Сборка металлоконструкций по чертежам под сварку
Обновлено: 11.05.2024
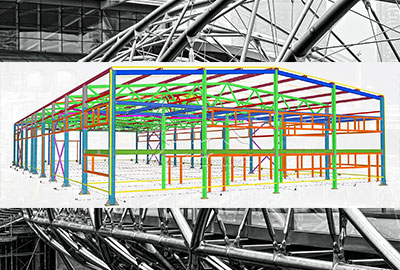
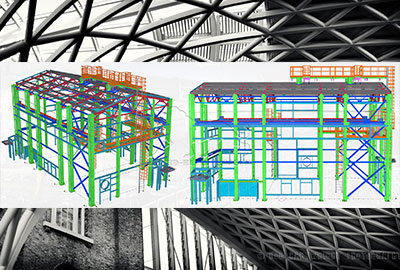
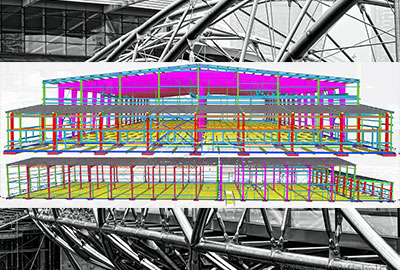
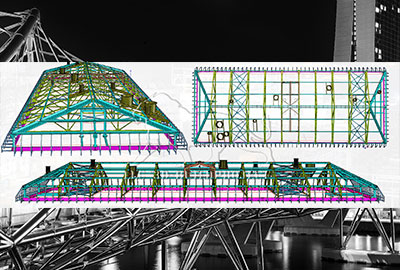
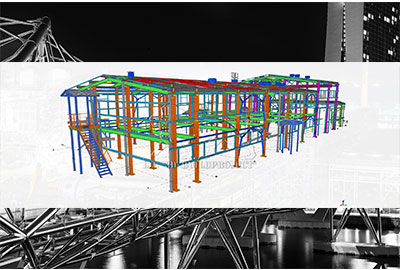
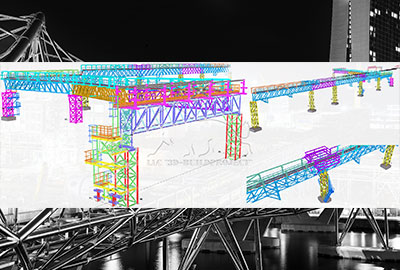
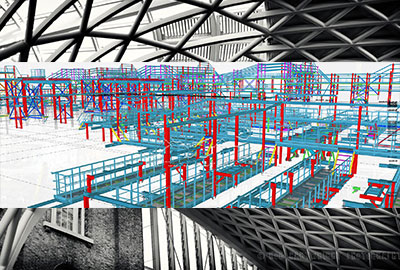
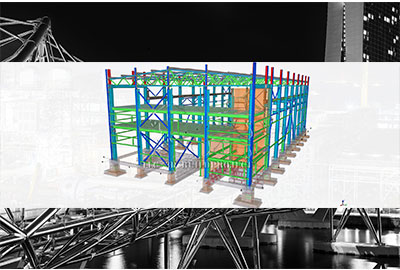
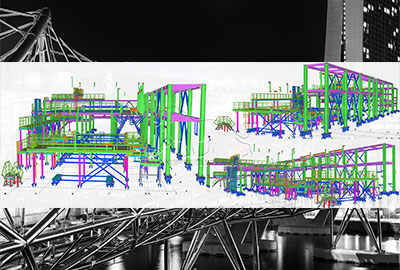
Чертежи стальных конструкций могут проектными КМ и КМД строительными. Для начало разберём как правильно читать чертежи металлоконструкций стадии КМ они нужны для получения разрешения на строительства и экспертизы. Это умению нужно освоить начинающему конструктору для разработки деталировочных чертежей. Затем КМД, которые необходимы для изготовления, а затем монтажа конструкций. Как раз уже по ним сварщики, сборщики и операторы ЧПУ будут создавать совместно отправочные марки металлических конструкций. Далее, на последнем этапе, собирается быстро здание из металлоконструкций (примеры проектной и монтажной документации).
Как читать чертежи металлоконструкций КМ
Изучаем проект КМ
Для начало нужно чётко представлять состав проекта чертежей КМ, что бы понимать комплектацию для понимания его полноценности. Итак чертежи КМ нужны в первую очередь строителям и для разрешения на строительство, это отправной документ по которому будут создавать конструкции для дальнейшего монтажа. Данный раздел КМ проекта прошёл экспертизу!
- Знакомимся с первым листом и читаем текстовую часть. Именно на первом листе указания распространяются на все листы. Например: «все обычные болты класса прочности 5.6».
- Как в узлах, так и на схемах — основные конструкции обозначены только обозначениями (П-1). А вот профиль из которого он состоит указан только в «ведомости элементов». Например: балка Б-1 в данной таблице — это двутавр 30Б1. Какой именно это двутавр (ГОСТ) ищем его в технической спецификации. Сложные металлоконструкции (у нас это ферма, решётчатая колонна) чертиться отдельно подробно, потому что её невозможно описать узловыми выносками
Бывают проектные фирмы на первом листе помещают «поэму», исписывают до двух листов, по принципу чем больше тем лучше. Пустая, никому ненужная информация. Знакомимся с таблицей «ведомостью элементов». Она содержит во-первых весь перечень металлоконструкции объекта; во-вторых наименование всех деталей из которых они состоят; В-третьих усилия в элементах, которые служат для проверки их сечения и расчет при экспертизе к примеру.
Техническая спецификация металла — общая суть её — это общая масса профиля и пластин. Она сложновато составляется именно для быстрого осмечивания. Есть группы (колонны, балки, прогоны. ) и под ними соответствующая масса расходуемого металлопроката. Это нужно что бы присвоить расценки пр тоннажу категориям. Ведь монтаж 100 тонн балок тяжелее и дороже чем колонн. Знакомится со схемами сооружения. Суть такая что планы и разрезы должны включать абсолютно все конструкции с маркировкой, её размерной привязкой и отметкой ни больше ни меньше. Задача минимум чертежей, но при этом дать всю информацию. На данных листах имеются маркировки конструкций например: Ф-1. Здесь «Ф» — это стропильная ферма, А «1» тип фермы. Если встречается Ф-2, то мы понимаем что она состоит из других профилей или размеры её отличаются Пробежались по всем маркам на схемах и в голове построили общую модель здания. Далее мы быстро читаем узлы соединения на чертежах стального каркаса. Абсолютно каждый элемент должен иметь индивидуальную выноску на узел сопряжения. Однако есть возможность ссылаться на другой узел с выноской, на пример «по узлу А». Это значит что в узле А, к примеру, соединяется балка Б-1 (швеллер 30 на трёх болтах), а в нашем случае балка Б-3 она тоже крепиться на 3 болтах при той же толщине косынке
Узлы сопряжения должны иметь только основные минимальные размеры, выноску каждой её детали, высотную отметку, ось и катеты швов. Швы, правило почти не проставляются, так как в общих указаниях прописывается катет по минимальной толщине.
В общем есть строительные нормы, где всё подробно: ГОСТ 26047-2016, ГОСТ 21.502
Изучаем деталировочные чертежи КМД
Изучаем состав чертежей КМД (на сайте много хороших примеров для обучения!), что бы понимать что можно и нужно искать в альбоме. Данная документация нужна непосредственно изготовителям стальным конструкциям. Подготавливается она штатным инженером-конструктором, ну или заказывается на стороне, на основании документа КМ.
- Операторам гельятин или станков ЧПУ — нужны последние листы «деталировка всех позиций». Здесь каждая деталь со всеми размерами, которую нужно подготовить нарезкой. Следующим шагом выполняются отверстия в них. И так каждую уникальную деталь подготовить и пронумеровать. Сборщикам нужны чертежи отправочных марок. Список и количество деталей на каждом листе с данной конструкцией. Далее собираем как в детском конструкторе по детально стальную конструкцию. На общем виде изделия — читаем все высотные привязки и отметки именно по отверстиям каждой детали. А вот на разрезах изделия привязки другого характера — поперечные относительно профиля. Важно отметить — здесь не должны дублироваться размеры деталей! Если нет размера на одном виде значит он есть на другом (общий или узел).
Сварка как правило мы не указываем (только ответственная), только серьёзных объектов . Логика простая привариваем с максимальным катетом швом, который позволяет выполнить деталь с меньшей толщиной. При этом можно добавить +20%, например: для пластины толщиной 8мм — двухсторонний шов 8*1,2/2=5мм). Где этот принцип не проходит делаем отельную выноску или пишем примечание. Читаем первый лист с указаниями по покраске и окрашиваем Строителям, сборщикам, нужны только на первых листах монтажные схемы. Их должны быть столько сколько требуется, чтобы отобразить все марки конструкций. Схемы содержат их поверочные привязки и отметки. Выноски с узлами на них нужны лишь отобразить соединение — то есть вид болтов (диаметр, марка стали, длина) и монтажную сварку. На первом листе: ведомость конструкций содержит её массу — что бы правильно подобрать кран. Закупка болтов и металлопроката по индивидуальной спецификации.
Ну и в конце дам ссылку на документ, который был актуальный ещё несколько лет назад, когда деталировочные чертежи выполнялись вручную: временная инструкция разработки КМД
Разбираемся в чертежах сварочных швов по ГОСТу

Виды сварки
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Технологии сварки металлоконструкций

Сварка металлоконструкций – технология соединения деталей из металла различной степени сложности в единое целое при помощи специального оборудования.
Она может активно применяться в промышленном масштабе на крупных производствах опытными специалистами, а также для выполнения бытовых операций сварщиками-любителями. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.

Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями.
Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна. - При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу. - Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия. - Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы. - Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. - Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
На заметку! Если при испытании образца на статическое растяжение предел прочности изготовленного шва оказался меньшим, чем предел прочности основного металла, то изделие браковано.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
На заметку! Качество созданных соединений металлоконструкций во многом зависит не только от мастерства сварщика, но и от качества сварочного аппарата, примененного в работе. Лучше остановить свой выбор на модели известного бренда, качество которого проверено временем.
Классическая технология сварки конструкций из металла
Сварка – уникальный способ получения неразъемных металлических соединений, открывающих человеку широкие возможности по снижению трудоемкости создания и установки металлоконструкций.
Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.

Углы сварки металлоконструкций.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
На заметку! Полуавтоматический метод дуговой сварки металлических конструкций наиболее востребован на отечественном рынке. Он активно применяется в строительстве при монтаже железобетонных строений, в машиностроении при конструировании автомобилей, а также в быту.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.

Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. - Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. - Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. - Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. - Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
На заметку! Каждая из них имеет ряд недостатков, отличается своеобразными особенностями и принципами осуществления, которыми важно овладеть до начала применения на практике.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Заключение
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Как правильно научиться читать чертежи металлоконструкций?
Все, что создано человечеством на всех этапах его развития, все гениальные мысли, которые нашли свое воплощение или остались мечтами конструкторов, так или иначе были представлены в виде чертежей. Так же, как художественный текст передает фантазии писателя, так и чертеж фиксирует то, что пришло в голову инженера и было приближено им к реальности.
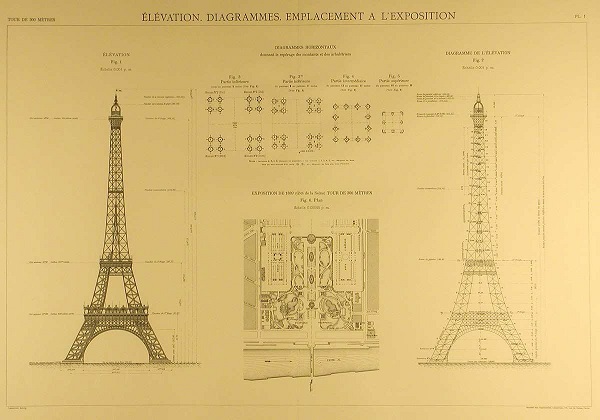
Рис. №1 «Пример чертежей Эйфелевой башни. Франция»
На сегодняшний день все чертежи создаются по единым правилам и ГОСТам, что облегчает их чтение. Научиться читать чертежи металлоконструкций совсем не трудно, поэтому, если вы решили связать свои увлечения или профессиональную деятельность с воплощением конструкций из металла, то стоит ознакомиться с общей информацией по этому вопросу, после чего перейти к практике самостоятельного чтения.
Чертежи КМД, представляющие собой детализированное схематичное изображение металлоконструкции, разрабатываются с учетом некоторых правил, изложенных в таких документах как:
- СНиП (Строительные нормы и правила),
- СПДС (требования Системы проектной документации для строительства),
- ЕСКД (Единая система конструкторской документации).
Чертежи такого рода включают в себя набор данных, которыми вы можете пользоваться для производства - разметки, обработки, сварки и монтажа металлоконструкций.

Рис. №2 «Производство металлоконструкций»
Перед началом обучения тому, как читать чертежи, желательно самостоятельно обратиться к вышеперечисленным документам. Не забудьте выучить все относящиеся ГОСТы, их знание не раз поможет вам быстро сориентироваться в чтении чертежа. Кроме этого, при создании любого чертежа конструкции используются специальные условные обозначения.

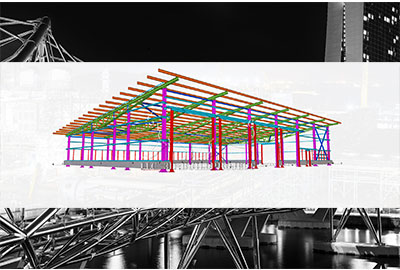
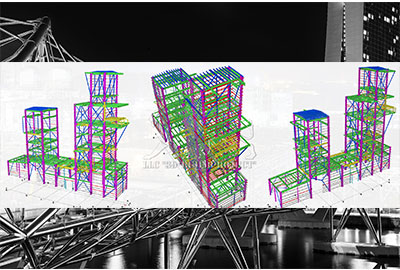
Рис. №3 «Пример схемы проекта КМ»
Чертежи КМ обычно снабжены пояснительной запиской, в которой в текстовой форме изложены результаты проведенных расчетов и принятые решения, которые эти расчеты обосновывают. Вместе с этим, в пояснительной записке содержатся технические и нормативные документы, которые использовались при создании чертежа и ссылки на ГОСТы. Данная записка призвана облегчить чтение схемы.

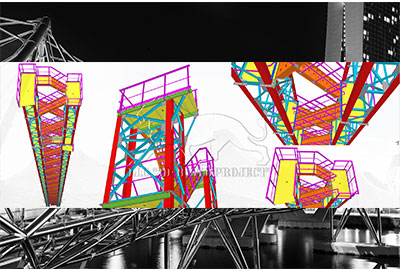
Рис. №4 «Пример узлов проекта КМ»
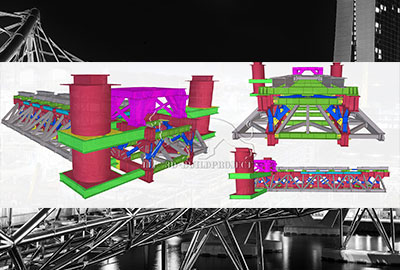
Полный проект КМД разрабатывается по КМ-у и представляет собой набор из заглавного листа, с общими данными, ведомостей, чертежей монтажных схем, чертежей монтажных узлов и чертежей отправочных элементов. По просьбе заказчика в проект могут быть включены: чертежи деталей отдельно, 3D - схемы, особые ведомости, т.д.

Рис. №5 «Титульный лист проекта КМД»
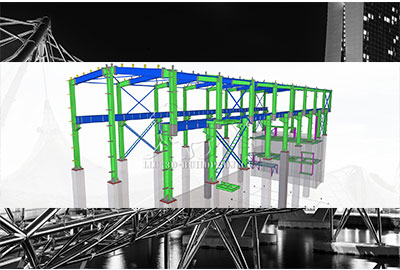
В монтажной схеме будут изображены стыки и узлы, сварные или болтовые соединения, которые будут выполняться в монтаже. Здесь же могут быть даны текстовые комментарии. Так же здесь вы найдете ведомость отправочных элементов вместе со схемами конструкций или ссылками на чертеж, поэтому вы сразу поймете, к какому конкретному чертежу относится каждый элемент. Чертежи отправочных элементов компонуются на листе группами. Таким образом, на листе могут быть чертежи элементов, не требующих сборки, или только конструкции из гнутого профиля.
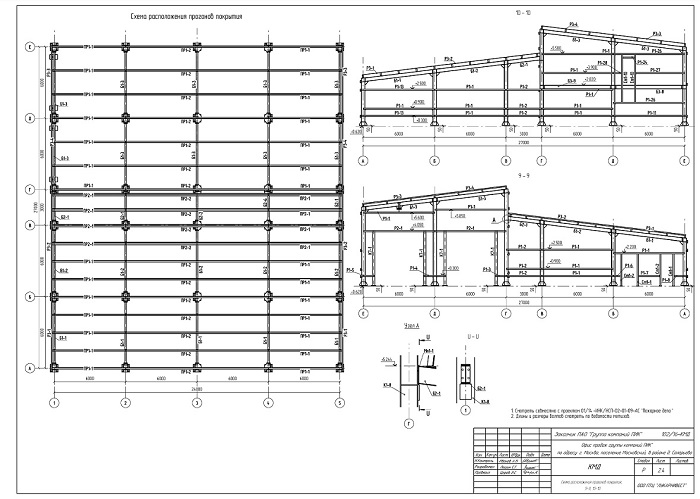
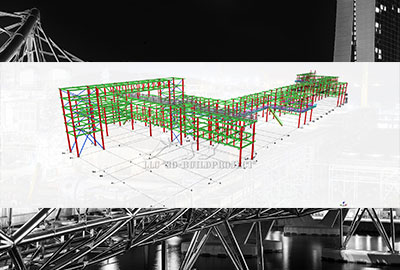
Рис. №6 «Монтажная схема проекта КМД»
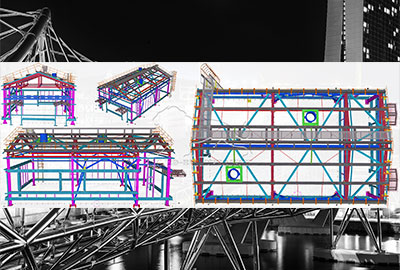
При разработке схем металлоконструкций выбирается тот масштаб, который позволяет делать чертеж наиболее понятным или легким для чтения, поэтому с пониманием профессионально составленного чертежа у вас не должно возникнуть проблем. Обратите внимание, что такие конструкции, как балки и колонны, можно вычерчивать без соблюдения масштаба, но с сохранением взаимного расположения деталей и отверстий.
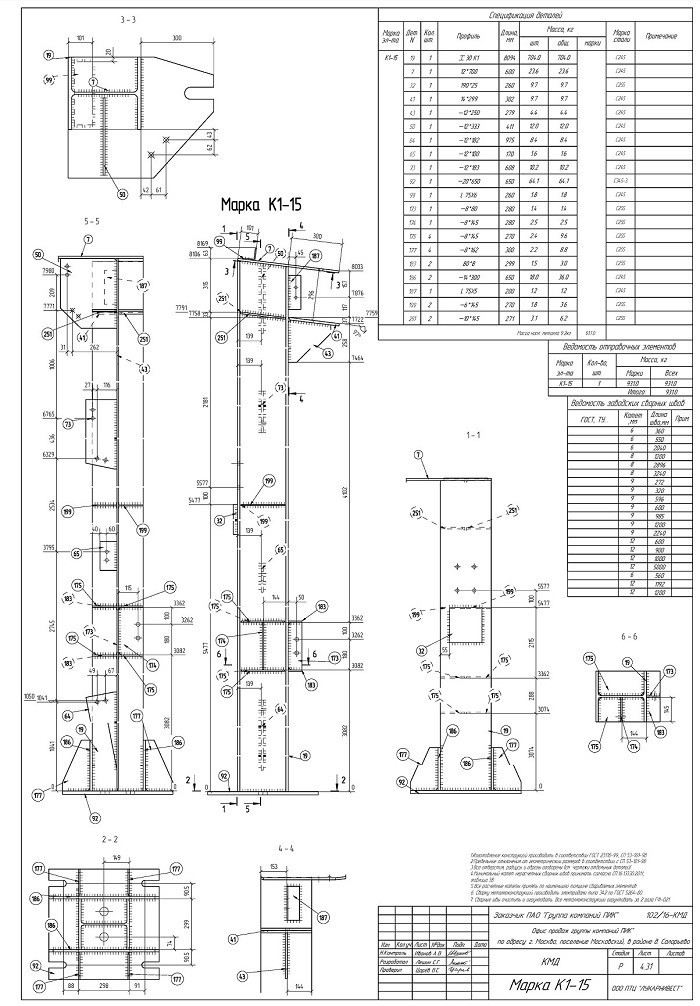
Рис. №7 «Пример сборочного чертежа, проекта КМД»
После того, как вы ознакомились с документацией чертежей, нужно проверить условные обозначения и вам нужно хорошо знать, как обозначается то или иное изделие. Заклепки, отверстия, узлы, виды применяемого материала – все это имеет буквенное, цифровое или графическое обозначение, поэтому лучше сверяться с таблицей, если у вас еще нет достаточного опыта чтения чертежей.
Не торопитесь, сверяйте все значения. Чертежи изначально выполнены для удобства чтения и понимания, поэтому если вы несколько минут поразмышляете над ними – дальнейший процесс чтения будет намного более простым.
Примеры чертежей КМД
Практически 100%-ая копия полюбившегося многим инстаграм, идеально подойдет для портфолио, презентации работ своим клиентам или как отклик на понравившуюся вакансию. Молодой ресурс, но администраторы оперативно реагируют на предложения и вопросы.
Рабочие чертежи КМД и монтажные схемы имеют ряд особенностей, обусловленных назначением этих чертежей, конструктивной формой элементов стальных конструкций, технологией их изготовления и монтажа, а также транспортированием с заводов металлоконструкций до строительной площадки.
Примеры сборочных чертежей
Чертеж связи из уголков по фермам

В диагональных связях Ф49 и Ф51 средний узел запроектирован на болтах. Это позволяет повертывать детали 2 и 3, а также 11 и 12 и привязывать их проволокой к целым диагоналям 1 и 10, что удобно для транспортирования.
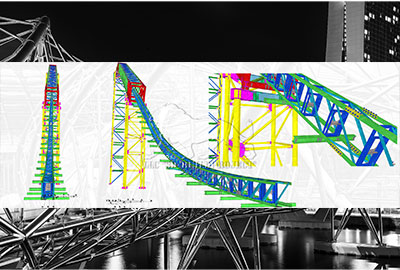
Чертеж стропильной фермы из труб

Все стержни фермы запроектированы из труб. В узлах трубы примыкают друг к другу непосредственно — без фасонок. В некоторых узлах фермы центр узла смещен с оси поясной трубы. Это сделано в целях упрощения обработки концов труб, образующих решетку фермы.
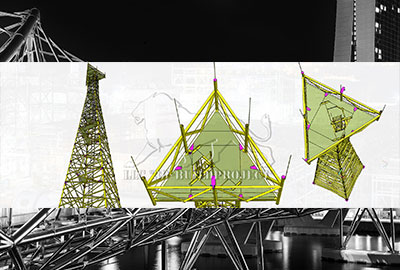
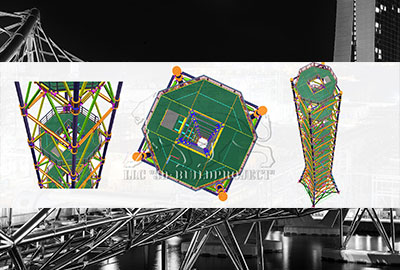
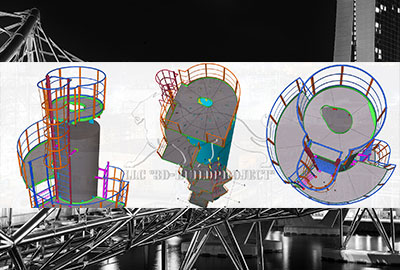
Чертеж элементы башни из труб

На чертеже запроектирован ряд элементов башни: Б20 — вертикальный пояс башни ; Б60 — наклонный пояс башни ; Б48 — распорка, фасовки которой зажимаются между фланцами соседних секций поясов; Б52 — распорка, присоединяемая к фасонке на поясе . Элементы поясов имеют на концах фланцы с отверстиями.
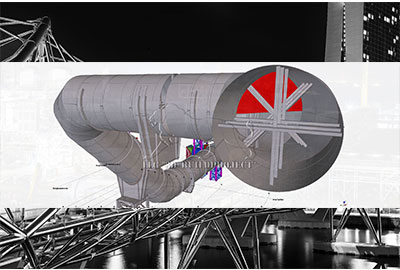
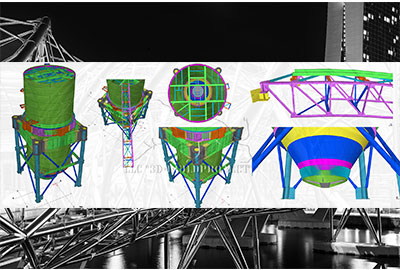
Чертеж воздухонагреватель. Лепесток купола

Лепестки вырезают по шаблонам на стационарной газорежущей машине и одновременно снимают фаски. Вальцовку лепестков на сферу производят на листогибочных вальцах, в холодном состоянии, с применением специальных приспособлений — постели и бочки.
Чертеж трубопроводов

На чертеже изображены два участка трубопроводов — прямой и с перегибом . Перегибы могут быть как в горизонтальной, так и в вертикальной плоскостях.
Чертеж резервуара объемом 25 м3

Резервуары объемом до 25 м3 включительно вписываются в железнодорожный габарит, поэтому их изготовляют на заводах целиком. Оболочка резервуара, приведенного на чертеже, состоит из цилиндрической части и двух конических днищ. Внутри резервуара установлены два кольца жесткости из уголков.
Чертеж элементы кожуха декомпозера

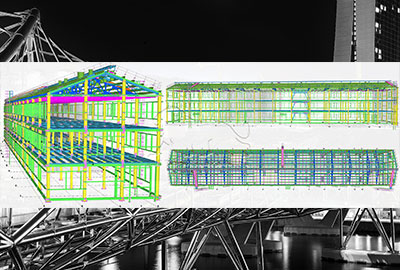
На чертеже представлен один из ярусов цилиндрической части декомпозера, предназначенный для изготовления методом рулонирова-ния. Полотнище изображено в развернутом виде, со всеми деталями, необходимыми как для процесса изготовления, так и транспортирования по железной дороге.
Чертеж элементов кожуха горна доменной печи

Кожух горна доменной печи представляет собой пространственную листовую конструкцию, образованную цилиндрическими и коническими поверхностями. Достаточно полное представление о геометрической схеме горна можно получить по монтажной схеме . На рассматриваемом чертеже представлены следующие характерные элементы кожуха: опорный поясок А1, два элемента цилиндрической части А3 и А5 и один элемент конической части А24.
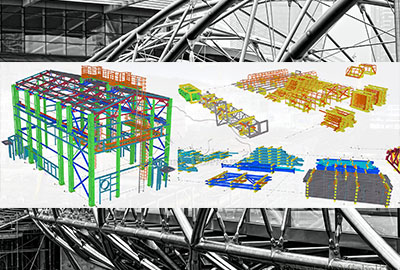
Чертеж бункера

В целях повышения степени заводской готовности в некоторых случаях конструкции изготовляют блоками. Это позволяет существенно снизить объемы сборки и сварки на монтаже, сократить сроки строительства. На рассматриваемом чертеже представлен блок подкрановых балок, в состав которого входят две балки, тормозной лист с ребрами жесткости и вертикальные связи между балками.
Чертеж блока подкрановых балок

Чертеж подкрановой балки

На чертеже изображена сварная разрезная подкрановая балка. Балка несет нагрузку от кранов весьма тяжелого режима работы, поэтому на чертеже предусмотрено выполнение верхних поясных швов со сплошным проплавлением.
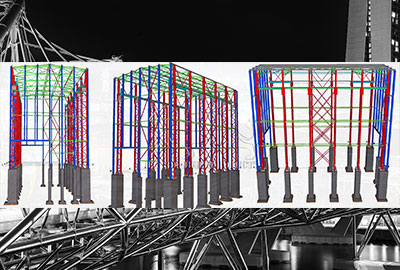
Чертеж колонны промышленного здания

Колонна промышленного здания, располагаемая по среднему ряду. Ветви нижней решетчатой части колонны выполнены из прокатных двутавров.
Чертеж стропильной фермы из уголков

Стропильная ферма из уголков пролетом 18 м для промышленных зданий с «плоской» кровлей.
Нижний пояс фермы горизонтальный; верхний пояс для
Примеры монтажных схем
Чертеж монтажная схема конструкций промышленного здания

Здание, расположение конструкций которого показано на чертеже, имеет сравнительно небольшие размеры, поэтому здесь размещено несколько схем: колонн, подкрановых балок с тормозными площадками и ферм со связями по их нижнему поясу.
Чертеж монтажная схема горна доменной печи

Монтажная схема листовых пространственных конструкций типа горна доменной печи изображена в виде вертикального разреза и разверток поясов. Для показа размещения элементов опорного пояска дан разрез по 1—1.
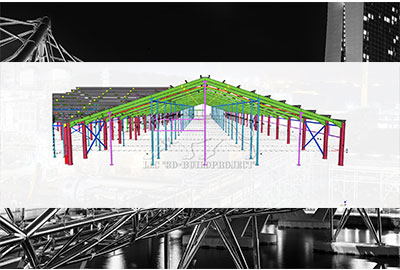
Чертеж монтажная схема конструкций кровли промздания

На чертеже приведена монтажная схема конструкций кровли, основной особенностью которой является применение связей с треугольной решеткой . Связи выполнены из труб.
Чертеж монтажная схема цилиндрической части декомпозеров

Монтажная схема цилиндрической части декомпозера представлена ее общим видом, вертикальным разрезом, а также необходимым числом горизонтальных разрезов. На общем виде показана разбивка цилиндрической части на пояса, а также привязка по высоте скоб для подвески монтажных подмостей.
Чертеж монтажная схема воздухонагревателя

Монтажная схема воздухонагревателя представлена общим видом, видом сверху и необходимым числом горизонтальных разрезов. На общем виде показана разбивка корпуса воздухонагревателя на пояса.
Далее:
Проектирование металлоконструкций - это прибыльный бизнес?
Соответствие конструктивного решения расчетной схеме
Внесение изменений в чертежи КМД
Работа конструктора над чертежом
Организация производства и технологические условия завода
Основные правила оформления деталировочных рабочих чертежей
Работа конструктора над технологичностью конструкций
Основные нормативные документы проектирования металлоконструкций
Онлайн калькуляторы и программы расчета конструкций
Чертеж колонны промышленного здания
Чертеж воздухонагреватель. Лепесток купола
Железнодорожный транспорт и возможности монтажных организаций
Технологичность конструкций при монтаже
Экономичность конструкций
Научно-технический прогресс в проектировании металлоконструкций
Огравление $\Rightarrow $
Готовые проекты

Наши главные преимущества
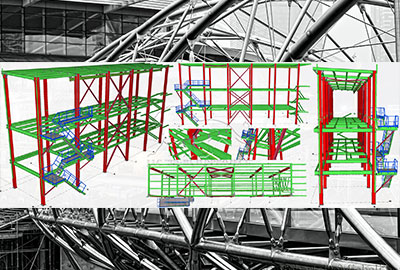
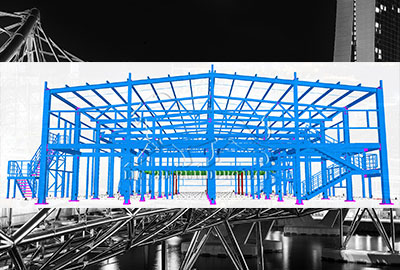
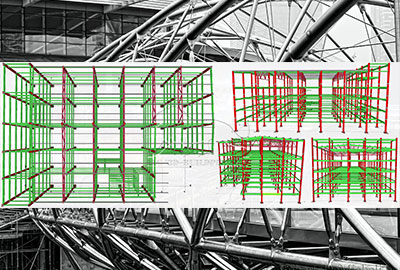
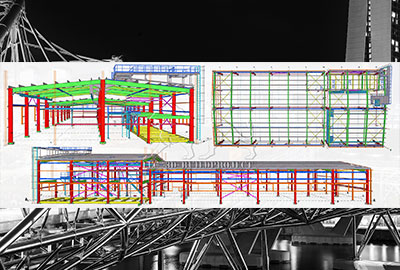
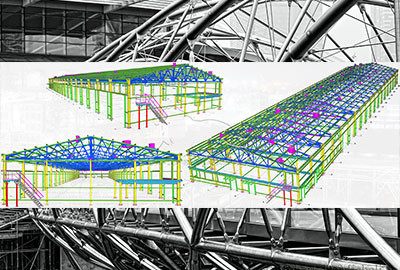
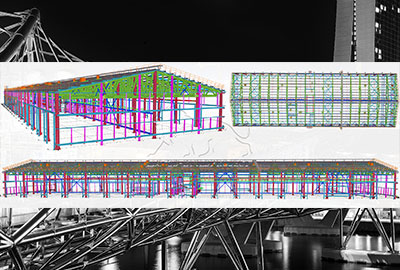
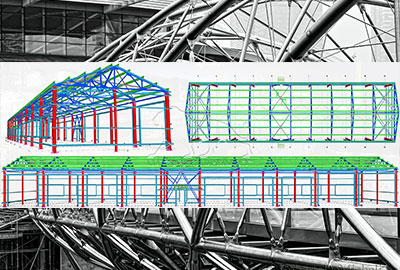
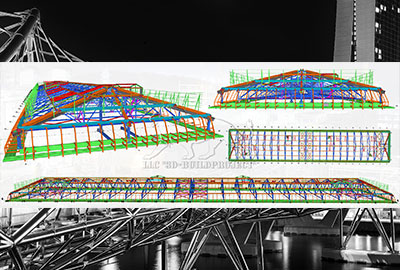
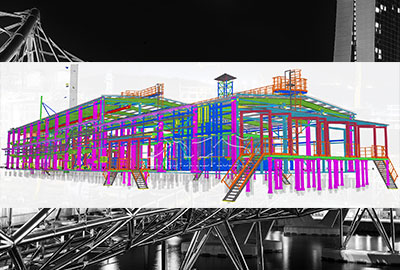
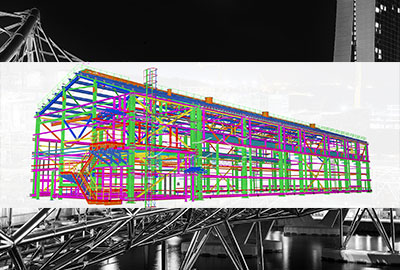
BIM технологии информационного моделирования в строительстве
Гарантия качества с передовыми технологиями BIM. Используем инструменты и процессы информационного моделирования.
Проектирование чертежей – полностью в 3D
Быстрая проработка и оценка решений на ранних этапах проекта. Отсутствие в проекте перерасхода материалов и возможность минимизировать ошибки.
Опыт наших инженеров
За плечами десятки успешно реализованных проектов КМ, КМД, КЖ. В нашей компании работают только инженеры с профильным образование. Мы постоянно проводим дополнительное обучение в компании, повышая уровень профессионализма.
Высокое качество строительного проекта
Благодаря BIM технологиям исключаются множество человеческих факторов, и достигается 100% собираемость конструкций. Все проекты просчитываются на нагрузки и подписываются инженерами с многолетним стажем работы.
Экономия Ваших средств
Система скидок для постоянных клиентов. Выбор экономически целесообразных решений, использование стандартных конструкций для сокращения цены сооружения.
Оперативность разработки проектной документации
Грамотное управление, сжатые сроки проектирования с использованием автоматизированных систем. Возможность поэтапно выдавать рабочую документацию КМ, КМД, КЖ. Согласование технических решений в течение суток.
Авторский надзор на площадке строительства
Только авторский надзор позволяет гарантировать наилучшее качество готовой проектной документации. Осуществление авторского надзора за строительством проектируемых объектов, контроль за соответствием качества строительных работ и материалов, конструкций и изделий, требованиям утвержденного проекта, стандартов и технических условий.
Готовые проекты строительных объектов
Готовые проекты каркасов из металлических и железобетонных конструкций. Вы можете выбрать понравившийся Вам дом или другое сооружение из более 100 имеющихся проектов.
Широкая география проектно-конструкторских услуг
Читайте также:
- Электроды по нержавейки для инверторных сварочных аппаратов
- Технические требования к сварке и неразрушающему контролю сила сибири
- Инструкция по технологии сварки при строительстве и ремонте стальных вертикальных резервуаров
- Электроды для сварки лэз
- Мастерские для сварочных работ располагаются гигтест