Шаблон для сварки труб под 90 градусов
Обновлено: 03.05.2024

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.



В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
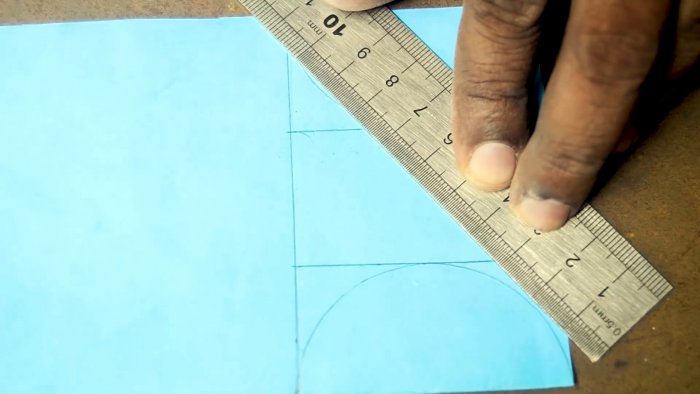

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.






Смотрите видео
Как варить трубы под любым углом

Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.

Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.

Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Врезка трубы в трубу плотно без зазоров под 90 градусов

Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо врезать одну в другую. Выполнение такого соединения «на глазок» не гарантирует качественности и прочности стыковки. Но при использовании довольно простой разметки с этим делом справится любой человек. В статье мастер сантехник расскажет, как сделать врезку трубы в трубу плотно без зазоров под 90 градусов.
Для работы нам понадобятся инструменты:
Чтоб получить ответвления металлических трубопроводных линий в виде тройников, применяется воротниковая врезка, для которой необходимо вырезать кромку круглой трубы, примыкающей к стенкам другой под прямым углом. Для реализации способа поступают следующим образом:
- На образующей одной трубы керним центр места стыковки с другой трубой.
- Разводим ножки циркуля на половину диаметра трубы, что является ее радиусом.
- Ставим ножку циркуля в ранее намеченную точку на поверхности трубы и наносим на нее окружность.
- Через намеченную точку (центр окружности) проводим воображаемое сечение, перпендикулярное оси трубы.
- Проводим линии, проходящие через намеченные точки, и плавно спрягающиеся с линией окружности.
- Материал внутри внешней замкнутой линии, нанесенной на поверхность трубы, вырезаем с помощью болгарки.
- Удаляем заусенцы и дорабатываем деталь напильником.
- Вокруг отрезка второй трубы, установленного вертикально на лист плотной бумаги или картона, проводим маркером окружность и вырезаем ножницами круг, ограниченный ею.
- Складываем вырезанный картонный круг пополам по диаметру, отмечаем линию сгиба, вновь распрямляем его и ровно укладываем на торец трубы отметкой линии сгиба наружу.
- Точки пересечения линии сгиба (диаметра) круга с цилиндрической поверхностью трубы отмечаем маркером.
- Делим линию сгиба картонного круга на три равные части.
- Сгибаем одну из внешних частей круга по линии (хорде), перпендикулярной диаметру, и проходящей через отметку крайней точки.
- Отрезаем ножницами полученный сегмент по хорде, прикладываем его к внешней поверхности трубы так, чтобы хорда была на уровне торца трубы, а ее центр совпадал с ранее нанесенной на трубу отметкой. Удерживая картонный сегмент в таком положении, обводим маркером дугу сегмента по поверхности трубы. Повторяем эту процедуру и со второй точкой на трубе с противоположной стороны.
- Удаляем с двух сторон металл трубы, ограниченный нанесенными линиями.
В сюжете - Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
В сюжете - Врезка трубы в трубу плотно без зазоров под 90 градусов, если трубы разного диаметра
В продолжение темы посмотрите также наш обзор Сварка труб «на просвет»
Способы сварки труб под углом

Сварка труб под углом позволяет сэкономить не только на отводах (угловых сопряжениях), но и на тройниках (тавровых сопряжениях) или крестовинах. Поэтому подобной техникой должен владеть каждый опытный мастер сантехник . И в данной статье мы разберем типовые способы «угловой» стыковки круглых и профильных труб, реализуемые с помощью сварки или пайки.

В большинстве случаев на сварку монтируют стальные трубы . Причем, подобный способ соединения участков трубопровода практикуется и в случае производства арматуры из конструкционных сталей, и в случае изготовления труб из высоколегированных сплавов. Для разных металлов нужны разные техники сварки и разные электроды .
Кроме того, с помощью сварки или пайки можно стыковать еще медные или алюминиевые трубы. Правда, в данном случае нужен особый аргонодуговой аппарат, генерирующий электрическую дугу в среде инертного газа (аргона). А вот в качестве электрода можно использовать обычную медную или алюминиевую проволоку.

Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.

Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра. Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров. Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
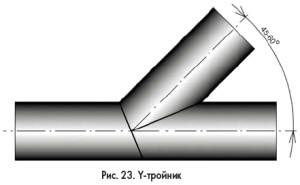
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов. Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Угловое сопряжение со скосом кромок и разделом предполагает стыковку труб с толщиной стенок от 6 до 60 миллиметров. При этом ширина раздела колеблется в пределах от 18 до 48 миллиметров. Разумеется, такие габариты предполагают особую технику заполнения сварочной ванны.
Слесарное дело. Небольшие хитрости при стыковке и подгонке труб. Галтели.

Немного о подгонке стыков труб под 90 градусов.
Как же рассчитать глубину выреза галтели при стыковке круглых труб.
Сегодня этим занимались на работе, подумалось что это возможно будет кому-то полезно.
Мы стыковали две трубы 57 мм.
Для определения глубины галтели делим диаметр трубы на 3. В нашем случае это 57 мм. То есть 57/3=19мм. Глубина галтели 19мм. Чертим в двух противоположных сторон хорды с высотой в 19 мм. Вырезаем болгаркой с обоих сторон и получаем идеальную подгонку.
Нюанс. Например, необходимо состыковать трубу например, 57 мм с трубой большего диаметра, например, с трубой 159 мм. Для этого нужно определить, насколько стандартных типовых размеров наш меньший диаметр меньше нашего большего диаметра. Смотрим или вспоминаем свои слесарные годы в ПТУ и… 57… 76, 89, 102, 108, 133, 159. Есть! Получаем 9ть. То есть каждый следующий типовой размер трубы прибавляет к нашим 3 ещё один.
Итак, 57/9=6,3333333333 или просто 6 мм.
То есть при стыковке двух труб 57 и 159 мм на трубе диаметром в 57 мм нам необходимо сделать галтель глубиной в 6 мм.
Всё просто.
И так далее.
Надеюсь, кому-то будет полезно.
Всем добра и хороших стыков и ровных швов))🤘🏻




Метки: слесарное дело, сварка, расчёты, подгонка, трубы, галтель
Комментарии 89
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

а я просто взял коронку такого же диаметра, зажал трубу и по направляющей коронкой отобрал стыковку. И все подогналось просто идеально.

О, спасибо!
Как раз актуально — дымоход под 90 градусов надо приварить!


Да, размер-в-размер — треть диаметра, а чтобы долго не вычислять при меньшую-на-большую, просто поставить огрызок трубы и замерить линейкой по касательной. Померял два зазора по сторонам, взял среднее арифметическое и вперёд на разметку!

Где-то в дальнем углу диска С, лежит написанная лет… 20 назад табличка в экселе
Считает любой тройник, по любым диаметрам, с любым смещением
Рядом, такая же, но для секционных отводов — на любое количество, и под любой градус
Обычная тригонометрия
Ну а сейчас, это на много проще — в автокаде или компасе сделать

Я может чего не понял, а где тут хорды? Да ещё и хорды с высотой…

А что делать при других углах?
Начертательная геометрия в помощь.

Когда часто надо стыковать, лучший вариант вот такой


Мы на лентопилке быстрее отрезаем лишнее
Каким образом? Сдесь выставил нужный угол, вставил трубу, вставил нужную коронку, минута — и готово. Прилегание труб идеальное
У нас соединения только под 90 градусов, отпиливаем с двух сторон сегмегтов по шаблонам

А у нас по снипам нельзя кз отвод проваривать так к трубе
Крутоизогнутые отводы допускается сваривать между собой без прямого участка. Крутоизогнутые и сварные отводы вваривать непосредственно в трубу без штуцера (трубы, патрубка) не допускается.

Наверное потому, что в таком гнутом отводе образуются неравномерные внутренние напряжения, а сварка еще их добавляет. И получается стрёмный букет

Сколько помню, всегда вырезали" яблочко" чаще всего "на глаз", иногда мелом рисовали без всяких расчетов. Ошибались редко. Вырезали на не больших трубах прям горелкой. Если и ошибались, то для профи заварить шире маминой не проблема
Мы больше двух лет для вырезки используем ручной плазморез, удобно и чисто
Все зависит от жадности работадателя.
Молоко привозили дешовое, кислое, за вредность, а уж таку "диковину весч"… Да он удавился бы!))))

Ху. не лезит не зазор!))))

Вот уж не думал ни когда об этой проблеме))) Приставил нужную трубу к месту приварки и обвел мелом или маркером на одном расстоянии от трубы-основы.
А вот эти вычисления- по моему, чтобы создать видимость большого специалиста, как и ОБЯЗАТЕЛЬНОЕ наличие "фирменной" спецовки.
Сразу вспомнил, как мы стыковали две 325ки. Одна шла магистралью эммм… скажем так, из далека. А вторая была метров 5 длинны. Короче приставлять и мелом было не вариант как говориться)))))

Чёт я ни фига не понял, но походу это круто.👍🤔


а почему 102 есть в списке а остальных нет. или почему 102рая попала в список?
А как должно быть?))
Мы с таким вот работаем…
16, 20, 26, 32, 42, 45, 57, 76, 89, 102, 108, 133, 159, 180, 219, 245, 273, 325 и так далее)) Это по наружнему диаметру, по проходному сечению естественно другое. Но нас интересует наружний диаметр, потому варим в итоге по наруже, не внутри))
102, 180, 245 не используем. только соответствующие условному диаметру 50,65,80,100,125,150,200,250,325… и соответственно диаметру арматуры и фланцам по ГОСТ 12821-80*. но это все про отопление, тепло-холодоснабжение
ещё 114 есть и 60-ка

Плохо понял, но вот тупо взяв в руки калькулятор в мобильном телефоне и наморщив лоб (целью было проверить смогу ли я сосчитать это в полевых условиях без карандаша и бумаги)
получил 5,284 мм ))) Вычисляется по теореме Пифагора.
Квадрат диаметра большой трубы — квадрат диаметра малой.
Из этой разницы извлечь квадратный корень.
От квадратного корня отнять диаметр большой трубы.
Полученную разность поделить пополам — это потому что считали всё в диаметрах.

Трубы круглые, а у вас одни квадраты в тексте! 😁😉
Потому что трубы под прямым углом пересекаются )))
Когда поезд едет, то круглые колёса как раз теми квадратами и стучат по рельсам. Это еще Чапаев давно знал


А чуть моцк не сломал…

Я когда-то помогал "профессионалу" с большой буквы делать отопление у тётки. Вварил он трубы в стояк, а дырки в стояке забыл сделать))) до сих пор вспоминаю ржу)))
В школе учитель черчения Семён Аронович Розенберг выходил из себя, когда кто-то из нас обзывал отверстие в той или иной детали на чертеже дыркой. Бил железной указкой по столу и орал: "Деточка! Это не дыг'ка, а отвег'стие!"
Я не сг'есарь, значит дыг'ка😂 не пг'офессионалам мог'но отвег'стие называть дыг'кой)))

Нас проще учили. Дырка в жопе, а что сделано человеком отверстие😁
Не спорю, но все сварщики прожигают в трубе дырку) ни разу не слышал, чтоб отверстие прожигали)
Я для себя определился, что отверстие делается умышленно, а дырка — случайно)))
Это только плохие сварщики дырки прожигают

дырка — это отверстие с рваными краями

Он не уточнял при этом, что дыг'ка — в жопе?
Вообще-то в науке это тоже именуется "анальное отверстие".
А учитель в те годы не позволял себе выражаться при детях. Тем более, учитель старой закалки. Да и вообще был старый. Как раз перед тем, как я школу закончил, он умер.
Мне тоже 44, но я не разделяю такого безоговорочного восторга тогдашними учителями "старой закалки".
А я про восторг ничего и не говорил.
Но если уж сравнивать, то современные учителя еще меньше его заслуживают.

не согласен — детей надо готовить к школе и взрослой жизни самим, а не говорить- иди сынок в школу там тебя всему научат(в школе преподаватели работают- они лишь доносят знания до ученика, а дальше все зависит от воспитания ученика, сидит слушает, пишет — или базарит и играет в телефоне, а потом родители стонут что учитель его ребенка ни чему не научил и тд и тп). Далее думаю нет смысла обсуждать работу учителя. Ни в коем случае не хотел кого либо задеть или обидеть.
Нифига они не доносят, если предварительно им не занести.
И в урочное время им не выгодно давать знания, бо кто ж тогда к ним будет ходить на репетиторство за дополнительную оплату?
У нас под запретом такая тема. Малая первоклашка, я предложил её учительнице доп.занятия, или к нам, или к ней. Она говорит, узнают, с работы выгонят. Левого репетитора пожалуйста, а училке низзя
Ну правильно. Эта училка будет репетиторствовать с детьми из другой школы. А для Вашей дочки из той другой школы учитель будет как раз типа левым репетитором.
Не хочу другую, эту хочу))) тем не менее, выход мы нашли. Скайп) ноутбук на стол, тетрадку в зубы и погнали)))



Отверстие с квалитетом выше 7 вполне может именоваться дыркой))


наш выражался немного иначе) дырка. говорил он, у вас в попе а это отверстие). и тоже херачил указкой

у меня тоже есть ржачные истории, помню проснулся, -стояк.
а нет, это же совсем про другое ))) пардон
ГВС или ХВС — стояк и какое ДУ, это надо уточнить
Уже давно существует программка для построения и распечатки шаблонов, позволяющих стыковать любые трубы любого диаметра под любым углом и с любым смещением. Да и не только трубы. Называется Plate ‘n’ Sheet Professional V4.
А Ваши "простые рассчеты", только не обижайтесь, вызвали в памяти эпизод из известной книги про Швейка (прошу прощения за много букв):
Та кто бы спорил?!)) Просто это как имея зажигалку, знать и уметь добыть огонь трением. Никто никого не заставляет, просто это не плохо было бы знать. Вот и всё.
А за цитату спасибо. Очень круто)))👍🏻
Ну, можно вообще обойтись без всяких цифр парой резиновых колец и кучей спичек, зубочисток (для трубок малых диаметров) или электродов (для больших диаметров).
А хорда, о которой Вы говорите, ни как не может имет высоту 19мм или вообще любую другую высоту. Хорда — это прямая, соединяющая две точки кривой линии.
Да, тут всё так. Локальный жаргон. Называем хордой не хорду. Пусть будет дуга. Главное, суть. Хотя и над грамотностью лично я всегда готов и рад работать))
Просто это одно из немногих знаний, которое я запомнил на уроках)))
Ага, а я за четыре года только теорию графов запомнил)))))

Спички и электроды работают только на прямых участках.В примере автора такое не прокатит.

Цитата хороша, программа наверное тоже. Но шаблон, в полевых условиях, телефон в грязных руках — ну вообще не вариант. Гораздо проще поделить на 3.
Читайте также: