Схема поста полуавтоматической сварки
Обновлено: 25.04.2024
Вниманию любителей «починять» автотранспортные средства своими руками предлагается для самостоятельной сборки авторская схема и конструкция сварочного полуавтомата в углекислотной газовой среде с автоматической подачей сварочной проволоки в зону сварки.
Назначение и описание устройства
Автолюбители знают, что для сварки кузова «железных» коней одного лишь аппарата дуговой электродной сварки переменного тока недостаточно – тонкий металл кузова требует аккуратной и желательно быстрой точечной сварки. Конечно, существует несколько типов сварочных аппаратов разного рода, доступных для частных автовладельцев, например – ацетилено-кислородная сварка или сварка в среде углекислого газа. Но по сравнению с ацетилено-кислородной сваркой полуавтоматическая сварка в среде углекислого газа имеет существенные преимущества:
· зона термического влияния очень узкая, поэтому деталь деформируется очень мало или вовсе не деформируется;
· краска на детали выгорает тонкой полосой, что уменьшает объем подготовки, рихтовки и окраски изделия;
· т.к. скорость расплавления электродной проволоки очень высока - общая производительность сварки выше в 2-3 раза;
· качество сварочного шва лучше;
· не требуется очень точной подгонки деталей перед сваркой;
· качественный шов получается даже при разных толщинах свариваемых деталей;
· углекислый газ менее дефицитен, чем кислород или ацетилен;
· способ сварки осваивается легко и быстро.
Для полуавтоматической сварки в среде углекислого газа отечественной промышленностью выпускается различное оборудование: А-537, А-537У, А-547Р, А-825М, А-1230М и др., поэтому организациям более интересными могут оказаться именно эти готовые промышленные устройства, а любителям, державшим в руках паяльник автор предлагает самим собрать разработанный им подобный несложный аппарат, который он эксплуатирует уже 3-й год.
С одной стороны углекислый газ защищает расплавленный металл от воздействия кислорода и азота воздуха, с другой стороны - он разлагается на окись углерода (угарный газ) и кислород, который окисляет металл. Для компенсации окисления применяют специальную омедненую электродную проволоку, содержащую кремний и марганец: Св-08ГС, Св-08Г2С, Св-10ГС, Св-12ГС, как нетрудно догадаться из обозначений - 0.8, 0.8, 1.0 и 1.2 мм диаметром соответственно. Практические числовые данные, которые должны достаточно точно выдерживаться (особенно это касается напряжений) во избежание плохого качества сварки, приведены в таб.1.
Режимы сварки в углекислом газе Таб.1
Диаметр проволоки, мм
Толщина детали, мм
Сварочный ток, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Автор в своей конструкции использовал 0.8 мм омедненую электродную проволоку, которую удалось купить на рынке. Поэтому схема рассчитана именно на режим работы, соответствующий первой строке таб.1.
Схема устройства
С приведена на рис.1.
Его основа – мощный сварочный трансформатор Т1, который подключается к сети 220 В коммутатором на включенных встречно-параллельно оптотиристорах VS1,VS2, управляемых ключом VT1-VT2 и обеспечивает:
- сварочное напряжение с выходной обмотки II (согласно первой строке таб. 1), выпрямленное мостом VD1…VD5, сглаженное фильтром L1-C1 (R3 балластный резистор, разряжает С1 на холостом ходу);
- напряжение питания (с выходной обмотки III) электродвигателя, подающего сварочную проволоку, который включается ключом VT8 через стабилизатор напряжения C6-DA2-R11-R12-C7 и выходной мощный транзистор VT7;
- напряжение питания (с выходной обмотки III, пониженное до 12 В резистором R9) газового клапана KL1, который включается электронным ключом VT5-VT6.
Переключателем SA2 первичной обмотки можно изменить выходное напряжение примерно от 18. 21 В.
Включение аппарата производится нажатием на кнопку SA1 «Пуск», которая подключена на вход каскада на VT3 (с R4C2-цепью на входе), который представляет собой антидребезговый ключ с двумя проводами от кнопки (если желаете, то можно применить стандартные антидребезговые решения на ИМС триггеров, логических элементов, но они требуют три провода от кнопки, а внутри примененного автором стандартного промышленного «держака» сварочного полуавтомата проложено только два провода для кнопки).
К аналогичному ключу на VT4 подключен кремниевый диод VD14, который может быть закреплен в качестве термодатчика на самой горячем узле схемы при его продолжительной работе, подберите резистором R4 подходящий температурный порог срабатывания, при котором VT4 закроется и через DD1.4 отключит все узлы аппарата. Но если Ваша конструкция нигде не перегревается при продолжительной работе, то весь узел VD14-R4-R6-C3-VT4-R7-DD1.4 можно удалить из схемы
Необходимые фазы управляющих сигналов для выходных узлов аппарата (T1, газового электроклапана KL1, электродвигателя) обеспечивает всего одна ИМС DD1 155ЛА3, которая вместе с вместе с VT1, VT2,VS1,VS2, VT3,VT4 питается стабилизированным DD1 напряжением 5В от низковольтного выпрямителя T2-VD9…VD13.
Выпрямительные диоды VD1-VD5 – мощные, на соответствующий сварочный ток, они могут быть следующих типов: Д151-160 (максимальный прямой ток 160 А), Д161-200 (максимальный прямой ток 200 А), В200-6 (максимальный прямой ток 200 А), В2-200-9 (максимальный прямой ток 200 А). Остальные радиоэлементы, думаю сложностей в выборе или замене не представляют.
Конструкция
Сварочный T1 должен иметь мощность около 2.5-3 кВт. Автор рассчитывал его исходя из имеющегося обмоточного материала, т.е. медной шины сечением 6 х 8 мм для вторичной обмотки II T1 и стержневого (О-образного) магнитопровода (площадь сечения сердечника 42 кв.см., площадь «окна» сердечника 200 кв.см.) на напряжение 21 В и ток 120 А при помощи своей программы «Трансформаторный калькулятор», которая использует усредненный расчет сетевых трансформаторов 220В-50 Гц – см. рис.2.
Обе обмотки мотаются симметрично, т.е. на стержневой (О-образный) сердечник половину обмотки на каждую сторону. И не забудьте правильно соединить половинки между собой, синфазно (конец одной с началом другой), иначе получите 3 киловаттный электрообогреватель ;-). И то ненадолго: сгорит обмотка или электропроводка без предохранителя. Если будете использовать в своей схеме SA2, то сделайте отводы по 1 витку от края обмотки.
Первичная обмотка I и вторичная III трансформатора T1 намотаны одним и тем же проводом диаметра 2.5 мм в бумажной изоляции.
Низковольтный трансформатор T2 рассчитывается аналогично на выходное напряжение 6В и ток нагрузки 1А.
Дроссель L1 намотан толстым сварочным кабелем на статоре какого-то двигателя с прорезью, т.е. его индуктивность получилась произвольной, порядка 10…20 мкГн. Конденсатор С1 имеет емкость 4000 мкФ, но можно поставить и больше. От стабильности напряжения зависит качество дуги, а следовательно шва сварки.
В качестве двигателя автор использовал двигатель на 24 В стеклоочистителей от "КамАз"-а. Он потребляет ток порядка 3 А.
Газовый клапан - опять-таки с автомобиля – 12-ти вольтовый клапан подачи воды к стеклоочистителю с «восьмерки» (ВАЗ 2108). Потребление - около 0.4 А.
"Держак" сварщика - промышленного производства для сварочных полуавтоматов (тип к сожалению не знаю): резиновый пустотелый шланг ~3 см в диаметре, внутри проходит стальная витая "рубашка" для сварочной проволоки и два изолированных провода для кнопки "Пуск". По шлангу подается углекислый газ из баллона. На одном конце шланга – разъем с контактами, штуцером для газового шланга, отверстием для «рубашки» и гайкой, крепящей весь разъем к ответной части. На другом конце шланга – сам «держак»: пластмассовая ручка с нишей под кнопочный переключатель и трубка с наружной резьбой, на которую устанавливается наконечник, сквозь который выходит проволока – рис.3.
Большинство узлов схемы аппарата размещены в металлическом корпусе на колесиках (обведенное штриховой линией на схеме), сварочное напряжение снимается с контактных болтов, выведенных в стенку этого корпуса, а остальное размещено так, см. рис.4:
- газовый клапан KL1, а также C7, R11, R13, VT7, VT8, R14 размещены в отдельном небольшом корпусе (тоже с колесиками на одной стороне), на котором также размещен разъем, коммутирующий выше перечисленные элементы с основной платой устройства;
- SA1 «Пуск» - кнопка, размещенная в нише «держака» сварщика.
Примечание:
Последний опыт эксплуатации аппарата показал, что в эмиттерную цепь транзистора VT2 стоит установить резистор 1-2 Ома 1Вт для продления ресурса светодиодов в составе опттотиристоров.
Литература.
1. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки.: Учебник для проф. учеб. Заведений. М.: Высш. шк.: Изд.центр «Академия», 1997.- 320 с. ил.
2. Рютман Х.Я. Ремонт легковых автомобилей.- М.: Патриот, 1992.-320 с., ил.
Что такое сварочный полуавтомат описано на главной странице сайта.

Предлагаю новую схему сварочного полуавтомата. Это модификация схемы опубликованной здесь .
Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
Предлагаю схему сварочного полуавтомата, упрощенный вариант схемы, которая опубликована здесь..
Предлагаю еще одну схему сварочного полуавтомата. По принципу работы, она похожа на эту схему. Прочитайте и поймете как работает эта схема.
Вариация на тему «Сварочный полуавтомат»
Представляем вариацию на тему "Сварочный полуавтомат"
Схема сварочного полуавтомата опубликованная в этой статье в принципе похожа на схемы опубликованные ранее на нашем сайте Еще одна схема сварочного полуавтомата и Схема простого самодельного сварочного полуавтомата
Как сделать сварочный полуавтомат. нет ни чего проще
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Еще одна схема сварочного полуавтомата
Представляем еще одну схему сварочного полуавтомата для сварки металла в среде углекислого газа.
Эта схема сварочного полуавтомата была разработана нами давно. Сварочные аппараты, собранные по этой схеме, работают до сих пор и ни разу не ломались.
Схема сварочного полуавтомата с регулятором сварочного тока по первичной обмотке.
Представляем вам еще одну схему сварочного полуавтомата с регулировкой тока по первичной обмотке.
Вариантов регулирования сварочного тока очень много, есть вариант в тиристорном исполнении по первичной обмотке, тиристорная по вторичной, галетная по первичной и так далее. Мы предоставляем вам свою схему регулирования тока сварочного трансформатора.
Схема простого самодельного сварочного полуавтомата
Представляем вам еще одну схему самодельного сварочного полуавтомата.
Раньше это схема была опубликована на сайте Самодельная сварка, но так как сайт переехал сюда, то публикуем ее здесь.
Схема самодельного сварочного полуавтомата.

Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.
Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Коротко..
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
Отличие от этой схемы в том, что используется всего 2 реле и весь блок управления сделан на логике, + таймер NE555 для автоматической выдержки времени сварки.
Собственно сама схема...
Работает схема следующим образом:
Переключатель S2 (режим ручной или автоматической сварки) в нижнем по схеме положении.
При нажатии кнопки управления S1 срабатывает генератор одиночного импульса, собранного на логических элементах D1.1 и D1.2. С выхода 6 импульс поступает на вход 2 таймера времени, который реализован на микросхеме NE555. На выходе 3 таймера появляется логическая единица, на время заданное резистором R5.
Далее логическая единица поступает на выводы 12, 13 элементов D1.4 и D2.4 через время задающие цепи, реализованные на конденсаторах C4, C5 и резисторах R7, R8. После чего происходит переключение этих элементов и включение соответствующих реле мотора и клапана газа.
С выходов 11 элементов D1.4 и D2.4 поступает логический 0 на элемент "ЕСЛИ" реализованный на элементах D2.1, D2.2, D2.3 микросхемы К155ЛА3, на выходе которого формируется логический 0 в нужное время, тем самым включает реле тока сварки.
Переключатель S2 (режим ручной или автоматической сварки) в верхнем по схеме положении.
Схема работает так же как в автоматическом режиме, только время сварки вы задаете сами, удерживая кнопку управления S1.
Я не любитель описывать принципы работы схем, но если кто не понял, объясню простыми словами.
Автоматический режим..
1. При нажатии кнопки управления (не важно удерживаете вы ее или сразу отпустите. ) время сварки задается резистором R5, при данном номинале максимальное время равно примерно 15 сек.
2. Далее срабатывает реле газа.. Пред газ
3. Далее одновременно срабатывает реле тока и реле мотора. Идет сварка.
4. После окончания времени сварки, заданное резистором R5, отключается реле мотора. Пос газ
5. Далее через время 0..2 сек одновременно отключается реле тока и клапан газа. Сварка окончена.
Ручной режим ..
Всё тоже самое, только время сварки задается удержанием кнопки управления S1.
Настройка.
Переключатель S2 в нижнем по схеме положении.
1. Резистором R7 подбираем нужное время задержки включения реле мотора. При данных номиналах, она регулируется в пределах 0..2 сек. Если нужно увеличить время, то подбираем конденсатор C4.
2. Резистором R9 подбираем нужное время задержки выключения клапана газа. При данных номиналах, она регулируется в пределах 0..2 сек. Если нужно увеличить время, то подбираем конденсатор C5.
3. Время включения и отключения реле тока выставляется автоматически.
4. Резистор R5 ставим в верхнее по схеме положение. Подбором резистора R4 добиваемся кратковременного включения (доли секунды) реле мотора при нажатии кнопки управления.
На этом настройку можно считать законченной.
Сразу хочу сказать, схема собиралась только на макетной плате, все отлично работает.
Если автоматический режим вам не нужен, то можно не собирать узел, выделенный красным пунктиром на схеме.
Если возникнут вопросы, задавайте.
Примечание, если возникнут ложные включения таймера из за наводок, помех в сети и т.п., то резистор R1 в схеме рекомендую поменять на 68 ом мощностью 1 ватт.
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
В результате такой работы сварочного полуавтомата шов получается качественный.
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:
1. Ручной режим.
Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1. 3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5.1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность - это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1. 3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.
Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1. 10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) - 5..10А, остальные реле (К2, К4, К5) - 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:
Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
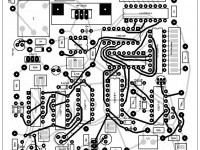
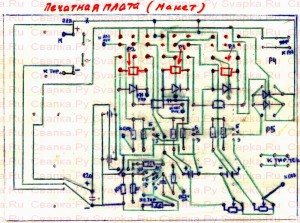
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
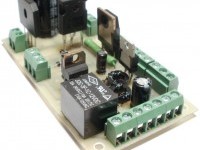
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это.
Внешний вид полуавтомата:

Компоновка, вид сверху:

Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:


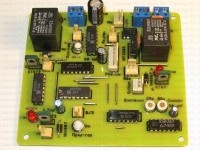
Плата управления сварочным полуавтоматом:

Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)

Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Читайте также: