Схема работы полуавтомата сварочного
Обновлено: 25.04.2024
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.
Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
В результате такой работы сварочного полуавтомата шов получается качественный.
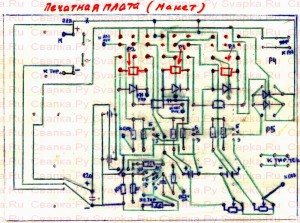
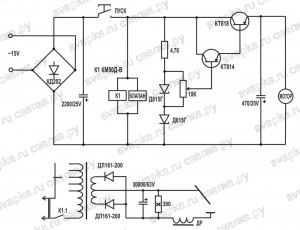
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:
1. Ручной режим.
Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1. 3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5.1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность - это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1. 3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.
Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1. 10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) - 5..10А, остальные реле (К2, К4, К5) - 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:
Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
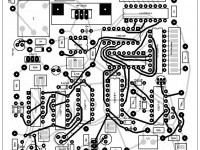
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
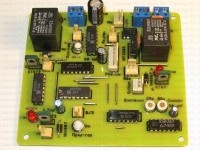
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это.
Внешний вид полуавтомата:

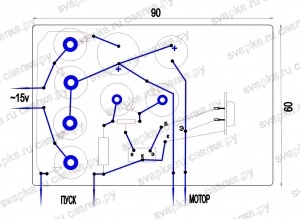
Компоновка, вид сверху:

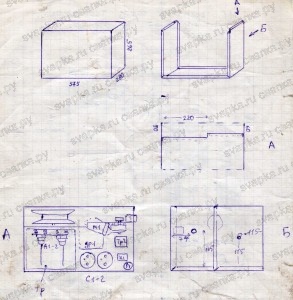
Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:


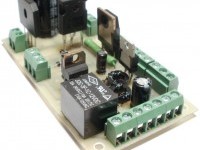
Плата управления сварочным полуавтоматом:

Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)

Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Самодельный полуавтомат для сварки
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.

Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост

Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.

Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель

Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки

Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.

Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
Что такое сварочный полуавтомат описано на главной странице сайта.

Предлагаю новую схему сварочного полуавтомата. Это модификация схемы опубликованной здесь .
Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
Предлагаю схему сварочного полуавтомата, упрощенный вариант схемы, которая опубликована здесь..
Предлагаю еще одну схему сварочного полуавтомата. По принципу работы, она похожа на эту схему. Прочитайте и поймете как работает эта схема.
Вариация на тему «Сварочный полуавтомат»
Представляем вариацию на тему "Сварочный полуавтомат"
Схема сварочного полуавтомата опубликованная в этой статье в принципе похожа на схемы опубликованные ранее на нашем сайте Еще одна схема сварочного полуавтомата и Схема простого самодельного сварочного полуавтомата
Как сделать сварочный полуавтомат. нет ни чего проще
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Еще одна схема сварочного полуавтомата
Представляем еще одну схему сварочного полуавтомата для сварки металла в среде углекислого газа.
Эта схема сварочного полуавтомата была разработана нами давно. Сварочные аппараты, собранные по этой схеме, работают до сих пор и ни разу не ломались.
Схема сварочного полуавтомата с регулятором сварочного тока по первичной обмотке.
Представляем вам еще одну схему сварочного полуавтомата с регулировкой тока по первичной обмотке.
Вариантов регулирования сварочного тока очень много, есть вариант в тиристорном исполнении по первичной обмотке, тиристорная по вторичной, галетная по первичной и так далее. Мы предоставляем вам свою схему регулирования тока сварочного трансформатора.
Схема простого самодельного сварочного полуавтомата
Представляем вам еще одну схему самодельного сварочного полуавтомата.
Раньше это схема была опубликована на сайте Самодельная сварка, но так как сайт переехал сюда, то публикуем ее здесь.
Схема самодельного сварочного полуавтомата.

Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.
Сварочный полуавтомат от Саныча.
Схема очень простая, повторить ее сможет даже не опытный радиолюбитель.
Собственно схема (все изображения на сайте кликабельны, то есть для увеличения изображения нажмите на него):
Топология печатной платы:
Внешний вид аппарата:



Протяжный механизм подачи проволоки:


Крепление сварочного рукава к протяжному механизму:

Горелка в разобранном виде:
Тут чертеж, размеры корпуса и компоновка узлов:
Для трансформатора я использовал четыре сложенных вместе сердечника от ТС-270. Итого почти 2000ватт. Для нашего транса мощности за глаза. Сердечник от ТС-180 применить заманчиво, но там провод не влезает. В расчёты особо не вдавался, так как не собирался выдавить наибольшую мощность.
Первичку (180+25+25+25+25) намотал проводом 1,2мм. Для вторичной обмотки использовал шинку8кв.мм. (35+35витков). В любом случае количество витков во вторичке придётся уточнять в последнюю очередь. Поэтому советую сделать дополнительно пару витков в каждое плечо.
После легче будет отмотать не разбирая трансформатора. Выпрямитель собран по двухполупериодной схеме. Чем выгодно такое построение можете прочитать на этом же сайте. В качестве переключателя силы тока поставил спаренный галетник. Оба диода на небольшой радиатор. Конденсатор желательно взять не менее 30000 мкф.
Дроссель фильтра на сердечнике от ТС-180, той же шинкой70 витков. Для включения силовой части подойдёт любой, достаточно мощный, контактор (КМ-50Д-В, КП-50Д-В). Я поставил ТКД511-ДОД- то, что было. Магазинные цены на контакторы заоблачные, но практика показывает, что на рынке можно приобрести рублей за 50-100. Эти реле рассчитаны на 27 вольт но и от 15 надёжно срабатывают.
Польза от применения контактора очевидная – большая коммутируемая мощность при минимальном рабочем токе (300-400ма.) Схема протяжки проволоки и подачи газа не нуждаются в описании. Всё должно быть понятно из фотографий. Схемы задержки и тормоза считаю излишними. Хотя – дело вкуса. В конечном итоге своё «детище» можно катать и по рельсам.
Трансформатор питания ТС-40, перемотанный на выходное напряжение 15вольт. Ролик протяжного механизма диаметром 25-28мм. имеет направляющую проточку шириной 0,5 и глубиной 1,0мм. На конический вал двигателя крепится родной гайкой. В моём аппарате стоит ролик диаметром 26мм. Для обеспечения оптимальной подачи проволоки схема регулятора выдаёт около 6 вольт. Если это не вписывается в нижнюю границу, то нужно подобрать стабилитрон с меньшим рабочим напряжением.
Ручка-держатель выточена «на коленях» из двух пластин текстолита толщиной 10мм. Посадочные места обрабатывал при помощи дрели свёрлами и торцевой фрезой. Защитный шланг в ручке, как и в аппарате, удерживается при помощи распорных втулок. На ответных частях имеются небольшие проточки. Корпус изготовлен из листового железа толщиной 1мм с двойным загибом по краям. Вся конструкция установлена на ролики, для удобства перемещения.
В этой компоновке аппарат отработал более десяти лет. С его помощью подлечено множество автомобилей. Вопрос дополнительного охлаждения вырос лишь по истечении двух, трёх лет, когда начал варить более серьёзные вещи.
Вентилятор охлаждения необходимо установить на заднюю стенку напротив силового трансформатора. При обычном режиме, потребление тока составляет, примерно 5-6 ампер.
Надеюсь, кому-то помог. Удачи!
Автор схемы и владелец сварочного полуавтомата - Саныч.
Читайте также: