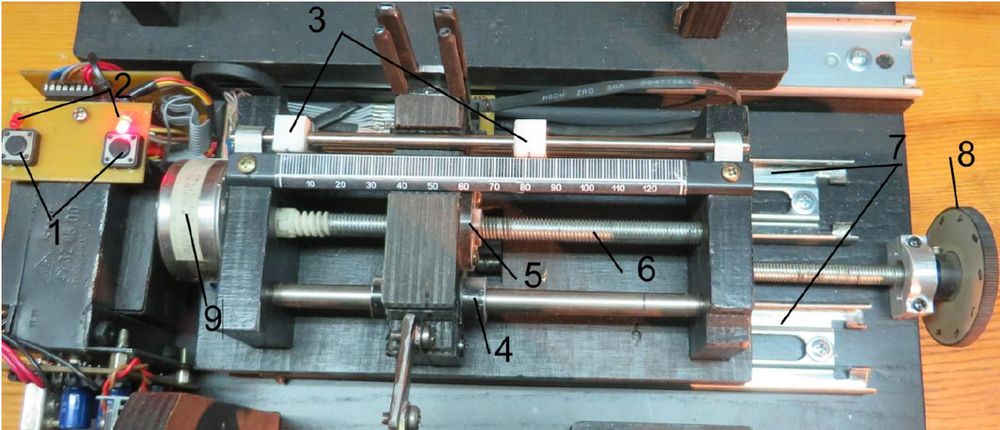
Рисунок 7.
Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню. Диаметр провода, может быть выставлен 0.02 – 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки. Таким образом, можно намотать другую секцию в многосекционных каркасах.
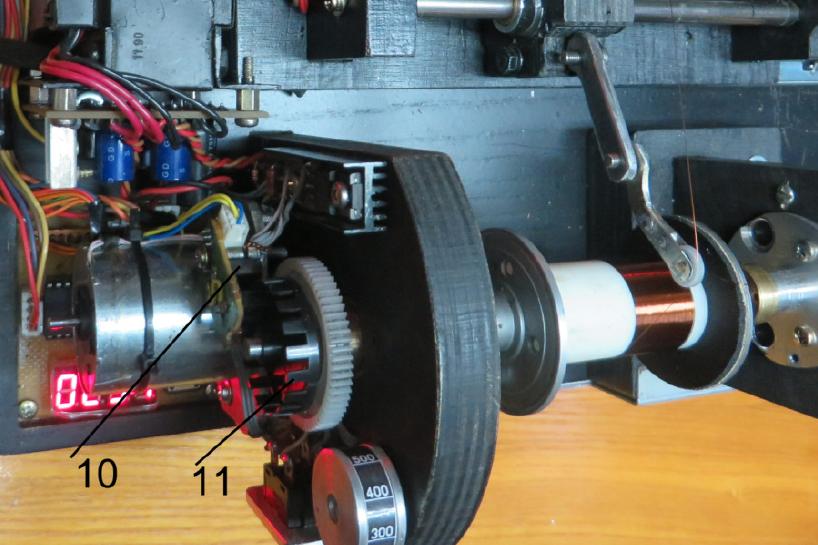
Рисунок 8.
Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8).
1. Кнопки ручного переключения направления укладки.
2. Светодиоды направления укладки.
3. Шторки перекрывающие датчики переключения направления позиционера.
4. Линейный подшипник.
5. Капролоновая гайка.
6. Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм.
7. Шариковые мебельные направляющие.
8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
9. Шаговый двигатель.
10. Оптический датчик синхронизации.
11. Диск, перекрывающий датчик синхронизации. 18 прорезей.
Приёмный узел.
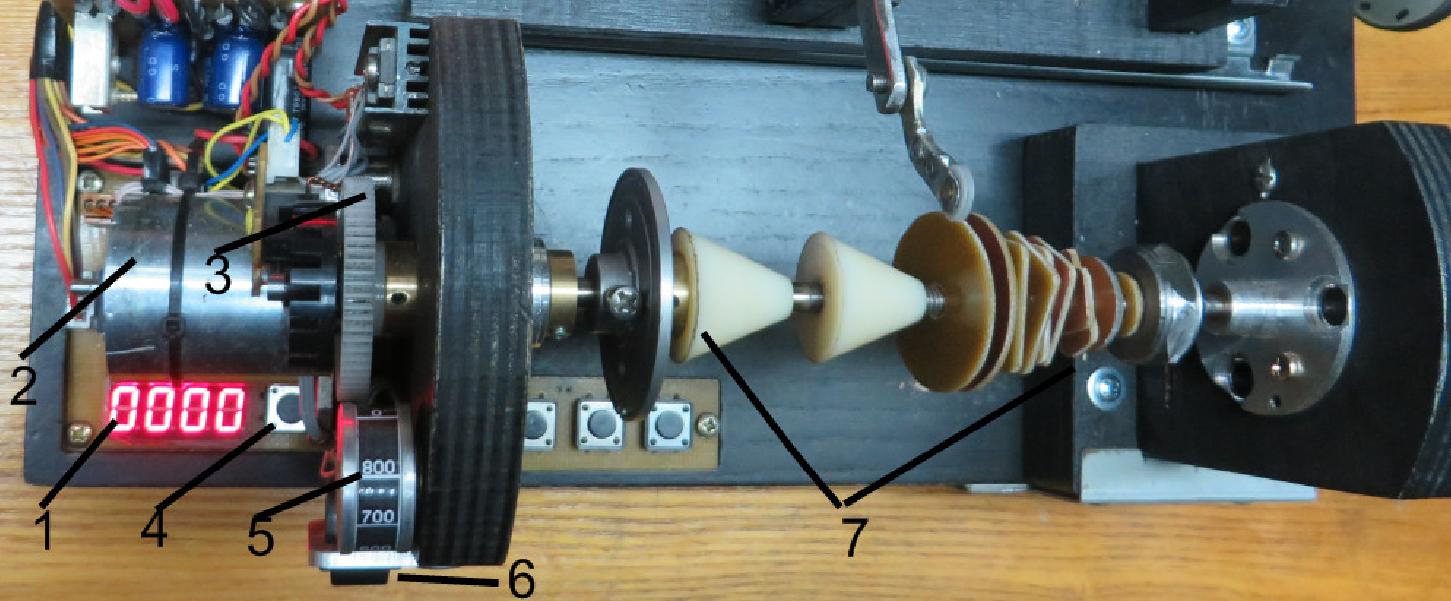
Рисунок 9.
Приёмный узел.
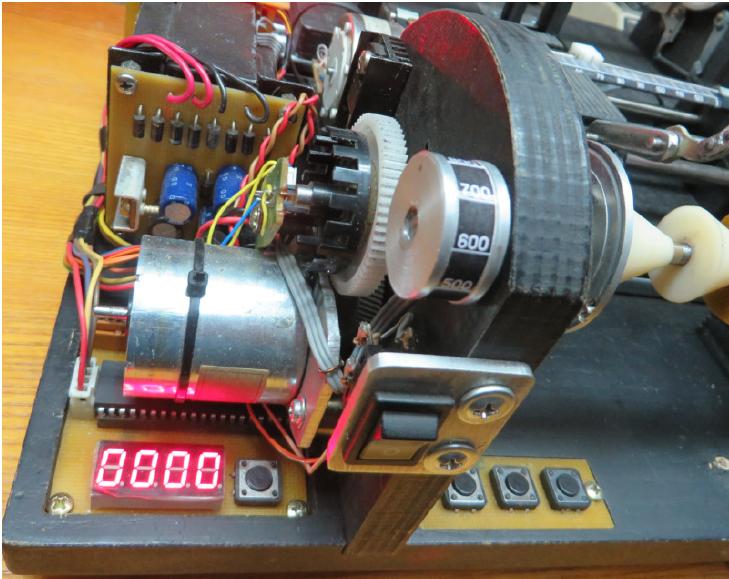
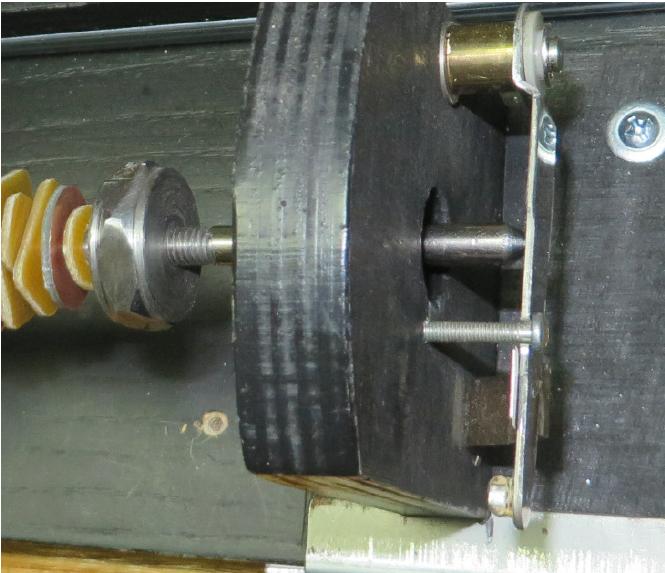
Рисунок 10, 11.
Приёмный узел.
1. Счётчик витков.
2. Коллекторный высокоскоростной двигатель.
3. Шестерня редуктора.
4. Кнопка «сброс счётчика».
5. Регулировка скорости.
6. Включатель «Старт намотки».
7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор.
Редуктор состоит из трёх шестерён с общим делением 18. Это обеспечивает необходимый вращающий момент на малых оборотах.
Регулировка скорости двигателя, производится изменением питающего напряжения.

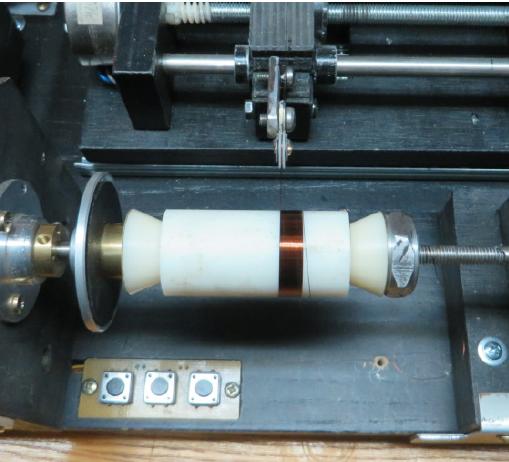
Рисунок 12, 13.
Крепление каркаса имеющего отверстие.
Конструкция приёмного узла позволяет закреплять, как каркасы имеющие центральное отверстие, так и каркасы, таких отверстий не имеющие, что хорошо видно на рисунках.
Рисунок 14, 15.
Крепление каркаса не имеющего отверстие.
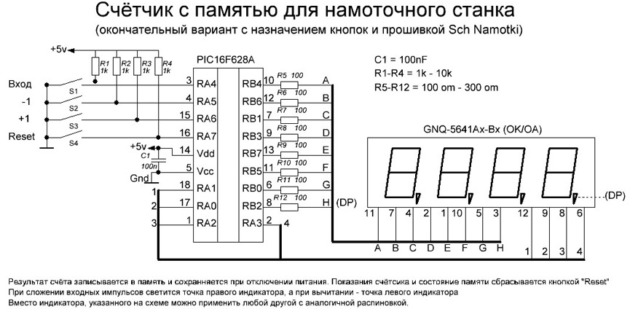
Электрическая схема.
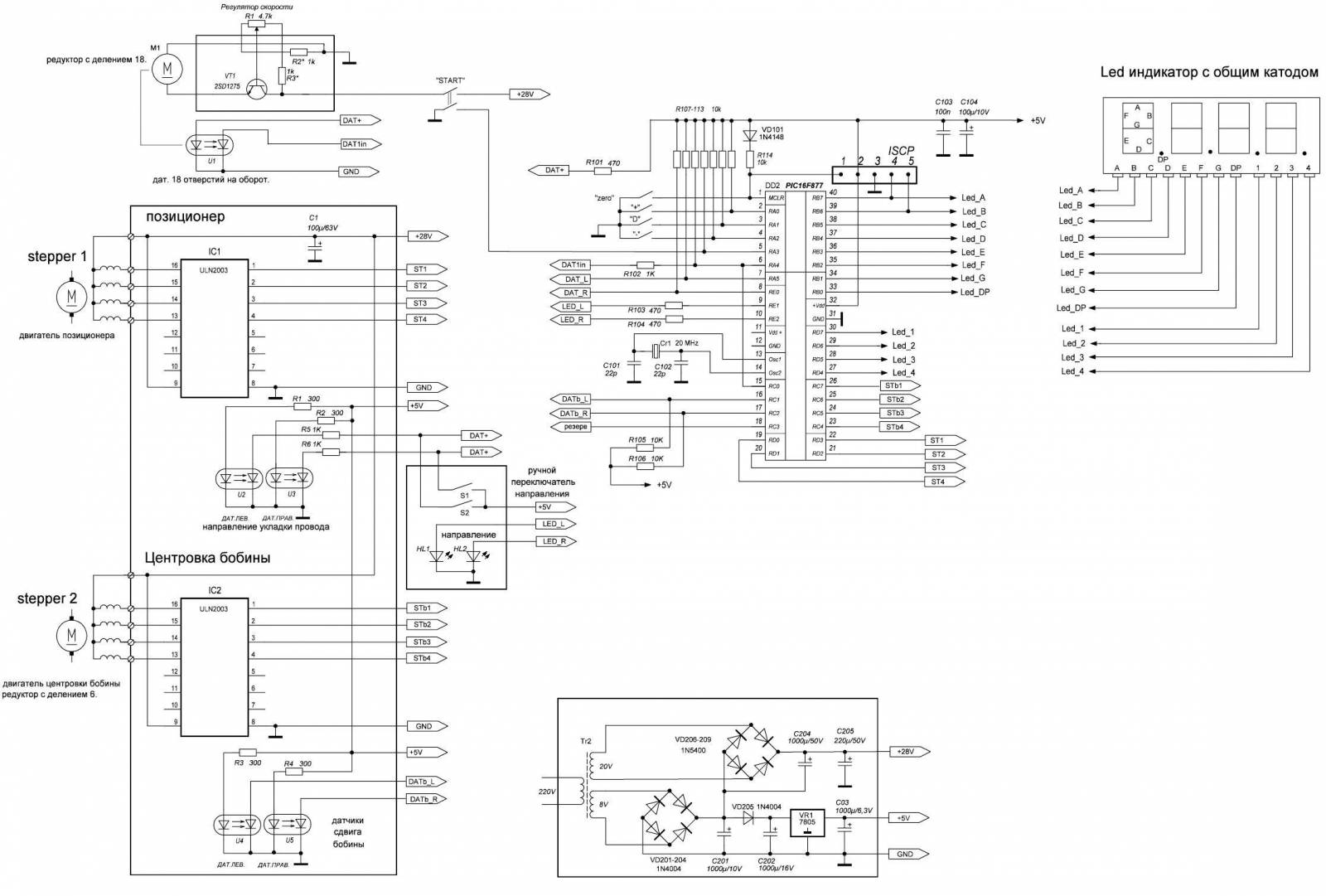
Рисунок 16.
Электрическая схема намоточного станка.
Всеми процессами станка, управляет микроконтроллер PIC16F877.
Индикация количества витков и диаметра провода, отображается на светодиодном четырёх знаковом индикаторе. При нажатой кнопке «D», отображается диаметр провода, при отжатой количество витков.
Для изменения диаметра провода, нажать кнопку «D» и кнопками «+», «-» изменить значение. Установленное значение автоматически сохраняется в EEPROM. Кнопка «Zerro» - обнуление счётчика. Разъём «ISCP» служит для программирования микроконтроллера.
P.S. Чертежей механической части не существует, потому что устройство изготовлялось в одном экземпляре, и конструкция формировалась в процессе сборки.
В данной конструкции были использованы имеющиеся в разборке элементы и узлы (не имеющие маркировки) от видеомагнитофонов и принтеров.
Ни в коем случае я не настаиваю в точном повторении данной конструкции, а лишь как в использовании каких-либо узлов от неё в своих конструкциях.
Повторение данного устройства возможно опытными радиолюбителями, имеющие навыки работы с механикой и способными изменить конструкцию под свои, имеющиеся механические части.
Механическая часть соответственно, может быть реализована по другому.
Редукторы на двигателях, могут быть и с другим делением.
Критические элементы:
Чтобы программа работала правильно, необходимо соблюсти ряд условий, а именно;
Оптический датчик «17» рис 1. , может быть другой конструкции, но обязательно на 18 отверстий.
Винт позиционера, обязательно с шагом 1,25мм – это стандартный шаг для винта диаметром 8мм.
Шаговый двигатель позиционера 48 шагов/оборот, 7.5 градусов/шаг – это самые распространённые двигатели в оргтехнике.
Демонстрационный ролик работы станка:
Ниже в прикреплении (в архиве) собраны все необходимые файлы и материалы для сборки намоточного станка.
Если по сборке и наладке у кого-то возникнут какие либо вопросы, то задавайте их здесь на форуме. По возможности постараюсь ответить и помочь.
Читайте также: