Схема контактной сварки электронным управлением
Обновлено: 04.10.2024
Контактная сварка своими руками с регулятором на микро-чипе PIC16F628
Контактная сварка своими руками — сварочный аппарат у меня в хозяйстве исправно работает уже несколько лет, прекрасно выполняет свою работу при сетевом напряжении 175-230v. В основном я его применяю в кузовном ремонте автомобиля, он свободно может сваривать металлические листы 1.2мм. Но это конечно для него не предел, мощность силового трансформатора позволяет варить листы металла гораздо большей толщины.
Технические характеристики силового трансформатора
Мощность 3500ВА, первичная обмотка рассчитанная на напряжение 220v — 230v оставлена такой, какой была сделана на заводе. Не было смысла ее перематывать, сечение провода позволяло оставить ее такой как есть.
— Ток х.х. 450мА;
— Диаметр провода первичной обмотки — 2,9 мм;
— Количество витков вторичной обмотки — 2;
— Напряжение х.х. вторичной обмотки — 2,8В (1,4В на виток);
— Сечение сердечника трансформатора — 65 см.кв.;
— Вторичная обмотка — 2 витка сечением 200кв.мм. — составлена из пятнадцати медных шин прямоугольного сечения.
— принять участие в обсуждении данной конструкции можно на этом ресурсе Chipmaker
— Здесь есть авторские прошивки
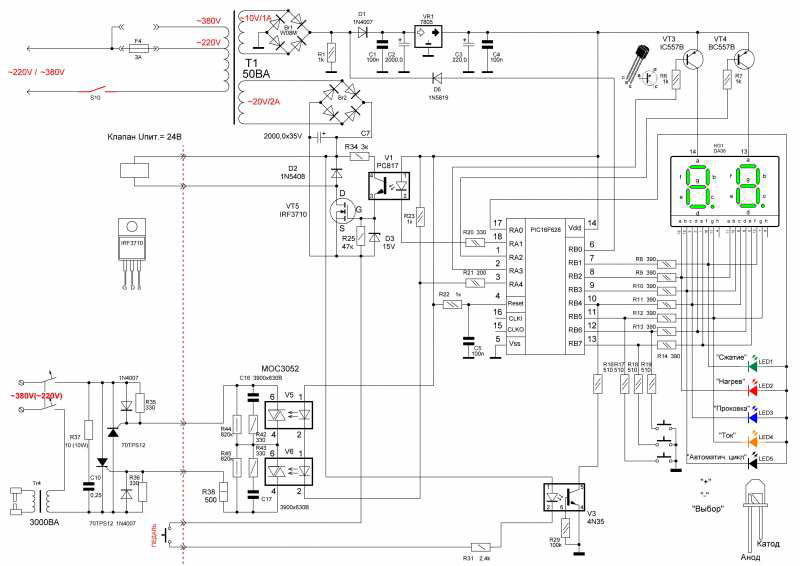
Версия №1 (Здесь показана принципиальная схема с включенным в нее оптосимистором, рассчитанным для управления высоковольтной нагрузкой, в данном случае тиристором.)
Здесь в архиве лежит принципиальная схема отличного качества, а также печатные платы.
Ниже представлен архив, содержащий принципиальную схему отличного качества в комплекте с печатными платами.
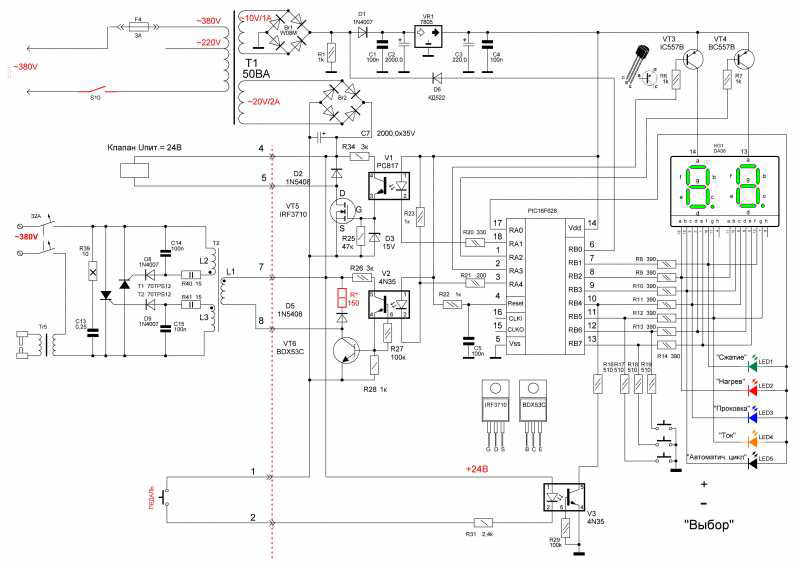
Модуль управления тиристорами — это аналог заводского тиристорного контактора КТ-07. Контактная сварка своими руками, в которой был использован трансформатор импульсного действия. Для этой цели прекрасно подошел уже готовый транс от ненужного блока питания входящий в состав компьютера. В разборке сердечника ничего сложного нет, нужно всего лишь нагреть его мощным феном, а потом разъединить на две части. Схема надежная, много времени работает без каких либо проблем.
Картинка общего вида аппарата контактной сварки

Модернизированный модуль для контроля контактной сваркой






Основа для электродов выполнена из медных прутьев имеющими диаметр 30 мм и такой же длинны.


Приводной механизм для верхнего электрода — двигатель в сборе с редуктором имеющий зубчато-винтовую передачу, в народе называют попросту — червячная. Такой механизм применяется в конструкции кресла в зубо-протезных кабинетах, кстати мне очень повезло, так как он мне достался совсем дешево. Затрачиваемое время на прижатие составляет всего полторы секунды.


Модуль управления
Вот модуль управления мне пришлось заказывать на одном из промышленных предприятий, но зато все сделано качественно и профессионально. Затем без проблем был смонтирован на бывший в употреблении заводской сварочный аппарат, взамен релейного блока собранного на электровакуумных лампах. Тестировал это устройство высококвалифицированный сварщик с большим опытом работы на оборудовании такого типа. Ну сказать, что он был в восторге, так этого наверно будет мало — был просто восхищен четкой работой полуавтомата.






Параметры трансформатора: 50ВА 220В,380В/10Вх1А, 20Вх2А
Остальные картинки в количестве 51 шт. можно посмотреть в приложении: img_kontaktnaya-svarka
Аппарат точечной (контактной) сварки своими руками.

Всем привет! Вот тоже решил выложить небольшой отчетик по изготовлению аппарата точечной сварки.
На работе появилась необходимость приобретения данного аппарата для сваривания 2-4х мм листов. Но посмотрев ценник за эти аппараты, настроение как то ухудшилось.
Что мы, вроде не без рук и решили сами, вдвоем с другом, изготовить данное устройство. Перерыв интернет и проявив немного смекалки, работа началась.
За основу был взят трансформатор от какого то "совдеповского" сварочника на 220В.

Разматываем вторичную обмотку, она не нужна. Первичка в низу обе намотки, подключенные последовательно.


Пробные испытания. Левая вторичка сделана из размотанной меди, плохо наматывалась, решено было убрать. Правая вторичка из многожильного кабеля сечением 75 квадрат. Четыре витка, выдали 4,7 вольта. Вполне достаточно, учитывая что лапы будут выставляться на 700мм, соответственно потери.




Электроды — пруток толщиной 18мм. Само сложное что было достать))) На верх электродов одета медная труба и в трубу вставлен кабель, все опрессованно молотком. Изоляторы текстолит.


Главное что хотелось: это чтобы при нажатии на педаль, вначале прижимались лапки, а потом шел сигнал на кнопку и подавалось напряжение на электроды. Все уже придумано, осталось сделать, но об этом немного позже






Комментарии 41
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Видео с записью процесса в студию!

Нужно водяное охлаждение, толстую шину на вторичку — квадратов 100 в идеале, и пневмоцилиндр на привод.

Судя по заднему фону занимаетесь вентиляцией и кондиционерами (балон с фреоном)? Куча воздухводов, фасонина (колена), 2-4мм сваривать хм, если для коробов вентиляционных то 0,5 0,7 ну 1 мм макс…

Какой внимательный!))))) Ну все правильно, сделано для изготовления вентиляции. Шина-рейка — два по 0,7 и сам короб от 0,55 до 1.2 мм. На это и расчитывал. С этой задачей аппарат справляется!
Занимаюсь монтажом вентиляции и кондиционирования, потому сразу обращаю внимание на такие вещи, производство у вас большое по изготовлению коробов? Задумываюсь сам начать изготовление на свои нужды, а то заказывать на стороне иногда накладно и долго ждать…
Думаю, все вопросы по этому поводу пиши в личку. Задавай, постараюсь ответить))))

Где-то в нете видел, америкос точечную сварку из транса от микроволновки делал, но там по ходу, микроволновка приличных размеров была. Но на много компактнее.
Тоже видел этот агрегат. Трансформатор от микроволновки на 2кило. Пробовал, слабенький получается.
Ну, не удивительно. )))

А у меня ТОР лежит, кабеля лежат, а руки всё не доходят.

какой он стационарный получился… проемы кузова не поваришь( а так конечно годно))
У меня другое направление. Мне как раз стационар и нужен, что бы руки свободные были.


Вторички многовато как то, на мой взгляд, обычно 2 витка медной шины, квадраты не скажу — не помню. В режиме полной нагрузки (кз) должно быть вроде 2-3в, в хх не более 5вольт.
На работе стоит станок мт2892 и ркс к нему 815, там столько установок что на подбор параметров к операции занимает 3-4 часа.
Мне кажется и ваш сэндвич из 3 листов тоже распадается свободно от удара молотка. Не в укор но ставку на такую сварку делать нельзя. Я проверял качество сваренной сетки бросанием на бетонный пол, что бы был дребезг на изделии, от этого сварка если плохая сразу и отлетает.
Поставьте хотя бы примитивное реле времени с шагом 0.1 сек, для выставления точного времени подачи тока.
Ну а стремление — ключ к победе, молодцы
И обязательно заземление бросьте корпуса, мало ли…
За реле времени, тоже вопрос поднимался, думаю все же в будущем прикупить.
Заземление конечно будет)))

Совершенно с вами согласен. Без точных настроек ничего путного не получится. Сам варю на работе на точке. И в универе учился на сварке. Считали мы как-то вторичный контур сварочных машин. так вот не все так просто. Во первых у трансформатора для точечной сварки должна быть возрастющая вольт амперная характеристика. Во вторых на сколько ампер получился у вас трансформатор? В третьих, где вы видели такую заточку электродов? И к электродам нужно охлаждение обязательно, так как при нагреве медь станет мягкой и не сможет достаточно сжимать точку. Мой совет ищите старенькую точку годов 70-80. Возможно нерабочую. лучше ее восстановить и получить стабильное качество сварки чем заниматься ерундой. Тем более что объёмы у вас будут довольно большими.
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
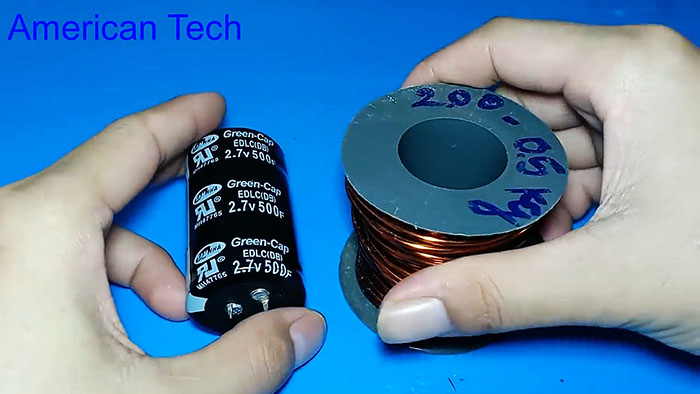
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Контактная сварка с помощью одного суперконденсатора
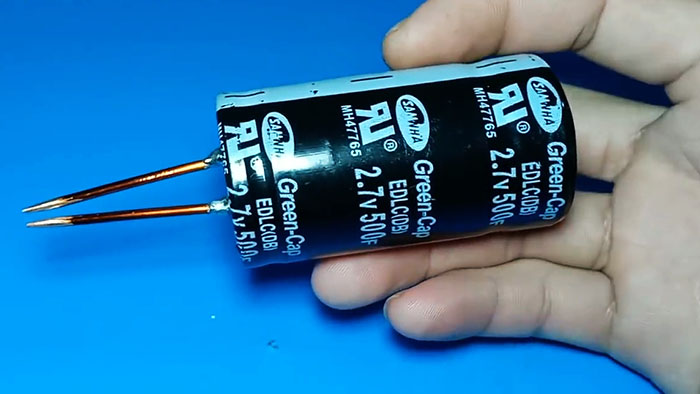
Наверняка, при работе с аккумуляторами по их замене, вам требовалась контактная сварка. Так как литии-ионные батареи очень нежелательно паять обычным припоем, есть опасность перегрева. Покупать или мастерить дорогостоящее оборудование для двух-трех случаев точно не выгодно и затратно. А вот такой аппарат для контактной сварки доступен абсолютно каждому. Ведь он по сути состоит всего из одной детали, под названием - суперконденсатор.
Это почти такой же конденсатор, только высокой емкости. Обладающий всеми теми же плюсами, что и обычный конденсатор.

Понадобится
- .
- Толстая проволока, сечением не менее 2 кв. мм.
Изготовление простейшего аппарата для контактной сварки из суперконденсатора
Выпрямляем их кусачкам или плоскогубцами, чтобы они были очень ровные. Теперь с одной стороны у каждого отрезка напильником зачищаем край, снимая лаковую изоляцию.



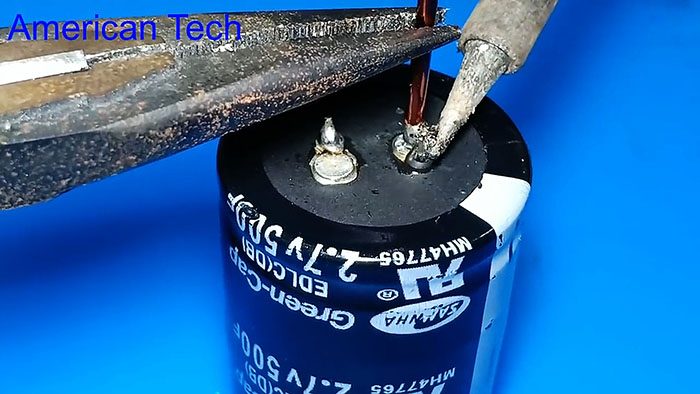

Напряжение не должно превышать 2,7 В. Хотя, как видите на фото, у меня оно больше на одну десятую. Это конечно не критично, но лучше не рисковать.

Контактная сварка
Теперь разберемся как сваривать. Поскольку наш аппарат до невозможности простой, он не может регулировать длину импульсов. Вся задача тем самым ложится на вас. Поэтому выдержку придется делать интуитивно.
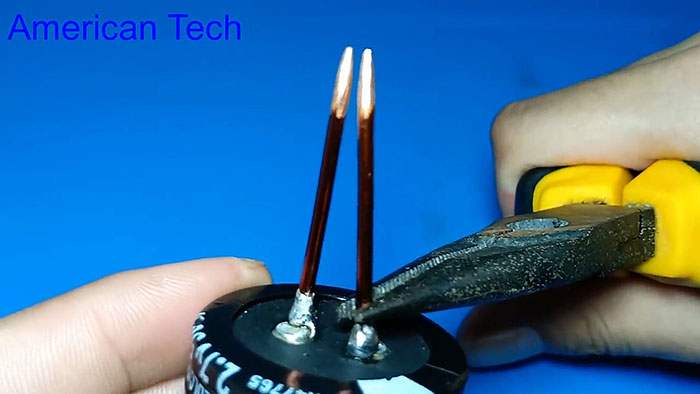
Вот пример, как припаять металлическую полоску к батарейке. Кладем полоску на батарейку. Теперь подносим контакты аппарата и тем самым быстро замыкаем его.




Все надежно и точно не отвалится. Главный упор делайте на тренировки, а дальше все пойдет как по маслу. Одной зарядки ионистора хватит на десяток таких сварок.
Смотрите видео
Контактная точечная сварка своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.

Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.

Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.

Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.

Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.

Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.

Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Читайте также: